
Abstract
During the past decade, fabrication of bulk nanostructured metals and alloys using severe plastic deformation (SPD) has been evolving as a rapidly advancing direction of nanomaterials science and technology aimed at developing materials with new mechanical and functional properties for advanced applications. The principle of these developments is based on grain refinement down to the nanoscale level via various SPD techniques. This paper is focused on investigation and development of new SPD processing routes enabling fabrication of fully dense bulk nanostructured metals and alloys with a grain size of 40–50 nm and smaller, namely, SPD-consolidation of powders, including nanostructured ones, as well as SPD-induced nanocrystallization of amorphous alloys. We also consider microstructural features of SPD-processed materials that are responsible for enhancement of their properties.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recent years have seen growing interest in developing severe plastic deformation (SPD) processing to fabricate bulk nanostructured metals and alloys with unique properties [1–4]. This approach is based on SPD which is defined as a metal forming method under an extensive hydrostatic pressure that may be used to impose a very high strain on a bulk solid without the introduction of any significant change in the overall dimensions of the sample and having the ability to produce exceptional grain refinement [4]. SPD-produced nanomaterials are fully dense and their large geometric dimensions make it possible to perform thorough mechanical tests, and this is attractive for efficient practical applications. Fabrication of bulk nanostructured materials by severe plastic deformation is becoming one of the most actively developing areas in the field of nanomaterials [5–7]. SPD materials are viewed as advanced structural and functional materials of the next generation of metals and alloys.
Today, SPD techniques are emerging from the domain of laboratory-scale research into commercial production of various ultrafine-grained materials. This change is manifested in several ways. First, it is characterized by the fact that not only pure metals are investigated, but also commercial alloys for various applications; second, by developing several approaches to enhance properties of ultrafine-grained metals and alloys. This paper considers these new trends in SPD processing and highlights some recent results on these developments. We also report here recent results on finding new SPD processing routes used to produce bulk ultrafine-grained materials with a small grain size refined down to a typical nanorange of 40–50 nm and less.
Enhanced properties in SPD-produced nanomaterials
It is well known that grain refinement promotes mechanical strength, and thus one can expect ultrafine-grained materials to possess very high strength. Moreover, introduction of a high density of dislocations in SPD-processed nanometals may result in even greater hardening.
During the last decade it has been widely demonstrated that a major grain refinement, down to the nanometer range, may lead to a very high hardness in various metals and alloys but nevertheless these materials invariably exhibit low ductility under tensile testing [8, 9]. A similar tendency is well known for metals subjected to heavy straining by other processes such as rolling, extrusion or drawing. Strength and ductility are the key mechanical properties of any material but these properties typically have opposing characteristics. Thus, materials may be strong or ductile but they are rarely both.
The reason for this dichotomy is of a fundamental nature. As discussed in more detail in [10], the plastic deformation mechanisms associated with the generation and movement of dislocations may not be effective in ultrafine grains or in strongly-refined microstructures. This is generally equally true for SPD-processed materials. Thus, most of these materials have a relatively low ductility but they usually demonstrate significantly higher strength than their coarse-grained counterparts. Despite this limitation, it is important to note that SPD processing leads to a reduction in the ductility which is generally less than in more conventional deformation processing techniques such as rolling, drawing and extrusion. For example, experiments were conducted to compare the strength and ductility of the 3004 aluminum alloy processed by equal-channel angular pressing (ECAP) and cold-rolling [11]. As illustrated by the data plotted in Fig. 1, the yield strength increased monotonically with the increasing equivalent strain imparted into the alloy by either cold rolling or ECAP [12]. However, it is apparent also that the overall ductility exhibits different trends for these two processing, methods. After one ECAP pass, equivalent to a strain of ∼1, the elongation to failure or the ductility of the alloy decreases from ∼32% to ∼14%. However, there is no additional reduction in the ductility with additional ECAP passes and therefore with the imposition of even larger strains. By contrast, cold-rolling decreases the ductility by a similar magnitude initially but thereafter the ductility continues to decrease with increasing rolling strain although at a slower rate. Consequently, it has been concluded that processing by ECAP leads ultimately to a greater retention of ductility than conventional cold-rolling.

A comparison of yield strength and ductility for an Al-3004 alloy processed by cold-rolling or ECAP [12]
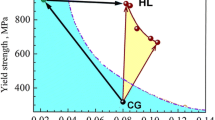
In this connection, recent findings of extraordinary high strength and ductility in several bulk ultrafine-grained metals produced by severe plastic deformation are also of special interest (Fig. 2) [7, 13–16]. Let us consider in detail the different approaches that were used in these investigations.

Strength and ductility of the nanostructured metals compared with coarse-grained metals. Conventional cold rolling of copper and aluminium increases their yield strength but decreases their ductility. The two lines represent this tendency for Cu and Al and the % markings indicate a percentage on rolling. In contrast, the extraordinarily high strength and ductility of nanostructured Cu and Ti clearly set them apart from coarse-grained metals [13]
A key to meeting the ductility challenge is to use stabilizing mechanisms to overcome the instabilities that threaten the tensile elongation of SPD-processed nano-metals and alloys [17, 18]. The stabilizing strategies that the various researchers have come up with to combat the unstable deformation are, for the most part, rooted in two types of mechanisms: strain hardening and strain-rate hardening [18]. These, as in conventional metallic materials, prevent the concentration of plastic deformation in local regions that would otherwise experience excessive deformation to induce failure.
Strain hardening is typically associated with a dislocation accumulation. Several ways (strategies) have been reported effective in blocking and storing dislocations inside grains and consequently improve strain hardening rate [19].
Wang et al. [15] created a nanostructured copper by rolling the metal at low temperature—the temperature of liquid nitrogen—and then heating it to around 450 K. The result was a ‘bimodal’ structure of micrometre-sized grains (at a volume fraction of around 25%) embedded in a matrix of nanocrystalline grains. The material showed extraordinarily high ductility, but also retained its high strength. The reason for this behavior is that, while the nanocrystalline grains provide strength, the embedded larger grains stabilize the tensile deformation of the material. Other evidence for the importance of grain size distribution comes from work on zinc [20], copper [21], and aluminium alloy [22]. What is more, the investigation of copper [21] has shown that bimodal structures can increase ductility not only during tensile tests, but also during cyclic deformation. This observation is important for improving fatigue properties.
Another approach suggested recently [9, 14] is based on formation of second-phase particles in the nanostructured metallic matrix, which modify shear-band propagation during straining, thereby increasing the ductility. However, a systematic study of both hard and soft second-phase particles with varying sizes and distributions is required here, to allow mechanical properties to be optimized.
The third approach is to use nanoscale twins in lieu of the nanograins for strengthening. The reasons for doing so were discussed recently [23, 24]. It has been argued that a coherent twin boundary, while not much of a defect in terms of interface (grain boundary) energy, is very effective in blocking dislocations to require high stresses for slip transmission across this special grain boundary. Meanwhile, the twin boundaries do not encourage dynamic recovery as general high-angle grain boundaries or dislocation cells do.
The next approach, using transformation-induced plasticity (TRIP), is well established for conventional metals and alloys. It seems that TRIP is operative in ultrafine grains a few hundred nanometers in size [25, 26], albeit at relatively high flow stresses. In tensile deformation, strain-induced martensitic transformation was reported in ultrafine TiNi alloys, at a rate similar to that in its coarse-grained counterpart so that the strain-hardening rate is also almost identical [27, 28].
Using SPD processing by high pressure torsion at room temperature, TiNi alloys can be transformed to an amorphous state and by further annealing to an ultrafine-grained structure with an extremely small grain size of ∼20–30 nm [27, 28]. Such a nanocrystalline structure has a strong influence on the kinetics of the martensitic transformation and on the functional properties of the TiNi alloys [29]. However, these alloys cannot be processed by ECAP at room temperature due to their low deformability and accordingly several reports have appeared describing the fabrication of ultrafine-grained alloys using ECAP at elevated temperatures [28, 30].
The materials under these recent studies, the Ti49.8Ni50.2 and Ti49.4Ni 50.6 alloys, have temperatures for the martensitic transformation, M s , equaling 75–80 °C. The initial condition was a quenched state with water quenching at 800 °C for 1 h. In this condition, the microstructures of the alloys consisted of polyhedral grains with a mean grain size of ∼80 μm.
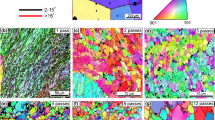
Processing by ECAP leads to considerable microstructural refinement and the formation of an ultrafine-grained structure refined down to ∼250 nm after ECAP through 8 passes at 450 °C. This microstructure is illustrated in Fig. 3 and the UFG structure is thermally stable during annealing at temperatures up to 500 °C [31].

Microstructure of the Ti49.8Ni50.2 alloy on the transverse section after ECAP at 450 °C for 8 passes [31]
By comparison with the initial coarse-grained state, processing by ECAP leads to a considerable change in the mechanical properties of TiNi alloys including increases in the coefficient of strain hardening, the yield strength and the ultimate strength. For example, the ultimate strength, σ B, of the Ti49.8Ni50.2 alloy increases with increasing numbers of ECAP passes at a temperature of 450 °C and reaches a maximum value of 1250 MPa after 8 passes while the yield strength increases by more than two times reaching a maximum of 1150 MPa. These results are shown in Fig. 4 and it is important to emphasize that the maximum ultimate strength is 30% higher and the yield strength is two times higher than in the initial coarse-grained state [31]. Additional annealing after ECAP at a temperature of 500 °C for 1 h associated with some microstructure recovery without any grain growth leads to an increase in ductility, with values of elongation to failure δ up to ∼50% and only a minor change in the strength properties (Curve 2, Fig. 4). Such high strength and ductility in the UFG alloy are attributed to strain-induced martensite transformation that could be observed at the beginning of straining. Tensile tests at elevated temperatures suppressed the martensite transformation, and there was observed a decrease in ductility.

Engineering stress–strain curves in tension for the Ti49.8Ni50.2 alloy (1) after ECAP at 450 °C for 8 passes and after ECAP and subsequent annealing for 1 h at temperatures of (2) 500 °C and (3) 600 °C, related to some grain growth up to a mean size of about one micrometer [31]
The strain rate hardening is the alternative approach to enhance ductility. This approach introduced in [7, 13] is based on formation of ultrafine-grained structures with high-angle and non-equilibrium grain boundaries capable of grain-boundary sliding (GBS). It is well known that sliding, which increases ducility, normally cannot develop at low-angle boundaries. The importance of high-angle grain boundaries was verified in work [13] on the mechanical behavior of metals subjected to different degrees of severe plastic deformation resulting in formation of various types of grain boundaries. As was noted above, sliding can be easier when non-equilibrium boundaries are present. Another example of this is the extraordinary influence of annealing temperature on mechanical behavior found recently in nanostructured titanium produced by HPT [16]. Here, a short annealing at 300 °C results in a noticeable increase in strength combined with greater ductility than in the HPT-produced state or after annealing at higher temperature. The growth of strength and ductility was associated with higher strain-rate sensitivity of flow stress. An increased strain-rate sensitivity has also been reported in other works investigating high strength and ductility in nanometals [1, 13, 32]. High strain-rate sensitivity indicates viscous flow and plays a key role in superplasticity in materials [33], but on the other hand it is associated with the development of grain-boundary sliding, and therefore depends on grain-boundary structure. This fact is in agreement with the recent results of computer simulation and studies of deformation mechanisms active in nanostructured metals. Such molecular dynamics simulations have provided valuable insight into the deformation behavior of nanometals [34–36].
For coarse-grained metals, dislocation movement and twinning are well-known primary deformation mechanisms. But the results of simulation show that ultrafine grains may also aid in specific deformation mechanisms such as grain-boundary sliding or nucleation of partial dislocations [35–38]. Moreover, the sliding may have a co-operative (grouped) character similar to that observed in earlier studies on superplastic materials [39, 40]. It should be stressed that recent experiments investigating deformation mechanisms in nanostructured materials have confirmed a number of the results of computer simulation [16, 41, 42].
However, there is a question: why should grain-boundary sliding in nanostructured materials, in particular in those produced by SPD, take place at relatively low temperatures? GBS is a diffusion-controlled process and usually occurs at high temperatures. A possible explanation is that diffusion may be faster in SPD-produced ultrafine-grained materials with highly non-equilibrium grain boundaries. Experiments have shown that, in SPD-produced metals, the diffusion coefficient grows considerably (by two or three orders), and this is associated with non-equilibrium grain boundaries [43, 44]. So perhaps grain-boundary sliding is easier in these ultrafine-grained metals and develops during straining even at lower temperatures, producing increased ductility. It is well known that enhanced sliding in nanostructured metals can lead even to superplasticity at relatively low temperatures [45].
Processing of nanomaterials to improve both strength and ductility is of primary importance for fatigue strength and fracture toughness [21, 46, 47]. An extraordinary increase in both low-cycle and high-cycle fatigue-strength may take place; there exists a theoretical explanation and the first experimental evidence of this interesting phenomenon [46, 47].
Thus, both strain hardening and strain rate hardening appear to be very important for attaining high strength and ductility of UFG metals produced by SPD processing.
The new SPD processing of bulk nanocrystalline materials
Since the first works dating back to the early 1990s [48, 49], SPD techniques have been used mostly because of their ability to produce ultrafine-grained materials through microstructure refinement in initially coarse-grained metals [1–4]. The final grain size produced depends strongly on both processing regimes and the type of material. For pure metals the mean grain size is typically about 100–200 nm after processing by HPT and about 200–300 nm after processing by ECAP. For alloys and intermetallics the grain size is usually less and in some cases it equals 50–100 nm. However, it is very important for fundamental tasks and many advanced applications to have bulk nanocrystalline materials with a mean grain size less than 30–50 nm. Is it possible to produce such materials using SPD techniques? In recent years this problem has become the object of special investigations in our laboratory where we are developing two approaches: SPD consolidation of powders and SPD-induced nanocrystallization of amorphous alloys.
SPD consolidation
Already in the early work on consolidation of powders [50, 51] it was revealed that during HPT high pressures of several GPa can provide a rather high density close to 100% in the processed disc-type nanostructured samples. For fabrication of such samples via severe torsion straining consolidation not only conventional powders but also powders prepared by ball milling can be used.
HPT consolidation of nanostructured Ni and Fe powders prepared by ball milling [50, 51] can be taken as an example. The conducted investigations showed that the density of the samples processed at room temperature is very high and close to 95% of the theoretical density of bulk coarse-grained metals. After HPT consolidation at 200 °C or 400 °C the samples density is even higher and reaches 98%. TEM examinations showed the absence of porosity. The mean grain size is very small; it is equal to 17 nm and 20 nm for Ni and Fe, respectively. It is also very interesting that the value of microhardness of the Ni samples produced by HPT consolidation was 8.60 ± 0.17 GPa, the highest value of microhardness mentioned in literature for nanocrystalline Ni.
SPD-induced nanocrystallization
Recent investigations also show that SPD processing can control crystallization of initially amorphous alloys that may result in the formation of bulk nanocrystalline alloys with a very small grain size and new properties [52, 53]. In the present paper this approach is used to produce and to investigate nanocrystalline Ti-Ni alloys widely known as alloys with shape memory effects.
As the material for this investigation, two alloys of the Ti-Ni system were used: melt-spun Ti50Ni25Cu25 alloy [52, 54] and cast Ti49.4Ni50.6 alloy [27, 55].
The amorphous structure of Ti50Ni25Cu25 alloy was confirmed by TEM and X-ray investigations (Figs. 5 and 6) [52, 54]. However, after HPT at room temperature, although the diffraction methods still indicated the amorphous structure of the alloy, TEM studies showed the appearance of many nanocrystals with very small sizes of about 2–3 nm (Fig. 5c).

TEM image of rapidly-quenched alloy Ti50Ni25Cu25: (a) initial state (dark field); (b) after annealing at 450 °C 10 min; (c) after HPT (dark field); (d) after HPT and annealing at 390 °C for 10 min

X-ray diffraction patterns of the Ti50(Ni, Cu)50 alloy:(a) initial rapidly-quenched alloy (1); after annealing at 300 °C 5 min (2); after annealing at 450 °C 5 min (3) with the phase B19; (b) alloy after HPT(1); after HPT and annealing at 300 °C 5 min (2); after HPT and annealing at 400 °C 5 min, with the phase B2 (3)
The essential difference in behavior of this alloy in the amorphous state and after HPT was revealed during subsequent annealing. As it can be seen in Fig. 6, the amorphous alloy was crystallized at 450 °C, then, while cooling, a martensite phase B19 was forming. According to TEM, the microstructure of the alloy after annealing is rather non-uniform and together with small grains it contains large grains with a size of almost about 1 micron (Fig. 5c). At the same time after HPT crystallization occurs below 390 °C and it appears possible to produce a uniform nanocrystalline structure with a grain size of under 50 nm (Fig. 5d). It is rather interesting that the structure after cooling is an austenitic B2-phase; in other words, imposing severe plastic deformation on the amorphous alloy has effected the alloy crystallization during the heating process and changed its phase composition after the annealing and further cooling to the room temperature.
In the coarse-grained alloy Ti50Ni25Cu25, the temperature of martensite transformation upon cooling equals ∼80 °C, that is why there is a martensite phase in the alloy at room temperature. In this connection, the existence of only austenitic phase after HPT and nanocrystallization can be related to the delay in the martensitic transformation in the alloy with a nanocrystalline grain size. This fact was previously reported in the literature for ultrafine-grained Ti-Ni alloys [29]. Speaking about the alloy Ti50Ni25Cu25, the critical point is the grain size of about 100 nm. Martensite transformation does not take place at room temperature below this size.
The amorphous state in the Ti49.4Ni50.6 alloy can be obtained directly as a result of HPT processing (P = 6 GPa, n = 5 revolutions) [27, 55]. Then the homogenous nanocrystalline structure was produced by annealing of the HPT material (Fig. 7). For instance, after annealing at 400 °C for 0.5 h the mean grain size is about 20 nm (Fig. 7a, b), and after annealing at 500 °C it is about 40 nm (Fig. 7c, d). It is worth to mention that according to HREM observations after such annealing there are no regions of amorphous phase and grain boundaries are well defined, although there are still small distortions of the crystal lattice near some of the boundaries.

TEM micrographs of Ti49.4Ni50.6 alloy after HPT and annealing at 400 °C (a, b) and at 500 °C (c, d) for 0.5 h: (a, c) bright field images; (b, d) dark field images
Tensile mechanical tests showed that the amorphous nitinol produced by HPT had much higher strength in comparison with the initial microcrystalline state [27], but it was essentially brittle. Nanocrystallization results in the record value of strength for this material equal to 2650 MPa with an elongation to failure of about 5%.
Thus, SPD consolidation of powders and SPD-induced nanocrystallization can be considered as new SPD processing routes for fabrication of bulk nanocrystalline materials. One of the advantages of this technique is the possibility of producing fully dense samples with a uniform ultrafine-grained structure having a grain size less than 40–50 nm. Studies of the properties of these materials are of great interest for ongoing research because deformation mechanisms and, as mentioned above, phase transformations can basically change in materials with a small grain size [7, 29].
Conclusions
Several new trends in SPD processing for fabrication of bulk nanostructured materials have been presented in this article, based on recent results of our works dealing with microstructural features and properties of the produced UFG metals. For fundamental studies the topic of current interest is investigations focusing on fabrication of bulk nanocrystalline materials using new SPD processing routes—SPD consolidation of powders and SPD-induced crystallization—since they both rise hopes for a successful resolution of the important manufacturing problem of production of bulk nanostructured materials having very small grain sizes of 40–50 nm and full density. Moreover, new studies have shown that grain boundaries engineering dealing with tailoring low-angle and high-angle boundaries, formation of special random or non-equilibrium GBs should be an area of ongoing research in order to produce bulk nanostructured materials with advanced properties. This conclusion is in agreement with Gleiter’s pioneer concept stating that nanomaterials are interface-controlled materials [56]. However, investigation of the atomic structure and properties of grain boundaries should be a topic of high-priority studies of nanoSPD experts aimed at realizing the potential of attaining unique properties in UFG materials.
References
Valiev RZ, Islamgaliev RK, Alexandrov IV (2000) Prog Mater Sci 45:103
Langdon TG, Furukawa M, Nemoto M, Horita Z (2000) Jom 52 4:30
Zhu YT, Langdon TG, Mishra RS, Semiatin SL, Saran MJ, Lowe TC (eds) (2002), Ultrafine Grained Materials II (The Minerals, Metals and Materials Society, Warrendale, PA)
Valiev RZ, Estrin Y, Horita Z, Langdon TG, Zehetbauer MJ, Zhu YT (2006) Jom 58 4:33
Zhu YT, Langdon TG, Valiev RZ, Semiatin SL, Shin DH, Lowe TC (eds) (2004), Ultrafine Grained Materials III (The Minerals, Metals and Materials Society, Warrendale, PA)
Zehetbauer M (ed) (2003) Adv Eng Mater 5 (Special Issue on Nanomaterials by Severe Plastic Deformation (SPD)
Valiev RZ (2004) Nat Mater 3:511
Morris DG (1998) Mechanical Behaviour of Nanostructured Materials (Trans Tech., Uetikon-Zürich, Switzerland)
Koch CC (2003) Scripta Mater 49:657
Valiev RZ, Langdon TG (2006) Prog Mater Sci 51:881
Horita Z, Fujinami T, Nemoto M, Langdon TG (2000) Metall Mater Trans 31A:691
Zhu YT, Langdon TG (2004) Jom 56 10:58
Valiev RZ, Alexandrov IV, Lowe TC, Zhu YT (2002) J Mater Res 17:5
Horita Z, Ohashi K, Fujita T, Kaneko K, Langdon TG (2005) Adv Mater 17:1599
Wang Y, Chen M, Zhou F, Ma E (2002) Nature 419:912
Valiev RZ, Sergueeva AV, Mukherjee AK (2003) Scripta Mater 49:669
Ma E (2003) Scripta Mater 49:663
Wang YM, Ma E (2004) Acta Mater 52:1699
Ma E (2006) Jom 58 4:49
Zhang X, Wang H, Scattergood RO, Narayan J, Koch CC, Sergueeva AV, Mukherjee AK (2002) Acta Mater 50:4823
Mughrabi H, Höppel HW (2003) Z Metallkd 94:1079
Park YS, Chung KH, Kim NJ, Lavernia EJ (2004) Mater Sci Eng A374:211
Lu L, Shen Y, Chen X, Qian L, Lu K (2004) Science 304:422
Ma E, Wang YM, Lu QH, Sui ML, Lu L, Lu K (2004) Appl Phys Lett 85:4932
Wu X, Tao n, Hong Y, Lu J, Lu k (2005) Scripta Mater. 52:547
Ma Y, Jin JE, Lee Yk (2005) Scripta Mater 52:1311
Sergueeva AV, Song C, Valiev RZ, Mukherjee AK (2003) Mat Sci Eng A339:159
Pushin VG, Valiev RZ (2003) Solid State Phenom 94:12
Waitz T, Kazykhanov V, Karnthaler HP (2004) Acta Mater 52:137
Pushin VG, Gunderov DV, Kourov NI, Yurchenko LI, Prokofiev EA, Stolyarov VV, Zhu YT, Valiev RZ (2004), In Zhu YT, Langdon TG, Valiev RZ, Semiatin SL, Shin DH, Lowe TC (eds) Ultrafine-grained materials III, The Minerals, Metals & Materials Society, Warrendale, PA, p 481
Stolyarov VV, Prokofiev EA, Prokoshkin SD, Dobatkin SV, Trubitsyna IB, Khmelevskaya IY, Pushin VG, Valiev RZ (2005) Phys Metals Metallog 100:608
Valiev RZ, Kozlov EV, Ivanov Yu F, Lian J, Nazarov AA, Baudelet B, (1994) Acta Metall Mater 42:2467
Nieh TG, Wadsworth J, Sherby OD (1997) Superplasticity in Metals and Ceramics (Cambridge Univ. Press, Cambridge
Van Swygenhoven H (2002) Science 296:66
Yamakov V, Wolf D, Phillpot SR, Mukherjee AK, Gleiter H (2002) Nat Mater 1:1
Schiøtz J, Jacobsen KW (2003) Science 301:1357
Budrovic Z, Van Swygenhoven H, Derlet PM, Van Petegem P, Schmitt B (2004) Science 304:237
Van Swygenhoven H, Derlet PM, Frøseth AG (2004) Nat Mater 3:399
Zelin MG, Krasilnikov NA, Valiev RZ, Grabski MW, Yang HS,Mukherjee AK (1994) .Acta Metall Mater 42:19
Hahn H, Padmanabhan KA (1997) Phil Mag B76:559
Chen M, Ma E, Hemker KJ, Sheng H, Wang Y, Cheng X (2003) Science 300:1275
Liao XZ, Zhou F, Lavernia EJ, He DW, Zhu YT (2003) Appl Phys Lett 83:5062
Kolobov YU R, Grabovetskaya GP, Ivanov MB, Zhilyaev AP, Valiev RZ (2001) Scripta Mater 44:873
Würschum R, Herth S, Brossmann U (2003) Adv Eng Mater 5:365
Mcfadden SX, Mishra RS, Valiev RZ, Zhilyaev AP, Mukherjee AK (1999) Nature 398:684
Höppel HW, Zhou ZM, Mughrabi H, Valiev RZ (2002) Phil Mag A82:1781
Vinogradov A, Hashimoto S (2003) Adv Eng Mater 5:351
Valiev RZ, Krasilnikov NA, Tsenev NK (1991) Mater Sci Eng A137:35
Valiev RZ, Korznikov AV, Mulyukov RR (1993) Mater Sci Eng A186:141
Valiev RZ, Mishra RS, Grosa J, Mukherjee AK (1996) Scripta Mater 34:1443
Valiev RZ (2005) Mater Sci Forum 503–504:3
Valiev RZ (2003) Adv Eng Mat 5:296
Wilde G, Boucharat N, Dinda GP, Rösner H, Valiev RZ (2005) Mater Sci Forum 503–504:425
Valiev RZ, Pushin VG, Gunderov DV, Popov AG (2004) Doklady RAN 398:1
Huang JY, Zhu YT, Liao XZ, Valiev RZ (2004) Phil Mag Lett 84:183
Gleiter H (1989) Prof Mater Sci 33:223
Acknowledgements
The present paper was supported in part by the NIS-IPP Program of DOE (USA) and through grants of the Ministry for Education and Science of the Russian Federation. Cooperation with co-authors mentioned in references is gratefully acknowledged as well.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Valiev, R.Z. The new trends in fabrication of bulk nanostructured materials by SPD processing. J Mater Sci 42, 1483–1490 (2007). https://doi.org/10.1007/s10853-006-1281-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-006-1281-3