
Abstract
Dispersion of barium titanate nano powder of average particle size ∼30 nm in different solvent systems of tape casting (toluene–ethanol, methyl ethyl ketone–ethanol, xylene–ethanol) along with Triton x-100 or phosphate ester as dispersants has been studied using sedimentation experiments. The influence of different parameters such as type of solvent system, dispersant and concentration of dispersant on BaTiO3 slip dispersion, viscosity and the properties of green tape were studied. The optimal concentration of dispersant was determined from the minimum slip viscosity. Xylene–ethanol with phosphate ester was found to be the best solvent and dispersant system for tape casting. Defect free, denser and smooth green tapes are formed with this system.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The electroceramics are most promising materials for use in miniature devices for industrial and commercial applications, because of their unique properties, namely high piezoelectric and electro-mechanical coupling on poling, very high dielectric permittivity in Relaxor system and high pyroelectric as well as electro-optic coefficients [1]. The dielectric, piezoelectric and pyroelectric properties of barium titanate (BT), lead zirconium titanate (PZT) and modified PZT with rare earth metal oxides have been studied extensively. These high permittivity ceramics have proved to be excellent materials in monolithic multilayer capacitors (MLCs), resonators and delay lines in communication applications, in noiseless printing heads for bubble jet printers, ultrasonic imaging, accelerometers, hydrophones and high resolution tomography. Reduction in dimension of all passive components without compromising on performance and improved reliability is the trend in electronics technology [2]. One of the means of achieving this goal, especially in electronic ceramics, is to go for multiple layer ceramics. Compared to bulk electroceramics, multiple layer ceramics offer several advantages in terms of performance reliability, cost and space savings. The first and most critical step involved in the fabrication of multiple layer devices is tape casting [3]. The preparation of stable, well-dispersed slip is a critical step in tape casting technology. As the miniaturization stresses the use of nano size powders and less and less thickness of tape to increase the effective surface area in the same volume of material with improved properties, the optimization of suitable parameters to achieve the defect free tape with specified properties is a difficult task.
BaTiO3 is primarily used in the capacitor industry because of its optimum dielectric constant, dielectric strength, Curie temperature and mechanical properties. The essential requirements for BaTiO3 multiple layer capacitors application are phase pure fine powders and a defect free green ceramic tape [4]. Tape casting process of this material is well established with larger powder sizes and for larger tape thickness, but the processes are not well established for the nano-size powders and micron thick tapes. A concentrated dispersion of tape casting slurry is necessary for uniform and high density dielectrics. The state of particle dispersion has very sensitive role to play in the rheological properties of the slurry [5]. Powder dispersion is not only dependent on the dispersant but also on the type of solvent used [6]. It is well established that a slurry composed of binary or ternary solvent system has greater adaptability and solubility for the different additives used for the slurry preparation, than a slurry composed of single solvent [7]. The dispersability of particles in the liquid has been well studied using sedimentation height and sediment density. The good dispersion is evaluated by slower rate of settling of the particles and higher final sediment density. The state of particle dispersion has a very sensitive role in rheological properties of the slip [8].
Realizing the importance of dispersion of nano BaTiO3 powders for tape casting, the influence of different parameters such as the type of solvent system and concentrations of dispersant on sedimentation behaviour and viscosity of slurry has been studied. Properties of green tapes formed using three solvent systems with phosphate ester have also been evaluated.
Experimental procedure
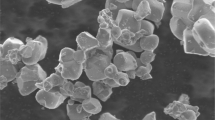
Barium titanate nano powder was synthesized by polymeric precursor method as described elsewhere [9]. The powder consists of spherical particles of diameter ∼30 nm. The different chemicals used for making the tape casting slurry and their suppliers are given in Table 1. The dispersability of BT nanocrystalline powder in three binary solvent systems, viz., azeotrophic mixtures of toluene–ethanol, methyl ethyl ketone (MEK)–ethanol and zeotrophic mixture of xylene–ethanol was studied by conducting sedimentation tests on 3.3 vol% suspensions of powders. Suspensions were prepared by maintaining constant volume of solvent mixtures in these three cases. Glass measuring cylinder of 10 ml volume with stopper is used to avoid evaporation of solvents from the suspension. The cylinder is well shaken and ultra sonicated for 5 min to break up the soft agglomerates of ultrafine BT. Sediment height was recorded at definite intervals from the interface between the dense sediment and supernatant solvent. The sediment density was calculated by H/H 0 (the ratio of instantaneous sediment height to initial height). The variation of sediment density as a function of time was found and reported.
BaTiO3 powder suspensions (3.3 vol%) with three solvent mixtures of same volume were prepared. 0.5 wt% of one of the two selected dispersants (Triton x-100 and phosphate ester) was added to each suspension separately and 30 min was allowed for the dispersant to adsorb on the particle surface. Then the sedimentation height was recorded at regular intervals of time. The value of H/H 0 as a function of time was found and reported.
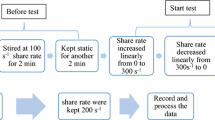
Viscosity measurements were performed using Brookfield viscometer, (HBTDV-11CP) at shear rates up to 750 s−1. Preliminary experiments on the slip viscosity and adherence of green tape to a casting carrier film were conducted to determine the minimum and maximum concentrations of polyvinylbutyral (PVB), polyethylene glycol (PEG) and dibutyl phthalate (DBP). The criterion for the minimum and maximum concentrations was a slip viscosity of about 1 Pa s, which from our experience is an adequate viscosity for tape casting with a suspension prepared from BaTiO3 powder of 30 nm spherical particles. The second criterion was the easy release of the green tape from the carrier substrate. Keeping all other constituents constant by varying the concentration of the dispersant the slurry was prepared and its viscosity was measured. The optimized composition of the slurry prepared using phosphate ester dispersant with three different solvent systems is given in Table 2.
Ceramic slurries for tape casting were made from BT powder with the three selected binary solvent systems and phosphate ester as dispersant, PVB as binder and PEG and DBP as plasticizers. The powder was dispersed in the solvent and then the dispersant was mixed. In the first phase BaTiO3 powder, solvent and dispersant were homogenized in a plastic mill for 12 h, after that in the second phase, binder and plasticizer were added and homogenized for another 12 h. In the third phase the slip was aged for 12 h without milling. This slurry was cast into a thin tape on a glass substrate. After 30 min of drying, the green tape is stripped off the glass substrate. This fabricated green tape was used for comparative study based on visual inspection, green density and flexibility. The green density of the tape was determined using a geometrical technique. Three samples (2.4 × 2.4 cm) were taken from different locations of green tape. The thickness of the sample tapes was measured by using a micrometer accurate to 0.001 mm at different locations on the samples and average was taken for the calculation of the volume. The thickness of green tape was 2–4 μm. From the mass and volume, the green density was calculated. Microstructural observations on the tape surface were made using scanning electron microscope (JEOL JSM 840A).
Results and discussions
The sedimentation height as a function of time in 3.3 vol% BT suspensions of three selected solvent systems without dispersant is shown in Fig. 1. For better dispersability the suspension should have longer settling time and higher sediment density represented by lower H/H 0 value. The H/H 0 value of MEK–ethanol dispersion remains almost constant and gives lower sediment density. Both xylene–ethanol and toluene–ethanol dispersions show gradual decrease in H/H 0 value, but the final sediment density for the toluene–ethanol dispersion is lower compared to xylene–ethanol dispersion. Figures 2–4 show the dispersability of 3.3 vol% BaTiO3 powder suspensions in three selected solvent systems with the two dispersants. Phosphate ester with xylene–ethanol combination shows better dispersion characteristics than the other systems. As suggested by Parish [8], the intensity of the interactions between organic functional groups and BaTiO3 were expressed by Alcohol > Ester > Ketone > Hydrocarbon. If the BaTiO3 surface is regarded as alkaline, the adsorption of electron accepting liquids onto the surface may be regarded as an acid base reaction. Likewise if the BaTiO3 surface is regarded as acidic, electron donating liquids may adsorb on the surface with a similar type of acid base reaction. Alcohols may behave both as Lewis base or a Lewis acid depending upon their position and their associated/dissociated form. Alcohol have an oxygen with an attached hydrogen which are Lewis base and acid atoms, respectively, only slightly hindered by the hydrophobic section of the molecule. Therefore alcohols are good hydrogen bonding molecules. Carbonyl groups have double bonded oxygen, resulting in the oxygen’s lone pairs being more accessible for bonding. Hydrocarbon has no functional groups yet the Pi bonded electrons in an aromatic ring are available for donation as a Lewis acid [8]. Thus ethanol has greater interaction and also it has strong hydrogen bonding capacity, hence it has strong preference to BaTiO3 surface. In MEK–ethanol system, since MEK is weakly polar, the solvents MEK, ethanol and dispersant compete for the oxide surface. In the other two systems, toluene and xylene are nonpolar and hence only ethanol and dispersant compete for the oxide surface i.e., the adsorption effect of the dispersant are given preference [10].

The variation of sediment density as a function of time for the 3.3 vol% BaTiO3 powder suspension in three different solvent systems without dispersant

Dispersability of BaTiO3 powder in methyl ethyl ketone–ethanol with different dispersants

Dispersability of BaTiO3 powder in toluene–ethanol with different dispersants

Dispersability of BaTiO3 powder in xylene–ethanol with different dispersants
In all the solvent systems, phosphate ester shows better dispersability than Triton x-100. Electrostatic repulsion and steric hindrance are the two main mechanisms of dispersion [4]. Triton x-100 seems to introduce steric hindrance because of large molecular size and longer chain. Phosphate ester undergoes electrostatic repulsion mechanism. The free photons liberated during dissociation of the phosphate ester are subsequently adsorbed onto the BaTiO3 surface making it positively charged. The anionic end of the amphipathic phosphate ester is attracted to the positively charged oxide surface by the Coulombic forces. The non-polar hydrocarbon tail extends into the non-polar organic medium [11].
The rheological behaviour of the tape casting slurry is shown in Fig. 5. It is given as change of viscosity with the shear rate. As shear rate increases, the viscosity decreases, indicating the shear thinning behaviour of the slurry, which is desirable to have a thin tape.

Viscosity vs. Shear rate for BaTiO3 slurry with different solvent systems
The green tape made using xylene–ethanol solvent system with phosphate ester dispersant is better than the tapes made with other systems, which support the initial dispersion studies (Table 3). Tapes fabricated using xylene–ethanol solvent system have high green density, good strength, good flexibility and smooth surface. Good strength and flexibility is the indication for the better handling ability for further processing of green tape. The scanning electron micrographs of the top surface of the green tapes are shown in Figs. 6–8. The tapes prepared using MEK–ethanol solvent system has extensive microporosity. Also it shows more agglomerations/flocs, which shows poor dispersion of powder in the slurry and non-uniform powder filling. The tape prepared using toluene–ethanol solvent system shows some minor porosity. This also has some agglomerations/flocs. On the other hand, the tape prepared from the xylene–ethanol solvent system shows almost uniform powder filling with very few agglomerates. Also there is not much microporosity, which shows very dense packing of the powder particles. Smooth surface and low agglomeration are indications of the better dispersion of the powder.

SEM microstructure of the green tape prepared using MEK–ethanol solvent system and phosphate ester dispersant

SEM microstructure of the green tape prepared using toluene–ethanol solvent system and phosphate ester dispersant

SEM microstructure of the green tape prepared using xylene–ethanol solvent system and phosphate ester dispersant
Conclusion
From this study it was found that phosphate ester is a suitable dispersant and among the three solvent systems, xylene–ethanol is better than other systems. The slip prepared for tape fabrication showed shear thinning behaviour and so it is possible to fabricate very thin tapes. The physical properties of the green tape supported the dispersion studies. It is possible to fabricate a thin, dense and defect free tape from BaTiO3 nanopowder using xylene–ethanol solvent system with phosphate ester as dispersant.
References
Jaffe B, Cook WR Jr, Jaffe H (1971) In: Piezoelectric ceramics. Academic press, New York
Herbert JM (1985) In: Ceramic dielectrics and capacitors. Gordon and Breach Science Publishers, New York
Mei S, Yang J, Maria J, Ferreria F, Martins R (2002) Mater Sci Eng A 334:11
Hellebrand H (1996) In: Cahn R, Hassen P, Kramer EJ (eds) Materials Science and Technology, vol 17A, Part 1. VCH, New York
Tseng JW, Lin CL (2003) Mater Chem Phy 80:232
Mistler RE, Shanefield DJ, Runk RB (1978) In: Onoda GY Jr, Hench LL (eds) Ceramic processing before firing. John Wiley & Sons, New York, p 411
Feng JH, Dogan F (2000) J Am Ceram Soc 83:1681
Parish M (1982) Dispersion studies of Barium titanate in organic liquids, Ceramic Processing Laboratory, Massachusetts Institute of Technology
Vinothini V, Singh P, Balasubramanian M (2006) Ceram Intl 32:99
Reddy B, Singh P, Raghu Kumar V (2002) J Mater Sci 37:929
Mikeska K, Cannon WR (1984) Adv Ceram 9:164
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Vinothini, V., Singh, P. & Balasubramanian, M. Optimization of barium titanate nanopowder slip for tape casting. J Mater Sci 41, 7082–7087 (2006). https://doi.org/10.1007/s10853-006-0940-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-006-0940-8