
A new technology for laser cutting of glass along a curvilinear contour is described. This technology combines the use of two different methods of cutting in a single technological cycle: laser-controlled thermal splitting on rectilinear sections of the cutting contour and filamentation using a picosecond laser on curvilinear sections of the contour. The proposed technology makes it possible to significantly increase the productivity of the cutting process along curvilinear contours without compromising the strength characteristics of the glass products.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Currently, the method of laser-controlled thermal splitting (LCTS) is one of the most effective methods of precision cutting of glass and other brittle non-metallic materials, on which subject there is an enormous number of publications on the successful use of the LCTS technology in practice [1,2,3,4,5,6]. The main advantages of the LCTS method are:
-
high cutting speeds, reaching 1000 mm/sec;
-
five-fold increase of the mechanical strength of a glass edge after LCTS;
-
waste-free, high-cleanliness cutting process.
In spite of these advantages the LCTS method possesses significant limitations when cutting along a curvilinear contour. Their essence lies in the following. The LCTS speed depends not only and not so much on the power of the laser radiation but rather it is directly associated with the thermal conductivity of the material being cut, because on use of laser heating of a surface the heat propagates into the bulk of the material and fracturing thermoelastic stresses appear as a result of heat conduction. Since the thermal conductivity of glass is quite low (approximately 1 W/(m ∙ K), the propagation of heat into the interior of the glass and the warming of a volume large enough for destructive stresses to form occur slowly; this is why LCTS speed is low when using a laser beam with a circular cross-section.
Higher LCTS speeds are achieved by using a laser beam with an elliptical cross section, extending along the line of cutting, and cooling the heating zone with the aid of a cooling agent [7]. In this case the LCTS speed can reach 1000 mm/sec. However, when cutting along a curvilinear contour in glass, as any other brittle nonmetallic material with low thermal conductivity, the situation with the use of an elliptical laser beam changes radically [8].
In the first place, the conditions for heating glass on rectilinear and curvilinear sections with the aid of an elliptical beam differ substantially, and without significant reduction of the cutting speed on the curvilinear section the LCTS process will be interrupted. In the second place, even if the cutting speed is reduced on the curvilinear section, the quality and accuracy of the cutting will be difficult to monitor because the heating zone undergoes significant broadening. In the third place, it will be practically impossible to perform the cutting by the LCTS method on sections with a small radius of curvature, for example, less than 5 mm.
A novel solution of the indicated problem by means of special optics or laser scanning devices shaping the beam, repeating the cutting contour along the entire length of the trajectory is proposed in [9].
This technique optimizes the conditions for laser thermal splitting by keeping the width and length of the heating zone constant over the entire length of the curvilinear cutting contour at constant LCTS speed. In the case where the cutting occurs along a curvilinear contour, aside from changing the shape of the laser beam, one other condition must be observed — the position of the cooling spot must be coordinated relative to the laser beam and the trajectory of the motion. Thus, it is also necessary to introduce an independent control of the coordinates of the cooling position relative to the trajectory of the motion.
All these requirements and limitations often give rise to definite difficulties in creating and adopting new technologies and new laser processing equipment [10].
Development of a Dual-Laser Glass-Cutting Technology
One of the main advantages of the LCTS method of cutting glass is that because there are no microcracks and other stress concentrators the mechanical strength of the edge in transverse bending is five times greater than that obtained in mechanical processing of the product edge [11].
In the last few years ultra-short laser radiation generated by picosecond and femtosecond lasers has found extensive applications in processing materials, first and foremost, micro-machining and drilling of openings as well as, to a lesser extent, dimensional cutting. Ablation is used to remove material in the processing zone, and the width of the cut ranges from 50 to 150 μm. In this case the machining contour does not have any significance and does not influence the cutting parameters.
To compare the quality of a cut using different technologies, photographs of the cutting line of a 1 mm thick glass plate from the top (Fig. 1a and c) and photographs of the end face of such a plate (Fig. 1b and d) are displayed Fig. 1. The width of the cut after cutting by the LCTS method is equal to zero (Fig. 1a), and the surface roughness of the end face after LCTS (Fig. 1b) is equal to Ra = 0.005 μm. After cutting with a picosecond laser the width of the cut (Fig. 1c) is equal to 150 μm, and the surface roughness (Fig. 1d ) is equal to Ra = 1.2 μm.

Comparison of the quality of a cut obtained by means of different technologies: a, b) photographs of the line of the cut (a) and end face of a plate (b) after cutting by means of LCTS; c, d) photograph of the line of the cut (c) and the end face of the plate (d) after cutting with a picosecond laser.
There exists one other variety of laser processing, the so-called laser filamentation, which is accomplished by self-focusing of the laser radiation in the interior volume of the transparent material and formation of a narrow strand — a filament. This mechanism has been used successfully for dimensional cutting of glass and other transparent materials [12].
It should be noted that the use of ultra-short pulsed laser radiation in the case of the filamentation mechanism is accompanied by appreciable improvement of the cutting quality and reduction of the width of the fissuring zone, which makes it possible to increase the strength of the end face compared with processing using a picosecond laser in the material ablation regime. However, the LCTS method has an indisputable advantage in productivity and strength parameters of the obtained products made from glass.
It should be noted that local curvilinear sections of the entire contour of an article, which are formed by means of filamentation by a picosecond laser, though they do have lower strength metrics compared with rectilinear sections obtained by the LCTS method, nevertheless do not significantly affect the transverse bending strength of the entire article. This is explained by the fact that these local curvilinear sections of the article are essentially not subjected to bending forces on loading during testing or operation. On the basis of these considerations a new technology combining the use of two different methods of cutting in a one technological cycle was developed for laser cutting of glass along a curvilinear contour: the method of laser-controlled thermal splitting on rectilinear sections of the cutting contour and the method of filamentation, using a picosecond laser, on the curvilinear sections of the contour (Fig. 2) [13].

Example of cutting of a single sample: the thicker lines show picosecond laser processing and the finer lines show LCTS.
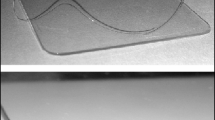
Since this technology includes two cutting steps, it is very important to maintain high accuracy in combining the cutting lines from the two lasers, which ultimately will determine the accuracy of the geometric dimensions of the overall article. A photograph of a fragment of a glass plate at the location where the curvilinear and rectilinear cutting sections join together in the photograph is displayed in Fig. 3.

Photograph of a fragment of a glass plate at the location where are the curvilinear and rectilinear sections of the cut join together: a) top view of the fragment; b) photograph of the end face of a glass plate after cutting by the filamentation method on a rectilinear section, using a picosecond laser and cutting by the LCTS method using a CO2 laser.
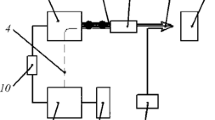
The following components were chosen to implement this technology for cutting glass. A 50 W, 10.6 μm, continuous-wave CO2 laser was used for LCTS cutting and a 50 W, 1064 nm, solid-state laser with 10 psec pulses was used for the filamentation process.
Glass samples with thickness 0.5 mm cut by the different methods were checked for mechanical strength in transverse bending. The samples cut by means of the LCTS technology and the samples cut using the new dual-laser technology showed identical strength results in the range 350 – 450 MPa. In addition the samples cut by the filamentation method showed a result not exceeding 150 MPa.
Conclusions
The new method developed for cutting with two lasers is an alternative to the method where only the filamentation process is used for articles containing curves. So, in cutting by two different methods with identical linear speed and straight lines, for example, in the range 150 mm/sec, the edge after the use of the LCTS method will not require further operations of grinding and polishing of the end faces in order to increase the mechanical strength of the article. The LCTS speed on straight lines can reach 1000 mm/sec, which is a very significant advantage in cutting large articles with large dimensions. A drawback of LCTS is the impossibility of cutting rounded sections with small radii from 1 mm at high speed, for example, 800 mm/sec and higher. In summary, the developed technology can combine the advantages of two technologies in one piece of equipment.
References
V. S. Kondratenko and S. A. Kudzh, “Precision cutting of glass and other brittle materials by laser-controlled thermo-splitting (Review),” Steklo Keram.,No. 3 – 4, 75 – 81 (2017); V. S. Kondratenko and S. A. Kudzh, “Precision cutting of glass and other brittle materials by laser-controlled thermo-splitting (Review),” Glass Ceram., 74(3 – 4), 75 – 81 (2017).
V. Kondratenko, A. Zobov, A. Naumov, and Kh. T. Lu, “Technology of precision laser cutting of sapphire plates,” Fotonika, No. 2 (50), 42 – 53 (2015).
I. V. Golubyatnikov, V. S. Kondratenko, and A. B. Zhimalov, “Development of the theory and practice of the method of laser controlled thermal splitting,” Pribory, No. 12(114), 1 – 6 (2009).
V. S. Kondratenko, Laser Processing of Materials: Collection of Articles [in Russian], Nauka i Tekhnologii, Moscow (2011).
V. S. Kondratenko and V. I. Ivanov, “Influence of methods of cutting silicon substrates on the quality of organic light-emitting diodes,” Prikl. Fiz., No. 1, 36 – 40 (2017).
V. S. Kondratenko and A. S. Naumov, “Development and adoption of laser-controlled thermal splitting technologies in the international market,” Vest. MGTU MIREA, No. 3(8), 1 – 11 (2015).
V. S. Kondratenko, “Method of cutting nonmetallic materials, Pat. RF No. 2024441,” Byull. Izobr. Polezn. Modeli, No. 23 (1994); application No. 5030537/33, April 2, 1992; publ. December 15, 1994.
V. S. Kondratenko, A. S. Naumov, V. E. Borisovskii, and A. K. Zobov, “Optimization of the parameters of laser-controlled thermal splitting (LCTS) on cutting glass along a curved contour,” Pribory, No. 3, 48 – 55 (2015).
V. S. Kondratenko, V. E. Borisovskii, P. D. Gindin, and A. S. Naumov, “New technologies of laser processing of optical-engineering components,” Pribory, No. 3, 36 – 39 (2008).
V. S. Kondratenko and O. N. Tretyakova, Problems of Creating New Laser Technologies [in Russian], Izd. MAI, Moscow (2018).
A. B. Zhimalov, V. F. Solinov, V. S. Kondratenko, and T. V. Kaplina, “Laser cutting of float glass during production,” Steklo Keram., Nî. 10, 3 – 5 (2006); A. B. Zhimalov, V. F. Solinov, V. S. Kondratenko, and T. V. Kaplina, “Laser cutting of float glass during production,” Glass Ceram., 63(9 – 10), 319 – 321 (2006).
Method of material processing by laser filamentation, Pat. US 20170028505A1, February 2, 2017; publ. December 23, 2019.
Lu Hung-Tu, A. Naumov, and V. Kondratenko, Multi-Laser Cutting Method and System, Taiwan Pat. Application No. 108115779 TW/07.05.19/TWA; Priority August 27, 2018.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Steklo i Keramika, No. 6, pp. 12 – 15, June, 2020.
Rights and permissions
About this article

Cite this article
Kondratenko, V.S., Kobysh, A.N., Hung-Tu, L. et al. Glass Cutting Technology Combining Two Different Lasers. Glass Ceram 77, 212–214 (2020). https://doi.org/10.1007/s10717-020-00273-w
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10717-020-00273-w