
The influence of the speed of processing on a special equipment and the content of polypropylene fibers on tensile strength and porosity of modified nonwovens has been studied. The technology of processing needle-punched nowoven fabrics made from blend of fibers with different melting points on a roller calender and a special equipment has been analyzed. At fixed temperatures of the roller in the special equipment the speed of processing affects the tensile strength, but the tensile strength of the modified materials does not depend on the processing speed significantly.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Nonwoven needle-punched fabrics [1, 2], which are used in thorough water purification systems [3,4,5,6,7] for preliminary filtration [8,9,10,11,12], are intended for trapping particles of a definite size, must have high permeability and adequate resistance to stretching, which occurs at high speed of passage of liquid through the filter. Stretching of fabric leads to an increase in pore size and worsening of filtration quality. The fabrics must have properties that depend on porosity in different degrees. The filtration efficiency and tensile strength increase with decrease of porosity [13,14,15], which leads to decrease of water permeability. The method for getting porous fiber materials with increased tensile strength consists in deformative-thermal treatment of the fibers from blend of high-melting polyethylene terephthalate (PET) and low-melting polypropylene (PP) fibers [13].
Traditionally, fabrics with a complex composition are processed on a roller calender [14]. The relatively short time of residence of the fabric in the gap between the calender rollers necessitates process implementation at high temperature and slow speed, due to which materials are obtained with a higher tensile strength compared to the original fabric, but with a much reduced porosity. The authors of this article proposed a method of modification of fabrics based on a blend of polyethylene terephthalate (PET) and bicomponent fibers on a special equipment [16, 17], which eliminates the deficiencies of processing on a roller calender, but was not used for processing fabrics containing PET and PP fibers.
The goal of this study was to determine the influence of the speed of processing on a special equipment and the content of polypropylene (PP) fibers on the tensile strength and porosity of modified nonwovens.
Samples of fabrics made from high-melting PET fibers with a linear density of 0.33 tex [TU (Technical Specification) 6-13-0204077-95−91] and low-melting PP fibers with a linear density of 0.33 tex (TU 2272-007-5766624−93) in ratios of 90:10 wt. % (conventional designation − fabric A) and of 80:20 wt. % (fabric B), respectively. The fiber fabric was produced by mechanical means of formation. The density of the main punching was 180 cm-2. The fabrics with various PP contents had the same surface density of 0.20-0.2 kg/m2, thickness of 1.7-2.0 mm, and bulk density of 100-120 kg/m3. The fabrics were processed at constant roller temperature of 210 °C and speed of 1, 2, 3,5, and 7 m/min.
The size and weight of the samples of the original and modified materials were determined in keeping with GOST 15902.2−2003 with a relative measurement error of ± 2 % and the mechanical properties were determined in keeping with GOST 15902.3−79 with a measurement error of ±12 %. The porosity of the fabrics and of the processed materials were calculated by the equation:
where δ − porosity factor; ρ − bulk density of the original and processed material, kg/m3; constant factor 1370 – PET density, kg/m3.
The diagram of the equipment for getting modified fabrics is shown schematically in Fig. 1

Schematic diagram of equipment for deformative-thermal processing of fabrics from fibers with different melting points: 1 − fabric; 2 − heated roller; 3 − guide rollers; 4 − conveyer belt (direction of conveyer belt movement is shown by a thin arrow and of fabric movement, by a thick arrow).
For developing the equipment, technical problems linked with sticking of fibers to the surface of the heated roller, centering, and controllable stretching of the conveyer belt and rapid cooling of the processed material at the exit of the deformation-thermal zone were solved. Fettling of the roller with fluoroelastomer (fluorine-containing rubber) reduces sticking of fibers. A seamless conveyer belt was made by punching girdled nonwoven fabric from aramid fibers, which ensures prolonged operation of the belt at high temperatures. The pressure on the fabric in the gap between the conveyer belt 2 and the heated roller 1 is regulated by the location of the moving rollers 3, the movement of which restricts the transverse shift of the conveyer belt 4 and leads to its centering. The tightness of the rollers 3 is adjusted by pneumatic cylinders. The modified materials are cooled fast by intense air blowing at the exit from the deformative-thermal action zone.
In comparison with processing on a roller calender, grasping of the roller with a diameter of 1 m by the fabric increases the time of deformative-thermal action on the fabric, which makes it possible to reduce processing temperature and to control heating across the fabric thickness by varying the processing speed. Stretching and uncontrollable change in porosity of the fabric is reduced by forced transport in the deformative-thermal action zone. High cooling rate restricts stretching of the material at the instant of exit from the gap between conveyer belt and the heated roller and of cessation of forced transport of the fiber.
It was found that relative breaking elongation of modified materials, which, in the longitudinal and transverse directions of the materials based on A and B fabrics, is 80-90 % and roughly corresponds to relative breaking elongation of the original fabrics of 90-110 %. Processing negligibly affects the conventional breaking stress in the longitudinal direction of the materials, which decreases from 4 to 3 MPa with increase of processing speed from 1 to 7 m/min. At the same time, conventional breaking stress in transverse direction of materials depends on the processing speed. The dependence of conventional breaking stress (σb, MPa) on processing speed (w, m/min) in the transverse direction of the materials based on A and B fabrics are presented in Fig. 2.

Dependence of conventional breaking stress of materials based on A (1) and B (2) fabrics in transverse direction on processing speed.
A twofold increase of the conventional breaking stress in the transverse direction of the materials is observed when the processing speed decreases from 7 to 1 m/min. From the dependencies of σb on w it follows that at a set processing speed twofold increase in PP fiber content in the fabric raises the conventional breaking stress to only 15 % (Fig. 2).
The conventional breaking stress of fabrics is determined by the strength of friction bond between the fibers in the bunches, which are formed in the punching process when the fibers are hooked by the needle barbs [13,14,15,16,17]. A relatively small, roughly 15 %, increase in breaking stress in comparison with the twofold increase in PP fiber content indicates that they are hooked by needle barbs to a lesser extent in comparison with PET fibers and are not included in the bunches. A small PP fiber content in the bunches restricts melting of the fibers and reduction of their mobility in the force field. Small PP fiber content in the bunches is a consequence of low friction of these fibers, which leads to their slipping out from the needle barbs in the punching process.
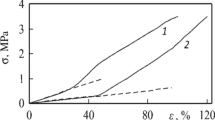
The parameters representing stretching of modified materials were obtained from the dependencies of the conventional stress (σ, MPa) on the relative elongation (ε, %). The dependencies of σ on ε in the transverse direction of the material based on fabric B, the type of which is common for the respective dependencies in different directions of the materials, which differ in PP fiber content and are obtained at different processing speeds, are presented in Fig. 3, a and b as examples. The dependencies in Fig. 3, b, which were used to determine the tensile parameters, indicate the relationship between and ε in the case of conventional stress of less than 10 %.

Dependencies of conventional stress on relative elongation and initial segment of dependence of conventional stress on relative elongation in transverse direction of the material containing 20 wt. % polypropylene fibers processed at different speeds (m/min): 1 − 1, 2 − 2, 3 − 3, 4 − 5, 5 − 7, respectively; a − at full stretching until break; b − at less than 10 % stretching.
Stretching of processed materials based on A and B fabrics occurs in two stages, each of which is described by practically linear segments of the σ−ε curves (Fig. 3, a). From the slope of the segments of the σ−ε curves it can be concluded that, in comparison with stretching in the first stage, greater conventional stress is required in the second stage. Two-stage stretching of materials, as noted above, is a consequence of formation in the punching process of a fabric structure with uneven distribution of fiber packing density. In comparison with fiber packing density in bunches, the fiber density between bunches diminishes [13-18].
Stretching in the first stage is a consequence of straightening and change in configuration of crimped fibers between bunches. After straightening of fibers between the bunches, the mechanical stress is redistributed on the fibers in the bunches. Increased fiber packing density in the bunches leads to increase of the area of contact between them and of the strength of the friction bond and is expressed by the increase in conventional stress in the second stage, realization of which is bound with translocation of fibers in the bunches [13-18].
Determination of conventional modulus indicating tensile strength in the first stage, realization of which leads to considerable stretching and increase in size of pores which are voids between the fibers, has a practical importance. The linear segments of the σ−ε curves (Fig. 3, b) with a correlation coefficient not lower than 0.92 is described by equations of the general type:
where E0 − effective tensile modulus in the first stage of the process, MPa; εn − relative elongation, at which σ−ε curves deviate from the linear segment and which determines the transition from the first to the second stretching stage and limits use of equation (1). The parameters E0 and εn are used to determine the influence of processing speed on the effective modulus [13-18]. The method of determination of the parameter εn is presented in Fig. 3, b. For A and B fabrics the relative elongation of transition from the first to the second stage is 40-50 % in the longitudinal direction and 30-40 % in the transverse direction.
The dependencies of E0 on w and of εn on w are depicted in Figs. 4 and 5, respectively.

Dependencies of effective modulus on speed of processing of materials based on fabric A in longitudinal (1) and transverse (2) directions and on fabric B in longitudinal (3) and transverse (4) directions.

Dependencies of relative elongation for transition from the first to second stretching stage on speed of processing of materials based A and B fabrics: a, curves 1 and 2 − in longitudinal and transverse directions; b, curves 3 and 4 in longitudinal and transverse directions.
Decrease of processing speed from 7 to 1 m/min leads to increase of E0 (Fig. 4) and decrease of εn (Fig. 5). The processing speed has practically no influence on the effective modulus in the longitudinal direction of the material based on A fabric (Fig. 4, curve 1). A significant increase of E0 occurs at processing speed of less than 5 m/min. In the transverse direction of the materials based on A and B fabrics the decrease of processing speed is indicated by practically steady decrease of εn and in the longitudinal direction considerable decrease of εn is observed at processing speed of less than 5 m/min.
Changes in E0 and εn are a consequence of the dependence of the degree and depth of heating of the fabric on the processing speed, which determines melting of PP fibers. At a relatively high processing speed (more than 5 m/min) in the surface layer of the fabric occurs preferential softening of PP fibers. Relatively minor increase of E0 and decrease of εn are achieved by pressing softened PP fibers into each other and into PET fibers. At processing speed lower than 5 m/min PP fibers melt and the molten mass fixes the position of the PET fibers in the interbunch space, which is indicated by considerable increase of E0 (Fig. 4) and sudden decrease of εn (Fig. 5) primarily for materials based on fabric B that has a heightened PP fiber content.
The δ−w curves are presented in Fig. 6.

Dependencies of porosity factor on speed of processing of materials based on A (1) and B (2) fabrics.
At processing speeds higher than 5 m/min the PP fiber content hardly affects the porosity factor of the materials, which approaches the porosity factor of 0.92-0.95 for A and B fabrics. Rise of PP fiber content from 10 to 20 % and fall of processing speed from 7 to 1 m/min cause negligible decrease in porosity factor: for materials based on A fabric, from 0.9 to 0.87 and for B fabric, to 0.83 (Fig. 6).
Negligible decrease of porosity factor of the modified materials is a consequence of considerable elastic deformation, which restores the thickness of the modified material to the thickness of the original fabric. It can be inferred that melting of fibers at different speeds of processing occurs in the surface layer with a relatively small thickness. Decrease in processing speed increases the strength of bonding between fibers in the surface layer of the materials.
References
A.G. Makarov, N.V., Pereborova, e. a., Fibre Chem., 50, No. 5, 378-382 (2018).
J.C. Lee, D.H. Park, e. a., Fibers Polym., 20, No. 9, 1969-1974 (2019).
Y. Zhang, Y. Zhao, e. a., Chin. Sci. Bulletin, 59, No. 3, 247-260 (2014).
J. Y, Y. Kim, e. a., Macromol. Res., 23, No. 4, 601-606 (2015).
A. Kausar, Inter. J. Plast. Technol., 23, No. 1, 1-11 (2019).
E.B. Jurchevsky and A.G. Pervov, Thermal Eng., 67, No. 6, 484-491 (2020).
Y. Liu, R. Wang, e. a., Polym., 54, No. 8, 548-556 (2013).
Y. Shen, S. Xia, e. a., Fibers a. Polym., 18, No. 8, 1568-1579 (2017).
A.A. Arbab, R.A. Arain, e. a., Fibers a. Polym., 20, No. 4, 770-778 (2019).
A. Ali, V. Baheti, e. a., Fibers a. Polym., 20, No. 7, 1347-1359 (2019). 1
G. Xu, W. Guan, and X. Sun, Russian J. Phys. Chem. A, 94, No. 1, 182-188 (2020).
P.M. Tyubaeva, A.A. Ol’khov, e. a., Fibre Chem., 52, No. 12, 420-425 (2021).
A.V. Dedov and V.G. Nazarov, Fibre Chem., 43, No. 3, 259-262 (2011).
E.S. Bokova and A.V. Dedov, Fibre Chem., 44, No. 1, 32-34 (2012).
A.V. Dedov, S.V Babushkin., e. a., Fibre Chem., 33, No. 1, 33-36 (2001).
A.V. Dedov, S.V Babushkin., e. a., Fibre Chem., 33, No. 5, 56-58 (2001).
A.V. Dedov and V.G. Nazarov, Fibre Chem., 47, No. 2, 121-12
The study was conducted with the financial support from the Ministry of Science and Higher Education of the Russian Federation. State Assignment No. FZRR-2023-0003.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskie Volokna, No. 4, pp. 60-64, July-August 2023
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Dedov, A.V., Nazarov, V.G., Pereverzeva, T.A. et al. Modified Needle-Punched Nonwoven Based on Blend of Polymer Fibers. Fibre Chem 55, 269–273 (2023). https://doi.org/10.1007/s10692-023-10473-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10692-023-10473-z