
Abstract
This study aims at investigating the thermal and dielectric behaviour of thermoplastic polymer based packaging materials for microelectronics applications. Thermally conducting, but electrically insulating, polymer matrix composites that exhibit low value of coefficient of thermal expansion (CTE) are needed for electronic packaging. For developing such composites, two different ceramics i.e. micro-sized aluminium nitride and aluminium oxide (Al2O3) are reinforced in polypropylene individually. Compression moulding technique is used for fabrication purpose. Thermal properties like effective thermal conductivity (keff), glass transition temperature (Tg), CTE and electrical property like dielectric constant (εc) of composites are measured and reported. In addition, physical properties and morphological features are also studied. The experimental findings are interpreted using appropriate theoretical models. The results show that, while the incorporation of filler improves the keff and Tg, the CTE decreases favourably and also increase in dielectric constant is suitably controlled. It is found that the measured properties of the composites are suitable for certain applications like electronic packaging and printed circuit boards.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Incorporation of inorganic fillers in polymer is widely used to enhance the property of polymers for high technology application like electronic moulding compound and glob top encapsulation. Earlier, the main functions of packaging devices are to protect the electronic devices from exposure to various environmental hazards such as moisture, chemical agents, dusts and light. But as the electronic technology advancing day by day, miniaturization of microelectronics causes the problem of heat dissipation which may limit the device reliability [1]. So for such application an important class of engineering materials have to be produced by compounding particles into polymers which will offer excellent thermal properties, desirable electrical properties and can be easily formed in different shapes by any of these fabrication techniques like injection moulding, compression moulding and extrusion [2].
The thermal conductivity of polymer composites can be improved by reducing its thermal barrier resistance in the direction of heat flow. The reduction of thermal barrier resistance results in the formation of thermal conductive network within the composite. As the conductive network forms, the composite shows percolation behaviour. Formation of such conductive network depends on the type, shape, size, volume fraction, dispersion characteristics and intrinsic thermal conductivity of the filler [3]. In addition to high thermal conductivity, low dielectric constant is also needed, as in application like printed circuit board; low dielectric constant helps to increase the velocity of signal propagation [4]. So the material used for these kinds of applications must have multifunctional properties.
One approach of providing path for heat conduction through the composite and increasing mean thermal conductivity while maintaining low dielectric constant of the system involves addition of ceramic fillers with intrinsically high thermal conductivity and relatively low dielectric constant to polymers. In the literature, a lot of thermally conductive composite systems have been investigated by incorporating different type of ceramics filler such as SiC [5], Si3N4 [6, 7], Sr2Ce2Ti5O16 [8], BN [9, 10], aluminium nitride (AlN) [11, 12], aluminium oxide (Al2O3) [13] and ZnO [13, 14] into various type of polymers which include elastomers like silicon rubber, thermoplastics like low density polyethylene (LDPE), High density polyethylene (HDPE), Polymethyl methacrylate (PMMA), polybutylene terephthalate (PBT), polypropylene (PP) and thermosets like epoxy, polyster, cynate ester (CE) etc. Among the various versatile polymer matrices, PP is a thermoplastic which is most common commodity plastic and having one of the highest consumptions because of its well-balanced physical and mechanical properties and easy processability at a relatively low cost [15]. The PP matrix is already used in many industrial applications like in automobile and textile industries. However, it has some shortcomings such as low dimensional and thermal stability [16]. To overcome this deficiency, suggestions have been made in some recent reports related to the improvement in certain properties of PP by the incorporation of various fillers [17–19].
In this context, the main objective of this research work is to study the effects of ceramic fillers, AlN and Al2O3 in a thermoplastic polymer i.e. PP on its thermal and dielectric properties. The microstructural, physical, thermal and dielectric properties of PP/AlN and PP/Al2O3 composites are evaluated. Suitable theoretical models to predict such properties of different matrix-filler combinations have been suggested in this study. It is expected that this study will be of importance for new packaging technologies of further increasing working frequency and miniaturization of electronic devices.
2 Theoretical models for composite materials
2.1 Models for effective thermal conductivity
To evaluate the effective thermal conductivity of composite materials, several predictive models have been proposed in the past. Brief descriptions of few such models are listed below with their basic assumptions. For a two-component composite, the simplest alternatives would be with the materials arranged in either series or parallel with respect to heat flow, which gives the upper or lower bounds of effective thermal conductivity [20].
For the parallel conduction model:
where, keff, kp, kf are the thermal conductivities of the composite, matrix and filler respectively and Φ f is the volume fraction of filler.
For series conduction model:
Maxwell–Euken model [21] assumes well dispersed small spherical filler within continues matrix to calculate the effective thermal conductivity. The model is valid for low loading of filler where the particles are not coming in contact with each other. The expression for Maxwell–Euken model is given as:
Bruggeman [22] derived an equation of effective thermal conductivity in terms of the solid loading for spherical fillers in a dilute suspension which is given as:
Lewis and Nielsen [23] modified the effect of shape of the particles and the orientation or type of packing and derived an equation which is expressed as:
where
The values of A and Φ p depends on the geometric shapes and the orientation of the fillers and are having specified values.
By assuming a parabolic distribution of discontinuous phase in the continuous phase, a new model is derived by Cheng et al. [24]. Here the parabolic distribution constant purely depends on the volume fraction of discontinuous phase.
For kf > kp:
where
All the models mentioned above are capable of estimating the effective thermal conductivity of particulate filled composites on the basis of volume fraction of the filler but none of the model has actually taken care of the arrangement of the filler within the matrix. However this aspect has been considered in a recently proposed model by the authors [25]. This model assumes an arranged distribution of filler particles within the matrix body, and the expression for keff as per proposed model is given by:
where Φ represents the volume fraction and k is the thermal conductivity, suffix f and p are for filler and matrix material respectively.
2.2 Models for coefficient of thermal expansion
Coefficient of thermal expansion (CTE) is an important property to study in applications where high temperature or fluctuating temperature is required. To evaluate the effective coefficient of thermal expansion, the simplest method is of rule of mixture which assumes that the total expansion of the composite must be the sum of the expansions of the constituents multiplied by their respective volume fraction [26], and is given as:
where α and Φ are CTE and volume fraction, suffix c, p and f are for composite, matrix and filler respectively. The above equation is based on the assumption that there is a linear relationship between CTE and volume fraction of each phase. However, the thermal strain in one phase is constrained by the other phase within a composite and the magnitude of such strain depends on the shear transfer at the interface [27]. Thus, the elastic constants of individual effects the thermal strain features strongly. In view of this, Turner [28] gave a model which is based on the fact that only uniform hydrostatic stresses exist in the phases and derived a relationship that is expressed as:
where K is the bulk modulus.
Kerner’s model [29] is given by the expression as:
The above model assumes the filler to be spherical which is completely surrounded by the matrix phase and the CTE of composite depends upon the volume fraction of the individual phases.
According to Rosen–Hashin model [30], the expression of evaluating the CTE of composite only provide bounds of CTE which is divided into two parts i.e. upper bound and lower bound, and is given as:
where the superscript u and l are for upper and lower bound.
2.3 Models for dielectric constant
For applications like printed circuit board and encapsulation, material with low dielectric constant is preferred to increase the signal transmitting speed. So, precise prediction of the dielectric constant of polymeric composites is required. Among various analytical models available, few of them are used in present study to calculate dielectric constant of the composite material. Lichtenecker equation [31] to predict dielectric constant of the composite material is simplest among all and is given as:
where ε c , ε p and ε f are the dielectric constant of composite, polymer matrix and filler material respectively, and Φ f is volume fraction of filler material.
In early 90’s Jayasundere and Smith [32] derived an equation which is one of the most popular and widely used correlation for evaluating dielectric constant of composite which is given as:
The developed expression is valid only when dielectric constant of filler is more as compared to that of matrix material. This deficiency of the above model is solved in mid-2000 by Poon and Shin [33]; they derived an analytic formula for prediction of dielectric constant of binary composite material which is given as:
They validated their data with the experimental values for different type of filler-matrix combination and concluded that the model is applicable for wide range of ε f /ε p values.
3 Experimental details
3.1 Materials considered
Homopolymer polypropylene of grade M110, most easily available resin belonging to the thermoplastic group of polymer is used as a matrix material in the present investigation. Its molecular formula is (C3H6)n, where n is the number of polymerized unit. It is used widely for its good mechanical performance, aesthetics, resistance to chemicals, cost effectiveness and stability to heat and recyclability. PP used in the present work is procured from Reliance Industries Limited located in Mumbai, India. AlN and Al2O3 are aluminium based ceramic materials used as the filler were purchased from M/s Alfa Aesar Limited-Beijing, China and Rankem Limited located in New Delhi, India respectively. Aluminum nitride is a newer material in the technical ceramics family. While its discovery occurred over 100 years ago, it has been developed into a commercially viable product with controlled and reproducible properties within the last 20 years. AlN powder with hexagonal structure possesses good dielectric properties, high thermal conductivity, low thermal expansion coefficient and is non-reactive with normal semiconductor process chemicals and gases. Al2O3, an inorganic material and commonly referred to as alumina, can exist in several crystalline phases which all revert to the most stable hexagonal alpha phase at elevated temperature. Alumina is the most cost effective and widely used material in the family of engineering ceramics. It is hard, wear resistant, has excellent dielectric properties, resistance to strong acid and alkali attack at elevated temperatures, high strength and stiffness. With an excellent combination of properties and a reasonable price, it is no surprise that fine grain technical grade Al2O3 has a very wide range of applications. The various properties of matrix and fillers, which are used in our investigation, are shown in Table 1.
3.2 Composite fabrication
For first set of composite, AlN particles with average size of 60–80 μm are reinforced in PP resin. Al2O3 (90–100 μm) is another ceramic filler used for second set of composites. Compression molding technique has been adopted to cast the composites. Rheomix 600 batch mixer with chamber volume 90 cm3 is used to melt and mix PP and filler with the help of two rotor rotating in opposite direction. In present case the mixing temperature is set to 190 °C whereas mixing time is of 12 min, the temperature and time may differ for different sets of materials. The mixing is done as per ASTM standard D-2538. As the mixing is over, the material is taken out from the chamber and is cut into small pieces after which it is kept in a hot air oven for about an hour. Small pieces of that material are then taken for compression molding. Materials are kept in die which is used to make a composite sheet of thickness 3 mm and area 150 × 150 mm2. With the help of hydraulic press, the material is pressed with a pressure of 150 kg/cm2 while maintaining a temperature of 190 °C for around 3 min. The composites are water-cooled after that. Compression moulding is done as per ASTM D-256 standard. Later the disc type specimens (diameter 50 mm, thickness 3 mm) are cut from the sheet. Composites of ten different compositions with filler content ranging from 2.5 to 25 vol% are prepared. The compositions of various samples prepared for present work is shown in Table 2 both in term of vol% and wt%.
3.3 Characterization
Macrostructural features of the fillers and typical PP/AlN and PP/Al2O3 composite samples are observed under a scanning electron microscopic JEOL JSM-6480 LV. The density of the composites is measured by the Archimedes principle using distilled water as a medium. Unitherm™ Model 2022 is used to measure thermal conductivity of the fabricated composite which works on the principle of guarded heat flow meter test method. The tests are done in accordance with ASTM E-1530 standard. Circular sample of 50 mm diameter and 3 mm of thickness with flat surface on both side are used for this measurement. Tg and CTE are measured with the help of Perkin-Elmer thermal mechanical analyzer (TMA-7). The temperature range used to measure the properties is from −50 to 50 °C with a heating rate of 5 °C/min. The tests are in accordance with ASTM D 618 for evaluating glass transition temperature and ASTM E 831 for CTE. Dielectric constant (εc) measurement is done on a Hioki 3532-50 Hi Tester LCR analyzer with an applied AC voltage of 500 mV in the frequency range of 1 kHz–1 MHz. The used samples are disc-shaped with 15 mm diameter and 1.6–2 mm thickness. The dielectric constant is calculated from the equation given as:
where d is the thickness of the discs, є 0 is vacuum dielectric constant that is 8.85 × 10−12 farad per m, A is the disc area and C is the parallel capacitance.
4 Results and discussion
4.1 Morphology
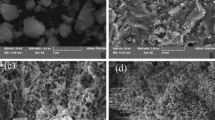
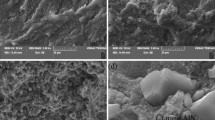
It is well known that the properties of particulate filled polymer composites are strongly affected by the degree of compatibility between the matrix and the filler phase. In view of this, the scanning electron microscopy of the filler particles and the composite surfaces are taken and some typical SEM images are presented in Figs. 1 and 2. Figure 1 reveals the spherical shape of the ceramic fillers under study. The average sizes of AlN particle is 60–80 μm and that of Al2O3 is around 80–100 μm is observed. Figure 2a, b show the morphologies of PP/AlN and PP/Al2O3 composite cross sections respectively. These images are for typical composites with filler content of 20 vol%. From images it is clear that there is almost homogeneous dispersion of Al2O3 particle in the PP matrix whereas slight agglomerations of particles are observed in case of PP/AlN composite. The slight difference in the dispersion of particles might be due to the difference in their particle size, also affinity of AlN towards moisture can be another reason for such agglomeration.

The SEM micrographs of (a) AlN powder (b) Al2O3 powder

The SEM micrographs for 20 vol% filler (a) PP/AlN composite (b) PP/Al2O3 composite
4.2 Density
The density of composite materials depends on the densities of the constituent components and also on their respective volume percentage. The density is measured using Archimedes method and compared with the rule of mixture model [34] which is given as:
where ρ and Φ are the density and volume fraction, suffix c, f and p represents the composite, filler and matrix material. Figure 3a, b shows the measured and theoretical densities of PP/AlN and PP/Al2O3 composites for different volume fraction of filler content. It is seen that the densities reaches maximum to 1.44 and 1.59 g/cm3 for PP/AlN and PP/Al2O3 composite respectively for a filler loading of 25 vol% which is the maximum in this work. It is further noticed that the experimental values of the composites for lower volume fractions agree well with the theoretical values and as the filler content increases, divergence between the two values is observed indicating the increasing amount of void content with filler loading which is evident from Table 3.

Variation in density with filler content (a) PP/AlN composite (b) PP/Al2O3 composite
The maximum void content in PP/AlN composites is 4.95 % which is more than that of PP/Al2O3 composites where maximum void content is 4.33 % for maximum filler loading. This can be attributed due to the inevitable agglomeration of AlN particles whereas more uniform distribution of Al2O3 particles are observed in SEM images.
4.3 Effective thermal conductivity
Figures 4 and 5 show the variation of effective thermal conductivity of PP/AlN and PP/Al2O3 composites with the volume fraction of filler. It is clear from the figure that the thermal conductivity of both the composites increases with the increase in filler content which is obvious because of relatively higher thermal conductivity of filler as compared to matrix. The value of effective thermal conductivity calculated from various established theoretical models including the mathematical model proposed by authors is their earlier work [25] and experimentally measured values are reflected in the figures. In case of PP/AlN composites a sudden increase in thermal conductivity is noticed beyond 20 vol% whereas in case of PP/Al2O3 it is beyond 17.5 vol% of filler. Similar trend is observed and explained by the authors in their earlier work when they had taken epoxy as a matrix material with same ceramic fillers [25]. The volume fraction at which such sudden rise is noticed is called percolation threshold. Beyond this, no theoretical model is estimating the conductivity value correctly including the model proposed by the authors previously, though up to percolation threshold model proposed by the authors is in good agreement with measured data whereas other established models are underestimating the measured values. After percolation occurs, proposed model is not estimating the conductivity value correctly which can be attributed to the fact that, while deriving the correlation, the inter-connectivity between the filler particles has not been considered. In the actual case this is built up within the composite body normally at higher filler concentrations.

Variation in effective thermal conductivity of PP/AlN composite with volume fraction of fillers

Variation in effective thermal conductivity of PP/Al2O3 composite with volume fraction of fillers
The intrinsic thermal conductivity of PP matrix is as low as 0.11 W/m K, however, with 25 vol% of AlN filler, it reaches to around 5.8 times that of neat PP. Similarly, addition of same volume fraction of Al2O3 filler increases the thermal conductivity of homo-polymer PP to 0.658 W/m K which is about six times that of unfilled PP. It can be seen that the thermal conductivity of Al2O3 is less than that of AlN but surprisingly the rise in the value of effective thermal conductivity of PP/Al2O3 composite is more as compared to PP/AlN composite for maximum loading. The possible reason for such output might be because of the difference in the density of both the powder, as it can be seen from Table 2 that for same volume fraction of both the filler, weight fraction of Al2O3 is more than that of AlN. This also might be the reason because of which percolation threshold reaches earlier in case of PP/Al2O3 composite as compared to PP/AlN composites.
4.4 Glass transition temperature and coefficient of thermal expansion
The glass transition temperature values of PP/AlN and PP/Al2O3 composites evaluated from TMA are shown in Fig. 6. Glass transition temperature of neat PP is −14.9 °C which is measured experimentally. With incorporation of 25 vol% of AlN, Tg of PP increases to 2.5 °C whereas micro sized Al2O3 increases the Tg of PP to 3.4 °C. The reason behind such improvement is explained by authors in their earlier works where they observed similar increasing trend for different combination of matrix and fillers [35, 36].

Variation of glass transition temperature with filler content a PP/AlN b PP/Al2O3 composites
The variations in the theoretically calculated and measured values of CTE of the fabricated composites with filler content are shown in Fig. 7. As expected, ceramic particles under study when incorporated into the PP polymers results in a reduction in the value of CTE, as CTE of fillers are less as compared to the matrix. The CTE of the PP reduces from 111 × 10−6/ °C to 80.7 × 10−6/ °C when AlN content reaches to it maximum loading of 25 vol%. On the other side, CTE of PP reduces to 81.7 × 10−6/ °C when 25 vol% of Al2O3 is added into it. It can be seen that for both sets of composites, the measured CTE values lies in between the upper and lower bounds of Rosen–Hasin model for all volume fraction of filler. The measured value are close to the value obtained from upper bound of the models as well as from the values obtained from Rule of mixture and Kerner’s model whereas Turner’s model is far from satisfaction. This is not surprising for Turner’s model as it does not describe the actual stress state in the composites and consider only uniform hydrostatic stresses existing in the phases, while the stresses inside the composite are very complex. Similar trend is observed by Wong and Bollampally [37] as well.

Variation of CTE with filler content (a) PP/AlN (b) PP/Al2O3 composites
4.5 Dielectric constant
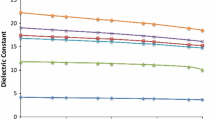
The materials used in integrated electronic circuits must possess low dielectric properties for better device performance. The dielectric constant is very important parameter which greatly influences the signal-carrying capacity and the speed of the device to propagate signals. The frequency dependence of dielectric constant of the PP composites with different volume fractions of ceramic filler is shown in Fig. 8a, b. It is found that the dielectric constant on the composites increases with an increase in filler content. The dielectric constants of neat PP as well as its composites show decreasing trend in the measured frequency range. The decrease in the dielectric constant with an increase in frequency is due to the reason that the interfacial dipoles have less time to orient themselves in the direction of the alternating field when frequency rises [38]. Similar trend is observed by Wu et al. [39] as well. At 1 kHz, and for 25 vol% of filler, dielectric constant of PP/AlN composites is 4.06 and that of PP/Al2O3 composite goes up to 4.28 which is the maximum value attained by the fabricated composites in this work.

Variation of dielectric constant with frequency and filler content (a) PP/AlN (b) PP/Al2O3 composites
Figure 9a, b shows the comparison between the experimental and the theoretical values of dielectric constant obtained from the predictive equation at 1 MHz for PP/AlN and PP/Al2O3 composites respectively. It can be seen that, Lichtenecker’s model is in closest approximation with the experimentally measured values whereas Jayasundare-Smith and Poon-Shin model shows more deviation with the experimental values. Generally all the theoretical predictions are valid for low filler contents and deviation between them is noticed as filler content increases. This is due to the imperfect dispersion of ceramic particles at higher filler contents and also due to the trapping of air in the composites [40].

The measured and calculated dielectric constant at 1 MHz for (a) Epoxy/Al2O3 (b) PP/Al2O3 composite
5 Conclusions
In this article, thermal and dielectric characteristics of two different sets of composite materials are studied. Micro-sized AlN and Al2O3 particles are two fillers incorporated in thermoplastic polymer PP individually, in the range of 0 and 25 vol% to obtain two sets of composites. Effective thermal conductivities of the fabricated composites are measured experimentally and are found that the measured points fit well up to percolation threshold with the mathematical model proposed by the authors. For maximum loading, AlN particle enhances thermal conductivity of PP by 5.8 times whereas Al2O3 increases its thermal conductivity by around six times for same volume fraction of filler. Results obtained from TMA shows the improvement in the value of Tg and CTE. For PP/AlN combination, Tg of PP increases from –14.9 to 2.5 °C and CTE reduces from 111 × 10−6/ °C to 80.7 × 10−6/ °C. Similarly Al2O3 increases Tg of PP to 3.4 °C and reduces its CTE to 81.7 × 10−6/ °C. The dielectric properties of the composites in a wide range of frequency from 1 kHz to 1 MHz are studied as well. It is found that dielectric constant increases with increase in filler content and decreases with increase in frequency. For maximum filler loading at the lowest operating frequency, dielectric constant reaches to 4.06 and 4.28 for PP/AlN and PP/Al2O3 composites respectively. The experimental results suggest that the fabricated composites can find potential applications in the areas of electronic packages, encapsulations and printed circuit board substrates.
References
H. He, R. Fu, Y. Shen, Y. Han, X. Song, Compos. Sci. Technol. 67, 2493 (2007)
N.G. Karsli, A. Aytac, Mater. Des. 32, 4069 (2011)
B.L. Zhu, J. Ma, J. Wu, K.C. Yung, C.S. Xie, J. Appl. Polym. Sci. 118, 2754 (2010)
K.C. Yung, B.L. Zhu, T.M. Yue, C.S. Xie, J. Appl. Polym. Sci. 116, 518 (2010)
W. Zhou, D. Yu, C. Min, Y. Fu, X. Guo, J. Appl. Polym. Sci. 112, 1695 (2009)
W. Zhou, C. Wang, T. Ai, K. Wu, F. Zhoa, H. Gu, Compos. A 40, 830 (2009)
Q. An, S. Qi, W. Zhou, Polym. Compos. 30, 866 (2009)
G. Subodh, M.V. Manjusha, J. Philip, M.T. Sebastian, J. Appl. Polym. Sci. 108, 1716 (2008)
W. Zhou, S. Qi, Q. An, H. Zhoa, N. Liu, Mater. Res. Bull. 42, 1863 (2007)
S. Kemaloglu, G. Ozkoc, A. Aytac, Thermochim. Acta 499, 40 (2010)
M. Ohashi, S. Kawakami, Y. Yokogawa, G.C. Lai, J. Am. Ceram. Soc. 88, 2615 (2005)
G. Pezzotti, I. Kamada, S. Miki, J. Eur. Ceram. Soc. 20, 1197 (2000)
L. Sim, S.R. Ramanan, H. Ismail, K.N. Seetharamu, T.J. Goh, Thermochim. Acta 430, 155 (2005)
Q. Mu, S. Feng, G. Diao, Polym. Compos. 30, 866 (2007)
C.H. Kang, K.H. Yoon, Y.B. Park, D.Y. Lee, S.S. Jeong, Compos. A 41, 919 (2010)
L. Huang, R. Zhan, Y. Lu, J Reinf. Plast. Compos. 25, 1001 (2006)
B. Weidenfeller, M. Hofer, F.R. Schilling, Compos. Part A 35, 423 (2004)
A. Das, B.K. Satapathy, Mater. Des. 32, 1477 (2011)
A.S. Luyt, M.D. Dramicanin, Z. Antic, V. Djokovic, Polym. Test. 28, 348 (2009)
D. Kumlutas, I.H. Tavman, J. Thermoplast. Compos. Mater. 19, 441 (2006)
J.C. Maxwell, A Treatise on electricity and management, 3rd edn. (Dover, New York, 1994), pp. 263–269
D.A.G. Bruggeman, Ann. Phys. 416, 636 (1935)
T. Lewis, L. Nielsen, J. Appl. Polym. Sci. 14, 1449 (1970)
S.C. Cheng, R.I. Vachon, Int J Heat Mass Transf. 12, 249 (1969)
A. Agrawal, A. Satapathy, J. Compos. Mater. (2013). doi:10.1177/0021998313513205
J.G. Beneto, E. Castillo, J.F. Caldito, Eur. Polym. J. 49, 1747 (2013)
L. Sun, P. Kwon, Mater. Sci. Eng. A 527, 93 (2009)
P.S. Turner, J. Res. NBS 37, 239 (1946)
E.H. Kerner, Proc. Phys. Soc. Sect. B 69, 808 (1956)
B.W. Rosen, Z. Hashin, Int. J. Eng. Sci. 8, 157 (1970)
A.V. Goncharenko, V.Z. Lozovski, E.F. Venger, Opt. Commun. 174, 19 (2000)
N. Jayasundere, B.V. Smith, J. Appl. Phys. 73, 2462 (1993)
Y.M. Poon, F.G. Shin, J. Mater. Sci. 39, 1277 (2004)
L. Ramajo, M. Reboredo, M. Castro, Compos. Part A Appl. Sci. Manuf. 36, 1267 (2005)
A. Agrawal, A. Satapathy, Polym. Compos. (2014). doi:10.1002/pc.22918
A. Agrawal, A. Satapathy, Compos. Part A (2014). doi:10.1016/j.compositesa.2014.04.001
C.P. Wong, R.S. Bollampally, J. Appl. Polym. Sci. 74, 3396 (1999)
W. Zhou, Thermochim. Acta 552, 183 (2011)
C.C. Wu, Y.C. Chen, C.F. Yang, C.C. Su, C.C. Diao, J. Eur. Ceram. Soc. 27, 3839–3842 (2007)
S. Thomas, V. Deepu, S. Uma, P. Mohanan, J. Philip, M.T. Sebastian, Mater. Sci. Eng. B 163, 67 (2009)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Agrawal, A., Satapathy, A. Thermal and dielectric behaviour of polypropylene composites reinforced with ceramic fillers. J Mater Sci: Mater Electron 26, 103–112 (2015). https://doi.org/10.1007/s10854-014-2370-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-014-2370-8