
Abstract
In the article, the effects of Al–10Sr and Mg–10Sr master alloys on the grain refinement of AZ31 magnesium alloy, are compared and analyzed. The results indicate that adding Al–10Sr or Mg–10Sr master alloys to AZ31 magnesium alloy could effectively reduce its grain size, but the refinement efficiency of Mg–10Sr master alloys is higher than that of the Al–10Sr master alloys. In addition, for a given melt holding time, the refinement efficiency of the two master alloys respectively increase with Sr adding amount increasing from 0 to 0.1 wt%, and the increasing laws are similar. For a given Sr adding amount, the refinement efficiency of Al–10Sr mater alloy gradually increases with the melt holding time increasing from 20 to 80 min, but its changing is not obvious for the Mg–10Sr mater alloy. The difference of refinement efficiency for the Al–10Sr and Mg–10Sr master alloys might be related to the dissolution modes and rates of Al4Sr and Mg17Sr2 phases in the melt of AZ31 magnesium alloy.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
At present, the AZ series magnesium alloys have been widely applied in industrial production, but their mechanical properties and processing performances still could not meet the needs of some important parts in vehicles and other application fields. Therefore, a lot of ways are being investigated in the world in order to improve further the mechanical properties and processing performances of the AZ series magnesium alloys [1–4]. It is known that the grain refinement is an important method of elevating property and improving formability for magnesium alloys. Recent results indicated that Sr additions such as Al–Sr master alloys which have been widely used in industrial practice especially for the modification of Al–Si alloys, were thought as to be potential effective additions of grain refinement for Mg–Al series alloys [5–11]. For example, Srinivasan and Nam et al. [12, 13] reported that adding Al–10Sr master alloy to a Si-containing AZ91–Mg alloy appeared to refine the microstructure by promoting a finer grain size, and similar results were also obtained in AM50–Mg alloy and AZ91–Mg alloy by Zhao and Hirai et al. [14, 15]. In addition, Zeng and Chen et al. [16, 17] respectively reported that adding pure Sr and Al–10Sr alloy to AZ31–Mg alloy effectively reduced its grain size, and similar results were reported by other researchers [5, 6]. At present, the types of Sr additions added to magnesium alloys, mainly focus on the pure Sr and Al–Sr master alloy. The investigation about effects of other Sr additions on the grain refinement of magnesium alloys are very limited. In recent studies, we found that Mg–Sr master alloy is also an effective refiner in magnesium alloys. But up to now, the comparation about the efficiency of Al–Sr and Mg–Sr master alloys to grain refinement of magnesium alloys has not been reported. In order to provide an optimum choosing for the grain refinement of AZ31 magnesium alloy by adding Sr-containing master alloys, the effects of Al–10Sr and Mg–10Sr master alloys on the grain refinement of AZ31 magnesium alloy, especially the refinement efficiency of the two master alloys, are compared and analyzed in this article.
Experimental
The rods of commercial Al–10Sr master alloy which were prepared by traditional casting and subsequent extrusion at Changzhou Metal Materials Company Limited in China, was used to compare with Mg–Sr master alloy. The Mg–Sr master alloy was prepared from commercial pure Mg and Sr. The pure Mg was melted in a crucible resistance furnace and protected by a flux addition. When the melt temperature approximately reached 993 K, the pure Sr was rapidly added to the melt. After held at 1,023 K for 60 min, the melt was poured into a permanent moulds whose mould cavities are Φ20 × 90 mm. The chemical compositions of Mg–Sr master alloy obtained was listed in Table 1 As a reference, the chemical compositions of commercial Al–10Sr master alloy was also given in Table 1
The Al–10Sr and Mg–10Sr master alloys were used to refine the as-cast microstructure of AZ31magnesium alloy respectively. The refinement treatment was carried out in an electrical resistance furnace using a graphite crucible and protected by a flux addition. When the melt temperature approximately reached 1,013 K, the Al–10Sr or Mg–10Sr master alloys whose weight were calculated according to the Sr adding amount, 0.01, 0.05, and 0.1 wt%, were respectively added to the melt. After respectively held at 1,013 K for 20, 40, 60, or 80 min, the melt was poured into a permanent mould whose mould cavity is Φ20 × 90 mm. Table 2 showed the chemical compositions of parts of the experimental alloys treated by Al–10Sr and Mg–10Sr master alloys.
In order to show the crystal grains of AZ31 magnesium alloys clearly, the solid solution treatment of the obtaining castings were carried out at 688 K for 12 h and followed by water quenching. Furthermore, optical microscope samples of experimental AZ31 magnesium alloys were etched with a solution of 1.5 g picric, 25 mL ethanol, 5 mL acetic acid and 10 mL distilled water and then were examined using a Olympus optical microscope and JOEL JSM-6460LV type scanning electron microscope (SEM) equipped with Oxford energy dispersive X-ray spectrometer (EDS). The grain size was analyzed by the standard linear intercept method using a Olympus stereomicroscope. The phases in the experimental alloys were analyzed by D/Max-1200X type analyzer operated at 40 kV and 30 mA.
Results and discussion
Microstructure of AZ31 magnesium alloy
Figure 1 shows the as-cast and solutionized microstructures of AZ31 magnesium alloy untreated. At the same time, under the condition of Sr adding amount being 0.1% and melt holding time being 60 min, the optical microstructures of as-cast AZ31 magnesium alloy treated by the Al–10Sr and Mg–10Sr master alloys, are also showed in Fig. 2. In Fig. 1, it is found that the dendritic arm spacing and grain size of AZ31 magnesium alloy untreated, are big. However, after treated by the Sr-containing master alloys, the dendritic arm spacings and grain sizes decrease (seeing Fig. 2). Then it is believed that the Al–10Sr and Mg–10Sr master alloys could effectively refine the microstructures of AZ31 magnesium alloy. In addition, it is found from the Fig. 2 that the refinement efficiency of Mg–10Sr master alloy is higher than that of the Al–10Sr master alloy.

As-cast and solutionized microstructures of AZ31 magnesium alloys untreated: (a) as-cast, and (b) solutionized

As-cast microstructures of AZ31 magnesium alloys treated by the Al–10Sr and Mg–10Sr master alloys: (a) Al–10Sr alloy, and (b) Mg–10Sr alloy
Under the condition of Sr adding amount being 0.1% and melt holding time being 60 min, the SEM microstructures of as-cast AZ31 magnesium alloys treated by the Al–10Sr and Mg–10Sr master alloys, are showed in Fig. 3. These views show some insular particles (arrow A) and acicular particles (arrow B). According to the EDS analyses listed in Table 3, the insular and nubbly particles contain Al, Zn, and Mg. Obviously, the insular and nubbly particles are Mg17Al12 phases that are commonly observed in AZ31 magnesium alloy. The Mg–Al–Mn, Al–Mn and Mg20Al20Mn5Sr phases reported by Zeng et al. [16], are not found in the investigation of this article. Considering that the Mg17Al12 phases do not cause the formation of any new phases containing Sr, the effects of these phases on the grain refinement are neglected in this article.

SEM images of as-cast AZ31 magnesium alloys treated by the Al–10Sr and Mg–10Sr master alloys: (a) Al–10Sr alloy, and (b) Mg–10Sr alloy
For a given melt holding time or Sr adding amount, the effects of Sr adding amount and melt holding time on the macrostructures and average grain sizes of AZ31 magnesium alloys treated by Al–10Sr and Mg–10Sr master alloys are showed in Figs. 4–6. According to the Figs. 4–6, the experimental results obtained from the Figs. 1 and 2 could be further confirmed quantitatively. In addition, it is also found from the Fig. 6 that with the Sr adding amount increasing from 0 to 0.1%, the refinement efficiency of Al–10Sr and Mg–10Sr master alloys respectively increase, and the increasing laws are approximately similar. However, with the melt holding time increasing from 20 to 80 min, the different changing laws for refinement efficiency of Al–10Sr and Mg–10Sr master alloys are observed. The refinement efficiency of Al–10Sr mater alloy increases gradually. Oppositely, the changing of refinement efficiency for Mg–10Sr mater alloy is not obvious.

Effects of Sr adding amount on the macrostructure of AZ31 magnesium alloy under the melt holding time being 60 min: (a) untreatment, (b) and (e) 0.01 wt% Sr; (c) and (f) 0.05 wt% Sr; (d) and (g) 0.1 wt% Sr; The diameter of each polished section is ∼25 mm

Effects of melt holding time on the macrostructure of AZ31 magnesium alloy under the Sr adding amount being 0.1 wt%: (a) and (e) 20 min, (b) and (f) 40 min, (c) and (g) 60 min, (d) and (h) 80 min; The diameter of each polished section is ∼25 mm

Effects of Sr adding amount and melt holding time on average grain sizes of AZ31 magnesium alloy: (a) Sr adding amount, and (b) melt holding time
To clearly reveal the grain boundaries in the AZ31magnesium alloy treated by Al–10Sr and Mg–10Sr master alloys, a solution heat treatment was applied, and the solutionized microstructures are shown in Fig. 7. In Fig. 7, many second phase particles are clearly observed. Obviously, these second phase particles are the remnant Mg17Al12 phases. In addition, to confirm whether grain growth occurs during the solid solution treatment, the grain size of the solutionized alloys are measured and compared to Fig. 6, only slightly larger than that of the as-cast alloys, indicating that the solid solution treatment caused little grain growth.

Solutionized microstructures of AZ31 magnesium alloy treated by the Al–10Sr and Mg–10Sr master alloys: (a) Al–10Sr alloy, and (b) Mg–10Sr alloy
Discussion
In general, the grain refinement in industrial applications usually involves adding nucleants and solute elements, and the effect of a solute element on grain refinement is explained in terms of the growth restriction factor GRF (Eq. (1)) [5, 6, 16]. At the same time, according to the research results obtained by Lee and Gruzleski [5, 6], the solid solubility of Sr in magnesium is relatively limited (about 0.11 pct) [16], and thus rapid enrichment of Sr in the liquid ahead of the growing interface will restrict the grain growth during solidification. So the mechanism of grain refinement by Sr in magnesium alloys is mainly believed to be the GRF mechanism. Bigger the GRF value is, then higher the refinement efficiency of Sr in magnesium alloys is.
where m i is the slope of the liquidus line, c 0i is the initial concentration of element i, k i is the partition coefficient. Under the experimental condition of this article, i are Al, Zn, and Sr elements respectively. According to the reference [16], m Al = −6.87; m Zn = −6.04; m Sr = −3.53; k Al = 0.37; k Zn = 0.12; k Sr = 0.006; c 0Al, c 0Zn, and c 0Sr of parts of the experimental alloys are listed in Table 2.
Figure 8 shows the microstructures of Al–10Sr and Mg–10Sr master alloys. As shown in Fig. 8, the Al–10Sr master alloy is composed of α-Al and Al4Sr phases, the Mg–10Sr master alloy is composed of α-Mg and Mg17Sr2 phase. It is well known that the Al4Sr phases in Al–10Sr master alloy is a body centered tetragonal structure (DI3 type with a = 4.46 nm and c = 11.07 nm) [18], the Mg17Sr2 phases in Mg–10Sr master alloy is a hexad structure (Ni17Th2 type with a = b = 10.468 nm and c = 10.300 nm) [19], the α-Mg phase is a Hexagonal Close-Packed crystal structure with a = 0.320 nm and c = 0.520 nm [20]. Obviously, the Al4Sr and Mg17Sr2 phases could not directly influence the grain refinement unless the free Sr could be obtained by the dissolution of Al4Sr and Mg17Sr2 phases.

Optical microstructures of the Al–10Sr and Mg–10Sr master alloys: (a) Al–10Sr alloy, and (b) Mg–10Sr alloy
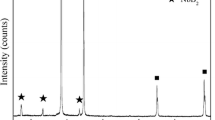
In this article, considering when the Al–10Sr and Mg–10Sr master alloys are used to refine the microstructure of AZ31 magnesium alloy, the treatment conditions such as melt treatment temperature, holding time and Sr adding amount (seeing Table 2) are same. Then if the initial concentration of free Sr in the melt of AZ31 magnesium alloys treated by Al–10Sr and Mg–10Sr master alloys were equal, the GRF values should be approximately equal according to the Eq. (1). Accordingly, the refinement efficiency of the two master alloys should be similar according to the GRF mechanism. However, the deducing conclusion does not agree with actual situation. Then it is inferred that the initial concentration of free Sr in the melt of AZ31 magnesium alloys treated by Al–10Sr and Mg–10Sr master alloys, could be different. Considering that the melt point of Al4Sr and Mg17Sr2 phases are 1,313 and 879 K respectively [19], so for a given melt treatment temperature of 1,013 K in this article, the obtaining modes of free Sr for Al–10Sr and Mg–10Sr master alloys in the melt of AZ31 magnesium alloy should be different. The free Sr could be obtained by the dissolution and melting of Mg17Sr2 phases for Mg–10Sr master alloy. Oppositely, the free Sr could be only obtained by the dissolution of Al4Sr phases for Al–10Sr master alloy. Obviously, the obtaining rate of free Sr resulted from the Mg17Sr2 phases dissolution and melting, is quicker than that of Al4Sr phases dissolution. In addition, according to the results obtained by Zhang et al. [8, 10], the effect of morphology and size of Al4Sr phase on its dissolution rate is obvious, thereinto high dissolution rate could be obtained for finer Al4Sr phase in Al–Sr master alloys. In Fig. 8, the Al4Sr phases in Al–10Sr master alloy mainly exhibit coarse block shape. Obviously, the dissolution rates of these Al4Sr phases with coarse block shape are slower. This conclusion can be further confirmed from Fig. 9. Figure 9 shows the XRD results of as-cast AZ31 magnesium alloys treated by the Al–10Sr and Mg–10Sr master alloys under the condition of Sr adding amount being 0.1% (actual Sr content <0.1% in Table 2 ) and melt holding time being 60 min. Although the Al4Sr phase is not found in the EDS result of as-cast microstructure for AZ31 magnesium alloy treated by the Al–10Sr master alloy, it is detected in Fig. 9a. Considering that small amounts of strontium (Sr <0.1%) do not cause the formation of any new phases in the microstructure of magnesium alloy [14], it is inferred that the Al4Sr phases in the Al–10Sr master alloy do not completely dissolve into the melts of AZ31 magnesium alloy. Then the undissolved Al4Sr phases are detected in Fig. 9a. Oppositely, the Mg17Sr2 phases in the Mg–10Sr master alloy could completely dissolve and melt into the melt of AZ31 magnesium alloy thus are not detected in Fig. 9b.

XRD results of as-cast AZ31 magnesium alloys treated by the Al–10Sr and Mg–10Sr master alloys under the condition of Sr adding amount being 0.1% and melt holding time being 60 min: (a) Al–10Sr alloy, and (b) Mg–10Sr alloy
According to the above, when the treatment conditions such as melt treatment temperature, holding time and Sr adding amount are same, the concentration of free Sr in the AZ31 magnesium alloy melt treated by Mg–10Sr master alloy is higher than that of the AZ31 magnesium alloy melt treated by Al–10Sr master alloy. According to the GRF mechanism, the GRF value for Mg–10Sr master alloy is bigger. Accordingly, the refinement efficiency of Mg–10Sr mater alloy to AZ31 magnesium alloy is higher than that of Al–10Sr master alloy.
In the melt of AZ31 magnesium alloy investigated, for the given Al–10Sr and Mg–10Sr master alloy, when the melt holding time keeps a constant, the amount of Al4Sr and Mg17Sr2 phases increase with Sr adding amount increasing. Accordingly, the amount of free Sr and the GFR value would increase. So as shown in Fig. 6a, with the Sr adding amount increasing, the refinement efficiency increases. However, when Sr adding amount keeps a constant, the dissolution time of Al4Sr phases increase with melt holding time increasing. At the same time, considering that the dissolution of Al4Sr phases is an continuous process and relatively slow, the increasing of free Sr amount and GFR value are a gradual process. Oppositely, due to the low melting point and fine size of Mg17Sr2 phase, they would completely dissolve and melt into the melt of AZ31 magnesium alloy in a short time, then the concentration of free Sr and GFR value would keep a constant approximately. So as shown in Fig. 6b, with the melt holding time increasing, the refinement efficiency of Al–10Sr master alloy increases gradually, the changing of refinement efficiency for Mg–10Sr mater alloy is not obvious.
Conclusions
Adding Al–10Sr or Mg–10Sr master alloys to the AZ31 magnesium alloy could effectively reduce its grain size, but the refinement efficiency of Mg–10Sr master alloys is higher than that of the Al–10Sr master alloys. In addition, for a given melt holding time, the refinement efficiency of the two master alloys respectively increase with Sr adding amount increasing from 0 to 0.1%, and the increasing laws are similar. However, for a given Sr adding amount, the refinement efficiency of Al–10Sr mater alloy gradually increases with the melt holding time increasing from 20 min to 80 min, but its changing is not obvious for the Mg–10Sr mater alloy. The difference of refinement efficiency for the Al–10Sr and Mg–10Sr master alloys might be related to the dissolution modes and rates of Al4Sr and Mg17Sr2 phases in the melt of AZ31 magnesium alloy.
References
Luo AA (2004) Inter Mater Rev 49:13
Yang MB, Pan FS, Zhang J, Zhang J (2005) Mater Sci Forum 488–499:923
Pan FS, Yang MB, Zhang DF (2005) Mater Sci Forum 488–499:413
Pan FS, Yang MB, Ma YL, Cole GS (2007) Mater Sci Forum 546–549:37
Lee S, Lee SH, Kim DH (1998) Metall Mater Trans 29A:l22l
Aliravci CA, Gruzleski E, Dimayuga FC (1992) AFS Trans 100:353
Gruzleski JE, Aliravci CA (1992) Low porosity, fine grain sized strontium-treated magnesium alloy casting [P]. US patent, NO5143564
Zhang ZH, Bian XF, Wang Y (2002) J Cryst Growth 243:531
Zhang ZH, Bian XF, Wang Y (2002) Mater Res Bull 37:2303
Qi XG, Bian XF, Wang Y (2000) Foundry (in Chinese) 49:321
Martinez JD, Cisneros MA, Valtierra S (2005) Scr Mater 52:439
Srinivasan A, Pillai UT, Swaminathan J, Das SK, Pai BC (2006) J Mater Sci 41:6087, DOI: 10:1007/s10853-006-0643-1
Nam KY, Song DH, Lee CW (2006) Mater Sci Forum 510–511:238
Zhao P, Wang QD, Zai CQ, Zhu YP (2007) Mater Sci Eng 444A:318
Hirai K, Somekaw H, Takigaw Y (2005) Mater Sci Eng 403A:276
Zeng XQ, Wang YX, Ding WJ (2006) Metall Mater Trans 37A:1333
Chen RJ, Tang AT, Yang MB, Pan FS (2007) Mater Sci Forum 546–549:183
Bai J, Sun YS, Xun S (2006) Mater Sci Eng 419A:181
Liu XL, Peng XD, Xie WD, Wei QY (2005) Mater Sci Forum 488–499:31
Banerji A, Reif W (1994) J Mater Sci 29:1958, DOI: 10.1007/BF00351320
Acknowledgements
The present work was supported by both the High-tech Research and Development Program of China (863) (No. 2001AA331050) and Chongqing Science and Technology Commission (No. 2006AA4012-9-6).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Yang, M., Pan, F., Cheng, R. et al. Comparation about efficiency of Al–10Sr and Mg–10Sr master alloys to grain refinement of AZ31 magnesium alloy. J Mater Sci 42, 10074–10079 (2007). https://doi.org/10.1007/s10853-007-2035-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-007-2035-6