
Abstract
In this study, Fe77P6B10Si4Nb2Cr1 amorphous powder in the particle size range below 75 µm was synthesized using industrial raw materials by water atomization. Then the amorphous magnetic powder cores (AMPCs) were prepared from the mixture of the amorphous alloy powder with different contents of epoxy resin as insulation/bonding materials by cold pressing. After annealed at 673 K for 1 h, the evolution of the high-frequency properties for the FePBSiNbCr AMPCs with the epoxy resin contents was studied. The AMPCs showed excellent magnetic properties, including high effective permeability of 62–82 with a high frequency stability up to 10 MHz, low core loss of 308–500 mW/cm3 at 100 kHz under the maximum magnetic flux density of 0.05 T, and superior DC-bias permeability of 62–72% at a bias field of 100 Oe. The development of Fe-based AMPCs with excellent soft magnetic properties is encouraging for future applications as functional materials.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Due to the superior properties of high strength, excellent magnetic properties, abundant natural resources and low material cost [1,2,3], Fe-based amorphous alloys are attractive for engineering applications in electric and electronic devices, such as the switching power supply, transformers and electrical motors. However, the eddy current of the amorphous alloy ribbons increases the core loss largely at high frequency under an alternating current magnetic flux [4, 5], which cannot fulfill the development trend of high frequency, miniaturization and high current for electronic component, restricts their application fields. Electrical insulation is a crucial factor to reduce eddy current loss for the use of Fe-based amorphous alloys in applications. As a result, Fe-based amorphous magnetic powder cores (AMPCs), which are produced by the compaction of amorphous alloy powders that are insulated electrically with one another by organic and/or inorganic electrical insulating materials, have attracted much interest recently [6,7,8,9], because as one sort of soft magnetic composite, AMPCs also have the advantages of 3D isotropic magnetic fields, high permeability under a dc magnetic bias field, flexibility of design and assembly and low current loss [10,11,12,13,14]. FeSiB-based AMPCs are widely used and researched as the amorphous material exhibits excellent magnetic properties of low coercivity below 0.5 Oe and high saturation magnetization above 170 emu/g [15]. However, due to the poor glass forming ability (GFA) of traditional Fe-based amorphous alloys, the amorphous powder was fabricated by crushing the corresponding amorphous ribbons, which has lots of edges and corners and is hard to insulate and compact perfectly, resulting in the increase of core loss [16,17,18,19]. Thus, spherical amorphous powder will be a great choice to reduce the eddy current loss between amorphous powders effectively for adapting to high frequency application of AMPCs.
In the present work, we have investigated the effect of Si addition on the glass forming ability for the Fe-based Fe77P6B14−xSixNb2Cr1 (x = 0–4) alloys, and found that the alloy for x = 4 exhibits the highest reduced glass transition temperature of 0.579, implying this alloy may exhibit high GFA, compared with the other alloys in this alloy system. So we choose the Fe77P6B10Si4Nb2Cr1 alloy to prepare spherical and amorphous Fe-based powders by water atomization. The Fe-based AMPCs were prepared by cold pressing of the amorphous powder using different contents of epoxy resin as organic binders, respectively. The characteristics of water-atomized FePBSiNbCr amorphous powder and the high-frequency magnetic properties of the compacted cores were investigated in details.
1.1 Experimental procedure
Multicomponent alloy ingots with the nominal composition of Fe77P6B10Si4Nb2Cr1 were prepared by induction melting mixtures of industrial raw materials of pure Fe, Si and Cr, premelted Fe–P, Fe–B, and Fe–Nb ingots in a purity argon atmosphere. Metallic glassy powder was prepared by water atomization with the water pressure of 60 MPa. The characteristics of the water-atomized powder was analyzed by X-ray diffraction (XRD) using Cu Kα-radiation, differential scanning calorimetry (DSC), vibrating sample magnetometer (VSM) and scanning electron microscopy (SEM). Thermal stability of the epoxy resin was examined by the thermo gravimetric analyzer (TG). The epoxy resin was dissolved with acetone in ultrasonic cleaner for 10 min. Subsequently, the obtained amorphous powder was added to the acetone solution and continuously stirring with glass rod until the acetone solution volatile completely. The composite powder was then dried for 30 min in an electric thermostatic drying oven. Toroid-shaped Fe-based AMPCs with an outer diameter of 20.3 mm, an inner diameter of 12.7 mm and a height of 5.3 mm (Ф 20.3 × φ 12.7 × t 5.3 mm) were fabricated by cold pressing under a pressure of 1600 MPa at room temperature. Then the compacted cores were annealed at 673 K for 1 h in vacuum to improve the soft magnetic properties of the cores. The effective permeability (µe) of the AMPCs was measured by an impedance analyzer with the contact electrodes in two-terminal connection configuration. The core loss was measured by an AC B–H loop tracer. The dc-bias performance was measured by a wide frequency LCR meter. All the measurements were performed at room temperature.
2 Results and discussion
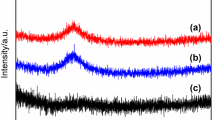
The room temperature XRD patterns of the water-atomized Fe77P6B10Si4Nb2Cr1 powder with different particle size range are shown in Fig. 1. It can be seen that the diffraction pattern exhibits only one broad band centered at around 2θ = 45°, and no distinct diffraction peaks of crystalline phases were observed for the powder below 75 µm, indicating that the water-atomized powder in the particle size range below 75 µm was almost fully amorphous phase with volume fraction of nanocrystals less than about 5% [20]. With the powder particle size increasing to larger than 75 µm, the XRD pattern exhibit sharp diffraction peaks superimposed on a halo pattern, indicating the coexistence of amorphous and crystalline phase [8]. In addition to soft magnetic phase of a-Fe, there are also have some diffraction peaks corresponding to the Fe3(B,P) and some unknown phase, which serve as pinning centers retarding movement of the domain walls, deteriorating the soft magnetic properties of the powder cores [21, 22]. So in order to get excellent soft magnetic properties, in this work, the powder with particle size range below 75 µm is selected for preparing the Fe-based AMPCs.

XRD patterns of the water-atomized FePBSiNbCr powder with different particle size range
Figure 2 shows the DSC curve of the water-atomized FePBSiNbCr powder below 75 µm. The curve shows two endothermic peaks due to Curie temperature (Tc) and glass transition temperature (Tg), followed by a distinct supercooled liquid region (∆Tx) and then crystallization. The Tc, Tg, the onset temperature of the first stage crystallization (Tx), and the wide of ∆Tx are 580, 804, 850 and 46 K, respectively. A supercooled liquid region of 46 K indicates the high GFA of the FePBSiNbCr alloy, which provides the possibility of preparing the Fe-based amorphous powder by water atomization, as shown in Fig. 1. The inset in Fig. 2 presents the surface morphology of the water-atomized FePBSiNbCr alloy powder with a particle size below 75 µm. It can be seen that the powder features a very small grain diameter, smaller particles are spherical, and larger particles are flat with round edges. The spherical shape indicates that the droplets have enough time to become spherical under the action of the surface tension. For the application of powder cores, the spherical-like amorphous powders are easy to insulate and compact compared with the ribbon breakage powders, which can reduce the eddy current loss produced when current flows through the core or individual metal grains, thus decrease the total core loss of the cores [6, 23]. No appreciable contrast revealing the formation of a crystalline phase was seen on the outer surface of any particles. However, on the surface of parts of particles, an oxide layer can be detected, the oxygen content of the Fe-based amorphous powder is about 1700 ppm. The relative low level of oxygen may increase the compositional complexity of atomic clusters, and thus the configuration entropy of the system [24], which is benefit for increasing the GFA of the alloy, resulting of the successful preparation of the Fe-based amorphous powder.

DSC curve of the water-atomized FePBSiNbCr amorphous powder with the particle size below 75 µm. The inset shows the SEM micrographs of the powders
Figure 3 shows the hysteresis curve of the water-atomized FePBSiNbCr amorphous powder smaller than 75 µm measured by VSM. The applied field is 1 T, in which the powder can be saturated magnetization. The amorphous powder shows good magnetic properties with a saturation magnetization of 135 emu/g and a coercivity of about 3 Oe. The magnetization is about 20% higher than the traditional FeSiAl metal powder [25], which is benefit for designing electric component to much smaller and powerful. Here, it can be emphasized that the FePBSiNbCr amorphous powder with good soft magnetic properties can be successfully produced by water atomization.

Hysteresis loop of the water-atomized FePBSiNbCr amorphous powder smaller than 75 µm
The TG diagram of the epoxy resin with a heating rate of 40 K/min is shown in Fig. 4. It can be seen that the weight loss at 623 and 673 K is only 2.92 and 9.58%, indicating that the epoxy resin decomposes slowly and exhibits high thermal stability. At the temperature between 673 and 773 K, the epoxy resin decomposes quickly, and the weight percent remains only for 30%. As we know, thermal treatment is an effective method to reduce the internal stress caused by cold pressing and improve the soft magnetic properties of the cores, while interparticle insulation is important to improve the high frequency magnetic properties of the cores [26, 27]. So in order to reduce the internal stress while maintain the well electrical insulator layer of the powder cores, an annealing temperature of 673 K for the Fe-based AMPCs was selected in this work.

TG diagram of epoxy resin under nitrogen atmosphere
Figure 5 shows the frequency dependence of the effective permeability (µe) for the FePBSiNbCr amorphous powder cores, the contents of epoxy resin varies from 2 to 5%. The magnitude of excitation magnetic field for sinusoidal wave is 1 A/m. The µe of the Fe-based AMPCs decreases from 82 to 62 with increasing the amount of epoxy resin. The reduction of µe is due to the decreases of core density, which is closely related to the packing density [28]. Meanwhile, the amorphous powder coated by nonmagnetic insulting materials decrease the volume fraction of the magnetic fillers in the composite, provide the equivalent of a distributed air gap, and thus decrease the permeability. Moreover, the µ of the magnetic core can be defined as Eq. (1) [29]:

Frequency dependence of the effective permeability for the FePBSiNbCr amorphous powder cores with different contents of epoxy resin
where µʹ is the permeability of the magnetic powders, g is the content of the non-magnetic materials. According to Eq. (1), it is clear that the µ of soft magnetic powder cores is inversely related to the content of non-magnetic materials. Consequently, the µ of the Fe-based AMPCs tends to decline with increasing the amount of epoxy resin. It is noticed that the µe of the Fe-based AMPCs in this work is higher than the traditional Fe-based Fe78Si9B13 amorphous powder cores and Fe73.5Cu1Nb3Si15.5B7 nanocrystalline powder cores [18, 30]. It can also be seen that all the cores show a stable permeability up to 1 MHz. When the content of epoxy resin increases to 5%, the core exhibits both high permeability of 62 and frequency stability up to 10 MHz, in which the permeability only decreases about 3%. The core is of high advantage to be used as components for electronic system, which requires a constant permeability up to the high frequency region.
Figure 6 shows the frequency dependence of the core loss (Pcv) for the FePBSiNbCr amorphous powder cores with different epoxy resin contents. Generally, Pcv includes hysteresis loss (Ph), eddy current loss (Pe) and residual loss (Pr) [31, 32]. The residual loss is a combination of relaxation and resonant losses of the system, which is important only at very low induction levels and very high frequencies and can be ignored in power applications. Then, the Pcv of powder cores can be expressed as the sum of Ph and Pe, which can be expressed as Eq. (2) [7]:

Frequency dependence of the core loss for the FePBSiNbCr amorphous powder cores with different contents of epoxy resin
where Kh and Ke are the coefficients for the hysteresis loss and the eddy current loss, and f represents the frequency. At low frequencies, Ph is the main core loss part and can be reduced by large particle size, higher purity of the soft materials in the particles and stress relieving heat treatment [10]. Pe is dominant in high-frequency range as it is proportional to the frequency squared and can be effectively reduced by appropriate insulation of the soft magnet powders. It is clearly that the Pcv has a tendency to decrease as the amount of epoxy resin increases. The core with 2% epoxy resin shows the Pcv of 500 mW/cm3 at 100 kHz for Bm = 0.05 T. With increasing the contents of epoxy resin to 5%, the Pcv decreases to 308 mW/cm3, which is lower than the traditional Fe-based Fe78Si9B13 amorphous powder cores [18]. The increase of the epoxy resin content means that the thickness of the insulating layer formed on the amorphous surface is thicker and decreases the probability of amorphous powder contact, that is, the electrical insulation of the amorphous powder is more sufficient, which results in the decrease of Pe, thus decreases the total Pcv.
The dc-bias field dependence of the percent permeability at 100 kHz, defined by the percentage of the permeability upon dc-bias field to the permeability in no dc-bias field, is shown in Fig. 7. It can be seen that the cores show superior dc-bias properties of higher than 62% permeability at H = 100 Oe, while the highest value for percent permeability of about 72% was obtained for the core with epoxy resin of 5%. The air gaps in the cores increases with increasing the content of epoxy resin, which can pin the domain wall in the magnetizing process and prevent the propagation of domain movement between particles in the Fe-based AMPCs, then suppress the decrease of permeability, achieving the high percent permeability [33]. On the other hand, the well-distributed resin between the amorphous powders can separate the powder electrically from each other, resulting in the reduction of eddy current loss in high frequency range and the stable permeability. The high percent permeability of over 62%, which is comparative to the traditional Fe-based Fe78Si9B13 amorphous powder cores [18], implies that the Fe-based AMPCs were not easily saturated under the applied magnetic field [34], and can be used to deal with the high output current in electrical power supplies.

Variation of the percentage of permeability with dc-bias field for the FePBSiNbCr amorphous powder cores
3 Conclusions
Spherical-like Fe-based Fe77P6B10Si4Nb2Cr1 amorphous powder was successfully produced by water atomization using low purity raw materials. Then the effect of epoxy resin content on the magnetic properties of the corresponding Fe-based AMPCs was investigated. The AMPCs exhibit stable permeability up to 10 MHz and superior dc-bias properties more than 62% of percent permeability at H = 100 Oe. The electrical insulation between the powders by epoxy resin and good soft magnetic properties of the water-atomized Fe-based amorphous powder lead to the excellent high frequency characteristics of the AMPCs.
References
H. Fujimori, T. Masumoto, Y. Obi, M. Kikuchi, On the magnetization process in an iron-phosphorus-carbon amorphous ferromagnet. Jpn. J. Appl. Phys. 13, 1889–1890 (1974)
S. Ohnuma, T. Masumoto, Zero magnetostriction and low field magnetic properties of CoFe base amorphous alloys containing V, Nb, Ta, Cr, Mo, W, Mn or Ni. J. Appl. Phys. 50, 7597–7599 (1979)
O. Kohmoto, K. Ohya, N. Yamaguchi, H. Fujishima, T. Ojima, Amorphous FeCoNiSiB alloys having zero magnetostriction. J. Appl. Phys. 51, 4342–4345 (1980)
S. Nakahara, E.A. Périgo, Y. Pittini-Yamada, Y. de Hazan, T. Graule, Electric insulation of a FeSiBC soft magnetic amorphous powder by a wet chemical method: identification of the oxide layer and its thickness control. Acta Mater. 58, 5695–5703 (2010)
T. Mizushima, A. Makino, A. Inoue, Influence of Si addition on thermal stability and soft magnetic properties for Fe-Al-Ga-P-C-B glassy alloys. J. Appl. Phys. 83, 6329–6331 (1998)
H. Matsumoto, A. Urata, Y. Yamada, A. Makino, To enhance the efficiency of a power supply circuit by the use of Fe-P-B-Nb-type ultralow loss glassy metal core. J. Appl. Phys. 105, 07A317 (2009)
Y.P. Liu, Y.D. Yi, W. Shao, Y.F. Shao, Microstructure and magnetic properties of soft magnetic powder cores of amorphous and nanocrystalline alloys. J. Magn. Magn. Mater. 330, 119–133 (2013)
Y.B. Kim, D.H. Jang, H.K. Seok, K.Y. Kim, Fabrication of Fe-Si-B based amorphous powder cores by cold pressing and their magnetic properties. Mater. Sci. Eng. A 449, 389–393 (2007)
Y.Y. Zheng, Y.G. Wang, Magnetic properties of structure ordered cores composited with Fe78Si9B13 amorphous and pure iron powders. J. Mater. Sci. Mater. Electron. 27, 2830–2835 (2016)
H. Shokrollahi, K. Janghorban, Soft magnetic composite materials (SMCs). J. Mater. Porc. Technol. 189, 1–12 (2007)
Y.G. Guo, J.G. Zhu, Z.W. Lin, J.J. Zhong, H.Y. Lu, S.H. Wang, Determination of 3D magnetic reluctivity tensor of soft magnetic composite materials. J. Magn. Magn. Mater. 312, 458–463 (2007)
A.H. Taghvaei, H. Shokrollahi, K. Janghorban, H. Abiri, Eddy current and total power loss separation in the iron-phosphate-polyepoxy soft magnetic composites. Mater. Des. 30, 3989–3995 (2009)
H. Shokrollahi, K. Janghorban, Different annealing treatments for improvement of magnetic and electrical properties of soft magnetic composites. J. Magn. Magn. Mater. 317, 61–67 (2007)
H.R. Hemmati, H. Madaah Hosseini, A. Kianvash, The correlations between processing parameters and magnetic properties of an iron-resin soft magnetic composite. J. Magn. Magn. Mater. 305, 147–151 (2006)
F.E. Luborsky, J.J. Becker, J.L. Walter, H.H. Libermann, Formation and magnetic properties of Fe-B-Si amorphous alloys. IEEE Trans. Magn. 15, 1146–1149 (1979)
H.J. Kim, S.K. Nam, K.S. Kim, S.C. Yoon, K.Y. Sohn, M.R. Kim, Y.S. Song, W.W. Park, Magnetic properties of amorphous Fe-Si-B powder cores mixed with pure iron powder. Jpn. J. Appl. Phys. 51, 103001 (2012)
X.Y. Wang, C.W. Lu, F. Guo, Z.C. Lu, D.R. Li, S.X. Zhou, New Fe-based amorphous compound powder cores with superior DC-bias properties and low loss characteristics. J. Magn. Magn. Mater. 324, 2727–2730 (2012)
S.H. Tang, H.X. Wang, Z.J. Wang, J.Y. Cui, X.Y. Wang, L.J. Wang, Magnetic properties of amorphous Fe78Si9B13 powder prepared by ribbon crush and powder core using same. Metall. Funct. Mater. 17, 9–12 (2010)
J. Tang, F.Z. Lian, M. Yu, Z.J. Ling, Preparation and investigation of magnetic properties of amorphous Fe78Si9B13 powder core. J. Funct. Mater. 1, 96–98 (2012)
P. Kollár, J. Bednarčík, S. Roth, H. Grahl, J. Eckert, Structure and magnetic properties of hot pressed Co-based powder. J. Magn. Magn. Mater. 278, 373–378 (2004)
G. Herzer, Soft magnetic nanocrystalline materials. Scr. Metall. Mater. 33, 1741–1756 (1995)
W. Chen, H.P. Chen, H.P. Lv, M. Yan, Interplay of crystallization, stress relaxation and magnetic properties for FeCuNbSiB soft magnetic composites. J. Alloys Compd. 673, 278–282 (2016)
X.L. Li, Y.Q. Dong, M. Liu, C.T. Chang, X.M. Wang, New Fe-based amorphous soft magnetic composites with significant enhancement of magnetic properties by compositing with nano-(NiZn)Fe2O4. J. Alloys Compd. 696, 1323–1328 (2017)
Y. Liu, S. Niu, F. Li, Y.T. Zhu, Y.H. He, Preparation of amorphous Fe-based magnetic powder by water atomization. Powder Technol. 213, 36–40 (2011)
Y. Kishimoto, O. Yamashita, K. Makita, Magnetic properties of sintered sendust alloys using powders granulated by spray drying method. J. Mater. Sci. 38, 3479–3484 (2003)
Y.K. Lee, Y.B. Kim, K.K. Jee, G.B. Choi, High frequency magnetic properties of Fe-based nanocrystalline alloy powder cores. Phys. Stat. Sol. A 204, 4100–4103 (2007)
E.Y. Kang, Y.B. Kim, K.Y. Kim, Y.H. Chung, H.K. Baik, Vacuum hot pressing of Fe-Si-B-Nb-based amorphous powder cores and their high-frequency magnetic properties. J. Appl. Phys. 99, 08F111 (2006)
S. Takajo, Y. Kiyota, Analysis of high frequency magnetic properties of compressed iron powder cores. J. Jpn. Soc. Powder Powder Metall. 32, 259–263 (1985)
J.J. Guo, Y.Q. Dong, Q.K. Man, Q. Li, C.T. Chang, X.M. Wang, Fabrication of FeSiBPNb amorphous powder cores with high DC-bias and excellent soft magnetic properties. J. Magn. Magn. Mater. 401, 432–435 (2016)
Y.D. Xiong, K. Lin, M. Yan, Y.H. Jiang, Fabrication and magnetic properties of FINEMET alloy powder cores. Rare Metal Mater. Eng. 43, 1951–1954 (2014)
Z.C. Li, Y.Q. Dong, F.S. Li, C.T. Chang, X.M. Wang, R.W. Li, Fe78Si9B13 amorphous powder core with improved magnetic properties. J. Mater. Sci. Mater. Electron. 28, 1180–1185 (2017)
C. Serpico, C. Visone, I.D. Mayergoyz, V. Basso, G. Miano, Eddy current losses in ferromagnetic laminations. J. Appl. Phys. 87, 6923–6925 (2000)
Y.Q. Dong, Z.C. Li, M. Liu, C.T. Chang, F.S. Li, X.M. Wang, The effects of field annealing on the magnetic properties of FeSiB amorphous powder cores. Mater. Res. Bull. 96, 160–163 (2017)
C. Huang, T. Liu, X. Wang, C. Lu, D. Li, Z. Lu, Magnetic properties of Fe82Si2B14C2 amorphous powder cores with low core loss and high magnetic flux density. Powder Metall. 57, 41–44 (2014)
Acknowledgements
The work was supported by the National Key Research and Development Program of China (Grant No. 2016YFB0300500); National Natural Science Foundation of China (Grant No. 51601205 and 51671206); Ningbo Municipal Nature Science Foundation (Grant No. 2017A610036); Zhejiang Province Public Technology Research and Industrial Projects (Grant No. 2016C31025) and Ningbo International Cooperation Projects (Grant No. 2015D10022).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Liu, M., Huang, K., Liu, L. et al. Fabrication and magnetic properties of novel Fe-based amorphous powder and corresponding powder cores. J Mater Sci: Mater Electron 29, 6092–6097 (2018). https://doi.org/10.1007/s10854-018-8584-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-018-8584-4