
Abstract
Electromigration (EM) phenomenon has become more troublesome in the Sn–Bi solder joints as the increase of current density. Doping method is reported as one of the solution to improve solder joints. However, the doped particles are easily aggregated and formed large sized intermetallic compounds (IMCs) in the solder matrix during reflow soldering. In this research, EM phenomenon was studied in the Sn57.6Bi0.4Ag, Sn58Bi with 0.4 wt% Ag doping (Sn58Bi + 0.4Ag) and Sn58Bi solder joints to fully understand the influence of the aggregated Ag3Sn IMCs. The grain refinement effect of the Ag element was found to be the main reason of the improvement of EM phenomenon. Also, it was proved that Sn57.6Bi0.4Ag solder joints with uniformly distributed Ag3Sn IMCs performed well in preventing the segregation of Bi phase. However, Sn58Bi + 0.4Ag solder joints with the aggregated Ag3Sn IMCs did not perform well, forming thicker Bi rich layer at the anode. On the other hand, the addition of Ag element had minimal effect on the formation and consumption of Cu–Sn IMCs in the Sn–Bi solder joints. The thickness of Cu–Sn IMCs layer at the cathode in the Sn57.6Bi0.4Ag and Sn58Bi solder joints were found to be similar. However, the aggregated Ag3Sn IMCs in the Sn58Bi + 0.4Ag solder joints could promote the migration of Cu–Sn IMCs to the cathode.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
As the development of lead free solder material, Sn–Bi and Sn–Ag–Cu solder alloy have been proved to be the best substitutes for the Sn–Pb solder alloy. However, the application of Sn–Ag–Cu solder is restricted by the high melting temperature and is not appropriate for temperature sensitive components. Thus, low temperature Sn–Bi solder alloy has attracted more attentions in this aspect, and is extensively used for low temperature packaging. On the other hand, as the scaling down of the electronic devices, the current density reaches even higher than 108 A/m2 at the connecting joints, making the electromigration (EM) phenomenon become more troublesome. Unfortunately, Sn–Bi solder joints with weak resistance to EM are needed to be improved, especially in micro-sized 3D packaging [1, 2].
The micromorphology evolution, which is induced by the effect of EM in the Sn–Bi solder joints, can be divided into two aspects. One is the promotion of phase segregation, and the other is the influence on the growth and the migration of inter-metallic compounds (IMCs). As for the Cu/Sn58Bi/Cu solder joint, Bi rich layer is usually formed at the anode because of the faster migration rate of Bi phase under current stress. On the other hand, Sn phase will be left behind and accumulated at the cathode. Besides, current stress can accelerate the formation of Cu–Sn IMCs at both the cathode and the anode, but Bi rich layer can hinder the accumulation of Cu–Sn IMCs at the anode [3]. The IMCs consumption phenomenon at the cathode, which makes Cu–Sn IMCs reduced at the cathode and accumulated at the anode, cannot be neglected as well [4]. In brief, either Bi phase segregation or the Cu–Sn IMCs consumption and excessive growth will lead to bad influences on the properties of the joints.
Many efforts have been studied to inhibit the EM phenomenon in the solder joints, such as plastic pre-strain and the application of barrier layer at the interface of the joint [5, 6]. Particle doping method is another extensively used solution as well. Metallic nanoparticles, such as Ag and Ni [7, 8], and non-metallic nanoparticles, such as graphene and carbon nanotubes CNTs [9, 10], have been studied to improve the resistance to EM in the solder joints. However, the particle doping method cannot guarantee the dopants against aggregation in the solder joint. Theoretical evidences have shown that the dopants are easily redistributed during reflow soldering [11]. The forces caused by the melted solder alloy and solder flux are found to have huge impact on the distribution of the doped nanoparticles [12]. Also, considering the high surface energy of nanoparticles, it is inevitable that some dopants will be aggregated after the reflow soldering. Our former studies have proved that the doped Ag nanoparticles are easily aggregated and formed large-sized Ag3Sn IMCs in the Sn58Bi with 0.4 wt% Ag doping (Sn58Bi + 0.4Ag) solder joints [13]. It can lead to the degradation of mechanical properties of the doped joints. Also, after long-time aging, the near eutectic Sn57.6Bi0.4Ag solder joints perform better in mechanical properties than the solder joints prepared by particle doping method.
Thus, the effect of the aggregated particles and IMCs in the doped solder joints should be comprehensively studied to understand its effects on EM phenomenon. Unfortunately, no research has been done on this aspect.
In this research, EM phenomenon was studied in the Sn57.6Bi0.4Ag, Sn58Bi + 0.4Ag and Sn58Bi solder joints. Firstly, the theoretical analysis was made to basically understand the effect of Ag element. After that, with assistance of detecting methods, morphology changes, the thickness of Bi rich layer, the thickness of Sn rich layer, and the thickness of IMCs layer were be compared.
2 Experimental procedure
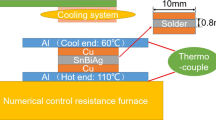
The near eutectic Sn57.6Bi0.4Ag and eutectic Sn58Bi solder pastes were both commercially available (Alpha Advanced Materials). Sn58Bi + 0.4Ag solder paste was prepared by sufficient mechanical stirring to have the dopant distributed uniformly. To make solder balls with mean diameter of 380 µm, the solder pastes were screen printed onto ceramic substrates, and then reflowed in the reflow oven (Pyramax-100N; BTU International) with peak temperature of 178 °C and time up melting point of 55 s. Flame retardant 4 (FR4) substrates with thickness of 1.5 mm were used to make the flip chip solder joints. The up substrates were applied Cu pads and the bottom substrates were applied Ni/Au metallized Cu pads with thickness of Ni layer of 5 µm. The opening diameter of these pads was around 320 µm. Firstly, the solder balls were reflowed on the up substrates. After that, the up substrates with solder balls were attached onto the bottom substrates via the flip chip bonder (SUSS, FCM). Also, solder flux was used to assist soldering by cleaning the oxidations on the pads. Finally, three kinds of flip chip solder joints were made by this method, including Cu/Sn57.6Bi0.4Ag/Au/Ni/Cu, Cu/Sn58Bi + 0.4Ag/Au/Ni/Cu and Cu/Sn58Bi/Au/Ni/Cu.
Current stress with value of 2.5 A was applied on these solder joints for 100, 200 and 300 h respectively, under temperature of 70 °C. Figure 1 shows the current distribution of the solder joint in the 3D model and 2D model via finite element modeling (FEM). It could be found that the current density reaches the highest value at the entrance and exit traces in flip chip joint structure. This phenomenon was recognized as current crowding effect. Though the mean current density was around 3 × 107 A/m2, it can be greater than 108 A/m2 at the stress concentration regions. After the current stress finished, all the samples were cross-sectioned and mounted in the resin for further detection.

The current distribution of the solder joint in the 3D model and 2D model via finite element modeling
To characterize the morphology evolution, the cross-sectioned samples with Au sputter-coated were detected by scanning electron microscope (SEM, Philips XL 40 FEG) in backscattered electron (BSE) image mode. Also, energy dispersive X-ray spectrometer (EDX, International, DX-4) was used to determine the chemical composition of IMCs. According to the modeling results, BSE images were selectively taken at the stress concentration regions for the phenomenal detection. Besides, the comparison of the thickness of Bi rich layer, the thickness of Sn rich layer and the thickness of Cu–Sn IMCs layer were made between different solder joints after different stressing time.
3 Results and discussion
3.1 Theoretical analysis
From the perspective of materials, it should be noticed that the most fundamental difference between these two solder pastes is the status of Ag element. In the near eutectic Sn57.6Bi0.4Ag solder paste, Ag element exists as a component of Ag3Sn IMCs with micro size. On the other hand, Ag element exists as nano-sized particles in the Sn58Bi + 0.4Ag solder paste. During the reflow soldering, Ag nanoparticles will be redistributed and reacted to form Ag3Sn IMCs in the doped solder matrix, which are induced by the interaction forces and chemical reactions with melted solder flux and alloy. Also, the aggregation of Ag nanoparticles is likely to generate, forming large-sized Ag3Sn IMCs. In our former researches, it has been proved that some Ag3Sn IMCs in the Sn58Bi + 0.4Ag solder joints have larger size than them in the Sn57.6Bi0.4Ag solder joints, especially after thermal stress [13].
Thus, it does not only contain nano-sized Ag3Sn IMCs but also micro-sized Ag3Sn IMCs with non-uniformly distribution in the Sn58Bi + 0.4Ag solder joints. By contrast, in the Sn57.6Bi0.4Ag solder joints, micro-sized Ag3Sn IMCs are uniformly distributed. This difference between these solder pastes can lead to the different resistance to EM, which will be discussed in detail later.
The addition of Ag element in the Sn–Bi solder joints can refine the grain size of Sn phase. It has been reported that as the increasing addition of Ag content in the Sn based metal, the grain size of Sn phase decreases significantly [14]. On the other hand, the addition of Ag element has no influence on the grain size of Bi phase, because no chemical reaction can be happened between Bi and Ag atoms to form IMCs. Thus, the theory that the addition of Ag element can improve EM phenomenon in the solder joints, should be based on the effect of grain refinement. The following equation describes the atoms flux induced by EM (Jem):
where C is the concentration of diffusing atoms, ν is the drift velocity of atoms, \(Z^{*}\) is the effective charge number of EM, e is the electron charge, ρ is the resistivity of the matrix, j is the current density, D is the diffusivity coefficient of atoms, and kT is the average thermal energy.
In addition, the diffusivity coefficient (D) for self-diffusion in solid state can be expressed [15]:
where α is the cubic lattice parameter, f is a temperature-independent quantity, v0 is the attempt frequency, R is the gas constant, T is the absolute temperature and ∆G is Gibbs free energy which depends on the kind of the diffusion paths [16].
The paths of atom diffusion, which induced by the EM, include diffusion through the lattice, along the grain boundary and along the metal surface [17]. The migration processes of Sn and Bi atoms can be considered to occur in the same condition where the values of f, a, v0, and T in the Eq. (2) can be fixed. However, the Sn phase with refined grain size has higher probability to diffuse along boundary which needs lower Gibbs free energy (∆G) than other diffusion paths. So, the refined Sn phase can acquire higher atom flux, according to Eqs. (1) and (2). As a result, the migration rate gap between Bi and Sn phases can be narrowed with the addition of Ag content, so that the EM phenomenon in the Sn–Bi solder joints can be eased.
However, via particle doping method, Sn58Bi + 0.4Ag solder joints cannot work in the ideal way. The aggregation of Ag nanoparticles is inevitable during the reflow soldering, having Ag3Sn IMCs non-uniformly distributed and formed large grain size. Finally, it can make the function of the addition of Ag element useless. On the other hand, Sn57.6Bi0.4Ag solder joints which are minimally influenced by the reflow soldering may perform better under current stress. In the next section, experimental results will be discussed to prove these findings.
3.2 Experimental results
3.2.1 Cu–Sn IMCs formation and consumption
Figure 2 shows the BSE images of EM phenomenon in the Sn57.6Bi0.4Ag, Sn58Bi + 0.4Ag and Sn58Bi solder joints with Ni/Au metallic layer at the cathode after current stress for 100 and 300 h respectively. At the cathode, the coated Au layer was fast dissolved into the solder matrix. Ni/Au metallic layer as a barrier was applied to ease the formation of Cu3Sn and Cu6Sn5 IMCs via hindering the migration of Cu atoms into the solder matrix. However, it was still found that some Cu6Sn5 formed at the cathode and migrated to the anode with the flow of electron. By contrast, the Cu–Sn IMCs formation and consumption phenomenon at the cathode were not obvious in the Sn57.6Bi0.4Ag solder joints after current stress for 100 h. It might be caused by the close arrangement of atoms in the solder matrix.

BSE images of cross-sectioned a, b Sn57.6Bi0.4Ag, c, d Sn58Bi + 0.4Ag, and e, f Sn58Bi solder joints with Ni/Au metallic layer at the cathode after current stress for 100 and 300 h
As the increase of time, Cu–Sn IMCs aggregated at the anode gradually. At the same time, Bi phase with higher migration rate than Sn phase formed a Bi rich phase at the anode. This Bi rich layer could slow down the accumulation of Cu–Sn IMCs layer at the anode via impeding the contact between Sn phase and Cu phase. After current stress for 300 h, Cu–Sn IMCs layers became relative thicker at the anode, via joint effects of Cu–Sn IMCs growth and migration. However, Cu–Sn IMCs were scattered at the cathode and could not form a complete layer, which was caused by the effect of IMCs consumption.
The thickness of Cu–Sn IMCs layer at the anode in the different solder joints were measured out, and the results were shown in Fig. 3. It could be found that the thickness of Cu–Sn IMCs layer increased faster at the initial stage of current stress. After the current stress for 200 h, the increasing rate of the thickness of Cu–Sn IMCs layer decreased significantly. It was mainly because of the formation of Bi rich layer at the anode, which had negative effects on the formation of Cu–Sn IMCs. By contrast, Cu–Sn IMCs layer grew faster and thicker in the Sn58Bi + 0.4Ag solder joints than the other kind of solder joints. The possible explanation was Sn58Bi + 0.4Ag solder matrix had looser arrangement of lattice, which was caused by the large-sized Ag3Sn IMCs. It could make the migration of Cu–Sn IMCs become easier. However, the result did not show a big difference in the thickness of Cu–Sn IMCs layer, especially between Sn57.6Bi0.4Ag and Sn58Bi solder joints.

The changes of the thickness of Cu–Sn IMCs layer at the anode in the Sn57.6Bi0.4Ag, Sn58Bi + 0.4Ag, and Sn58Bi solder joints with Ni/Au metallic layer at the cathode as the increasing time of current stress
Thus, it could make a conclusion that the addition of Ag element had minimal effect on the formation and consumption of Cu–Sn IMCs in the Sn–Bi solder joints. However, the aggregated Ag3Sn IMCs could promote the migration of Cu–Sn IMCs layer to the cathode.
3.2.2 Bi phase segregation
On the other hand, the Bi phase segregation phenomenon, which was induced by the faster migration rate of Bi phase than Sn phase, was restrained well in the Sn57.6Bi0.4Ag solder joints as shown in Fig. 2b. Though Bi phase was still dominant at the anode, the segregation phenomenon was not obvious, comparing with the conditions in Sn58Bi + 0.4Ag and Sn58Bi solder joints. This finding is in conformity with the previous discussions in Sect. 3.1. However, though Sn58Bi + 0.4Ag solder joints had the same content of Ag element, the improvement of the segregation phenomenon was not good enough. It was caused by the non-uniform distribution and the aggregation of Ag3Sn IMCs. In addition, fewer Sn rich phases could be found in the Sn57.6Bi0.4Ag solder joints than them in the other kind of solder joints. It was due to the function of grain refinement which was obtained from the uniformly distributed Ag content.
The thickness of Bi rich layer at the anode and Sn rich layer at the cathode were measured out, and the results were shown in Fig. 4. It could be found that Sn57.6Bi0.4Ag solder joints with thinner Bi and Sn rich layers performed better resistance to the Bi phase segregation. However, little difference was found between Sn58Bi + 0.4Ag and Sn58Bi solder joints. It indicated that the solder joints with Ag particles doping did not work well. Once the doped particles were aggregated and formed large-sized Ag3Sn IMCs, the function of the reinforcement would be seriously restricted.

The changes of the thickness of Bi rich layer at the anode and Sn rich layer at the cathode in the Sn57.6Bi0.4Ag, Sn58Bi + 0.4Ag, and Sn58Bi solder joints with Ni/Au metallic layer at the cathode as the increasing time of current stress
Thus, the addition of Ag element could improve the Bi phase segregation phenomenon in the Sn–Bi solder joints. However, the aggregation of Ag3Sn IMCs could restrict the effectiveness of improvement.
3.2.3 Functions of Ni/Au metallized Cu pads
In the former discussion, only the solder joints with Ni/Au metallized Cu pads at the cathode were taken into account. In this section, it will make a brief discussion on the solder joints with Ni/Au metallized Cu pads at the anode.
Ni/Au metallic layer as a barrier was applied to ease the formation of Cu3Sn and Cu6Sn5 IMCs via hindering the migration of Cu atoms into the solder matrix. Figure 5 shows the EM phenomenon in the Sn57.6Bi0.4Ag and Sn58Bi + 0.4Ag solder joints with Ni/Au metallic layer at the anode after current stress for 300 h. By contrast with Fig. 2a, b, it could be found a big difference in morphology evolution. Ni/Au metallic layer worked well as a barrier layer at the cathode, while, it was nearly out of function at the anode. Fierce formation and migration of Cu–Sn IMCs phases could be found in both Sn57.6Bi0.4Ag and Sn58Bi + 0.4Ag solder joints, which could definitely interfere the studies on the function of Ag content. It was mainly because that the Cu–Sn IMCs and Cu atoms preferred to migrate with the flow of electron from the cathode to the anode.

BSE images of cross-sectioned a Sn57.6Bi0.4Ag, b Sn58Bi + 0.4Ag with Ni/Au metallic layer at the anode after current stress for 300 h
As a result, in this research, the detailed analysis was only made to discuss the EM phenomenon in the solder joints with Ni/Au metallized Cu pads at the cathode.
4 Conclusion
In this research, EM phenomenon was studied in the Sn57.6Bi0.4Ag, Sn58Bi + 0.4Ag and Sn58Bi solder joints to fully understand the influence of the aggregated Ag3Sn IMCs. Via theoretical analysis, the grain refinement effect of Ag element was found to be the main reason of the improvement of EM phenomenon. The Sn with smaller grain size can acquire higher atom flux, which reduced the migration rate gap between Bi and Sn phases. It could help to prevent the segregation of Bi phase. According to the experimental results, Sn57.6Bi0.4Ag solder joints with uniformly distributed Ag3Sn IMCs performed well in hindering the segregation of Bi phase. However, Sn58Bi + 0.4Ag solder joints with aggregated Ag3Sn IMCs did not perform well, forming thicker Bi rich layer at the anode. On the other hand, the addition of Ag element had minimal effect on the formation and consumption of Cu–Sn IMCs in the Sn–Bi solder joints. The thickness of Cu–Sn IMCs layer at the anode in the Sn57.6Bi0.4Ag and Sn58Bi solder joints were found to be similar. However, the aggregated Ag3Sn IMCs in the Sn58Bi + 0.4Ag solder joints could promote the migration of Cu–Sn IMCs to the anode.
As a whole, the aggregated Ag3Sn IMCs could restrict the effectiveness of the improvement of EM phenomenon in doped Sn58Bi + 0.4Ag solder joints.
References
C.M. Chen, L.T. Chen, Y.S. Lin, J. Electron. Mater. 36, 168 (2007)
K. Murayama, M. Aizawa, M. Higashi, in Proceedings of the Electronic Components & Technology Conference (ECTC) (2014), p. 1166
X. Gu, D. Yang, Y.C. Chan, B.Y. Wu, J. Mater. Res. 23, 2591 (2008)
J.H. Ke, H.Y. Chuang, W.L. Shih, C.R. Kao, Acta Mater. 60, 2082 (2012)
X.F. Zhang, H.Y. Liu, J.D. Guo, J.K. Shang, J. Mater. Sci. Technol. 27, 1072 (2011)
L.T. Chen, C.M. Chen, J. Mater. Res. 21, 962 (2006)
G. Xu, F. Guo, X. Wang, Z. Xia, Y. Lei, Y. Shi, X. Li, J. Alloys Compd. 509, 878 (2011)
I. Shafiq, H.Y. Lau, Y.C. Chan, Microsyst. Technol. 19, 1069 (2013)
X. Hu, Y.C. Chan, K. Zhang, K.C. Yung, J. Alloys Compd. 582, 162 (2013)
S. Xu, Y.C. Chan, K. Zhang, K.C. Yung, J. Alloys Compd. 595, 92 (2014)
S.L. Soo, Instrumentation for Fluid Particle Flow (Noyes Publications, Park Ridge, 1999), pp. 375–377
H.Y. Sun, Y.C. Chan, in Proceedings of the Electronics System-Integration Technology Conference (ESTC) (2014), p. 6962816
H.Y. Sun, Q.Q. Li, Y.C. Chan, J. Mater. Sci. Mater. Electron. 25, 4380 (2014)
K. Subramanian, Lead-Free Solders: Materials Reliability for Electronics (Wiley, New York, 2012), pp. 129–133
P. Heitjans, J. Kärger, Diffusion in Condensed Matter: Methods, Materials, Models (Springer, Berlin, 2005), pp. 27–28
R.J.D. Tilley, Defect in Solids (Wiley, Hoboken, 2008), pp. 231–235
M. Popovich, A.V. Mezhiba, E.G. Friedman, Power Distribution Networks with On-Chip Decoupling Capacitors (Springer, New York, 2008), pp. 72–75
Acknowledgments
The authors would like to acknowledge the financial support provided by the National Natural Science Foundation of China/Research Grants Council of Hong Kong (NSFC/RGC), Ref. No. 9054008/N_CityU101/12.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sun, H., Chan, Y.C. & Wu, F. Influence of the aggregated Ag3Sn on the improvement of electromigration phenomenon in the doped Sn58Bi solder joints. J Mater Sci: Mater Electron 26, 5129–5134 (2015). https://doi.org/10.1007/s10854-015-3040-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-015-3040-1