
Abstract
The influence of secondary carbides precipitation and transformation on the secondary hardening of laser melted high chromium steels was analyzed by means of scanning electron microscopy, transmission electron microscopy, and X-ray diffraction. The microstructure of laser melted high chromium steel is composed of austenite with supersaturated carbon and alloy elements and granular interdendritic carbides of type M23C6. Secondary hardening of the laser melted layer begins at 450 °C after tempering, and the hardness reaches a peak of 672HV at 560 °C and then decreases gradually. After tempering at 560 °C, a large amount of lamellar martensite was formed in the laser melted layer with a small quantity of thin lamellar M3C cementite due to the martensitic decomposition. The stripy carbides precipitating at the grain boundaries were determined to be complex hexagonal M7C3 carbides and face centered cubic M23C6 carbides. In addition, the granular M23C6 carbides and fine rod-like shaped M7C3 carbides coexisted within the dendrites. As a result, the combined effects of martensitic transformation, ultrafine carbide precipitations, and dislocation strengthening result in the secondary hardening of the laser melted layer when the samples were tempered at 560 °C.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
High chromium steels have been considered candidate materials for wear-resistance components in mining and materials industry because of their excellent abrasion resistance imparted by the hard eutectic alloy carbides present in the microstructure [1]. However, reticular brittle carbides precipitated along the grain boundaries (GBs) are quite stable and are difficult to change by heat treatment. The casting subjected to conventional heat treatment trends to crack due to the poor thermal conductivity of high chromium steels. Especially, the zonal distribution of carbides reduces ductility and limits the application of high chromium steels.
In recent years, advanced rapid solidification technologies such as surface melting employing laser beam and electron beam have been reported to be feasible routes for enhancing the surface properties of high carbon and alloy steels [2–6]. Among these surfacing techniques, laser surface melting (LSM) is the simplest and most economical treatment method. It does not involve change in the overall chemical composition and no additional precious metals are needed. Another advantage of LSM over conventional heat treatment is its capability for localized treatment of a selected part of a surface, leaving the other parts unaffected. Direct irradiation of a solid surface by a laser beam results in rapid melting and solidification with heating and cooling rates up to 104~108K/s. These rates promote mixing, rapid diffusion and the formation of amorphous and microcrystalline surface layers, which consequently improve mechanical performance of material surfaces. Furthermore, owing to the high cooling rates in LSM, traditional transformations are often inhibited, and instead the molten pool undergoes a non-equilibrium solidification process and a large amount of austenite forms [7, 8].
For many applications, the components are heat-treated prior to service. Especially, adopting the tempering treatment reduces cost and avoids distortion and fissuring of the casting [9]. Until now, several studies on the precipitation and transformation of secondary carbides in the as-cast high carbon and alloy steels have been performed [10–13]. Studies of the tempering behavior of the non-equilibrium microstructures after LSM are scarce, but they have shown that secondary hardening can be achieved and, more importantly, that the hardness and the secondary hardening temperature are higher than after conventional quenching and tempering treatments [14, 15]. Hence, before practical applications further studies of the hardening behavior of the laser melted steels are necessary.
This study aims to give a further insight into the microstructure in the laser melted layer subjected to tempering at the secondary hardening temperature, and to identify the influence of secondary carbides precipitation and transformation on the secondary hardening of laser melted high chromium steels subjected to tempering.
Experimental procedure
As-received high chromium steel with a chemical composition in wt%: 1.09C, 10.48Cr, 1.24Si, 0.53Mn, 0.56Ni, 1.04Mo, 0.39V, 0.031P, 0.017S, balance Fe, was machined to the rectangular shape of 50 × 20 × 10 mm. LSM was performed using a continuous wave CO2 laser, with argon as shielding gas to minimize oxidation. A laser power of 2.7 kW at the workpiece with a beam size of 3 mm in diameter and beam scanning velocity of 5 mm/s was used. After LSM, the specimens were tempered for 2 h at temperatures of 300–650 °C. For metallographic examination, cross-sections of specimens were polished and etched in 4% nital and in chloroazotic acid, respectively. The microstructure of specimens was observed by scanning electron microscopy (SEM) and transmission electron microscopy (TEM). The phases present in the laser melted and tempered layers were studied by X-ray diffraction (XRD). Vickers microhardness tests were performed with a load of 200 g.
Results and discussion
Microstructure of the laser melted layer
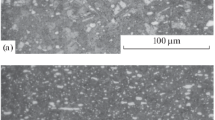
According to the previous work [16], the microstructure of the as-received high chromium steel essentially consists of tempered martensite and a significant quantity of M7C3 carbides, as shown in Fig. 1a. In the as-cast condition, the high alloy contents in high chromium steels inherently give rise to carbide segregation at the GBs and a coarse-grained microstructure by conventional casting processing. Consequently, the carbides reduce ductility since they constitute a favorable propagation path for the mechanical and thermal fatigue cracks [17].

a SEM micrograph of the as-received high chrome steel, b SEM micrograph of the laser melted layer at low magnification, c at high magnification
As shown in Fig. 1b, large brittle carbides were completely dissolved and dense ultrafine austenitic dendrites were formed in the melted layer. Ultrafine granular carbides at GBs can be seen at high magnification in Fig. 1c, which are revealed to be face centered cubic (FCC) M23C6 in the previous work [16]. In this and all similar examples to follow, the capital letter M refers to metallic elements that can form carbides. Typical carbide forming elements include, but are not limited to Fe, Cr, Mo, and V in this work. Furthermore, the austenite in the melted layer is strengthened by solid solution, dislocations, and ultrafine grains, which are likely to contribute to the relatively high hardness compared with the conventional austenite.
The XRD analysis of laser melted high chromium steel indicates that the microstructure of the melted layer is composed of austenite (Fig. 2). Actually, the mean lattice parameters of the FCC austenite phase amounts to 0.36206 nm with the precision level of 0.00001. Comparison of the experimentally determined d spacings with those given in the standard X-ray powder diffraction data indicates that the lattice parameters of austenite in the melted layer are greater than the normal lattice constant of austenite (0.3585 nm) [18]. The increase of the lattice parameter suggests that a significant dissolution of alloying elements, such as C, Cr, Mo, and V, commenced in the austenite. The existence of austenite may be attributed to the low martensite start (Ms) temperature, the high concentration of austenite stabilizing elements such as Cr, Mo, and V [19].

XRD patterns of the laser melted layer
Secondary hardening during tempering
Hardness curves of the laser melted layers after tempering at different temperatures are shown in Fig. 3. The whole process of secondary hardening can be described in the following four stages: (1) the hardness begins to ascend when tempered at 450 °C, (2) the hardness increases more quickly with tempering temperature higher than 500 °C, (3) the maximum hardness can be obtained after tempering at 560 °C, and (4) when the tempering temperature exceeds 600 °C, the hardness of the laser melted layer descends dramatically.

Hardness of the laser melted layer vs tempering temperature
Effect of phase transformation on the secondary hardening
Secondary carbides precipitation
According to XRD in Fig. 4, the laser melted layer appears to be a mixed martensite–austenite structure after tempering at 560 °C for 2 h, while no carbide peaks are found in XRD patterns due to the low weight percent of carbides. As shown in Fig. 5a, structural characteristics of the laser melted layer after tempering at 560 °C change dramatically compared with those shown in Fig. 1b. It could be noted that fine lamellar carbides are precipitated at the GBs with the thickness of approximately 200–500 nm as shown in Fig. 5b. However, it is difficult to confirm the style and structure of the precipitates by SEM.

X-ray diffractograms of the laser melted layer after tempering at 560 °C

a Optical micrograph at low magnification of the laser melted layer tempered at 560 °C, b SEM micrograph of carbides etched in chloroazotic acid
TEM examinations give more information on the secondary hardening carbides. According to the selected area electron diffraction (SAED) pattern in Fig. 6a, these stripy carbides at GBs are determined to be complex hexagonal M7C3 carbides (Fig. 6a, b) and FCC M23C6 carbides (Fig. 6c, d). In addition, the fine rod-like shaped M7C3 carbides (Fig. 7a, b) and the granular M23C6 carbides (Fig. 7c, d) coexist within the dendrites.

TEM micrographs of the stripy intragranular carbides a M7C3 carbides and b its SAED patterns, c M23C6 carbides and d its SAED patterns

TEM micrographs of carbides along the grain boundaries a fine rod-like shaped M7C3 carbides and b its SAED patterns, c granular M23C6 carbides and d its SAED patterns
Laser irradiation leads to the complete dissolution of M7C3 carbides, and during the subsequent cooling, the increase in the carbon and alloying elements concentration in the solid solution contributes to the greater mean lattice parameter than the normal lattice constant of austenite. As shown in Fig. 3, the austenite has a high tempering stability, while the following reasons can be speculated. (1) The alloying elements preclude solid state transformation of the austenite and inhibit the precipitation and growth of carbides [14]. (2) The alloying elements in the austenite change the size of the interstices of the grains and promote the diffusive activation energy of atoms [15]. These elements will precipitate from the austenite in the form of secondary carbides during tempering at 560 °C. This process is controlled by the diffusion of alloying elements such as Cr, Mo, and V within the austenite. According to the phase diagram of Fe–C–Cr [20], the complex hexagonal M7C3 carbide will precipitate from the austenite preferentially, and then the M7C3 carbides partially dissolved followed by the precipitation of the M23C6 carbides. Moreover, the another reason for the present of M23C6 carbides is speculated to the direct precipitation from the austenite, which is explained in terms of the good lattice matching between austenite and M23C6 carbides, decreasing the free surface energy and nucleation activation energy [13, 21].
Martensitic transformation
The TEM observation reveals lamellar cryptocrystalline martensite within the austenitic dendrites, as shown in Fig. 8. In addition, morphology and distribution of cementite (M3C) in the decomposed regions are illustrated in Fig. 9. As it is can be seen, the M3C carbides are distributed as some parallel rows, probably perpendicular to the lamellar martensite. In this particular case, the thin lamellar orthorhombic M3C cementite precipitate with a common orientation and the OR between M3C and martensite is deduced to be Bagaryatsky relationship: \( (100){\text{M}}_{3} {\text{C}}//(1\bar{1}0)\alpha^{\prime } \). It is important to note that thin lamellar M3C carbides perpendicular to the lamellar martensite are not the results of austenitic decomposition but those of martensite.

Cryptocrystalline martensite in the laser melted layer tempered at 560 °C a TEM micrograph, b the SAED patterns

Lamellar M3C precipitated inside martensite a TEM micrograph, b the SAED patterns
Austenite in the laser melted high chromium steel presents a very high dislocation density [15, 16, 22] and, as previously mentioned, it is largely supersaturated in alloying elements. Segregation of interstitial solute atoms to austenite dislocations and to dendritic interfaces contributes significantly to stabilizing austenite [14]. However, after the precipitation of secondary carbide M23C6, the depletion of carbon and chromium contents of matrix increased the Ms temperature of the austenitic matrix during subsequently cooling to ambient temperature. This caused more austenite transform to martensite during air cooling to ambient temperature. Also, the tempering of the laser melted layer, causing a residual stress relief of the material, may also contribute to destabilizing austenite [23] so that the austenite content in the matrix decreased. Both these factors are responsible for the secondary hardening at 560 °C. Consequently, in the laser melted tempered high chromium steels secondary hardening results simultaneously from the γ → α transformation and the precipitation of carbides within a refined microstructure.
Effect of substructure on secondary hardening
As illustrated in Fig. 10, high-density dislocations and stacking faults are observed within the retained austenite of laser melted layer after tempering at 560 °C. Recovery occurring during reheating caused the density of dislocations to decrease in some degree. However, the dislocations pinned by the precipitates were relatively stable [24]. Thus, the dislocation networks in the austenitic matrix were not completely eliminated by tempering at 560 °C, contributing to the strength of the laser melted high chromium steel. As a result, dislocation strengthening is another important factor for secondary hardening after tempering at 560 °C.

High-density dislocations inside austenite a TEM micrograph, b the SAED patterns
Conclusions
LSM of high chromium steel leads to the complete dissolution of brittle M7C3 carbides, and the melted layer consists of austenitic dendrites and interdendritic M23C6 carbides particles. The secondary hardening of the laser melted high chromium steel began at 450 °C after tempering; the hardness reached a peak of 672HV at 560 °C and then descended dramatically when the tempering temperature exceeded 600 °C. After tempering at 560 °C, a large amount of lamellar cryptocrystalline martensite was formed in the laser melted layer with a small quantity of thin lamellar M3C cementite due to the martensitic decomposition. The M7C3 and M23C6 carbides precipitating at GBs were determined to be stripy. In addition, the granular M23C6 carbides and fine rod-like shaped M7C3 carbides coexisted within the dendrites. Therefore, with secondary carbides precipitating from austenite and martensite forming, the hardness of the laser melted steel increases. Moreover, dislocation strengthening is another important factor for secondary hardening after tempering at 560 °C.
References
Tabrett CP, Sare IR (1998) Scr Mater 38:1747
Kac S, Kusinski J (2003) Mater Chem Phy 81:510
Colaco R, Pina C, Vilar R (1999) Scr Mater 41:715
Ivanov Yu, Matz W, Rotshtein V, Gunzel R, Shevchenko N (2002) Surf Coat Technol 150:188
Mei XX, Sun WF, Hao SZ, Ma TC, Dong C (2007) Surf Coat Technol 201:5072
Uglov VV, Anishchik VM, Astashynski VV, Stalmoshenok EK, Rusalsky DP, Cherenda NN, Rumyanceva IN, Askerko VV, Kuzmitski AM (2004) Surf Coat Technol 180–181:108
Colaco R, Gordo E, Ruiz-Navas EM, Otasevic M, Vilar R (2006) Wear 260:949
Abboud JH, Benyounis KY, Olabi AG, Hashmi MSJ (2007) J Mater Process Technol 182:427
Wang J, Sun ZP, Liu HH, Gao SJ, Shen BL, Huang SJ (2003) Foundry 52:1065 (in Chinese)
Tabrett CP, Sare IR (1997) Wear 203–204:206
Powell GLF, Bee JV (1996) J Mater Sci 31:707. doi:10.1007/BF00367889
Sun Z, Zuo R, Li C, Shen B, Yan J, Huang S (2004) Mater Charact 53:403
Radulovic M, Fiset M, Peev K, Tomovic M (1994) J Mater Sci 29:5085. doi:10.1007/BF01151101
Colaco R, Vilar R (1997) Scr Mater 38:107
Wu Run, Xie Chang-sheng, Hu Mulin, Cai Wei-ping (2000) Mater Sci Eng A 278:1
Li Meiyan, Wang Yong, Han Bin, Zhao Weimin, Han Tao (2009) Appl Surf Sci 255:7574
Li Zhou, Da-le Sun, Chang-sheng Liu, Qiong Wu (2006) J Iron Steel Res Int 13:49
Liu Hao-huai, Wang Jun, Shen Bao-luo, Yang Hong-shan, Gao Sheng-ji, Huang Si-jiu (2007) Mater Des 28:1059
Colaco R, Vilar R (2004) Mater Sci Eng A 385:123
Mlian PA, Rajasekhara HS (1986) J Mater Sci Lett 5:1292
Wang J, Zuo RL, Sun ZP, Li C, Liu HH, Yang HS, Shen BL, Huang SJ (2005) Mater Charact 55:234
Vilar R, Colaço R, Almeida A (1995) Opt Quant Electron 27:1273
Xie ZL, Liu Y, Hanninen H (1994) Acta Metallurgica et Materialia 42:4117
Wu HB, Jiang HT, Yang SW, Tang D, He XL (2007) Acta Metall Sin 20:313
Acknowledgement
The authors would like to acknowledge the supports from the Natural Science Foundation of Shandong Province (No. Y2006F4).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wang, Y., Li, M.Y., Han, B. et al. Influence of secondary carbides precipitation and transformation on the secondary hardening of laser melted high chromium steel. J Mater Sci 45, 3442–3447 (2010). https://doi.org/10.1007/s10853-010-4371-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-010-4371-1