
Abstract
This paper discusses how the microstructures of Sn films affect the kinetics of spontaneous Sn whisker growth. Thin films and those with small grains grew longer whiskers at higher rates than did thick films and those with large grains. Biaxial stresses in the films were measured using synchrotron radiation X-ray; the stress evolution during annealing was correlated with the growth kinetics. An incubation period was observed, in which the compressive stresses in the films built up and the whiskers nucleated. The results indicate that thickness has a greater effect on whisker growth than grain size has.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The spontaneous formation of Sn whiskers in a Sn/Cu system is a stress relaxation phenomenon. Several studies have indicated that the external or internal stress in Sn films is the critical driving force for Sn whisker growth [1, 2]. In most cases, the stress arises from the formation of intermetallic compounds (IMCs) through the reaction between Sn and Cu [3–9]. However, the locations of the whiskers are difficult to predict, and the growth kinetics are not well understood. Pb-containing solders have been widely used to suppress Sn whisker growth [10–12], but Pb has long been considered hazardous. In 2003, the European Union banned the use of Pb in manufacturing by passing legislation on waste electrical and electronic equipment and the restriction of hazardous substances (RoHs). Since then, many manufacturers have adopted Pb-free solders with Sn concentrations greater than 95 wt%. Whisker growth has become a severe reliability problem in the electronics industry. Although Sn whiskers were first discovered over 50 years [13], the kinetics of their spontaneous growth requires further study.
Although stress plays a critical role in spontaneous Sn whisker growth, it might not be the only factor affecting the kinetics. Several studies have investigated the mechanisms of Sn whisker growth. Tu proposed a mathematical model of whisker growth based on the fast grain boundary diffusion of Sn at room temperature [14]. Cheng et al. suggested a grain boundary fluid flow model to describe the protrusion of whiskers under compressive stress [15]. Moon et al. reported that the microstructure of Sn films can be altered by adding Cu atoms, which affects the growth kinetics [16]. Jadhav et al. indicated that the microstructure of a Sn film, which includes its thickness and grain size, could be related to its stress relaxation process [12]. Jadhav et al. and Chason et al. have reported that simultaneously increasing the thickness and grain size of a Sn film mitigates Sn whisker growth [17, 18]. However, determining how these two factors separately influence biaxial stress relaxation is difficult. The present research quantitatively analyzed the growth behaviors of Sn whiskers in Sn films with various microstructures by varying the electroplating parameters. The average grain sizes and film thicknesses were controlled by the current densities of the electroplating process.
Previous studies have established that discontinuous surface oxide layers are the sources and sinks of vacancies, and whiskers can grow from them [19–21]. Controlling arrays of such weak spots in oxide layers by using lithography can confine the whiskers so that their morphologies and dimensions can be traced, and the lengths, diameters, and numbers of the whiskers can be precisely measured. Synchrotron radiation X-ray was used to measure the biaxial stress of Sn films. The results show how the grain sizes, thicknesses, and biaxial stress evolutions are related to the kinetics of Sn whisker growth.
Experimental
Three sets of Sn films with different microstructures were electrodeposited on pure Cu substrates, each with a thickness of 0.127 mm and an area of 1000 × 1200 μm. The thickness and the microstructure of each Sn film were controlled by varying the current densities during the electroplating process. Detailed electroplating conditions for the fabrication of these three types of Sn films are listed in Table 1. More than three films for each set of electroplating conditions were used to calculate the grain size and thickness. A film from Sample I (G10T10) had a thickness of approximately 10 μm and an average grain size of 10 μm; a film from Sample II (G10T15) had a thickness of approximately 15 μm and an average grain size of 10 μm; a film from Sample III (G15T15) had a thickness of approximately 15 μm and an average grain size of 15 μm. The grain size was measured by averaging the number of grains in a straight line on an optical microscope (OM, OLYMPUS BX51M) image. According to the ASTM E112 standard, the average grain sizes for G10T10, G10T15, and G15T15 are 11.07, 10.60, and 16.27 μm, respectively. Samples were cross-sectioned and observed using a scanning electron microscope (SEM, Hitachi S-3000 H) to obtain the average thickness. The grain size and thickness of each sample had error bars of approximately 1 μm. Accordingly, the microstructures and the morphologies of the films that were deposited under each condition were considered consistent. After the electroplating was completed, the native tin oxide layers on the Sn surfaces were removed by polishing and etching with a solution of HCl, HNO3, and methanol.
The lithography process can be utilized to create “weak spots” without any oxide on the surface oxide layer of a Sn film. In such cases, whiskers grow only from these known locations; thus, the growth of each whisker can be traced and recorded. In this study, following surface treatment, each film underwent lithography; photoresist (S1813) was immediately applied to define arrays of circular weak spots. Quantitative results of the dimensions of the whiskers were obtained. In the post-lithography treatment, the samples were annealed at 100 °C for 1 min. The diameter of each pattern was 20 μm, and the distance between adjacent patterns was 50 μm. Subsequently, the samples were placed in a sputter chamber at a base pressure of 2 × 10−5 torr to deposit 200 nm of tin oxide onto the surface of each film. Acetone was used to remove the photoresist after sputtering. Samples were annealed at 40 °C for various durations. A SEM was utilized to investigate the numbers and dimensions of the whiskers on each sample. The biaxial stress of the Sn films was measured using beamline 17B1 at the National Synchrotron Radiation Research Center in Taiwan. The stress was calculated using the sin2 Ψ method, the details of which are described in the literature [22].
Results and discussion
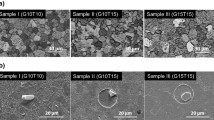
Chason et al. suggested that few whiskers form when the film is thick [18]. Yu et al. and Shibutani investigated the morphologies of whiskers on films with grains of various sizes [23, 24]. The size of a typical grain in a film is related to the film’s thickness [25]. Usually, both of these two parameters determine the growth mechanism together. In the present study, the thickness and grain size of each Sn film were controlled separately. Counting the whiskers and observing their morphologies enable distinguishing the effects of these two parameters on the growth mechanisms. In previous investigations [20, 26], tin oxide layers have been shown to affect Sn whisker growth by blocking the vacancy sinks and sources. Openings of the weak oxide spots resulted in the formation of discontinuous tin oxide layers, and vacancies diffused into the films through these locations. Not all of the weak oxide spots grew whiskers. However, once the whiskers nucleated, the Sn atoms diffused to their roots and pushed the whiskers out of the surfaces. Figure 1 presents top-view SEM images of Samples I–III, which were annealed at 40 °C for 6 days. The images at the corners are magnified images of a single whisker. These images clearly indicate that the growth positions of the whiskers can be precisely controlled by lithography.

The top-view SEM images of Samples I–III, which were annealed at 40 °C for 6 days. The images at the corners are magnified images of a single whisker
Two separate inquiries were conducted regarding thickness and grain size, which are the factors that influence whiskers formation; the first inquiry involved comparing two sets of films with identical grain size and contrasting thickness; the second inquiry involved comparing two sets of films of contrasting grain size and identical thickness. The diameters and lengths of the Sn whiskers were measured using the trigonometric method, which has been described elsewhere [20, 21]. Figure 2a, b shows the average whisker diameter and the number of Sn whiskers, respectively, for Sn films of various thicknesses after annealing at 40 °C for 45 days. For Samples I and II, the standard deviations of the diameter were 2.74 and 2.16 μm, respectively. G10T10 and G10T15 have different thicknesses with the same grain size (approximately 10 μm). The average diameters of the Sn whiskers in G10T10 and G10T15 were similar because the diameters were confined to an extent that depended on the sizes of the Sn grains [25]. However, for the 10 μm grain size, the thick Sn films (G10T15) contained fewer whiskers than did the thin Sn films (G10T10). Figure 2c plots the evolution of the average length of the Sn whiskers in the two sets of films. The growth in all samples continued with the annealing time. The average length of the whiskers from the thin Sn film was considerably greater than that of the whiskers from the thick Sn film throughout the annealing period. The growth rate can also be used to determine the growth mechanisms. Figure 2d shows that the thin Sn film exhibited a significantly higher growth rate than the thick film did. The smaller diameter whiskers grew faster than the larger diameter whiskers in each G10T10 sample. Figure 3a, b shows the average diameter and number of Sn whiskers in the Sn films with grains of various sizes after annealing at 40 °C for 45 days. For Samples II and III, the standard deviations of the diameter were 2.16 and 2.43 μm, respectively. G10T15 and G15T15 had the same thickness but had different grain sizes. The average diameter of the Sn whiskers was larger, and there were fewer Sn whiskers, for the G15T15 films, which had a larger average grain size compared with the G10T15 films. Figure 3c presents the average length of the whiskers for the films with small grains (G10T15) and large grains (G15T15). The whiskers on the G10T15 films grew longer than did those on the G15T15 films. However, the differences between the lengths of these two samples were less than the differences between the lengths for the films with different thicknesses. Figure 3d shows a comparison of the growth rates. The growth rates in both G10T15 and G15T15 were low for both long annealing times and large grain sizes. Therefore, both the thickness and the grain size of the Sn films affected the growth of the Sn whiskers. The large error bars in Figs. 2a and 3a might not reveal the critical correlation between the microstructure and whisker diameters. However, for all three sample sets, the ratio of the average whisker diameter to the grain size of the films was very close to 0.5. This result indicates a strong correlation between diameter and grain size.

Comparison of the films with two different thicknesses. a The diameter of Sn whiskers; b the number of tin whisker after annealing for 45 days; c the evolution of the average length of Sn whiskers; d the growth rate of whiskers

Comparison of the films with two different grain sizes. a The diameter of Sn whiskers; b the number of Sn whiskers after annealing for 45 days; c the evolution of the average length of Sn whiskers; d the growth rate of Sn whiskers
Because whisker growth involves the generation and relaxation of stress in Sn films, the stress states of films with different grain sizes and thicknesses must be examined. Synchrotron radiation X-ray was used to measure the evolution of biaxial stress in Sn films. Figure 4 plots the evolution of the residual stress with the annealing time. The figure shows that the stress states in all samples vary similarly with time. The as-received film samples were under tensile stress because of the electroplating process. When the Cu6Sn5 IMC grew at the interfaces between the Sn films and the substrates, this generated compressive stress in the films, transforming the state of films from tensile to compressive. Notably, the compressive stress peaked after 5 days of annealing. Choi et al. suggested that the root of whisker should be stress free. The compressive stress that built up around the root of the whisker generated a stress gradient [27]. In the present study, the stress was confined within the oxide layers; thus, incubation was required. The compressive stresses had to build up before the films could nucleate the whiskers. The whiskers started to form after which the compressive stress began to be released. Figure 4 displays incubation time. Each sample was examined by SEM every day to verify the surface morphology. We defined the incubation period as the period during which no whisker could be observed in SEM images of the sample surfaces. The incubation period is strongly correlated to the stress measurement by synchrotron radiation X-ray. All of the G10T10 samples were incubated for 4 days, whereas all of the G10T15 and G15T15 samples were incubated for 6 days. After a long period of annealing, the stress eventually reached a steady state of −12 MPa, which is close to the yield stress of Sn [3, 22].

The evolution of the residual stress of Sample I–III with annealing time
The maximum compressive stress varied among the conditions. The ratio of the thickness of G10T15 to that of G10T10 was 1.5. Their biaxial stresses evolved similarly, and both peaked after approximately 5 days of annealing, and became less compressive thereafter. The stresses eventually reached a steady state. However, the growth rates of these two samples differed markedly. According to Sobiech et al., perpendicular stress gradients affect Sn whisker growth [5, 22]. The main driving force for spontaneous whisker growth is the compressive stress generated by IMC formation. In the present study, the primary origin of compressive stress was the formation of non-smooth IMCs at the interface between the Sn film and Cu substrate. The perpendicular stress gradient decreases as the thickness of the Sn film increases. In the films of all three sample sets in the present study, Sn atoms diffused and nucleated as the roots of formed whiskers [27]. The thicker Sn films had longer diffusion paths, and the Sn atoms that became the roots of whiskers required longer diffusion times in thicker films. Hence, for the 10 μm grain size, the thicker Sn films, G10T15, grew shorter whiskers than did the thinner Sn films, G10T10.
G10T10 and G10T15 had distinct initial stresses, and they were fabricated under different current densities. There was a higher initial tensile stress in the thinner sample. Moon et al. studied the effect of current density on the growth of hillocks from pure bright Sn electrodeposits. The orientation of Sn films was altered by the current density. The orientation of the films influenced the slip direction, which affected the stress relaxation process. The samples were fabricated under different current densities; thus, the orientations of the grains likely varied, resulting in different initial stresses. Furthermore, they suggested that a high current density yields large compressive stresses in the as-deposited films [28]. In the present study, Fig. 4 shows that the samples deposited at a high current density (G10T15) induced large compressive stress, i.e., low tensile stress, in the films. After 5 days of annealing, the maximum compressive stresses in G10T10 and G10T15 were almost identical, but the compressive stress in G10T15 was nearly twice that in G15T15. The density of the grain boundaries on each sample was another factor that might have affected the whisker growth mechanism. Chason et al. proposed a model to describe the origins of compressive residual stresses in polycrystalline films [29]. According to their model, in films with grains of varying size, compressive stresses may vary with the chemical potential between the film surface and grain boundaries. The chemical potential may drive atoms to the grain boundaries and generate compressive stress. The smaller grains of G10T15 give G10T15 a higher density of grain boundaries than G15T15 has; accumulated stresses tended to be greater in G10T15 than in G15T15. These compressive stresses began to be released after 5 days of annealing. The higher residual stress in G10T15 caused a greater density of whiskers to grow from the initial relaxation stage. However, the two sets of samples reached similar stress values after approximately 10 days of annealing. When the stresses reached similar values, the difference between the initial stresses was not observed to have any effect on the difference between the growth mechanisms.
Additionally, the growth rates of Sn whiskers were low for Sn films with large grains. The observed correlation between grain size and growth rate can be explained using Tu’s growth model [14]. Given a steady stress level of 12 MPa, Tu’s model predicts that the growth rates of G10T15 and G15T15 should be 3.18 and 2.04 × 10−11 μm/s, respectively. Although the calculated results are slightly higher than the experimental results, the trend of the phenomenon is obvious. According to Tu’s growth model, the boundary condition of diffusional field is determined by the diameter and spacing of the whiskers. Both the numerical calculations and experimental data reveal that the Sn films with smaller grains exhibit higher growth rates.
This paper discusses thickness and grain size, the two microstructural properties of Sn films that affect the kinetics of growth of Sn whiskers. The results demonstrate that the growth of whiskers is influenced more by thickness than by grain size.
Conclusion
This paper discusses the effects that a Sn thin film’s microstructure has on the growth of Sn whiskers. Films were fabricated by electroplating under various conditions. Lithography was utilized to control the positions from which whiskers grew. The diameters, lengths, and numbers of whiskers in each sample were precisely measured. The evolution of biaxial stresses with annealing time revealed an incubation period during which compressive stress accumulated in the films. The stresses relaxed after the whiskers began to protrude from the surfaces, reaching a steady-state level of −12 MPa, which is close to the yield stress of Sn. The experimental results show that thinner films and films with smaller grains grow longer whiskers at higher growth rates. This may be explained by differences in the vertical stress gradient.
References
Cheng J, Vianco PT, Subjeck J, Li JCM (2011) An assessment of Sn whiskers and depleted area formation in thin Sn films using quantitative image analysis. J Mater Sci 46:263–274. doi:10.1007/s10853-010-4976-4
Wang Y, Blendell JE, Handwerker CA (2014) Evolution of tin whiskers and subsiding grains in thermal cycling. J Mater Sci 49:1099–1113. doi:10.1007/s10853-013-7788-5
Lee BZ, Lee DN (1998) Spontaneous growth mechanism of tin whiskers. Acta Mater 46:3701–3714
Sheng GTT, Hu CF, Choi WJ, Tu KN, Bong YY, Nguyen L (2002) Tin whiskers studied by focused ion beam imaging and transmission electron microscopy. J Appl Phys 92:64–69
Sobiech M, Welzel U, Mittemeijer EJ, Hügel W, Seekamp A (2008) Driving force for Sn whisker growth in the system Cu–Sn. Appl Phys Lett 93:011906
Galyon GT, Palmer L (2005) An integrated theory of whisker formation: the physical metallurgy of whisker formation and the role of internal stress. IEEE Trans Electron Packag Manuf 28:17–30
Kim KS, Yu CH, Han SW, Yang KC, Kim JH (2008) Investigation of relation between intermetallic and tin whisker growths under ambient condition. Microelectron Reliab 48:111–118
Tu KN, Li JCM (2005) Spontaneous whisker growth on lead free solder finishes. Mater Sci Eng A 409:131–139
He A, Ivey DG (2015) Microstructural study of Sn films electrodeposited on Cu substrates: Sn whiskers and Cu6Sn5 precipitate. J Mater Sci 50:2944–2959. doi:10.1007/s10853-015-8859-6
Arnold SM (1966) Repressing the growth of tin whisker. Plating 53:96–99
Boettinger WJ, Johnson CE, Bendersky LA, Moon K-W, Williams ME, Stafford GR (2005) Whisker and Hillock formation on Sn, Sn–Cu and Sn–Pb electrodeposits. Acta Mater 53:5033–5050
Jadhav N, Wasserman J, Pei F, Chason E (2011) Stress relaxation in Sn-based films: effects of Pb alloying, grain size, and microstructure. J Electron Mater 41:588–595
Fisher RM, Darken LS, Carrol KG (1954) Accelerated growth of tin whiskers. acta metall 2:368–372
Tu KN (1994) Irreversible process of spontaneous whisker growth in bimetallic Cu–Sn thin film reactions. Phys Rev B 49:2030–2034
Cheng J, Yang F, Vianco PT, Zhang B, Li JCM (2011) Optimum thickness of Sn film for whisker growth. J Electron Mater 40:2069–2075
Moon K-W, Williams ME, Johnson CE, Stafford GR, Handwerker CA, Boettinger WJ (2001) The formation of whiskers on electroplated tin containing copper. Proceedings of the 4th Pacific Rim International Conference on Advanced Materials and Processing, The Japan Institute of Metals
Jadhav N, Buchovecky EJ, Reinbold L, Kumar S, Bower AF, Chason E (2010) Understanding the correlation between intermetallic growth, stress evolution, and Sn whisker nucleation. IEEE Trans Electron Packag Manuf 33:183–192
Chason E, Jadhav N, Pei F (2011) Effect of layer properties on stress evolution, intermetallic volume, and density during tin whisker formation. JOM 63:62–68
Wu AT, Ding YC (2009) The suppression of tin whisker growth by the coating of tin oxide nano particles and surface treatment. Microelectron Reliab 49:318–322
Su CH, Chen H, Lee HY, Wu AT (2011) Controlled position and kinetic analysis of spontaneous tin whisker growth. Appl Phys Lett 99:131906
Su CH, Chen H, Lee HY, Liu CY, Ku CS, Wu AT (2014) Kinetic analysis of spontaneous whisker growth on pre-treated surfaces with weak oxide. J Electron Mater 43:3290–3295
Sobiech M, Welzel U, Schuster R, Mittemeijer EJ, Hügel W, Seekamp A, Müller V (2007) The microstructure and state of stress of Sn thin film after post-plating annealing: an explanation for the suppression of whisker formation? in Proceedings of the 57th Electronic Components and Technology Conference, pp 192–197
Yu CF, Chan CM, Hsieh KC (2010) The effect of tin grain structure on whisker growth. Microelectron Reliab 50:1146–1151
Shibutani T (2010) Effect of grain size on pressure-induced tin whisker formation. IEEE Trans Electron Packag Manuf 33:177–182
Tsuji K (2006) Study on the mechanism of Sn whisker growth Part I relation between whisker growth and the structure of deposits. J Surf Finish Soc Jpn 57:451–458
Kim KS, Kim SS, Yorikado Y, Suganuma K, Tsujimoto M, Yanada I (2013) Sn whisker growth on Sn plating with or without surface treatment during the room temperature exposure. J Alloys Compd 558:125–130
Choi WJ, Lee TY, Tu KN, Tamura N, Celestre RS, MacDowell AA, Bong YY, Nguyen L (2003) Tin whiskers studied by synchrotron radiation micro-diffraction. Acta Mater 51:6253–6261
Moon K-W, Kim S-K, Williams ME, Boettinger WJ, Stafford GR (2010) Effect of current density and electrolyte concentration on hillock growth form pure bright Sn electrodeposits. J Appl Electrochem 40:1671–1681
Chason E, Sheldon BW, Freund LB, Floro JA, Hearne SJ (2002) Origin of compressive residual stress in polycrystalline thin films. Phys Rev Lett 88:0156103
Acknowledgements
The authors thank the Ministry of Science and Technology of Taiwan for financially supporting this research (101-2221-E-008-026-MY3).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Chen, H., Lee, H.Y., Ku, C.S. et al. Evolution of residual stress and qualitative analysis of Sn whiskers with various microstructures. J Mater Sci 51, 3600–3606 (2016). https://doi.org/10.1007/s10853-015-9680-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-015-9680-y