
Abstract
This study presents a comparison of the mechanical and barrier properties of papers coated with microfibrillated cellulose (MFC) by two different coating processes: (i) bar coating and (ii) size press. Due to the high water content of MFC, water-treated papers were taken as references to highlight the effects of MFC on the properties of papers. Structural, mechanical and barrier properties of the ensued materials were performed respectively with SEM, tensile and stiffness testers, and air and oxygen permeability equipments. The properties of the water-treated papers were considerably damaged compared to those of the base paper that underlined the negative impact of both coating processes on the papers structure. With MFC, the air barrier and the bending stiffness were considerably improved (+90 and +50 % respectively), especially when the bar coating was used, i.e. with 7 g m−2 of MFC. Size press was indeed not able to considerably improve papers properties as the MFC coat weight barely reached 4 g m−2 resulting from ten successive MFC layers.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Paper is widely used as packaging material for its biodegradability and its eco-efficiency. Its hydrophilic nature, nevertheless, prevents it from some applications since water weakens its structure and thus, its mechanical and barrier properties.
Paper is thus often used with other materials such as plastics or aluminium essentially to improve its barrier properties. EVOH, ethyl vinyl alcohol, is for example often coated onto paper for its excellent oxygen-barrier properties [1, 2]. PE, polyethylene, is also a classical polymer used to coat papers and bring barrier properties [3]. Many petroleum waxes [4] or latex [5, 6] have also been investigated as protective layers for the development of high barrier packaging materials. These coating slurries improve considerably the barrier properties of papers. Nevertheless, its main and most attractive properties, i.e. sustainability and biodegradability, are then partially lost.
To overcome these issues, one idea consists in replacing synthetic polymers with more sustainable materials such as biopolymers [7]. Several biopolymers are nowadays investigated as paper-coating materials such as whey proteins [8, 9], chitosan [9–11], starch [12, 13] or alginates [14].
More recently, the development of nanocelluloses has offered a new alternative to the polymer coating. In particular, microfibrillated cellulose (MFC) has been used as coating slurry for paper and paperboard. In 1983, Herrick et al. [15] and Turbak et al. [16] discovered and patented the manufacturing process of MFC. As subdivision of cellulosic fiber, MFC has diameters in the range of 10–50 nm and length of several micrometers [17, 18]. Due to its nano-scale dimensions, its high aspect ratio, its entangled network and its intrinsic high mechanical properties, MFC showed a high reinforcing potential and was used in nanocomposites [17]. Then, its ability to form films interested many researchers as mechanical and barrier properties of MFC films are competitive with those of current good quality polymers films [19]. Even the coating of MFC and its combination with petro- and bio-polymers films showed its interest by increasing drastically the barrier properties of the initial films [20]. Unlike to these applications, the use of MFC with cellulosic materials has just started and still remains rare [21]. The first study relating to the MFC coating onto paper was investigated in 2009 [19]. A 1 wt% MFC suspension was deposited onto paper with dynamic sheet former. Coat weights between 2 and 8 g m−2 were reached by this process, but the authors highlighted the disorder and discontinuities of the MFC layers. The mechanical properties of the sheet were improved (increase by 28 % regarding the tensile strength) and the air permeance decreased drastically compared to initial sheet: from 6.5 × 104 to 360 nm Pa−1 s−1 with a coat weight of 8 g m−2. Using also a dynamic sheet former, Hult et al. [22] coated 0.1 wt% MFC suspension on base paper and reached a coat weight of 5 g m−2. They also decreased the air permeance by 98 % (e.g. from 49 to 0.752 nm Pa−1 s−1) compared to base paper. However, they obtained very high oxygen permeability values (>10,000 cm3 m−2 day−1) explained by a non-homogeneous MFC coating. To solve this problem of homogeneity, Aulin et al. [23] coated a 0.85 wt% MFC suspension with a rod coater and applied 6 different coats weights (up to a maximum of 2 g m−2). They obtained very low air permeance but also very good oil resistance, that they explained by the formation of continuous and homogenous films on paper surface. Using a similar coating process (rod coater and drying at room temperature), Nygårds et al. [24] developed MFC-coated papers for printing application. With also 6 g m−2 of MFC coat weight, an air permeance closed to 0 nm Pa−1 s−1 was reached with two kinds of MFC suspensions (one enzymatically pre-treated, the second carboxymethylated). Nevertheless, the improvement of printability was not concluded by using MFC in coating colors for offset printing. MFC showed yet its efficiency for flexography [25] and inkjet printing [26]. Interestingly another coating process has been used to coat MFC, the size press process. Compared to the dynamic sheet former and the rod coater, the size press is able to coat MFC on both sides of paper. For instance, no scientific papers deals with this process and only our conferences papers [27, 28] and one other conference [26] mentioned it. In this latter study, they coated between 3 and 6 g m−2 of MFC (at 3 wt%) on paper pre-treated with AKD. They focused on the improvement of ink spreading and printing density, but did not carry out mechanical and barrier tests.
Up to our knowledge, these studies are the only one relating to the MFC coating onto paper sheets. Our present work aims thus to compare and study the effect of two MFC coating processes, (i) the bar coating and (ii) the size press processes on the mechanical and barrier properties of coated samples (Fig. 1). Compared to the other studies, a 2 wt% MFC suspension has here been used. As the water content of the suspension is high (98 %), similar analysis are presented on corresponding water-treated papers to highlight the possible effect of process on the different properties.

Impact of MFC coating processes on the mechanical and barrier properties of paper samples
Experimental section
Materials
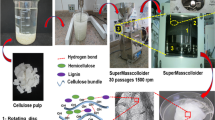
The MFC suspension was kindly supplied by the FCBA, the Technological Institute of Forestry, Cellulose, and Wood Construction (Grenoble, France). This suspension was produced from eucalyptus pulp, enzymatically pre-treated (during 2 h with an endoglucanase), and passed through a Microfluidizer® M-110EH-30 (four passes through the 200 nm chamber, five passes through the 100 nm chamber). The concentration was 2 % (w/w).
The base paper material was a calendered paper with a basis weight of 41 g m−2 made with non-bleached pulp. The base paper was produced using a pilot paper machine at the Laboratory of Pulp and Paper Science and Graphic Arts (LGP2, Grenoble, France). It was calendered off-line using a laboratory calendering machine at the LGP2.
According to the Bekk method (ISO 5627:1995), its smoothness value was 10 (±2) s (time required for the vacuum to drop from 50.7 to 48.0 kPa).
Methods
MFC suspension characterization
The suspension was observed using FE-SEM (Field Emission Scanning Electron Microscopy, Zeiss® Ultra-55, USA). It was spread onto a metal substrate using carbon tape, let dried two nights at room temperature and finally coated with a thin layer of gold (1–2 nm). The working distance was 5.5 mm for an accelerating voltage of 2.00 kV at a magnitude of ×20.00 K.
Light optical microscopy and Transmission Electron Microscopy (TEM) were used to evaluate the homogeneity of the MFC suspension obtained. For the light optical microscopy analyses, the suspension was directly diluted in the Congo red dye in proportion 1:10.
For the TEM analyses, the MFC suspension was first diluted with deionized water to 1/5000th and homogenized for 5 min using an ultrasound bath. One drop was spread onto a carbon coated grid previously exposed to a glow discharge. The suspension was observed using a Philips CM200 (France) TEM with an accelerate voltage of 80 kV.
The viscosity of MFC suspension was measured with a rotational rheometer (Anton Paar Physica MCR 301, Benelux). A parallel plate geometry type was selected for measurements and a constant temperature of 20 °C was established. The shear rates investigated were between 0 and 1000 s−1. One measurement consisted in the gradual increase followed by the gradual decrease of shear rate. An average of at least three duplicates was plotted to have a mean value of the viscosity as function of the shear rate.
Coating processes
Two different coating processes were used to deposit MFC suspension onto paper samples, (i) bar coating and (ii) size press process.
-
(i)
The MFC suspension at 2 wt% was coated onto paper samples (A4 format) with a bar coating process (Endupap, France). A 0.9 mm Mayer bar was used with a coating speed of 5 cm s−1. The coated papers were then dried with a contact drying system under tension at 105 °C for 3 min. These steps were repeated from 1 to 10 times in order to deposit 1–10 MFC layers onto paper samples.
Reference samples (water-treated papers) were obtained by impregnation of one side of the base paper in deionized water followed by drying under the same conditions described above. Reference samples were treated the same number of times as the MFC-coated samples.
-
(ii)
A “Labor Size Presse SP” (Mathis AG, Switzerland) was used and filled with the MFC suspension diluted at 1.6 wt%. Paper samples (A4 format) were pressed between the two rolls at 8 bars at a speed of 50 m min−1. Papers were then coated onto both sides and dried with a contact drying system under tension at 105 °C for 3 min. These steps were also repeated five and ten times to compare with the bar coating process. As reference samples, sized papers with deionized water were also prepared following the same conditions of pressure and speed.
Paper structure properties characterization
Each sample was maintained at a temperature of 23 °C, and a relative humidity (RH) of 50 % for at least 24 h before characterization.
The basis weight and MFC coat weights of samples were determined by weighing at least ten samples of 10 × 10 cm2 with a balance of ±0.001 g of precision. The data given is an average value of ten measurements.
The thickness was measured with a Lhomargy micrometer (±0.01 mm) and expressed as an average of at least five measurements for each 10 × 10 cm2 sample according to the standard ISO 534:2011. These values have also been checked with the Scanning Electron Microscopy (SEM) images of the cross-section of non-coated and coated papers by using a Quanta200® (The Netherlands). Cross-section and surface of base and coated papers were mounted onto a metal substrate covered with carbon tape to be analyzed with SEM. The back-scattered electron detector (BSE) was also used for coated papers surface. The working distance employed was 9.9 mm with a voltage of 12.5 kV at magnitudes of 100×, 400× for surfaces and 1200× for cross-sections.
Paper mechanical properties characterization
Each sample was maintained and tested at a temperature of 23 °C, and 50 % RH for at least 24 h before characterization.
The Young’s modulus of samples was determined following a method adapted from the standard ISO 1924-2/3. The paper samples were previously cut into strips of 15 mm wide and at least 150 mm in length. Using a Lorentzen & Wettre Tensile Tester, the speed was fixed at 100 mm min−1. The same device also allowed measurements of breaking length and elongation at break of each sample. At least five measurements were carried out to obtain an average value.
In the same standard conditions of temperature and humidity, the bending stiffness was measured with a Kodak stiffness tester (Lhomargy, ISO 5629). The result is here again based on at least five specimens cut in strips of 15 mm wide and at least 150 mm in length. The burst index (Adamel Lhomargy EC 0.5) was evaluated according to the standard ISO 2758/2759. Five measurements were done for each sample previously cut in square of 10 × 10 cm2 to obtain an average value.
Paper samples barrier properties characterization
Each sample was maintained at a temperature of 23 °C, and 50 % RH for at least 24 h before characterization.
The water absorption was measured following the Cobb 60 method (ISO 535). For each sample of about 4 cm2, at least five measurements were done to calculate an average value of the Cobb Index.
The air permeance tests were carried out with the system of Mariotte vases (ISO 5636) using a sample area of 2 cm2 and a vacuum of 2.5 kPa. The results were expressed as an average of at least five measurements.
The grease resistance was measured according to the Kit test (T559 cm-02), which is based on 12 different grease solutions numbered from 1 to 12. The number 12 represents the highest grease resistance (or Kit number). A paper is considered grease resistant if its Kit number is at least of 8. Each analysis was made at least five times for each sort of samples. An additional internal test was also carried out to better conclude on the dispersion and penetration of grease into the sample. This test consists in the painting of colored commercial oil onto the samples surface. The observation of the oil spreading over the sample was then possible by scanning the surface of the colored grease reported onto the sample, and increasing the contrast. The software ImageJ® was helpful to quantify the percentage of area effectively covered by the oil. At least two samples were tested.
Results and discussion
MFC characterization
The characterization of the MFC suspension (homogeneity, viscosity and dimensions) was carried out using different microscopic and rheological techniques.
Figure 2a shows a FE-SEM image of the MFC suspension. The mean value of the nanofiber diameter was measurable by an image analysis using the ImageJ® software. They present a diameter of about 61 ± 16 nm. This is in accordance with values from literature [29]. Their length, however, cannot be measured since the MFC forms a tight network not detectable at lower magnification. According to literature [17, 18], the length is estimated to be higher than 1 μm for MFC made from wood pulp with enzymatic pre-treatment. Unfortunately, this value is not enough accurate to check the quality of MFC and its homogeneity. In spite of several possibilities, no clear characterization is nowadays approved by the scientific community. Usually optical microscopy, visual inspection or viscosity measurements can be performed.

Characterization of the MFC suspension from eucalyptus pulp with four experimental techniques: a FE-SEM image of the dried MFC suspension at 2 wt%. b Picture of the suspension at 2 wt% from eucalyptus. c Light optical microscopy image of the colored MFC suspension (1:10 dilution in Congo red). d TEM image of the MFC suspension at 1:5000 dilution. The experimental techniques (b)–(d) were carried out to evaluate the homogeneity of the suspension obtained. The FE-SEM image allowed the measurement of the nanofiber diameter using the ImageJ® software
In our case, a visual inspection of the MFC suspension (Fig. 2b) firstly shows a homogeneous gel-like structure without any bigger fibers. In addition, light optical microscopy was carried out to evaluate the homogeneity of the suspension. The image obtained (Fig. 2c) shows the absence of large fibers and highlights the nanofiber aggregates (at high scale). TEM analyses also confirmed this homogeneity. Figure 2d shows a good distribution of the MFC.
In comparison to classical paper coating slurry [6, 7, 14], the MFC suspension is only made of water and microfibers without any additives or binders. The viscosity of this suspension has to be considered in order to confirm its ability to be coated. In this study, the MFC suspension used to coat the paper samples has a concentration of 2 wt%. Compared to the previous studies on MFC coating [23–25], this concentration is quite high for its use with the bar coating process (generally the used concentration is lower than 1 wt%), but low regarding its use with the size press process (3 wt%) [26]. However, depending on the sources and the treatment used to produce the MFC suspension, the viscosity is completely different whatever the concentration [30]. Besides, according to the study of Iotti et al. [30]., for viscosities higher than 100 Pa s, the MFC suspension would not be suitable for coating applications. The rheological behavior of the MFC suspension is still not well-known. In spite of recent studies on this topic [31], many different parameters could influence it such as: temperature [30], concentration [31], pulp origin [32], pH [33], salt concentration [34], charge density [33] or the nano-network stability under shearing [30]. The rheology of the MFC suspension used in this study was conducted and viscosities of 18,400 and 121 mPa s for shear rates of 10 and 1000 s−1 respectively were obtained (results not shown). These values are quite closed to those measured by Herrick et al. [15] for a 2 wt% MFC suspension (17,400 and 264 mPa s for shear rates of 10 and 1000 s−1, respectively), who concluded to a pseudoplastic behavior of the MFC suspension. This proves thus the shear-thinning effect of our MFC suspension, which makes it suitable for coating.
The shear thinning behavior was also concluded by Iotti et al. [30] and Luu et al. [26] who studied the rheology of the MFC suspension for coating it with size press.
The MFC suspension used in this study presents a closed rheological behavior to those of the previous works. It is thus able to be coated onto paper substrates.
Impact of two coating processes on samples structure properties
Two coating processes were chosen to coat the MFC suspension onto paper samples: bar coating and size press. The mechanism of both processes is completely different as shown in Fig. 1: (i) bar coating is used to coat onto only one side of the substrate compared to size press which gives the possibility to coat slurry onto both sides in once; (ii) a sized substrate is more compressed and subjected to higher pressure between the two rolls than a bar coated substrate. A clear difference is thus notified between each sample according to the coating processes. The MFC coat weights present first of all high discrepancy. Figure 3 shows the MFC coat weights measured for an increasing number of MFC layers for both coating processes. In the case of bar coating process, with one layer the sample only reached a MFC coat weight of about 2 g m−2 and was not homogeneously coated. To increase the coat weight without increasing the concentration of the MFC suspension, several MFC layers were coated one after the other dried. From 5 MFC coats, a coat weight of almost 7 g m−2 was reached and the surface of paper samples was entirely covered by the MFC as shown in Fig. 4. This figure highlights the coverage of paper surface with MFC by the means of BSE mode, which emphasizes the detection of fillers introduced into paper. With the microscopic tool, it is obvious that five and ten MFC layers deposited with bar coating completely covered the surface whereas it is not the case when size press is used (some fillers from papers are still detected and clearly observable with the SEM images at a magnitude of ×400).

Evolution of MFC coat weight (g m−2) as a function of an increasing number of MFC coats deposited with bar coating and size press processes

Surface SEM images (×100 and ×400) of the MFC-coated samples using BSE mode: base paper; ×5 and ×10 bar coated (BC) paper samples (BC ×5 MFC and BC ×10 MFC respectively); and ×5 and ×10 sized press (SP) paper samples (SP ×5 MFC and SP ×10 MFC respectively). Cellulosic parts are black and fillers of paper samples are represented by white spots
The same procedure was applied with the size press process. However, even with 5 MFC layers, the coat weight remains at 3 g m−2 and increases very slowly with the number of layers (4 g m−2 for 10 layers). One explanation resides in the size press mechanism: the two rolls apply pressure and the MFC suspension enters much deeper into the paper thickness. In order then to notify an evolution of the MFC coat weight, the inner structure of the substrate should be first entirely closed. Figure 5 highlights the MFC layers by showing the cross-section of each sample coated ten times. The bar coated samples present a well-defined and clear MFC layer of 17 ± 3 μm. The sized samples however do not reveal clearly the MFC layer even if they still remain perceptible onto the surface. Besides, according to bulk values, these samples are less dense than the bar coated substrates (Table 1). It confirms thus the previous explanation. The MFC suspension is made of 98 wt% of water. As the size press helps penetrating the suspension into the substrate structure, a major part of water will be introduced into paper thickness and will thus open it by destruction of fibers network. As a matter of fact the MFC coat weights of sized papers are about three times lower than those of bar coated samples, whereas thicknesses are quite closed (Table 1). Nevertheless, the thickness is a disputed parameter which must be reconsidered. Depending on the test carried out for its evaluation, the values can differ of almost 20 μm as shown the Table 1 by comparison of thickness values measured with either micrometer or SEM. The use of micrometer is standardized and gives a mean thickness value for a specific pressure and a specific contact surface. However, it will either stop its measurement to the highest roughness or because of the pressure the values are then usually overestimated compared to those determined by SEM images analyses. However, these latter do not consider an enough sample surface, and are thus limited by the sample dimension. This matter of fact has already been studied in detail by Chinga et al. [35]. In this study, we will consider the thickness values measured with micrometer according to paper and paperboard standards dealing with mechanical and barrier properties.

SEM images of the cross-section of base paper (1) and ×10 MFC-coated paper samples with (2) bar coating and (3) size press process. Ten MFC coats have been deposited on the samples (2) and (3)
To emphasize the significant role of water during the coating of MFC suspension, similar tests have been carried out only with water. Table 1 presents also the thickness of the water-treated papers. The values are quite similar to the corresponding MFC-coated papers. Compared to base paper, each thickness is consequently increased (from +18 to +31 %). This increase is thus mainly due to the effect of successive wetting and drying cycles. The water-treated papers will be consequently taken as references.
In conclusion, bar coating process confers a higher MFC coating than size press process (7 g m−2 vs. 3 g m−2 for five layers; see Fig. 3). Usually, paper substrate is considered well-coated for barrier applications from coat weight of about 8 g m−2. Accounting for the standard deviations, the samples coated five and ten times only will be studied next, taking as reference the five and ten times water-treated papers.
Mechanical properties of MFC-coated paper samples
The study of the properties of the MFC-coated papers highlights three main points: effects of the (i) coating process, of the (ii) successive wetting/drying cycles and of the (iii) MFC on the coated-papers mechanical properties. To our knowledge, no other studies have already discussed and compared these subjects together.
All the mechanical properties are summarized in Table 1.
Whatever the coating process used, the successive wetting/drying cycles impact negatively the Young’s modulus of the paper samples. The values of the water-treated papers are indeed lower than the value of the base paper. The water penetration into the web structure induced the substitution of H2O-to-cellulose bonds for cellulose-to-cellulose bonds. The fiber-to-fiber bonds were consequently destroyed by this treatment leading to a loss of material stiffness.
Although both coating processes weakened the paper samples stiffness, the decrease is slightly higher with the bar coating process (−36 against −30 % for size press process in machine direction). This result highlights the differences between both processes: the bar coating process is indeed able to coat a higher amount of slurry than the size press process. As a result, the paper degradation is more impacted by this coating process, but the effect of MFC will be also more significant.
An increase of the Young’s modulus is indeed observed with the addition of MFC. In machine direction, the coating of the MFC using the bar coating process induces an increase by 23 % in the case of five MFC coats, whereas a 6 % increase only is noticed using the size press process. In cross-direction, the enhancement of Young’s modulus is more considerable, especially with the bar coating process, which improves the modulus by 41 and 53 % with five and ten MFC coats respectively. The E-modulus improvement is thus more significant for the MFC bar coated samples because of the highest MFC coat weight deposited with this process. The addition of MFC leads also to an addition of fiber-to-fiber bonds, which explains the stiffness improvement.
Nevertheless, this mechanical property was damaged by both coating processes and the MFC coat weights reached were not sufficient to counterbalance this effect: the Young’s modulus values of the MFC-coated samples remain lower than the modulus of the base paper.
When considering the breaking length, a degradation of this property is also induced by the successive wetting/drying cycles. This is not as much considerable as the decrease of the Young’s modulus (maximum −20 %). Besides, accounting for the standard deviations, no clear impact of the coating process is deduced. The breaking length values of water-treated samples are quite similar for each fiber direction and whatever the treatments applied. Similarly, the addition of MFC does not improve clearly this mechanical property. The breaking length values of water-treated and MFC-coated samples are equal.
This conclusion can similarly be drawn as for the measurements of the tensile strength index (Table 1). The interfiber bonding is one of the most important factors contributing to the tensile strength property. The water treatment clearly decreases the tensile strength of papers, since the number of interfiber bonds was reduced. The MFC coating counterbalances slightly this negative impact by the addition of inter-nano-fiber bonds.
According to previous observations especially as regards the Young’s modulus, the elongation at break was increased further to the successive wetting/drying cycles.
Compared to base paper, the values of water-treated samples are indeed slightly higher in machine direction (maximum +25 %), whereas the values remain overall constant in cross-direction. The MFC coating does not induce a consequent improvement of this property, which is coherent with the variations of the Young’s modulus. An increase of Young’s modulus leads to a decrease of elongation, since the material becomes more rigid.
In cross-direction, the elongation at break is decreased for bar coated samples and increased for sized paper samples (up to 40 %). This can be explained by the differences between both coating processes. Using the bar coating process, a higher MFC coat weight is deposited. As a result, the ratio between the dried MFC and the water absorbed by the substrate is larger than the ratio measured using the size press. Although the MFC coat weight also increases with the increasing number of passes, the sized papers are mainly coated with water than with MFC. The E-modulus and the tensile strength are, as proof, decreased and similarly the elongation at break is increased since the material gains viscoelasticity.
In machine direction, the variations are not so obvious. The slight variations are linked to the variations observed with the E-modulus: an increase of the E-modulus leads to a decrease of the elongation at break. However, the increase of elongation is not as high as in cross direction, which is probably due to the shrinkage preserved in transverse direction during the successive drying/wetting cycles. After rewetting, the paper samples were dried under tension using a contact drying system: they were hold with a wire following their machine direction. Consequently, the shrinkage in transverse direction was preserved during the successive wetting/drying cycles, although the dimensions of the final paper samples (10 × 10 cm2) remained unchanged.
As a first conclusion of these discussions, the MFC does not improve drastically the mechanical properties of the paper samples, whatever the coating process used. By comparing with the base paper, each mechanical property studied was indeed damaged by the successive wetting/drying cycles, and the MFC did not counterbalance this effect.
These first results can be explained by three main reasons. Firstly, the MFC coat weights were maybe insufficient to bring better mechanical properties to the base paper. However, when considering the mechanical properties of the 5× MFC-bar coated samples with those of the 10× MFC-bar coated samples, the coating of 7 g/m2 more did not induce an improvement of the properties. A compromise has possibly to be found between the MFC coat weight and the quantity of water deposited onto the paper surface.
Secondly, in the case of the bar coating process, the MFC coating mainly remains onto the paper surface (Fig. 5). The suspension does not penetrate into the paper structure, and thus, its effect is barely noticeable during the tensile tests. In the case of the sized samples, the amount of MFC, which penetrated into the paper structure, is much lower than the quantity of water. As a result, the MFC-coated and water-treated paper samples have overall similar mechanical properties.
Finally, the consequent standard deviations highlight also a non-completely homogeneous coating of the MFC suspension. These heterogeneities induce the presence of areas with few MFC, and are also a consequence of the non-effective mechanical reinforcement.
As previously said, the MFC coating seems to be mainly located at the paper surface and especially with the bar coating process. The coating layer should thus affect the bending stiffness of the whole coated samples since the external layers usually undergo larger strain during bending compared to the internal layers.
The effect of the MFC coating was consequently evaluated by the measurement of the bending stiffness. Only the MFC-bar coated paper sample were studied since they own the highest MFC coat weight located onto the paper surface.
The bending stiffness of the water-treated and MFC-coated papers was compared. Figure 6 shows the values obtained in cross-direction, which highlights the obtained enhancement. By comparing with the bending stiffness of the base paper, the successive wetting/drying cycles does not impact the property. The value remains constant and equal to 0.03 mN m. This result is quite surprising to the extent that the thickness of the water-treated paper samples was increased by about 30 %, and consequently, the bending stiffness should also be increased proportionally. However, based on the previous discussion, the successive wetting/drying cycles clearly damaged the paper structure and despite the increased thickness, no improvement of the bending stiffness was achieved (Young’s modulus decrease). The increased thickness of the water-treated samples counterbalances this degradation, which induces a constant bending stiffness instead of a lower one.

Bending stiffness of water-treated and MFC-coated paper samples as a function of the number of treatment applied to the base paper. The results obtained in cross direction only are presented. Water was coated onto the paper surface by impregnation, and respectively, the bar coating process was used to coat the MFC suspension
As noticed before, the MFC coating offsets the negative effect of the successive wetting/drying cycles. The bending stiffness was similarly affected, and was increased by 67 % with 7 g m−2 of MFC, and again by 40 % with 7 g m−2 more. These results attest effectively that the MFC mainly remains onto the paper surface during the bar coating. The use of MFC shows thus its relevance as it enhances considerably the bending stiffness of both coated paper samples (as described above): with the MFC, the values indeed increase by 50–83 % (vs. 20–50 % with H2O) in machine direction and by about 67–133 % (vs. 0 % with H2O) in cross direction (Fig. 6). The MFC can thus ensure a good bending stiffness of paper samples, which might be useful for future end-use applications such as wrapping or printing.
The last mechanical property studied is the burst index (Table 1). The bursting strength and the tensile strength exhibit usually good correlation. Nevertheless, for two papers of equal tensile strength, which is almost the case here especially in cross-direction, the one with the greater elongation will exhibit the higher bursting strength. This phenomenon is observed for the water-treated samples. These samples have overall an increased bursting strength compared to the base paper, which is due to the improvement of the elongation. As described previously, the breaking length and the tensile strength index are quite similar and thus, do not influence the burst index values. The measurements are besides repeatable with a variation coefficient of about 4 %. On the contrary, values of MFC-coated samples are very disparate with variation coefficients varying from 8 to 22 %. The heterogeneity of the MFC-coating is the main explanation.
Nevertheless, in comparison with water-treated samples, it seems that the burst index is decreased or at best kept constant by the addition of MFC. Despite constant breaking lengths and slight variations of the elongation at break, the burst index values do not vary consequently. These results are not expected since the MFC network should reinforce the paper surface. The heterogeneity of the MFC layers is emphasized with the bursting strength test since no fiber direction is favored, and thus, explains these results.
According to the literature, Syverud et al. [19] were the first to study the elongation and the tensile strength of MFC-coated papers. They concluded on an improvement of mechanical properties from a MFC coat weight of 2–8 g m−2, but accounting for their standard deviations, the values obtained were quite closed. Moreover, their base paper was a handsheet made with a dynamic handsheet former. Their base paper had low mechanical properties. The positive impact of MFC was thus more obvious as we also concluded with a poster presented at the TAPPI conference in 2011 [27] dealing with the effect of MFC onto handsheet papers. The comparison of our results with literature highlights consequently the importance of the substrate and its influence on the end-use properties of the coated substrates. Regarding the other studies [22, 23, 25, 26, 36], the focus was rather on the barrier properties or printability and thus any results on the mechanical properties of MFC-coated papers were presented.
A new and significant point of this study is the comparison of all these properties with water-treated papers. These references have never been taken into account in the previous studies, and these first results show the relevance to consider these samples as references. Indeed, the successive wetting/drying cycles affect drastically the paper structure and its mechanical properties.
MFC-coated samples barrier properties
According to research about MFC films, [19, 37] this material presents very high barrier properties especially to gas. Although Aulin et al. [23] have associated a MFC coat to a MFC film, the barrier properties reached by the MFC-coated papers are however completely different and much lower than those reached by a film. In this study, different barrier properties (water, air, oxygen and grease) were carried out on the water-treated and MFC-coated papers. For each, the values were compared to the corresponding values of the MFC films in order to firstly better distinguish the behavior of MFC as films and as papers slurry, and secondly, to conclude on the effective use of MFC as coating slurry for cellulosic materials.
Regarding the water absorption, it is well known that cellulose is hydrophilic and thus the paper and the non-modified MFC suspension too. By coating the MFC onto the paper surface, the Cobb index measured was similar even with ten MFC layers: 61 ± 7 g m−2 for the base paper compared to 66 ± 4 and 67 ± 10 g m−2 for the 5× and 10× MFC bar coated samples, respectively. Although the MFC coat weights are higher for the bar coated samples, the Cobb index is the same for bar coated samples and for sized samples: 60 ± 8 and 62 ± 2 g m−2 for the 5× and 10× sized paper samples respectively. Nevertheless the values are higher than a MFC film produced with a handsheet former machine of about 44 g m−2 whom the Cobb index is about 10 g m−2. This can be explained by the fact that the paper used in this study is already very porous and water absorbent. Besides, during the coating process, the MFC does not make a network as tight as the network formed during the film process. Some researchers have indeed made hypothesis that the MFC films are continuous on their bulk [38] and so cannot absorb water anymore. However, in the case of MFC-coated cellulosic substrates, the MFC tends rather to slightly increase the water absorption of the material instead of improving its water resistance. This comparison gives first information on the structure of the layer: the MFC coating does not form a continuous layer on its bulk as it is with classical coating slurry such as latex. The MFC coating either presents strong heterogeneities or preserved the fiber entanglement of the MFC, and thus the nanoporous structure of the network.
The study of the air permeance brings further information as for the coating structure. It is the most affected barrier property by the MFC coating. The results are presented Fig. 7 and in Table 1. Whatever the coating process used, the water-treated paper samples have an increased air permeance compared to the base paper, whereas with the MFC coating, the air resistance of the substrates is improved drastically (Fig. 8). As matter of fact, the water-treatment damages the paper structure by opening the fiber web, which induces an increase of the air permeance: from 2678 to 6441 nm Pa−1 s−1 for 5× bar coated samples, and to 4210 nm Pa−1 s−1 for 5× sized paper samples (Table 1). When considering the thickness of the samples, each water-treated paper has a higher thickness compared to the base paper (+ 6 to 17 μm). This increase does not, however, influence much the air resistance of the substrates: an increase from 50 to 92 and to 98 nm Pa−1 s−1 μm−1 is calculated for the 5× and 10× bar coated samples; and for the 5× and 10× sized samples, an increase from 50 to 70 and 63 nm Pa−1 s−1 μm−1 is also determined.

Air permeance of water-treated and MFC-coated paper samples as a function of the number of treatments. The full histograms are related to water-treated and MFC-coated samples using bar coating process, respectively. The empty histograms correspond to water-treated and MFC-coated samples using size press, respectively

Topography of the MFC-coated paper samples obtained by AFM analysis. The samples were coated using the bar coating process. Different magnifications are represented: 10 × 10, 5 × 5, 3.3 × 3.3 and 1.1 × 1.1 μm2, from the left to the right respectively
With the addition of MFC, however, these values decrease by 90–97 % in the case of the MFC-bar coated paper samples (Fig. 7). A coat weight of 7 g m−2 is already quite enough to improve drastically the air resistance of the paper samples. Besides, the thickness of the water-treated and the MFC-coated samples are quite similar (Table 1), which clearly highlights the ability of the MFC coating to improve the air resistance of paper substrates. The MFC has thus closed the fiber web again, and has consequently counterbalanced the negative effect of successive wetting/drying cycles.
On the contrary, the air permeance values obtained for size-pressed papers show a different trend. With five MFC coats, unexpectedly, the value increases by 15 % compared to the water-treated samples. The high standard deviation (35 %) does not permit to really conclude on the right effect of the MFC coating. The permeance seems at this state more influenced by water, i.e. by the coating processes, than by MFC. However, with ten MFC coats (i.e. 4 g m−2), the air permeance decreases by 30 % compared to the water reference. This decrease remains slight by comparison with the drastic decrease obtained with the bar coated samples. Nevertheless, it even suggests a significant positive effect of MFC on the air resistance.
This analysis supports thus the previous hypothesis: the presence and preservation of the nanoporous MFC network onto the paper surface. The air permeance measured for neat MFC films is usually lower than the values measured in the case of MFC-coated papers. For example, Syverud et al. (19) measured air permeance lower than 10 nm Pa−1 s−1 for their neat MFC films, which is a very low value compared to those measured in this study. The MFC coating acts clearly not as a MFC film, mainly because of the presence of the paper substrate. The substrate will thus have an influence on the final barrier properties but also the quality and the types of MFC suspensions used.
The previous studies using rod coater to coat MFC onto cellulosic substrates presented, as a matter of fact, lower air permeance values. Aulin et al. [23] and Nygårds et al. [24] found air permeance values closed to 0 nm Pa−1 s−1 for less than 2 and 6 g m−2 of MFC respectively. In the first study, they used carboxymethylated MFC and different cellulosic substrates (kraft and greaseproof papers). These both substrates had an initial air permeance value much lower than the base paper of our study and their closest structure made easier a homogeneous surface coating. The highest air resistance seems to be brought by the sort of MFC, including the degree of refining, i.e. the particle size, and the charge density [23]. This conclusion was indeed confirmed by the work of Nygård [24], who compared the air permeance of cellulosic substrates coated with carboxymethylated MFC and enzymatically pre-treated MFC. For a MFC coat weight of 6 g m−2, the air permeance reached 0.6 nm Pa−1 s−1 with the modified MFC, compared to 130 nm Pa−1 s−1 with the enzymatically pre-treated one. This was due to the smaller length of modified MFC, their better homogeneity and the stronger hydrogen bonds formed by the COOH.
Finally, the presence of a nanoporous MFC network onto the paper surface was also confirmed by atomic force microscopy analyses. Figure 8 presents the topography of the samples coated using the bar coating process. At different magnifications, these pictures clearly highlight the tight nanofiber entanglement and the presence of a nano-network.
Consequently, the nanoporous MFC network preserved during the coating process allows the drastic improvement of the air resistance of the cellulosic material. It is worth noting that a better improvement could be obtained depending on the substrates chosen, the type and the quantity of MFC coated, as suggested and tested in literature.
In comparison to neat MFC films, as already mentioned, this network still remains quite “open”. It does not bring, indeed, an effective oxygen barrier property. The values measured were higher than 10, 000 cm3 m−2 day−1 kPa−1 for each MFC coated-sample (results not shown). This can be explained by the presence of some “nano-heterogeneity” in the MFC coating. When considering the AFM images (Fig. 8), the scale clearly underlines the nanoscale topography and some areas covered non-homogeneously. Because of the remaining “large” nanopores, the MFC was not able to block the oxygen molecule (diameter of 0.29 nm).
A similar conclusion can be drawn with the results of the grease resistance. Compared to Aulin et al. [23, 39], which studied for the first time the oil resistance of MFC-coated papers following the TAPPI T-454 standard, we do not assist to the formation of a film. In their study, they indeed concluded on the ability of the MFC coating to provide oil barrier properties to cellulosic materials due to its ability to seal pores of cellulosic substrate and to form a homogeneous and continuous film. Nevertheless, contrary to our present study, the MFC studied was modified (carboxymethylated) and the suspension was coated onto already barrier cellulosic substrates (coat weight of 2 g m−2), which explained the good grease resistance of their MFC-coated paper samples.
In this study, from a perspective of food-packaging application, the Kit test was chosen to measure the grease resistance of the samples (Table 1). The samples coated with bar coating process only were tested since they have the highest MFC coat weight. The increase of the MFC coat weight improves the grease barrier (from a Kit number 0 to 5), but the values remain insufficient compared to a polyethylene-coated paper (Kit number 12). This increase is mainly due to the nano-dimension and the web structure of the MFC. The biggest pores of the substrate were indeed sealed, but the nanopores, mainly added by coating, still remained and only slowed down the migration of oil through the paper samples. This conclusion was supported by the second grease test carried out (Fig. 9). Compared to the Kit test, a commercial colored oil was used to cover the paper samples. After scanning the paper samples, each file was analyzed with the ImageJ® software to determine the percentage of the paper surface area covered by oil after three minutes in contact with. The results highlight a progressive migration of oil as well as a non-homogeneous MFC coating (Fig. 9). More than the half area of the base paper was covered by oil (black dots on the picture). But with five MFC coats, the covered area decreases to a third. With ten MFC layers, only 14 % of the area was still greased. With the increasing number of MFC coats, the coating is more and more homogeneous and thus the grease barrier more efficient. Similar test was also carried out on water-treated samples. Compared to the base paper, the oil migration seems to be constant whatever the number of successive water treatments. 10 % of the paper surface only was prevented from being greased by the ten successive water treatments. The MFC coating shows thus its relevance: the more efficient grease barrier was obtained due to the presence of nano-fibers sealing pores.

Percentage of the paper surface (%) penetrated by the oil after 3 min in contact with the samples as a function of the number of MFC layers and corresponding water treatments. The oil migration is represented by the black dots on the pictures. The MFC suspension was coated using the bar coating process, and impregnation was used to coat water onto the paper surface
Among the barrier properties tested, only the air permeance was drastically influenced by the MFC coating. Due essentially to their nanometric scale, the MFC improved the air resistance of the paper substrates by sealing more and more the paper porosity. It is however necessary to point out that this improvement cannot be done without a sufficient MFC coat weight. Depending on the coating process and the structure of the base paper, this quantity will differ. In our study we can assume that from a MFC coat weight of 4 g m−2 the air permeance can be improved.
Conclusion
The effect of the MFC coating on mechanical and barrier properties of paper substrates was studied by comparing two different coating processes, the bar coating and the size press process. For a similar number of layers, a higher MFC coat weight was achieved using the bar coating process. However, the size press gives the possibility to coat the MFC suspension onto both sides of the substrate.
The effect of the MFC on the mechanical properties was not significant since the coating remained mainly onto the paper surface. As proof, only the bending stiffness was improved by 50 % in presence of the MFC coating. The impact of the MFC coating was however more relevant concerning the air permeance. From a MFC coat weight of 7 g m−2 achieved with the bar coating process, the permeance was decreased by 70 %. The positive effect of MFC was also highlighted with the consideration of specific references such as water-treated papers. The study of these references was necessary since the decrease of the mechanical properties was principally induced by the successive wetting/drying cycles.
To our knowledge, it is the first study in which a comparison between two MFC-coating processes is investigated. It proves first the difficulty to coat homogeneously the MFC suspension onto a paper substrate and secondly, the difficulty to reach a similar MFC coat weight with two different coating processes. The influence of the water content of the MFC suspension was also for the first time clearly studied and allowed a better understanding of the influence of the MFC coating on the final paper properties.
In conclusion, the improvement of the properties of cellulosic substrates will mainly be influenced by the kind of paper substrates and the type of MFC suspension. The quantity of MFC deposited will also impact the properties, but it is worth noting that a higher MFC coat weight will automatically induce a higher quantity of water.
Another use of the MFC coating should possibly be considered such as, for example, its use as drug delivery system.
References
Zhang Z, Britt IJ, Tung MA (2001) Permeation of oxygen and water vapor through EVOH films as influenced by relative humidity. J Appl Polym Sci 82(8):1866–1872
López-Rubio A, Lagarón JM, Hernández-Muñoz P, Almenar E, Catalá R, Gavara R, Pascall MA (2005) Effect of high pressure treatments on the properties of EVOH-based food packaging materials. Innov Food Sci Emerg Technol 6(1):51–58
Choi JO, Jitsunari F, Asakawa F, Park HJ, Lee DS (2002) Migration of surrogate contaminants in paper and paperboard into water through polyethylene coating layer. Food Addit Contam 19(12):1200–1206
Touey GP (1962) Petroleum wax for paper coatings. Kingsport, Tennessy Patent US 3,053,677
Wu Y, Duan H, Yu Y, Zhang C (2001) Preparation and performance in paper coating of silicone-modified styrene–butyl acrylate copolymer latex. J Appl Polym Sci 79(2):333–336
Duan H, Zhao C, Wu Y, Zhang Q, Wang S (1999) Performance in paper coating of styrene/acrylate copolymer latex. Polym Adv Technol 10(1–2):78–81
Khwaldia K, Arab-Tehrany E, Desobry S (2010) Biopolymer coatings on paper packaging materials. Comp Rev Food Sci Food Saf 9(1):82–91
Han J, Sp Salmieri, Le Tien C, Lacroix M (2010) Improvement of water barrier property of paperboard by coating application with biodegradable polymers. J Agric Food Chem 58(5):3125–3131
Gällstedt M, Brottman A, Hedenqvist MS (2005) Packaging-related properties of protein- and chitosan-coated paper. Packag Technol Sci 18(4):161–170
Kjellgren H, Gällstedt M, Engström G, Järnström L (2006) Barrier and surface properties of chitosan-coated greaseproof paper. Carbohydr Polym 65(4):453–460
Ham-Pichavant F, Sèbe G, Pardon P, Coma V (2005) Fat resistance properties of chitosan-based paper packaging for food applications. Carbohydr Polym 61(3):259–265
Fringant C, Rinaudo M, Gontard N, Guilbert S, Derradji H (1998) A biogradable starch based coating to waterproof hydrophilic materials. Starch 50(7):292–296
Yan Z, Liu Q, Deng Y, Ragauskas A (2005) Improvement of paper strength with starch modified clay. J Appl Polym Sci 97(1):44–50
Rhim J-W, Lee J-H, Hong S-I (2006) Water resistance and mechanical properties of biopolymer (alginate and soy protein) coated paperboards. LWT Food Sci Technol 39(7):806–813
Herrick FW, Casebier RL, Hamilton JK, Sandberg KR (1983) Microfibrillated cellulose: morphology and accessibility. J Appl Polym Sci 37:797–813
Turbak AF, Snyder FW, Sandberg KR (1985) Micro-fibrillated cellulose and process for producing it. Patent No. CH 648071 (A5)
Siró I, Plackett D (2010) Microfibrillated cellulose and new nanocomposite materials: a review. Cellulose 17(3):459–494
Siqueira G, Bras J, Dufresne A (2009) Cellulose whiskers versus microfibrils: influence of the nature of the nanoparticle and its surface functionalization on the thermal and mechanical properties of nanocomposites. Biomacromolecules 10(2):425–432
Syverud K, Stenius P (2009) Strength and barrier properties of MFC films. Cellulose 16(1):75–85
Fukuzumi H, Saito T, Iwata T, Kumamoto Y, Isogai A (2009) Transparent and high gas barrier films of cellulose nanofibers prepared by TEMPO-mediated oxidation. Biomacromolecules 10(1):162–165
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose—its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90:735–764
Hult EL, Iotti M, Lenes M (2010) Efficient approach to high barrier packaging using microfibrillar cellulose and shellac. Cellulose 17(3):575–586
Aulin C, Gällstedt M, Lindström T (2010) Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 17(3):559–574
Nygårds S, Aulin C, Ström G (2011) Nanocellulose in pigment coatings—aspects of barrier properties and printability in offset. Master‘s Thesis, Linköping University and Invenntia AB, Sweden
Hamada H, Beckvermit J (2010) Bousfield W D Nanofibrillated Cellulose with Fine Clay as a Coating Agent to Improve Print Quality. PaperCon 2010 Conference. Atlanta, USA, p 11
Luu T W, Richmond F, Bilodeau M, Bousfield WD (2011) Nano-fibrillated cellulose as a paper surface treatment for inkjet printing. In: 2011 TAPPI international conference on nanotechnology for renewable materials, Arlington
Lavoine N, Desloges I (2011) Bras J Impact of different coating processes of MFC on barrier and mechanical properties. TAPPI International Conference on Nanotechnology for Renewable Materials. Arlington, USA, p 38
Bardet R, Lavoine N, Desloges I, Belgacem MN, Bras J (2012) Barrier properties of specialty papers coated with microfibrillated cellulose: influence of base paper and coat weight. Paper presented at the 2012 TAPPI international conference on nanotechnology for renewable materials, Montreal
Pääkkö M, Ankerfors M, Kosonen H, Nykänen A, Ahola S, Österberg M, Ruokolainen J, Laine J, Larsson PT, Ikkala O, Lindström T (2007) Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules 8(6):1934–1941
Iotti M, Gregersen ØW, Moe S, Lenes M (2010) Rheological studies of microfibrillar cellulose water dispersions. J Polym Environ 19(1):137–145
Puisto A, Illa X, Mohtaschemi M, Alava MJ (2012) Modeling the viscosity and aggregation of suspensions of highly anisotropic nanoparticles. Eur Phys J C7-6 35(1):1–7
Rezayati Charani P, Dehghani-Firouzabadi M, Afra E, Shakeri A (2013) Rheological characterization of high concentrated MFC gel from kenaf unbleached pulp. Cellulose 20(2):727–740
Fall AB, Lindström SB, Sundman O, Ödberg L, Wagberg L (2011) Colloidal stability of aqueous nanofibrillated cellulose dispersions. Langmuir 27(18):11332–11338
Lowys MP, Desbrières J, Rinaudo M (2001) Rheological characterization of cellulosic microfibril suspensions. Role of polymeric additives. Food Hydrocoll 15(1):25–32
Chinga-Carrasco G, Yu Y, Diserud O (2011) Quantitative electron microscopy of cellulose nanofibril structures from Eucalyptus and Pinus radiata kraft pulp fibers. Microsc Microanal 17(4):563–571. doi:10.1017/S1431927611000444
Hamada H, Bousfield WD (2010) Nano-fibrillated cellulose as a coating agent to improve print quality of synthetic fiber sheets. In: TAPPI 11th advanced coating fundamentals symposium, Munich
Chinga-Carrasco G, Syverud K (2012) On the structure and oxygen transmission rate of biodegradable cellulose nanobarriers. Nanoscale Res Lett 7:192
Kulachenko A, Denoyelle T, Galland S, Lindström S (2012) Elastic properties of cellulose nanopaper. Cellulose 19(3):793–807
Aulin C (2009) Novel oil resistant cellulosic materials. Doctoral Thesis in Pulp and Paper Industry, KTH Chemical Science and Engineering, Stockholm
Acknowledgements
The authors would like to thank Sandra Tapin-Lingua (FCBA, France) for her supply in MFC suspension and the characterization of the suspension (FE-SEM, light optical microscope and TEM analyses), and also gratefully acknowledge Cécile Sillard (LGP2, France) for the AFM images of the MFC-coated paper samples and Dr. Karim Missoum (Start-up INOFIB, Grenoble, France) for the picture of the MFC suspension.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lavoine, N., Desloges, I., Khelifi, B. et al. Impact of different coating processes of microfibrillated cellulose on the mechanical and barrier properties of paper. J Mater Sci 49, 2879–2893 (2014). https://doi.org/10.1007/s10853-013-7995-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-013-7995-0