
Abstract
Our group proposes a new titanium smelting process via Bi–Ti alloy. This process is comprised of reduction of TiCl4 by Bi–Mg liquid alloy, separation of Ti from Bi by distillation, and Mg electrolysis. In this study, the Mg electrolysis with Bi–Mg liquid alloy cathode was investigated. We firstly measured the IR-corrected polarization curves on graphite and Bi–Mg liquid alloys by the current interruption method. The results indicated that the Bi–Mg alloy cathode can reduce the electricity consumption of the Mg electrolysis. In addition, from the relaxation curves on graphite and Bi–Mg alloys, the concentration overpotential on the Bi–Mg alloy is mainly due to mass transfer of Mg from the electrode/molten salt interface to the liquid alloy bulk. At current densities higher than 300 mA cm−2, Mg-rich solid phases such as Bi2Mg3 and/or pure solid Mg are assumed to be deposited on the Bi–Mg liquid alloy cathode. Finally, we estimated the electricity consumption of the Mg electrolysis in the new smelting process based on the measured overpotentials, assuming that Bi–Mg liquid alloy cathode is stirred sufficiently and a low current density, 275 mA cm−2, is applied. Under these conditions, the total electricity consumption of the Mg electrolysis in the new process will be lower than that in the Kroll process when the anode–cathode distance is smaller than 8 cm.
Graphic abstract
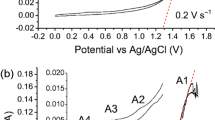
IR-corrected polarization curves of (a) Mg2+ reduction on graphite and Bi–Mg liquid alloys and (b) Cl2 evolution on graphite in MgCl2–NaCl–KCl at 550 °C were measured by the current interruption method, and electricity consumption of Mg electrolysis in the new Ti smelting process was estimated from these results.

Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Titanium (Ti) is commercially produced by the Kroll process [1] in which titanium tetrachloride (TiCl4) is reduced to porous Ti metal by magnesium (Mg). However, the productivity is low, and new smelting processes have been investigated, e.g., FFC-Cambridge process [2], OS process [3], Armstrong process [4], Subhalide reduction process [5], PRP [6], and HAMR process [7]. Our group proposes a new Ti smelting process via bismuth (Bi)–Ti liquid alloy [8,9,10,11,12]. Figure 1 is a schematic diagram of the new process for Ti. In the reduction cell, TiCl4 is reduced by Bi–Mg alloy, and Bi–10 mol% Ti liquid alloy is produced at 900 °C. In the next segregation cell, the alloy is cooled to 500 °C, and a Ti-rich compound, Bi9Ti8, is precipitated in liquid Bi. Bi9Ti8 is then separated from liquid Bi and distilled to produce Ti powder in the distillation cell. Magnesium chloride (MgCl2), a by-product in the reduction cell, is electrolyzed to produce Mg and chlorine gas (Cl2) with a Bi–Mg liquid alloy cathode. The addition of Bi into the reduction cell makes it possible to transfer Ti in the liquid alloy state continuously. In addition, the feed rate of TiCl4 can be improved because Bi also works as a coolant [9].

Schematic of the proposed new smelting process
In the Kroll process, Mg and Cl2 are produced by electrolysis of MgCl2 with graphite cathode and anode. The reactions are described as follows:
Because the Mg electrolysis accounts for 70–80% [13] of the total energy consumed in the Kroll process, it is quite important to improve the efficiency of Mg electrolysis. For this reason, many studies on Mg deposition in molten salts have been made [14,15,16,17,18,19]. In the new process, Bi–Mg liquid alloy is used as the cathode of Mg electrolysis, and Mg2+ ion is reduced at a liquid Bi cathode by the following reaction.
The liquid Bi cathode may reduce the electricity consumption of the Mg electrolysis due to the small activity coefficient of Mg in Bi. For example, the activity coefficient of Mg is 1.81 × 10−3 in Bi–25 mol% Mg alloy at 550 °C [20]. Figure 2 shows the activity of Mg in Bi–Mg alloy and corresponding oxidation–reduction potential of Mg in the alloy relative to pure liquid Mg. Considering the small activity of Mg in the alloy, the decomposition voltage of MgCl2 is reduced by 12% in comparison with that of the Mg electrolysis. The calculation of the decomposition voltage is described in Appendix. The Bi–Mg alloy can be directly used for the reduction of TiCl4 in the reduction cell. In addition, Bi-rich Bi–Mg alloys have lower melting points than pure Mg as seen in Fig. 3 [21]. Thus, the electrolysis can be operated at a lower temperature than that of the Mg electrolysis in the Kroll process, which prolongs the lifetime of the electrolytic cell. Furthermore, the liquid Bi cathode may improve the current efficiency of the electrolysis. In the electrolytic cell of the Kroll process, liquid Mg droplets move upward with Cl2 gas bubbles in the flowing electrolyte. Then, it is reported that a back reaction, recombination of Mg and Cl2, occurs and decreases the current efficiency [22]. Since the density of Bi is much higher than that of electrolyte, Bi–Mg alloy can be easily separated from Cl2 bubbles.

Reported activity of Mg in Bi–Mg alloy [20] and potential of Bi–Mg alloy versus Mg2+/Mg (s) at 550 °C. Fitted curve is determined assuming a subregular solution model (interaction parameter, \( \varOmega_{\text{sub}}^{\text{liq}} \)/kJ mol−1 = − 256.6 \( x_{\text{Mg}}^{2} \) − 42.16 \( x_{\text{Mg}} \) − 48.65 where xMg is the mole fraction of Mg in Bi–Mg alloy). The standard state of Mg is converted from solid to liquid by the Gibbs energy of melting of Mg at 550 °C, 907.6 J mol−1 [35]

Bi–Mg phase diagram [21]
Liquid alloy electrodes, such as Mg–lead (Pb) alloy cathode for Mg electrolysis [23, 24] and Mg–antimony (Sb) alloy electrode for liquid metal batteries [25, 26], were investigated. However, the electrochemical behavior of Bi–Mg alloy electrode has not been researched sufficiently. In the present study, the overpotentials on graphite anode and Bi–Mg alloy cathode were measured by the current interruption method, and the electricity consumption of the Mg electrolysis in the new process was estimated.
2 Experimental
2.1 Preparation of electrolyte and electrodes
MgCl2 (97%, Wako Pure Chemical Industries, Ltd.), NaCl (99.5%, Nakalai Tesque, Inc.), and KCl (99.5%, Nakalai Tesque, Inc.) were mixed in a glove box with argon (Ar) atmosphere at the eutectic composition of MgCl2:NaCl:KCl = 50:30:20/mol% (m.p. 396 °C [27]). The mixed salt was dried under vacuum at higher temperatures than 226 °C for more than 54 h. The salt was filled in a nickel (Ni) crucible (OD 8.2 cm × ID 7.8 cm) and heated to 550 °C under Ar gas flow. After the salt was melted, pre-electrolysis with graphite anode and cathode was carried out at a cell voltage of 1.2–1.3 V. Before pre-electrolysis, small anodic and cathodic peaks were confirmed between 1.1 and 1.7 V versus Mg2+/Mg in cyclic voltammogram. These peaks could be attributed to reaction of impurities derived from water. After the pre-electrolysis for 10 h, the residue current became smaller than 1 mA cm−2. In the present study, Mg was electrochemically deposited on a Mo wire in the molten salt and used as reference electrode (RE). It was confirmed that the potential difference between Mg deposited on the Mo wire and pure Mg plate was smaller than 1.5 mV for more than 100 min.
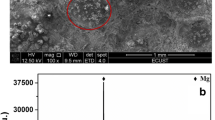
Figure 4 shows the experimental apparatus. Bi–Mg alloy electrodes were prepared from pure Bi shot (99.999%, Kamioka Mining & Smelting Co., Ltd.). A magnesia (MgO) crucible (OD 1.4 cm × ID 1.0 cm, 99.6%, Nikkato Co., Ltd.) was fixed to a stainless steel tube (S. S. tube) as shown in Fig. 4. About 6 g of Bi shot was put into the MgO crucible, and Mo wire covered by a MgO tube (OD 2 mm × ID 1 mm, 99.6%, Nikkato Co., Ltd.) was inserted into the Bi shot as an electrical lead. After the Bi electrode was immersed into the molten salt, Bi–x mol% Mg alloy electrodes (x = 5, 10, 15, 20, and 25) were prepared by cathodic Mg deposition and anodic Mg dissolution on the molten Bi. The concentrations of Mg in the alloys were controlled by the electrical charge of the electrolysis. After all the electrochemical measurements, the Bi–25 mol% Mg alloy electrode was analyzed by energy-dispersion X-ray spectroscopy (EDX, JXA-8530F, JEOL Ltd.) and inductively coupled plasma atomic emission spectroscopy (ICP-AES, SPS3520UV, SII Nano Technology Inc.). Other metals such as sodium and potassium were not detected in the alloy from the results of EDX, and the concentration of Mg was confirmed to be 25.1 mol% by ICP-AES.

Apparatus for electrochemical measurements
2.2 Current interruption measurement
The current interruption method was used to measure the overpotential of Cl2 evolution and Mg deposition. The counter electrode (CE) was a pure Mg plate or a graphite plate, and Mg deposited on Mo wire was used as RE. Galvanostatic electrolysis at various current densities was carried out for 2 or 250 s with a potentiogalvanostat (Solartron 1287, Solartron Analysis), and current interruption was carried out. After the constant current was interrupted, the relaxation of potential of working electrode (WE) versus RE was recorded with a high-speed data recorder (USB-6251 or USB-6341, National Instruments) at a sampling rate of 1.25 × 106 or 2 × 106 Hz until 2.0 ms just after the current interruption. From 0.05 to 600 s, the potential of WE versus RE was also recorded with a data recorder (Agilent 34972A, Agilent Technologies) at a sampling rate of 10 or 20 Hz. After 2 s electrolysis, the potential of the Bi–Mg alloy easily relaxed to the initial potential because of little change in the Mg concentration in the alloy. Thus, the next measurement was carried out immediately. In contrast, the change was not small at 250 s electrolysis. Thus, Mg in the Bi–Mg alloy was anodically dissolved before the next measurement. The same current interruption measurement was carried out for pure solid Mg deposition and Cl2 evolution on a graphite rod electrode. Mg deposited on the graphite electrode was completely dissolved by applying an anodic potential before the next measurement.
3 Results
3.1 Cl2 evolution on graphite
Figure 5 shows relaxation curves on the graphite electrode where the evolution of Cl2 occurs by reaction (2). In Fig. 5, the time of the last data point before the current interruption is defined as 0 s. During the galvanostatic electrolysis (time, t ≤ 0), the potential of WE versus RE is represented as:

Relaxation curves on graphite in MgCl2–NaCl–KCl eutectic electrolyte in aµs time range, b ms time range
where ϕWE (I ≠ 0, t ≤ 0) is the potential of WE during electrolysis, ϕRE is the potential of RE, ηr is the reaction overpotential, ηc is the concentration overpotential, and VIR is the IR drop due to the ohmic resistance of the electrolyte, assuming the resistance of metallic parts is negligible. ΔEeq is the difference between the electrode potentials of WE and RE where the following reactions (5) and (6) are assumed to be at equilibrium, respectively.
In this case, ΔEeq is equal to the decomposition voltage of MgCl2 in eutectic MgCl2–NaCl–KCl. The activity of MgCl2 in the present molten salt at 550 °C is calculated to be 0.182 (standard state: pure liquid Mg) with a subregular solution model and the reported thermodynamic data, and the corresponding decomposition voltage is 2.67 V (see Appendix). As seen in Fig. 5a, unexpected oscillation of the potential was observed for 5 µs after the current interruption. This unexpected oscillation will be attributed to the instruments or inductance of lead wires, and we did not use the initial 5 μs data for analysis. The IR drop, VIR, immediately becomes zero at the current interruption measurements. Obvious relaxation is not observed from 5 to 20 μs, and the relaxation of the reaction and concentration overpotentials are assumed to be much slower than 20 μs. We can therefore take the average of the data points from 5 to 20 μs as ΔEeq + ηr + ηc. Figure 6 shows the IR-corrected polarization curve of Cl2 evolution on the graphite. As the data are already IR-corrected, the potential corresponds to the overpotential. The current density increases exponentially with overpotential. The behavior in this study is similar to the reported polarization curve at 500 °C [28]. Moreover, the overpotential in this study is larger than the reported values. If we assume that the small temperature difference and the concentration difference in the molten salts do not affect, the reasons are probably attributed to difference in roughness of graphite electrode surface, coverage ratio of the electrode by Cl2 bubbles on electrode, and so on.

IR-corrected polarization curves of Cl2 evolution on graphite. Open circles denote data in the present study at 550 °C. The electrode potential of Cl2/Cl− was calculated to be 2.67 V versus Mg2+/Mg from the reported thermodynamic data (see Appendix). Open triangles denote the reported polarization behavior at steady-state in MgCl2–KCl at 500 °C [28]. The concentration of MgCl2 in the literature is unknown but is assumed to be between 28 and 58 mol% from the MgCl2–KCl phase diagram [36]
3.2 Mg2+ reduction on Bi–Mg alloy
Figures 7 and 8 show the relaxation curves on the Bi–Mg alloy after 2 s and 250 s electrolysis, respectively. On the Bi–Mg alloy electrode, reaction (3) is expected to occur. The sum of the overpotentials was determined in the same way as for the graphite electrode. ΔEeq in Eq. (4) was determined by the open circuit potential of the Bi–Mg alloy before the electrolysis. Figures 7c and 8c show that the potential relaxes slowly and there is a plateau region after electrolysis at current densities higher than 300 mA cm−2.

Relaxation curves on Bi–15 mol% Mg alloy after 2 s electrolysis in MgCl2–NaCl–KCl eutectic electrolyte in aμs time range, b ms time range, c s time range. The last data point before the current interruption is defined as 0 s

Relaxation curves on Bi–5 mol% Mg alloy after 250 s electrolysis in MgCl2–NaCl–KCl eutectic electrolyte in aμs time range, b ms time range, c s time range. The last data point before the current interruption is defined as 0 s
4 Discussion
4.1 The concentration overpotentials on Bi–Mg alloy
We don’t have the data between 2.0 ms and 0.05 s after the current interruption. However, the plateau region suggests that the relaxation of the reaction overpotential completes in 0.1 s after the current interruption, and the slow relaxation after 0.1 s should be attributed to the concentration overpotential. On the Bi–Mg alloy, the concentration overpotential consists of two parts and is represented as:
where \( \eta_{\text{c}}^{\text{electrolyte}} \) is the concentration overpotential caused by mass transfer of Mg2+ in the electrolyte, and \( \eta_{\text{c}}^{\text{alloy}} \) is caused by mass transfer of Mg from the electrode/molten salt interface to the liquid alloy bulk.
As a simple case, Mg deposition on a graphite rod electrode was investigated. The relaxation curves on graphite after 2 s electrolysis are shown in Fig. 9. In Fig. 9c, no plateau was observed on the relaxation curves on graphite. In addition, the concentration overpotential on graphite were much smaller than those on Bi–Mg alloy shown in Fig. 7c. For example, the values at 0.1 s on graphite and Bi–Mg alloy were about − 17 mV and − 164 mV at 1000 mA cm−2, respectively. If the concentration overpotential in the electrolyte on Bi–Mg alloy, \( \eta_{\text{c}}^{\text{electrolyte}} \), behaves in the same way as the concentration overpotential on graphite, the large overpotential on Bi–Mg alloy is not due to the concentration overpotential in electrolyte, but mainly due to the concentration overpotential in the alloy, \( \eta_{\text{c}}^{\text{alloy}} \). The slow relaxation after 250 s electrolysis in Fig. 8c is also considered to be due to the concentration overpotential in the alloy. Considering the activity of Mg in Bi–Mg alloy shown in Fig. 2, the potential of liquid Bi–Mg alloy is more positive than 0.24 V versus Mg2+/Mg. At current densities higher than 300 mA cm−2, each relaxation curve shows a plateau at a more negative potential than 0.24 V as shown in Figs. 7c and 8c. Therefore, Mg-rich solid phases such as Bi2Mg3 and pure Mg were probably deposited on the surface of Bi–Mg alloy at current densities higher than 300 mA cm−2. This situation is schematically illustrated in Fig. 10. At current densities lower than 275 mA cm−2, the Bi–Mg alloy should be in a single liquid phase as shown in Fig. 10a. After the electrolysis, the potential relaxes as the concentration gradient of Mg decreases by the convection and the diffusion in the liquid alloy. In contrast, at current densities higher than 300 mA cm−2, solid phases are deposited on the surface as shown in Fig. 10b. The Mg concentration in the liquid phase at the surface does not change until the solid phases disappear. Thus, the solid phases make the relaxation of potential slower.

Relaxation curves on graphite after 2 s electrolysis in MgCl2–NaCl–KCl eutectic electrolyte in aμs time range, b ms time range, c s time range. The last data point before the current interruption is defined as 0 s

Schematic of Mg concentration in Bi–Mg alloy after electrolysis
4.2 Polarization curves on Bi–Mg alloy and graphite
The IR-corrected polarization curves on Bi–Mg alloy and graphite are shown in Fig. 11. From Fig. 11, the reduction of Mg2+ on Bi–Mg alloy starts at more positive potentials than that on graphite. This result indicates that the electricity consumption of Mg electrolysis can be reduced by Bi–Mg alloy. However, in a prolonged electrolysis at higher current densities than 300 mA cm−2, the overpotential on Bi–Mg alloy becomes so large that the potential becomes almost 0 V versus Mg2+/Mg. In this situation, solid phases may form at the interface. Thus, to reduce electricity consumption, it is important to keep the concentration overpotential small by stirring the alloy or applying a low current density.

IR-corrected polarization curves on Bi–Mg alloy and graphite in MgCl2–NaCl–KCl eutectic electrolyte at 550 °C. Dashed line is the IR-free polarization curve of Mg (l) deposition on Mg (l) electrode in MgCl2–NaCl equimolar electrolyte at 665 °C calculated using the Butler-Volmer equation of the symmetry coefficient is 0.5 and reported exchange current density of 3.65 A cm−2 [17]
In Fig. 11, the dashed line is a polarization curve of molten Mg deposition on molten Mg electrode in MgCl2–NaCl equimolar electrolyte at 665 °C in literature [17]. There is a large difference between the values in the literature and the present study. We do not consider that the small temperature difference and the different state of deposited Mg between liquid and solid can account for this difference. The difference of electrolysis time, about 0.1 ms in the literature [16] and 2 s in this study, might have affected the results.
4.3 Estimation of the industrial electricity consumption
We can estimate the electricity consumption of Mg electrolysis using the data obtained in this study. Figure 12 shows the results of estimation. The operating temperature in the new process is tentatively fixed at 550 °C. Inlet and outlet Mg concentrations in alloy are assumed to be 5 and 25 mol%, respectively. Theoretical electricity consumption, WΔG, and the enthalpy change of the cell reaction, WΔH, are calculated from the reported thermodynamic data as shown in Appendix. The current density is set at 275 mA cm−2, above which solid phases would form on the alloy cathode. The values of the overpotentials obtained in the 2 s electrolysis experiment are used in this estimation, assuming that the same concentration overpotential would be achieved in industrial operation by stirring the alloy. The electricity consumed by the IR drop due to the electrolyte, WIR, is estimated from the reported conductivity of MgCl2–NaCl–KCl eutectic electrolyte, 1.18 S cm−1, at 475 °C [29]. The current efficiency is assumed to be 100%. As for the Mg electrolysis in the Kroll process, the reported operation temperature and current density are 660 °C [22] and 600 mA cm−2 [13], respectively. The total electricity consumption is reported to be 10155 kWh/ton-Ti [13], and the theoretical electricity consumption, WΔG, is calculated from thermodynamic data. From Fig. 12, when the anode–cathode distance is smaller than 8 cm in the new process, the total electricity consumption will be lower than that in the Kroll process. For isothermal operation at 550 °C without heat supply to the electrolytic cell, the total energy cannot be lower than WΔH. Therefore, the anode–cathode distance in the new process should be larger than 1 cm. We also have to consider heat dissipation from the bath in industrial electrolysis, so a longer distance is appropriate.

Estimated electricity consumption of Mg electrolysis. WΔG is the theoretical electricity consumption. Wη-anode and Wη-cathode are the electricity consumed by overpotentials on the anode and cathode, respectively. WIR is the electricity consumed by the IR drop attributed to the electrolyte. WΔH is the enthalpy change of the cell reaction of the Mg electrolysis
5 Conclusions
In this study, the IR-corrected polarization curves on graphite and Bi–Mg liquid alloy are obtained by the current interruption method. At current densities higher than 300 mA cm−2, solid phases such as Bi2Mg3 and/or pure solid Mg are expected to be deposited on the Bi–Mg alloy cathode. It is found that the concentration overpotential on the Bi–Mg alloy is mainly due to mass transfer of Mg from the electrode/molten salt interface to the liquid bulk. Consequently, stirring the Bi–Mg alloy is needed for electrolysis with smaller overpotentials. We then estimated the electricity consumption of the Mg electrolysis in the new smelting process based on the measured overpotentials, assuming sufficient stirring of alloy cathode and a low current density. The total electricity consumption of the Mg electrolysis in the new process will be lower than that in the Kroll process when the anode–cathode distance is smaller than 8 cm.
References
Kroll W (1940) The production of ductile titanium. J Electrochem Soc 78:35–47. https://doi.org/10.1149/1.3071290
Chen GZ, Fray DJ, Farthing TW (2000) Direct electrochemical reduction of titanium dioxide to titanium in molten calcium chloride. Nature 407:361–364. https://doi.org/10.1038/35030069
Ono K, Suzuki RO (2002) A new concept for producing Ti sponge: calciothermic reduction. JOM 54:59–61. https://doi.org/10.1007/BF02701078
Crowley G (2003) How to extract low-cost titanium. Adv Mater Process 161:25–27
Takeda O, Okabe TH (2006) High-speed titanium production by magnesiothermic reduction of titanium trichloride. Mater Trans 47:1145–1154. https://doi.org/10.2320/matertrans.47.1145
Okabe TH, Oda T, Mitsuda Y (2006) Titanium powder production by preform reduction process (PRP). J Alloys Compd 364:156–163. https://doi.org/10.1016/S0925-8388(03)00610-8
Zhang Y, Fang ZZ, Xia Y, Huang Z, Lefler H, Zhang T, Sun P, Free ML, Guo J (2016) A novel chemical pathway for energy efficient production of Ti metal from upgraded titanium slag. Chem Eng J 286:517–527. https://doi.org/10.1016/j.cej.2015.10.090
Maruyama S, Kado Y, Uda T (2013) Phase diagram investigations of the Bi–Ti system. J Phase Equilib Diffus 34:289–296. https://doi.org/10.1007/s11669-013-0243-0
Kado Y, Kishimoto A, Uda T (2015) New smelting process for titanium: magnesiothermic reduction of TiCl4 into liquid Bi and subsequent refining by vacuum distillation. Metall Mater Trans B 46:57–61. https://doi.org/10.1007/s11663-014-0164-2
Kishimoto A, Kado Y, Uda T (2016) Electrorefining of titanium from Bi–Ti alloys in molten chlorides for a new smelting process of titanium. J Appl Electrochem 46:987–993. https://doi.org/10.1007/s10800-016-0983-8
Kishimoto A, Kuramitsu A, Tsuchihashi K, Uda T (2016) Continuous production of Bi–Ti alloys by magnesiothermic reduction of TiCl4 for a new smelting process of Ti. J MMIJ 123:199–206. https://doi.org/10.2473/journalofmmij.132.199
Kishimoto A, Uda T (2018) Thermodynamics on the Bi–Fe–Ti system and the gibbs energy of Bi9Ti8. Metall Mater Trans B 49:2975–2985. https://doi.org/10.1007/s11663-018-1393-6
Tomonari T (2001) Chitan Kogyo to Sono Tenbo. The Japan Titanium Society, Japan
Furihata S, Akashi K, Kurosawa S (1981) The polarographic reduction wave of magnesium ion(II) in a molten LiCl–KCl eutectic mixture. Electrochim Acta 26:1107–1109. https://doi.org/10.1016/0013-4686(81)85085-2
Rao GM (1988) Electrochemical studies of magnesium ions in magnesium chloride containing chloride melt at 710 ± 10 °C. J Electroanal Chem 249:191–203. https://doi.org/10.1016/0022-0728(88)80359-0
Kisza A, Kaźmierczak J, Børresen B, Haarberg GM, Tunold R (1995) Kinetics and mechanism of the magnesium electrode reaction in molten magnesium chloride. J Appl Electrochem 25:940–946. https://doi.org/10.1007/BF00241588
Kisza A, Kaźmierczak J, Børresen B, Haarberg GM, Tunold R (1997) Kinetics and mechanism of the magnesium electrode reaction in molten MgCl2–NaCl binary mixtures. J Electrochem Soc 144:1646–1651. https://doi.org/10.1149/1.1837654
Børresen B, Haarberg GM, Tunold R (1997) Electrodeposition of magnesium from halide melts—charge transfer and diffusion kinetics. Electrochim Acta 42:1613–1622. https://doi.org/10.1016/S0013-4686(96)00322-2
Martínez AM, Børresen B, Haarberg GM, Castrillejo Y, Tunold R (2004) Electrodeposition of magnesium from CaCl2–NaCl–KCl–MgCl2 melts. J Electrochem Soc 151:C508–C513. https://doi.org/10.1149/1.1758814
Moser Z, Krohn C (1974) Thermodynamic properties of liquid magnesium–bismuth alloys. Metall Trans 5:979–985. https://doi.org/10.1007/BF02644308
Nayeb-Hashemi AA, Clark JB (1985) The Bi-Mg (bismuth–magnesium) system. Bull Alloys Phase Diag 6:528–533. https://doi.org/10.1007/BF02887150
Kosemura S, Ampo S, Fukasawa E, Hatta Y (2007) Production of titanium metal at Toho Titanium Co., Ltd. J MMIJ 123:693–697. https://doi.org/10.2473/journalofmmij.123.693
Güden M, Karakaya İ (1994) Electrolysis of MgCl2 with a top inserted anode and an Mg–Pb cathode. J Appl Electrochem 24:791–797. https://doi.org/10.1007/BF00578096
Demirci G, Karakaya İ (2007) Collection of magnesium in an Mg–Pb alloy cathode placed at the bottom of the cell in MgCl2 electrolysis. J Alloys Compd 439:237–242. https://doi.org/10.1016/j.jallcom.2006.08.064
Leung P, Heck SC, Amietszajew T, Mohamed MR, Conde MB, Dashwood RJ, Bhagat R (2015) Performance and polarization studies of the magnesium–antimony liquid metal battery with the use of in-situ reference electrode. RSC Adv 5:83096–83105. https://doi.org/10.1039/c5ra08606j
Newhouse JM, Sadoway DR (2017) Charge-transfer kinetics of alloying in Mg-Sb and Li-Bi liquid metal electrodes. J Electrochem Soc 164:A2665–A2669. https://doi.org/10.1149/2.1571712jes
Bard AJ (1976) Encyclopedia of electrochemistry of the elements, vol 10. Marcel Dekker Inc, New York
Komura A, Imanaga H, Watanabe N (1971) Chlorine evolution process in magnesium chloride–potassium chloride melt. Kogyo Kagaku Zassshi 74:867–871. https://doi.org/10.1246/nikkashi1898.74.5_867
The Electrochemical Society of Japan (2000) Denki Kagaku Binran, 5th edn. Maruzen Publishing Co., Ltd, Tokyo
Egan JJ, Bracker J (1974) Thermodynamic properties of some binary fused chloride mixtures obtained from e.m.f. measurements. J Chem Thermodyn 6:9–16. https://doi.org/10.1016/0021-9614(74)90201-8
Redlich O, Kister AT (1948) Algebraic representation of thermodynamic properties and the classification of solutions. Ind Eng Chem 40:345–348. https://doi.org/10.1021/ie50458a036
Papatheodorou GN, Kleppa OJ (1967) Enthalpies of mixing in some binary alkaline-earth chlorides. J Chem Phys 47:2014–2020. https://doi.org/10.1063/1.1712231
Hersh LS, Kleppa OJ (1965) Enthalpies of mixing in some binary liquid halide mixtures. J Chem Phys 42:1309–1322. https://doi.org/10.1063/1.1696115
Pelton AD (2001) A general “geometric” thermodynamic model for multicomponent solutions. CALPHAD 25:319–328. https://doi.org/10.1016/S0364-5916(01)00052-9
Dinsdale AT (1991) SGTE data for pure elements. CALPHAD 15:317–425. https://doi.org/10.1016/0364-5916(91)90030-N
Perry GS, Fletcher H (1993) The magnesium chloride–potassium chloride phase diagram. J Phase Equilib 14:172–178. https://doi.org/10.1007/BF02667805
Chase NW Jr (1998) NIST-JANAF, thermochemical tables, 4th edn. ACS and AIP, Washington, D. C.
Acknowledgements
This work was supported by Advanced Low Carbon Technology Research and Development Program, Japan Science and Technology Agency, JST ALCA (Grant No. JPMJAL1006). Bi metal was supplied by Kamioka Mining & Smelting Co., Ltd.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix 1
Appendix 1
1.1 Calculation of the theoretical electricity consumption of Mg electrolysis
Data used for the thermodynamic calculation are given in Table 1. The activities of MgCl2 in Table 1 are calculated by a subregular solution model, in which the excess molar Gibbs energy of ternary molten salt, Gex, is represented as Eq. (8).
In Eq. (8), x1, x2, and x3 are the mole fractions of components 1, 2, and 3 in the ternary molten salts, respectively, and Ωij are interaction parameters of binary molten salts composed of i and j. The compositions of the molten salts are shown in Table 1. We defined the components 1 and 2 as MgCl2 and NaCl, respectively. The component 3 is defined as CaCl2 or KCl in the Kroll process or new process, respectively. The activity coefficient of MgCl2, γ1, can be calculated from the following equation.
In Eq. (9), R is the gas constant, T is the absolute temperature, P is the pressure. Then, interaction parameters of the binary salts, Ωij, are collected as below.
For MgCl2–NaCl, NaCl–CaCl2, and KCl–MgCl2 binary salts, data points of excess molar Gibbs energies for binary salts, \( G_{ij}^{\text{ex}} \), are reported in literature [30]. Then, Ωij are obtained by Eq. (10) and fitted by Eq. (11) which is a Redlich–Kister polynomial [31].
In Eqs. (10) and (11), yi and yj are mole fractions of i and j in the binary salts, and \( L_{n}^{ij} \) should be function of temperature. However, we assumed that \( L_{n}^{ij} \) are independent of temperature and adopted the data above 700 °C. Then, Ωij are function of the mole fractions. Figure 13 shows Ωij versus yi − yj and fitted curves by Eq. (11). The fitting parameters, \( {{L}}_{{n}}^{{ij}} \), are shown in Table 2. As for CaCl2–MgCl2 [32] and NaCl–KCl [33] molten salts, interaction parameters are reported as Eqs. (12) and (13), respectively.

Interaction parameters of MgCl2–NaCl, NaCl–CaCl2, and KCl–MgCl2 molten salts calculated from the reported data. Solid lines are fitted curves by Eq. (11)
Using these data, parameters \( L_{n}^{ij} \) are obtained as shown in Table 2.
Finally, each Ωij expressed as Eq. (11) is substituted into Eqs. (8) and (9) under the condition that yi − yj is equal to xi − xj, which is called a Muggianu-type approximation [34].
Rights and permissions
About this article

Cite this article
Kumamoto, K., Kishimoto, A. & Uda, T. Evaluation of overpotentials on graphite and liquid Bi–Mg electrodes by current interruption. J Appl Electrochem 49, 743–753 (2019). https://doi.org/10.1007/s10800-019-01320-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10800-019-01320-3