
Abstract
Synthetic textile fibers have always had bright application prospects in the textile field due to their good physical properties, but their development has been restricted by the shortage of petrochemical resources. Here, inspired by the research on the preparation of cellulose nanofibers from natural wood, this research demonstrated a method of directly preparing wood textile fibers from natural wood. First, the natural wood was treated with a deep eutectic solvent (DES), and the treated wood had a highly porous structure and excellent flexibility so that it could be easily cut to separate the cellulose fiber bundles and then twisted into wood textile fibers. Then a series of structural analyses and performance tests of wood textile fiber were carried out, in which the results showed that this wood textile fiber has excellent weaving properties, tensile properties, elastic properties, and dyeability. Meanwhile, after a simple hydrophobic antibacterial treatment, the wood textile fiber could also show certain washing stability and antibacterial properties. The above-mentioned various properties of this wood textile fiber provide a great potential for its development in the textile field.
Graphical Abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Wood has been widely used for thousands of years, mainly in the fields of construction, furniture, interior decoration, and as a fuel source [1]. In the past ten years, through physical, chemical, or combined modification methods to optimize the structure and composition of wood, the function of wood has been extended to applications beyond the above-mentioned fields, including transparent wood [2, 3], structural material [4], supercapacitors [5], solar steam generation devices [6], sensors [7,8,9], anisotropic conductors [10], and anisotropic microfluidic frameworks [11]. In addition, many efforts have also focused on the production of wood textiles from wood, such as the preparation of natural cellulose nanofibers by dry-spinning [12,13,14], wet-spinning [15, 16], wet-extrusion [12], etc. Compared with the process of preparing textile fibers from raw cotton, these methods are also cumbersome and labor-consuming, which usually include the separation of cellulose nanofibers or cellulose nanocrystals from wood through chemical or enzymatic treatment along with mechanical post-treatment [17,18,19], and then assembling these components into bulk materials [20, 21]. The whole process involves a wide range of chemical treatment methods, such as decomposition, synthesis, extraction, and dissolution, resulting in high raw material costs, high chemical consumption, and serious environmental pollution.
In the past century, synthetic fibers have changed people's lives, giving textiles various special performances [22]. However, the shortage of petrochemical resources has greatly restricted the development of the textile industry, which has prompted the research community to focus on some renewable resources. As the most abundant biopolymer on earth, cellulose is widely found in trees, crop waste, and other biomass, and fibers containing cellulose have great sustainability potential and excellent functional properties [23]. Hu et al. [24]. Demonstrated for the first time a simple top-down method to make macroscopic wood fibers for textile applications, which included the use of sodium chlorite to directly remove lignin from natural wood, followed by twisting and arranging cellulose nanofibers. As a common delignification treatment, the mixture of sodium chlorite and acetic acid can easily remove most of the lignin in the wood. However, hypochlorite is expensive, and it is easy to produce a large amount of chlorinated toxic compounds during the experiment, and at the same time make the mechanical properties of the delignified wood worse. In this context, a low-cost, scalable, simple and effective manufacturing method is ideal, but it also poses a challenge to the design.
In this work, we demonstrated a method based on deep eutectic solvent (DES) to treat natural wood for the preparation of antibacterial and hydrophobic wood fibers. DES is a low-temperature eutectic mixture composed of hydrogen bond acceptors (such as quaternary ammonium salts) and hydrogen bond donors (such as carboxylic acids, polyols) in a certain molar ratio; its synthesis requires simple mixing and stirring of the components, no other purification treatment is required [25,26,27]. Compared with the common treatment methods that use sodium sulfite or sodium chlorite to remove wood lignin/hemicellulose, the treatment process of DES is more gentle, and it is inexpensive, environmentally friendly, and will not produce toxic gases in the experiment. At the same time, it can effectively soften the wood and make the wood obtain good flexibility [28]. In the specific experimental process, a highly flexible wood film was first obtained through DES delignification, and then through a physical cutting and twisting process, wood textile fibers with oriented cellulose nanofibers were directly obtained from the treated wood (Fig. 1). Finally, only one step of chemical treatment was required (details please refer to the experimental part) to obtain hydrophobic and antibacterial wood textile fibers.

Graphic illustration of wood textile fibers made from natural wood
Due to DES treatment, hemicellulose and lignin were partly removed from the natural wood to obtain a porous structure and excellent flexibility. The subsequent physical cutting and twisting process caused the micro-channels in the treated wood to be squeezed and completely removed by twisting, thereby forming a dense yet aligned structure with good mechanical strength and tensile resilience. Differ from natural wood, which is brittle in nature, the resultant wood textile fibers were very flexible and bendable because of its twisted structure. In addition, wood textile fibers also exhibited excellent dyeing properties, which are essential for textile applications. After treated with hydrophobic and antibacterial, the wood fiber can maintain its shape without damaging after being continuously stirred in water for 1 h, which proved its good washing resistance. Meanwhile, wood fiber also had good antibacterial properties, in which the antibacterial rate against two common pathogenic bacteria (including Escherichia coli and Staphylococcus aureus) was over 98% [29, 30]. This top-down method to manufacture neatly arranged wood textile fibers is not only simple and scalable but also low in cost, which represents the future development direction of wood textile fiber products.
Results and discussion
Wood is one of the most abundant resources on earth and is widely used in different industries. The lignocellulosic component gives natural wood materials a unique three-dimensional porous structure, including vertically arranged micro-channels and oriented cellulose nanofibers, which allows us to prepare wood textile fibers by cutting and twisting oriented cellulose nanofibers [31]. The preparation of wood textile fiber first needs to cut the trunk along the growth direction of the tree to obtain the wood film. However, the natural wood film is hard and fragile in nature, and it is difficult to separate into the wood fiber bundles. After being treated with the DES, the wood film became soft and easy to cut. As shown in Fig. 2a and c, the natural wood film was easy to break when being bent and the treated wood film will not break even when it was severely folded and twisted. In order to further understand the structural characteristics of the natural wood and treated wood, the scanning electron microscopy (SEM) measurements was taken to compare the changes in wood cell structure before and after chemical treatment. As shown in Fig. 2b and d, the cell cavity of natural wood was small and the cell wall was thick, while the cell cavity of the treated wood was larger, and the cell wall became thinner. Meanwhile, there were pores in the corner area of the treated wood cell, but the natural wood cells did not show this phenomenon (Figure S1, S2).

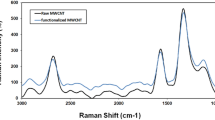
Comparison of flexibility and other characteristics of the natural wood and treated wood. a The natural wood film breaks upon bending. b SEM image of natural wood at cross sections. c The treated wood film becomes highly flexible upon bending. d Cross-sectional SEM image of the treated wood to show the porous structures. e and f) Composition evolutions of the natural wood upon chemical treatment: e FT-IR spectra and f content evolutions of cellulose, hemicellulose, and lignin. Error bars indicate standard deviations for three sets of data points
In addition to the microstructure, we also performed various measurements, including Fourier transform infrared spectroscopy (FT-IR), X-ray diffraction (XRD), and high-performance liquid chromatography (HPLC) to study the evolution of the chemical composition of the wood film before and after chemical treatment. As known to all, the cell wall of wood is mainly composed of cellulose, hemicellulose, and lignin, in which the three main components are intertwined to form a strong and rigid cell wall structure [32]. Cellulose is a crystalline fibril with long and slender glucose chains. Hemicellulose is an amorphous heteropolysaccharide, while lignin is a polyphenol-based substance that fills the space between cellulose and hemicellulose and acts as a binder for cell walls [33]. The FT-IR spectrum of the wood film before and after the chemical treatment showed that the intensity of the characteristic absorption peak, representing the groups related to hemicellulose and lignin decreased or even disappeared (Fig. 2e) [34, 35]. The determination of cellulose, hemicellulose, and lignin content further proved this point. Figure 2f shows that hemicellulose and lignin were partially removed during the chemical treatment. On the other hand, through chemical treatment, the cellulose crystal structure showed a negligible change, which was confirmed by the almost identical XRD patterns of the two samples (Figure S3). Due to the removal of partly cellulose, lignin, and hemicellulose, the total weight loss of the natural wood film was 21.9% (Figure S4).
Due to the partial removal of the hemicellulose and lignin, the wood film obtained a softer and looser structure, so that it could be easily separated into the cellulose fiber bundles, and then the wood fiber bundles were also easily twisted into wood textile fibers (Fig. 3a and b). The diameter of wood textile fibers could be adjusted by controlling the thickness and twist of the wood fiber bundles. The density of wood textile fibers was calculated based on their weight and size. The density of wood textile fiber was 0.79 g/cm3, while the density of DES-treated wood was only 0.35 g/cm3. The treated wood retained the porous structure of natural wood and became more porous due to the removal of lignin (Figure S2). After twisting, the porous channels of the wood collapsed, forming many filaments (Fig. 3e and h), which were tightly intertwined to become wood textile fibers. As shown in Figs. 2c and d, the cross section of the wood textile fiber was circular and had a relatively dense structure, which was essential to improve its mechanical strength. Meanwhile, the spiral pattern on the surface of the wood fiber was visible (Fig. 3f), and the twist angle of the wood fiber was about 25 ° (Fig. 3g).

Fabrication process and microstructures characterization of wood textile fibers. a Digital image of a wood film. b Digital image of the wood textile fibers, which were prepared by cut and twisting from the wood film. c Cross-sectional SEM image of a typical wood textile fiber. The wood textile fiber possesses a circular shape and dense structures. d High-magnification SEM image of the wood textile fiber cross section to show the dense structures. e High-magnification SEM image of the wood textile fiber cross section to show the filaments formed by the rupture of wood cell walls. f Lateral surface SEM image of a typical wood textile fiber. g High-magnification SEM image of the wood textile fiber lateral surface. h High-magnification SEM image of the nanofibers lateral surface
Figure 4a shows a wood fiber with a length of about 13 cm. As in previous studies [24], it has excellent weaved properties such as curled, folded, knotted, and twisted (Fig. 4b and e). These results proved the excellent flexibility of wood textile fibers, and the knotting showed high torsion resistance, which was important for the application of fiber materials in textiles. We also conducted a comparative study on the effect of the twisting process on the flexibility of fibers. As shown in Fig. 4f and g, when the treated wood strip was folded, it would be broken, and the broken points were sharp, indicating that there were strong binding force between fibers. In contrast, the twisting process weakened the interaction between adjacent fibers, leading to their separation and rearrangement, resulting in more deformation space under the action of external forces [24]. Therefore, wood textile fibers exhibited the excellent flexibility (Fig. 4h and i).

Flexibility and mechanical properties of wood textile fibers. a Digital image of an as-prepared wood textile fiber with a length of about 13 cm. b–e Digital images to show the wood textile fibers can be curled, folded, knotted, and twisted. All these images demonstrate the excellent flexibility of the wood textile fibers. f Digital image of a broken treated wood strip. g SEM image of the breaking point of the broken treated wood strip. h Digital image of a folded wood textile fiber. i SEM image of the folding point of the folded wood textile fiber. j Representative stress–strain curves of natural wood, treated wood, and wood textile fibers. k Tensile strength and elongation at break of natural wood, treated wood, and wood textile fiber. l Resilience of the wood textile fiber at different cycle numbers measured with constant strain
The mechanical properties of wood textile fibers were further evaluated through mechanical tensile tests, and it was found that they showed higher tensile strength (102.3 MPa) and greater elongation at break (13.6%), which were much higher than natural wood (58 MPa and 2.8%) and treated wood (78 MPa and 3.2%) as shown in Fig. 4j and k, respectively. The fractured surfaces of the treated wood and wood fibers were carefully examined after the tensile test to explain the significant improvement in the mechanical properties of wood fibers. It is found that the fracture surface of the treated wood was broken and twisted (Figure S5), and the loosely assembled cellulose fibers in the thin cell walls were easily pulled out under tension, resulting in lower mechanical strength. In contrast, the fracture surface of wood textile fibers was more regular and flat and had a denser structure (Figure S6). During the stretching process, a large number of nanofibers that have lost their cells were pulled out from the collapsed cell wall, which consumed more energy, resulting in higher mechanical tensile strength. In addition, since moderate elasticity was essential for the application of fiber materials in textiles, we conducted mechanical measurements to further evaluate the elasticity of wood textile fibers. In the case of constant strain, wood textile fibers have resilience of about 56% in the initial cycle (Fig. 41), and in the subsequent cycles, the resilience showed a very small drop, demonstrating satisfactory stability. The resilience calculation formula was shown in Formula S1 (supporting information).
The dyeability of textile fibers is important for its practical application in the textiles, so the dyeing experiments were also conducted. From the schematic diagram of the preparation of the dyed wood textile fiber in Fig. 5a, it could be seen that the original wood textile fiber was white, and the dyed wood textile fiber could be obtained by infiltrating it in the dye for full dip dyeing. In addition, dyes could penetrate into the treated wood films through the open and porous structure, which has been confirmed in some recent studies [36, 37]. As shown in Fig. 5b–h, some conventional dyes such as oil red O and methylene blue were infiltrated into the treated wood films and then cut and twisted to obtain dyed wood textile fibers. Figure 5e and h could prove that dyeing did not affect the microscopic morphology of wood textile fibers. The dyeing performance of wood textile fiber is consistent with the research results of Hu et al. [24]. The uniform and soft dyeing color of wood textile fiber made it have great potential in textiles for many purposes.

Preparation of dyed wood textile fibers. a Preparation schematic of the dyed wood textile fibers. b Digital image of a treated wood film. c Digital image of a treated wood film infiltrated with oil red O. d Digital image of a dyed wood textile fiber prepared by cutting and twisting the dyed wood film. e SEM image of the dyed wood textile fiber. f Digital image of a treated wood film infiltrated with methylene blue. g Digital image of a wood textile fiber loaded with methylene blue. h SEM image of the wood textile fiber loaded with methylene blue
The waterproof stability of wood fiber is an important factor in textile applications, and the increasing awareness of safety and hygiene has made the application demand for antibacterial functional textiles continue to expand [38, 39]. However, it is worth noting that wood textile fibers are made of wood with the removal of some hemicellulose and lignin, and cellulose is its main component. Lignocellulosic is hydrophilic and easily absorbs water during soaking, resulting in unsatisfactory water stability during the stirring process [40]. Moreover, lignocellulosic is easily attached to various microorganisms and bacteria, resulting in mold or deterioration [41]. Fortunately, through a simple hydrophobic antibacterial treatment, adding a small amount of nano-titanium dioxide to the hydrophobic agent composed of hexadecyltrimethoxysilane and methanol to make it evenly attached to the wood textile fiber could significantly improve the water resistance and antibacterial properties of wood textile fibers (Fig. 6a). The results showed that after the hydrophobic antibacterial treatment, the wood fiber became more stable and retained its original shape even after continuous stirring for 1 h, proving the structural durability to water and mechanical stirring (Fig. 6f–i). The shape of the original fiber was destroyed after continuous stirring for 1 h, and it could not be completely restored even after drying (Fig. 6b–e). Meanwhile, the treated wood fiber also showed good antibacterial properties against two common Escherichia coli and Staphylococcus aureus, with an antibacterial rate of more than 95% (Fig. 6j). The antibacterial test was carried out according to the national standard GB/T 20,944.3–2008, and the antibacterial activity photo was shown in Figure S7. Through chemical treatment, the hydrophobic antibacterial agent could be well attached to the surface of the wood fiber, which was confirmed by the energy-dispersive X-ray spectrum (Fig. 6k–m and S8).

Preparation technology of hydrophobic antibacterial wood fiber and characterization of hydrophobicity and antibacterial properties. a Schematic diagram of preparation from wood textile fiber to hydrophobic and antibacterial fiber. b–e Digital images of original fiber before and after stirring. f–i Digital images of the hydrophobic and antibacterial fiber before and after stirring, which can better maintain the shape without being damaged. j Antibacterial rate of natural wood, wood textile fiber, and hydrophobic antibacterial fiber. k–m Energy-dispersive X-ray spectroscopic maps showing the elemental distribution of Si and Ti on the hydrophobic antibacterial fiber
Conclusions
In summary, we have demonstrated an effective way to produce wood textile fibers with excellent mechanical properties, dyeable, hydrophobic, and antibacterial properties through simple process. Using natural wood as a starting material, a wood film with high flexibility was obtained through DES treatment. Here, the changes in the structure and composition of wood before and after chemical treatment were studied to reveal the basic mechanism of the excellent flexibility of the treated wood. Further cutting and twisting treatments could directly obtain wood textile fibers from the treated wood, which showed the satisfactory results in terms of weaving properties, tensile properties, elastic properties, and dyeability. After a simple hydrophobic antibacterial treatment, the wood textile fiber could gain certain washing stability and antibacterial properties. The above-mentioned characteristics of the wood textile fiber produced by this simple and top-down method represent the future development direction of functional textiles.
Experimental section
Materials and chemicals
Ashwood was used for the fabrication of wood textile fibers, which was provided by Yihua Life Technology Co., Ltd. (Shantou, China). The choline chloride and lactic acid in the experiment were purchased from Sinopharm Chemical Reagent Co., Ltd., China. Hydrogen peroxide and nano-titanium dioxide were provided by Shanghai Aladdin Biochemical Technology Co., Ltd., China; methanol was purchased from Nanjing Chemical Reagent Co., Ltd., China; and hexadecyltrimethoxysilane was obtained from Shanghai Macklin Biochemical Co., Ltd., China. All of the chemicals used were of analytical grade.
Treatment process for wood textile fiber
First, the wood film was immersed in DES. (Lactic acid and choline chloride were mixed at a molar ratio of 10:1 and heated at a high temperature of 90 °C for 5 h.) The chemically treated wood was then immersed in boiling deionized water several times to remove chemicals. Then the wood film was bleached with the hydrogen peroxide solution and dried in the air to form a wood film with a certain degree of flexibility. Finally, the cellulose fiber bundles were separated from the treated wood film by cutting and twisted them to form wood textile fibers.
Hydrophobic antibacterial treatment of wood textile fibers
By adding a small amount of nano-titanium dioxide to the hydrophobic agent composed of hexadecyltrimethoxysilane and methanol, the wood textile fiber could be hydrophobically and antibacterially modified. Specifically, hexadecyltrimethoxysilane and methanol were mixed in a ratio of 5:100, and after thorough stirring, nano-titanium dioxide (mass fraction of 0.85%) was added to form a hydrophobic antibacterial agent. Subsequently, the wood textile fiber was immersed in the solution, and ultrasonic treatment was performed at the same time to make the antibacterial and hydrophobic agent uniformly adhere to the wood textile fiber. Finally, the treated wood textile fiber was placed in a vacuum oven at 60 °C for 8 h to completely dry it.
Measurements and characterization
A FEI Quanta 200 scanning electron microscope (SEM) equipped with an energy-dispersive X-ray spectroscopic detector for mapping was used to observe the morphology and structure of the sample under an accelerating voltage of 30 kV. The Fourier transform infrared spectrometer (VERTEX 80 V, from Bruker Co., Ltd., Germany) was used to measure the FT-IR spectrum. The cellulose, hemicellulose, and lignin contents of the samples were tested by the Laboratory Analytical Procedure (LAP) written by the National Renewable Energy Laboratory (Determination of Structural Carbohydrates and Lignin in Biomass) [42]. The lignin content was measured by two-step sulfuric acid hydrolysis, and the sugar content was analyzed by high-performance liquid chromatography (HPLC). XRD was measured on a Rigaku Ultima IV equipped with a curved detector manufactured by Rigaku Americas Corp. The mechanical performance of the samples was evaluated using a universal testing machine (AG-IC 100KN, from SHIADAZU Co., Ltd., Japan).
References
Chen C, Kuang Y, Zhu S et al (2020) Structure–property–function relationships of natural and engineered wood. Nat Rev Mater 5:642–666. https://doi.org/10.1038/s41578-020-0195-z
Mi R, Chen C, Keplinger T et al (2020) Scalable aesthetic transparent wood for energy efficient buildings. Nat Commun 11:1–9. https://doi.org/10.1038/s41467-020-17513-w
Xia Q, Chen C, Li T et al (2021) Solar-assisted fabrication of large-scale, patternable transparent wood. Sci Adv 7:1–9. https://doi.org/10.1126/sciadv.abd7342
Song J, Chen C, Zhu S et al (2018) Processing bulk natural wood into a high-performance structural material. Nature 554:224–228. https://doi.org/10.1038/nature25476
Chen C, Zhang Y, Li Y et al (2017) All-wood, low tortuosity, aqueous, biodegradable supercapacitors with ultra-high capacitance. Energy Environ Sci 10:538–545. https://doi.org/10.1039/c6ee03716j
Liu KK, Jiang Q, Tadepalli S et al (2017) Wood-graphene oxide composite for highly efficient solar steam generation and desalination. ACS Appl Mater Interfaces 9:7675–7681. https://doi.org/10.1021/acsami.7b01307
Chen C, Song J, Zhu S et al (2018) Scalable and sustainable approach toward highly compressible, anisotropic, lamellar carbon sponge. Chem 4:544–554. https://doi.org/10.1016/j.chempr.2017.12.028
Mancipe JMA, Nista SVG, Caballero GER, Mei LHI (2020) Thermochromic and/or photochromic properties of electrospun cellulose acetate microfibers for application as sensors in smart packing. J Appl Polym Sci 9:50039. https://doi.org/10.1002/app.50039
Jing C, Liu W, Hao H et al (2020) Regenerated and rotation-induced cellulose-wrapped oriented CNT fibers for wearable multifunctional sensors. Nanoscale 12:16305–16314. https://doi.org/10.1039/d0nr03684f
Wan J, Song J, Yang Z et al (2017) Highly anisotropic conductors. Adv Mater 29:1703331. https://doi.org/10.1002/adma.201703331
Jia C, Jiang F, Hu P et al (2018) Anisotropic, mesoporous microfluidic frameworks with scalable, aligned cellulose nanofibers. ACS Appl Mater Interfaces 10:7362–7370. https://doi.org/10.1021/acsami.7b17764
Hooshmand S, Aitomäki Y, Norberg N et al (2015) Dry-spun single-filament fibers comprising solely cellulose nanofibers from bioresidue. ACS Appl Mater Interfaces 7:13022–13028. https://doi.org/10.1021/acsami.5b03091
Xiong Z, Chen N, Wang Q (2020) Fabrication and characterization of melamine formaldehyde fibers with enhanced mechanical properties and high fire resistance by dry spinning. J Appl Polym Sci 137:49385. https://doi.org/10.1002/app.49385
Lu L, Fan S, Niu Q et al (2019) Strong silk fibers containing cellulose nanofibers generated by a bioinspired microfluidic chip. ACS Sustain Chem Eng 7:14765–14774. https://doi.org/10.1021/acssuschemeng.9b02713
Iwamoto S, Isogai A, Iwata T (2011) Structure and mechanical properties of wet-spun fibers made from natural cellulose nanofibers. Biomacromol 12:831–836. https://doi.org/10.1021/bm101510r
Lundahl MJ, Cunha AG, Rojo E et al (2016) Strength and water interactions of cellulose I filaments wet-spun from cellulose nanofibril hydrogels. Sci Rep 6:30695. https://doi.org/10.1038/srep30695
Jia C, Chen L, Shao Z et al (2017) Using a fully recyclable dicarboxylic acid for producing dispersible and thermally stable cellulose nanomaterials from different cellulosic sources. Cellulose 24:2483–2498. https://doi.org/10.1007/s10570-017-1277-y
Bian H, Chen L, Gleisner R et al (2017) Producing wood-based nanomaterials by rapid fractionation of wood at 80 °C using a recyclable acid hydrotrope. Green Chem 19:3370–3379. https://doi.org/10.1039/c7gc00669a
Bian H, Chen L, Dai H, Zhu JY (2017) Integrated production of lignin containing cellulose nanocrystals (LCNC) and nanofibrils (LCNF) using an easily recyclable di-carboxylic acid. Carbohyd Polym 167:167–176. https://doi.org/10.1016/j.carbpol.2017.03.050
Zu G, Shen J, Zou L et al (2016) Nanocellulose-derived highly porous carbon aerogels for supercapacitors. Carbon 99:203–211. https://doi.org/10.1016/j.carbon.2015.11.079
Jia C, Bian H, Gao T et al (2017) Thermally stable cellulose nanocrystals toward high-performance 2D and 3D nanostructures. ACS Appl Mater Interfaces 9:28922–28929. https://doi.org/10.1021/acsami.7b08760
Hassani P, Soltani P, Ghane M, Zarrebini M (2021) Porous resin-bonded recycled denim composite as an efficient sound-absorbing material. Appl Acoust 173:107710. https://doi.org/10.1016/j.apacoust.2020.107710
Li T, Chen C, Brozena AH et al (2021) Developing fibrillated cellulose as a sustainable technological material. Nature 590:47–56. https://doi.org/10.1038/s41586-020-03167-7
Jia C, Chen C, Kuang Y et al (2018) From wood to textiles: top-down assembly of aligned cellulose nanofibers. Adv Mater 30:1801347. https://doi.org/10.1002/adma.201801347
Malaeke H, Housaindokht MR, Monhemi H, Izadyar M (2018) Deep eutectic solvent as an efficient molecular liquid for lignin solubilization and wood delignification. J Mol Liq 263:193–199. https://doi.org/10.1016/j.molliq.2018.05.001
Yang R, Cao Q, Liang Y et al (2020) High capacity oil absorbent wood prepared through eco-friendly deep eutectic solvent delignification. Chem Eng J 401:126150. https://doi.org/10.1016/j.cej.2020.126150
Hong S, Shen XJ, Pang B et al (2020) In-depth interpretation of the structural changes of lignin and formation of diketones during acidic deep eutectic solvent pretreatment. Green Chem 22:1851–1858. https://doi.org/10.1039/d0gc00006j
Wu Y, Yang L, Zhou J et al (2020) Softened wood treated by deep eutectic solvents. ACS Omega 5:22163–22170. https://doi.org/10.1021/acsomega.0c02223
Jamili F, Mirjalili M, Zamani HA (2019) Antibacterial wood-plastic composite produced from treated and natural dyed wood fibers. Polym Polym Compos 27:347–355. https://doi.org/10.1177/0967391119847537
Wu Y, Bian Y, Yang F et al (2019) Preparation and properties of chitosan/graphene modified bamboo fiber fabrics. Polymers 11:11101540. https://doi.org/10.3390/polym11101540
Xia Q, Chen C, Yao Y et al (2021) In situ lignin modification toward photonic wood. Adv Mater (Deerfield Beach, Fla) 20:2001588. https://doi.org/10.1002/adma.202001588
Huang C, Su Y, Shi J et al (2019) Revealing the effects of centuries of ageing on the chemical structural features of lignin in archaeological fir woods. New J Chem 43:3520–3528. https://doi.org/10.1039/c9nj00026g
Wu J, Wu Y, Yang F et al (2019) Impact of delignification on morphological, optical and mechanical properties of transparent wood. Compos A Appl Sci Manuf 117:324–331. https://doi.org/10.1016/j.compositesa.2018.12.004
Wu Y, Zhou J, Huang Q et al (2020) Study on the colorimetry properties of transparent wood prepared from six wood species. ACS Omega 5:1782–1788. https://doi.org/10.1021/acsomega.9b02498
Huang C, Wang X, Liang C et al (2019) A sustainable process for procuring biologically active fractions of high-purity xylooligosaccharides and water-soluble lignin from Moso bamboo prehydrolyzate. Biotechnol Biofuels 12:189. https://doi.org/10.1186/s13068-019-1527-3
Gan W, Xiao S, Gao L et al (2017) Luminescent and transparent wood composites fabricated by poly(methyl methacrylate) and γ-Fe2O3@YVO4:Eu3+ nanoparticle Impregnation. ACS Sustain Chem Eng 5:3855–3862. https://doi.org/10.1021/acssuschemeng.6b02985
Yu Z, Yao Y, Yao J et al (2017) Transparent wood containing CsXWO3 nanoparticles for heat-shielding window applications. J Mater Chem A 5:6019–6024. https://doi.org/10.1039/c7ta00261k
Shateri Khalil-Abad M, Yazdanshenas ME (2010) Superhydrophobic antibacterial cotton textiles. J Colloid Interface Sci 351:293–298. https://doi.org/10.1016/j.jcis.2010.07.049
Ayazi-Yazdi S, Karimi L, Mirjalili M, Karimnejad M (2017) Fabrication of photochromic, hydrophobic, antibacterial, and ultraviolet-blocking cotton fabric using silica nanoparticles functionalized with a photochromic dye. J Text Inst 108:856–863. https://doi.org/10.1080/00405000.2016.1195088
Rohrbach K, Li Y, Zhu H et al (2014) A cellulose based hydrophilic, oleophobic hydrated filter for water/oil separation. Chem Commun 50:13296–13299. https://doi.org/10.1039/c4cc04817b
Lin X, Li S, Jung J et al (2019) PHB/PCL fibrous membranes modified with SiO2@TiO2-based core@shell composite nanoparticles for hydrophobic and antibacterial applications. RSC Adv 9:23071–23080. https://doi.org/10.1039/c9ra04465e
Sluiter A, Hames B, Ruiz RO, Scarlata C, Sluiter J Templeton D (2011) Determination of structural carbohydrates and lignin in biomass. Technical report NREL/TP-510–42618; National renewable energy laboratory: Golden, CO. https://doi.org/10.1007/s00449-014-1243-0
Acknowledgements
The authors gratefully acknowledgment the financial support from the Peoples’ Republic of China.
Funding
The authors gratefully acknowledge the financial support from the project funded by the National Natural Science Foundation of China (32071687 and 32001382), the Project of Science and Technology Plan of Beijing Municipal Education Commission (KM202010012001), and the Special Scientific Research Fund of Construction of High-level teachers Project of Beijing Institute of Fashion Technology (BIFTQG201805).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: Stephen Eichhorn.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Yang, L., Wu, Y., Yang, F. et al. A wood textile fiber made from natural wood. J Mater Sci 56, 15122–15133 (2021). https://doi.org/10.1007/s10853-021-06240-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-021-06240-2