
Abstract
The Mg3B2O6 ceramics with lithium magnesium borosilicate (LMBS) glass were prepared at a lower sintering temperature. The effect of LMBS glass on the densification, phase development, microstructure and microwave dielectric properties of the Mg3B2O6 ceramics was investigated. Adding the LMBS glass to Mg3B2O6 ceramics lowered the sintering temperature of the ceramics to 950 from 1300 °C. The X-ray diffraction patterns showed that LMBS glass reacted with Mg3B2O6, forming the Mg2B2O5 and Mg2SiO4. Because of the high dielectric performance of these phases, the Mg3B2O6 mixed with 35.0 wt% LMBS glass sintered at 950 °C had ε r = 6.5, Q × f = 21,000 GHz, and τ f = −49.5 ppm/°C at 6.55 GHz. Therefore, the Mg3B2O6-LMBS composites are promising materials for LTCC applications.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
With the rapid progress in microwave telecommunication and satellite broadcasting, the information technology requires high-speed data transmission. The demands for miniaturization, integration, high frequency and modularity of microelectronics and information technology are getting more and more urgent [1]. Low temperature co-fired ceramics (LTCC) is regarded as a promising future technology for the integration of components and substrates that are compact, light, and offer high-speed and functionality for portable electronic devices for high frequency applications [2]. In LTCC, as microwave dielectric for substrates in electronic packaging or patch antennas, low dielectric loss or high quality factor Q × f (for selectivity), low relative permittivity ε r (to increase signal speed) and near zero temperature coefficient of resonant frequency (−6 ppm/°C ≤ τ f ≤ +6 ppm/°C) are essential for practical applications [3–7]. The LTCC materials are co-fired with an inner electrode, so the sintering temperature must be lower than the melting point of the electrode such as Ag (961 °C) [8, 9].
Many materials with excellent microwave dielectric properties, such as Mg3B2O6 and Mg2B2O5 ceramics [10, 11], usually have high sintering temperature (above 1250 °C), which is too high to be applicable to LTCC [8]. As far as we know, there are several approaches to reduce the sintering temperature of the ceramics: (1) the usage of smaller particle size of staring materials synthesized by chemical process, (2) the addition of low-melting glasses, oxide or mixed-oxide [12–14], (3) the search for new low temperature firing ceramic compounds. Chemical synthesis complicates the manufacturing and increases the production cost. In contrast, the addition of low-melting glass or oxide, such as ZnO–B2O3 glass, Li2O–B2O3–SiO2 glass, Li2O–MgO–ZnO–B2O3–SiO2 glass or B2O3, is known to be cheaper and effective method for achieving densified ceramics [15–17]. And a number of glass–ceramic composites have been developed for LTCC application [18–20].
As the lithium magnesium borosilicate (LMBS) glass reacted with Mg3B2O6, forming the Mg2B2O5 and Mg2SiO4 phases with the high dielectric performance, in this paper, LMBS glass was used to lower the sintering temperature of Mg3B2O6 ceramics. The densification, phase development, microstructure and microwave dielectric properties of Mg3B2O6-LMBS composites were systematically investigated.
2 Experimental procedure
The Mg3B2O6 ceramic samples were prepared by the conventional solid-state ceramic route, using the high purity reagent: MgO (98.5 %) and H3BO3 (99.5 %) as the starting materials. According to the desired stoichiometry, appropriate ratio of the powder samples were mixed and then calcined at 1000 °C for 10 h in air. The loss of B2O3, which occurred during the pre-reactions, was compensated by weighing 11.0 wt% excess of B2O3 [13]. The LMBS glass powders were synthesized from reagent-grade powders of Li2CO3 (97.0 %), MgO (98.5 %), H3BO3 (99.5 %) and SiO2 (99.7 %). These chemicals were weighed in the mole percentage of 10, 40, 30 and 20 respectively and well mixed in a dry condition. Then they were melted in an alumina crucible above their melting point, quenched, and powdered. The Mg3B2O6 with different weight percentages (15.0, 25.0, 35.0, 45.0 and 55.0 wt%) of LMBS glass were ball milled with zirconia balls in deionized water for 4 h. After drying at 110 °C, the mixed powders were ground, and then pressed to cylindrical disks of about 25 mm diameter and 14 mm thickness. The samples were then sintered in the temperature range of 900–1000 °C for 3 h in air.
Crystalline phases of the sintered samples were identified by the X-ray diffraction (XRD: PANalytical B.V., X’Pert PRO) using Cu Kα radiation. The microstructures were characterized by scanning electron microscope (SEM: Philip, XL30TM). The bulk densities of the sintered ceramics were measured using the Archimedes method. The microwave dielectric properties were measured by an Advantest network analyzer (E5071C). The ε r and Q values were measured by using the Hakki–Coleman dielectric resonator method [21, 22]. The temperature coefficient of resonant frequency (τ f ) was also measured by the same method using Eq. (1)
where f 80 and f 25 are the resonant frequencies at 80 and 25 °C respectively.
3 Results and discussion
The effect of LMBS glass on the Mg3B2O6 ceramics has been studied. Figure 1 shows the room temperature XRD patterns of Mg3B2O6 mixed with 15.0, 35.0, 55.0 wt% LMBS glass sintered at 950 °C for 3 h. The powder diffraction pattern of Mg3B2O6 is indexed based on JCPDS #75-1807 with the orthorhombic structure, and the lattice parameters are a = 5.398 Å, b = 8.416 Å, c = 4.497 Å. As shown in the figure, LMBS glass reacted with Mg3B2O6 to form Mg2B2O5 (JCPDS #15-0537, anorthic crystal system, lattice parameters: a = 6.155 Å, b = 9.22 Å, c = 3.122 Å) and Mg2SiO4 (JCPDS #85-1364, orthorhombic, lattice parameters: a = 4.749 Å, b = 10.190 Å, c = 5.980 Å), via the reactions:

XRD patterns of Mg3B2O6 mixed with a 15.0 wt%, b 35.0 wt% and c 55.0 wt%, LMBS glass sintered at 950 °C for 3 h in air
If the LMBS glass is superfluous, the MgO and SiO2 crystallize into Mg2SiO4 (JCPDS #85-1364). And the rest of the LMBS glass as glassy state exists in the ceramics. The increasing glass content promotes the reactions: the peak intensity of Mg3B2O6 decreases, the peak intensity of the Mg2B2O5 and Mg2SiO4 phases increase with the addition of LMBS glass. At the glass content in excess of 35.0 wt%, the main phase of the glass–ceramics turns into Mg2B2O5 and the diffraction peaks of Mg3B2O6 continue to reduce. When the content of glass addition is 55.0 wt%, Mg3B2O6 disappears and the diffraction peaks of Mg2B2O5 and Mg2SiO4 increase significantly, which means that the transformation has fully completed and more precipitation phase separates out from the superfluous LMBS glass.
As there is no other phase existed except for Mg3B2O6, Mg2B2O5 and Mg2SiO4, the proportion of these phases in this composite can be calculated using starting material composition data according to the mass conservation. Theoretical results show that the Mg3B2O6 completely converts into Mg2B2O5 when the content of LMBS is about 50.0 wt%, close to the experimental value of 55.0 wt%.
The scanning electron micrographs (SEM) of the fracture surfaces of Mg3B2O6 ceramics with LMBS glass (15.0, 25.0, 35.0, 45.0 and 55.0 wt%) sintered at 950 °C for 3 h are shown in Fig. 2a–e. With less glass, the samples have a dense and small grain size. The grain size of the sample with 15.0 wt% glass is about 1–5 µm. The grains became larger and denser with the increasing addition of LMBS glass. For 35.0 wt% glass, the ceramics turned much denser and less small pores with irregular shape were left. When the content of glass addition is 45.0 wt%, the grain sizes are inhomogeneous and the smaller grains form, which may be related to the reaction between Mg3B2O6 and glass. In the 55.0 wt% glass composites, as the formation of liquid phase during melting of the glass, the boundaries of grains blur to obscurity and arrange closely together. Clearly, the addition of LMBS glass promoted the crystal phase transformation and grain growth.

SEM images of the fracture surfaces of Mg3B2O6 ceramics with a 15.0 wt%, b 25.0 wt%, c 35.0 wt%, d 45.0 wt% and e 55.0 wt% LMBS glass additives sintered at 950 °C for 3 h in air
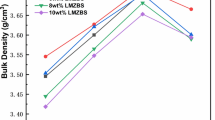
Figure 3 shows that the relative density, permittivity ε r and the Q × f values of Mg3B2O6 ceramics with different weight percentage of LMBS glass addition sintered at 900–1000 °C for 3 h in air. Both glass content and sintering temperature are important factors in the densification process. When the temperature rises from 900 to 950 °C, the relative density and permittivity ε r of the samples increased, which may be due to the decrease in porosity and the enlargement of grain sizes. At 950 °C, the composite with 35.0 wt% glass has a maximum relative density of 95 %. The change in permittivity ε r has a similar tendency with relative density. Since the phases of Mg3B2O6, Mg2B2O5 and Mg2SiO4 have a similar dielectric constant (6.8, 6.6 and 6.8) [10, 11, 23], the changes of the permittivity can be mainly attributed to the densification. At the optimized sintering temperature 950 °C for the composites with 35.0 wt% glass, the permittivity ε r is more than 6.5, which corresponds to the values of Mg3B2O6 and Mg2B2O5. The samples with low glass content have a slightly higher permittivity, this is because there is more amount of unreacted Mg3B2O6 in them and Mg3B2O6 has a slightly larger permittivity than Mg2B2O5.

The relative density, the permittivity ε r and the Q × f values of Mg3B2O6 ceramics with 15.0–55.0 wt% LMBS glass addition sintered at 900–1000 °C for 3 h in air
In the case of Mg3B2O6 with 15.0 and 25.0 wt% LMBS glass, the Q × f values increased with the increasing temperature. At 950 °C, the Q × f values of Mg3B2O6-35.0 wt% LMBS reached to the maximum of 21,000 GHz (f = 6.55 GHz). When the sintering temperature is higher than 950 °C, the Q × f values of Mg3B2O6 with 35.0–55.0 wt% LMBS glass falls considerably. Comparing the relative density, permittivity ε r and the Q × f values of the samples, we can conclude that the change of the permittivity ε r and Q × f value is homologous to that of densification. A moderate amount of glass addition increases the density and microwave dielectric properties of the composite because of the liquid phase sintering. An excess amount of glass obviously deteriorates the microwave dielectric properties due to the decrease in densification and the higher dielectric loss of the LMBS glass.
The temperature coefficients of resonant frequency (τ f ) values of Mg3B2O6 ceramics with different weight percentage of LMBS glass addition sintered at 950 °C for 3 h in air are shown in Fig. 4. The τ f values increased to the negative side with the increasing glass content from 15.0 to 55.0 wt%. This slight change of τ f (from −48 to −51.5 ppm/°C) may be due to the increasing content of Mg2SiO4 (−65 ppm/°C), which has slightly higher τ f values in the negative side than Mg3B2O6 (−46 ppm/°C) [10, 11, 23].

The τ f values of Mg3B2O6 ceramics with 15.0–55.0 wt% LMBS glass sintered at 950 °C for 3 h in air
4 Conclusion
Low-temperature sintering of Mg3B2O6 ceramics with different weight percentages of LMBS glass has been investigated. The addition of LMBS glass lowered the sintering temperature of Mg3B2O6 ceramics to 950 °C from 1300 °C. The XRD patterns reveal that the formation of the new crystallization phase and transformation between Mg3B2O6 and Mg2B2O5 are controlled by the content of glass. The crystalline phases with low loss, such as Mg3B2O6, Mg2B2O5 and Mg2SiO4, affect the microwave dielectric properties of Mg3B2O6-LMBS composites dramatically. It is revealed that Mg3B2O6 ceramics with 35.0 wt% LMBS glass sintered at 950 °C for 3 h have excellent microwave dielectric properties: ε r = 6.5, Q × f = 21,000 GHz, and τ f = −49.5 ppm/°C at 6.55 GHz. Therefore, Mg3B2O6-LMBS composites are promising materials for LTCC applications.
References
T.S. Sasikala, M.N. Suma, P. Mohanan, C. Pavithran, M.T. Sebastian, J. Alloys Compd. 461, 555–559 (2008)
Y. Imanaka, Multilayered Low Temperature Cofired Ceramics (LTCC) Technology (Springer Science, New York, 2005)
R.R. Thummala, Ceramic and glass-ceramic packaging in the 1990s. J. Am. Ceram. Soc. 74, 895–908 (1991)
M.M. Krzmanc, M. Valant, D. Suvorov, J. Eur. Ceram. Soc. 25, 2835–2838 (2005)
C.C. Chiang, S.F. Wang, Y.R. Wang, W.J. Wei, Ceram. Int. 34, 599–604 (2008)
D. Chu, L. Fang, H. Zhou, X. Chen, Z. Yang, J. Alloys Compd. 509, 1931–1935 (2011)
M.T. Sebastian, Dielectric Materials for Wireless Communication (Elsevier Science, Oxford, 2008)
M.T. Sebastian, H. Jantunen, Int. Mater. Rev. 53, 57–90 (2008)
T.S. Sasikala, C. Pavithran, M.T. Sebastian, J. Mater. Sci. Mater. Electron. 21, 141–144 (2010)
U. Dosler, M.M. Krzmanc, D. Suvorov, J. Eur. Ceram. Soc. 201(30), 413–418 (2009)
M. Nishizuka, H. Ogawa, A. Kan, M. Sumino, Ferroelectrics 388, 101–108 (2009)
O. Renoult, J.P. Boilot, F. Chaput, R. Papiernik, L.G. Hubert-Pfalzgraf, M. Lejeune, J. Am. Ceram. Soc. 75, 3337–3340 (1992)
H.F. Zhou, H. Wang, D. Zhou, L.X. Pang, X. Yao, Mater. Chem. Phys. 109, 510–514 (2008)
M.H. Kim, J.B. Lim, J.C. Kim, S. Nahm, J. Am. Ceram. Soc. 89, 3124–3128 (2006)
T. Joseph, M.T. Sebastian, Int. J. Appl. Ceram. Technol. 7, 98–106 (2010)
S. George, P.S. Anjana, V.N. Deepu, P. Mohanan, M.T. Sebastian, J. Am. Ceram. Soc. 92, 1244–1249 (2009)
S. George, M.T. Sebastian, J. Alloys Compd. 473, 336–340 (2009)
N. Mori, Y. Sugimoto, J. Harada, Y. Higuchi, J. Eur. Ceram. Soc. 26, 1925–1928 (2006)
P.S. Anjana, M.T. Sebastian, J. Am. Ceram. Soc. 92, 96–104 (2009)
G.H. Chen, L.J. Tang, J. Cheng, M.H. Jiang, J. Alloys Compd. 478, 858–862 (2009)
B.W. Hakki, P.D. Coleman, IEEE Trans. Microw. Theory. Tech. 8, 402–410 (1960)
W.E. Courtney, IEEE Trans. Microw. Theory. Tech. 18, 476–485 (1970)
G. Dou, D. Zhou, M. Guo, S. Gong, Y. Hu, J. Mater. Sci. Mater. Electron. 24, 1431–1438 (2013)
Acknowledgments
This research was supported by Research Fund for the Doctoral Program of Higher Education of China (20133718120009), the Natural Science Foundation of Shandong Provence, China (ZR2013FQ002, ZR2014FQ006), the China Postdoctoral Science Foundation funded Project (2014M551935), the Qingdao Postdoctoral Science Foundation funded Project, and the Scientific Research Foundation of Shandong University of Science and Technology for Recruited Talents (2013RCJJ042, 2014RCJJ052).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Dou, G., Guo, M., Li, Y. et al. The effect of LMBS glass on the microwave dielectric properties of the Mg3B2O6 for LTCC. J Mater Sci: Mater Electron 26, 4207–4211 (2015). https://doi.org/10.1007/s10854-015-2968-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-015-2968-5