
We have studied the performance of different methods for processing needlepunched material made from blends of polyester, bicomponent, and polypropylene fibers. The performance of needlepunching and various processing methods depends on the choice of parameters for evaluating the mechanical properties of the materials. A correlation has been found between different parameters used to evaluate the deformation-related and strength-related properties of the original needlepunched materials. However, there is no such correlation for the processed materials.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
We have developed a method for obtaining high-porosity needlepunched material with increased stretch resistance [1, 2]. The technology for obtaining such materials includes using different methods to process webs made from polyester and bicomponent fiber blends. Compared with conventional polypropylene fiber, using bicomponent fiber eliminates shrinkage of the material during processing, which is a consequence of the decrease in length of the polypropylene fiber at a temperature below the melting point and leads to a decrease in porosity.
The increase in stretch resistance of the processed material containing bicomponent fiber reflects the increase in the number of bonds between fibers and the strength of the bonds formed both during needling and during processing. An increase in the strength of the bonds is achieved by fixation of the fibers with the melt of the shell of the bicomponent fiber during heat treatment. The number of bonds between fibers increases when the web is pressed during processing. The significant strength of the modified bonds between fibers limits their mobility in a force field, and requires an increased mechanical load in order to move the fibers.
The proposed process design ensures that we obtain a material which retains its stretch resistance with relatively small elongation. Upon further stretching, bonds between fibers break and then stretching of the processed material approaches stretching of the unprocessed material. Another disadvantage of the proposed processing method is elimination of the increase in strength of the processed material. Therefore the aim of this work was to evaluate the influence of different processing methods on the mechanical properties of materials made from polyester, bicomponent, and polypropylene fiber blends.
As the objects of investigation, we used needlepunched material of the following composition: polyester fiber of linear density 0.33 tex (TU 6-13-0204077-95–91) plus bicomponent fiber of linear density 0.44 tex (South Korea) plus polypropylene fiber of linear density 0.64 tex (TU 2272-007-5766624-93) in 40%:40%:20% ratio respectively. We used mechanical method for forming the fiber web. The samples were obtained after basic needlepunching with one-sided needling and needlepunch density equal to 180 cm–2 and draft 50%, and then additional needlepunching with two-sided needling and needlepunch density 600 cm–2 and draft 70%.
The materials were treated with hot air on ATU-2500 industrial equipment. The equipment had four chambers with controllable temperature in each chamber. The materials were treated at temperatures by zone equal to 155°C, 165°C, 170°C, 170°C and speed 3 m/min. Treatment on a Colombo (Italy) roll calender at a roll temperature of 190°C, speed 2 m/min, and gap between rolls equal to 0.2 times the thickness of the needlepunched material. The structural characteristics of the original needlepunched and processed materials and also the process flow schemes for their production are given in Table 1.
Evaluating the mechanical properties of the original needlepunched and processed materials is complicated because of the variation in their structural characteristics during both basic and additional needlepunching as well as during processing (Table 1). Variation in the structural characteristics limits use of standard parameters describing mechanical properties, in particular for evaluating stretch resistance vs. load at which 10% elongation is achieved (EN ISPO 10319) and for evaluating the strength vs. breaking load (GOST 15902.3-79). Variation in the structural characteristics of the materials eliminates use of the load vs. strain dependences to evaluate their stretching mechanism.
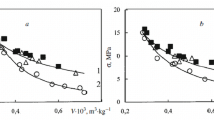
A possible solution to the problem of determining the stretching mechanism for the original needlepunched and processed materials of different structures is associated with the use of the nominal stress vs. stretch dependence (Fig. 1). Application of a nominal stress eliminates dependence of the mechanical characteristics on the surface or bulk density when one of them is constant. Variation of one of these parameters affects the thickness: respectively the transverse cross sectional area of the sample and in calculation of the stress. However, when surface density and the bulk density are varied at the same time, such an approach is less effective.

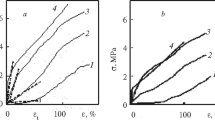
Stress vs. strain for original needlepunched and processed materials in the longitudinal (a) and transverse (b) directions. The symbols for the experimental points correspond to the symbols in Table 1.
In order to determine the dependence of the mechanical characteristics on the structure of the needlepunched and processed materials when varying the surface and bulk density, we have suggested [3, 4] using deformation-related [k d, daN/(kg2·m5)] and strength-related [k s , daN/(kg2·m5)] strengthening factors, which are calculated from the following expressions:
where P 10 and P b are the load at which 10% elongation is achieved and the breaking load, daN; F and ρ are the surface and bulk density, kg/m2 and kg/m3.
The strain curves obtained reflect a two-stage mechanisms for stretching needlepunched materials made using basic and additional needlepunching [1]. Two-stage stretching is a consequence of nonuniform packing density of the fibers between bundles and within the bulk of the bundles, which are formed as the fibers are caught by the barbs on the needles. The first stage for stretching needlepunched materials is a consequence of movement of fibers between bundles in a force field. Their low packing density and the low strength of the bonds between them lead to significant stretching for a relatively low stress. After reorientation of the fibers between bundles, the load is redistributed to fibers in the bundles, where the high packing density and the complex bonds between them lead to an increase in stress for development of the second stretching stage (see Fig. 1).
The different development of stretch in the longitudinal and transverse directions of the materials after basic and additional needlepunching reflects the dependence of the bond strength on the fiber orientation. Significant orientation of the fibers in the transverse direction, which is a consequence of using a mechanical method for forming the fiber web, leads to a large number of contacts between fibers, and limits the mobility of the fibers in a force field. Reorientation of the fibers during additional needlepunching equalizes the stress in the longitudinal and transverse directions (Fig. 1).
Stretching of the processed materials also occurs in two stages. An increase in the stress needed for development of the first stretching stages is typical; this is most appreciable in the longitudinal direction when processing according to the scheme BN → AN → C (see Table 1 for explanations of the schemes). In the transverse direction, the effect of the processing method on development of stretch is less pronounced.
From the strain curves (Fig. 1), we determined the parameters for the deformation-related and strength-related properties of the original needlepunched and processed materials. In order to evaluate the stretch resistance, we used the stress for 10% elongation (σ10, MPa) and the elongation at which there is a transition from the first stretching stage to the second (εs, relative units). The strength was evaluated using the breaking stress (σb, MPa) and the elongation at break (εb, relative units). The values of these parameters, and also the deformation-related and strength-related strengthening factors are presented in Table 2.
The effect of the processing method on the mechanical properties of the materials depends on the choice of the parameter to evaluate them. Another factor in the performance of the processing method is the choice of the direction of the web in which the parameters of the mechanical properties are determined.
When using the parameter σ10, the maximum stretch resistance is achieved in the longitudinal direction of the material processed according to the scheme BN → AN → S → C. Such a fabrication method ensures a 10-fold increase in σ10 compared with the needlepunched material. We should note that in this direction of the web, a 10-fold increase in σ10 is achieved when processing according to the scheme BN → C or BN → S.
In the transverse direction, different processing methods ensure that we obtain materials with close values of σ10 which are approximately 5 times higher than the values of σ10 for the original needlepunched materials. An exception is processing according to the scheme BN → AN → C, which when used results in obtaining a 15-fold increase in σ10 compared with the original needlepunched material.
If using the parameter k d, the maximum stretch resistance in the longitudinal and transverse directions of the web is achieved when processing according to the schemes BN → C and BN → AN → C. Such technology for fabrication of the material ensures a 7-fold increase in kd. Using other processing methods leads to obtaining materials with close values of k d in the longitudinal and transverse directions of the webs. Some decrease in the values of k d is observed in the transverse direction when processing according to the scheme BN → AN → S.
When using the parameter σb, different processing methods do not lead to an increase in strength in the longitudinal and transverse directions of the processed materials. When using the parameter k s, we observe a 30% decrease in strength in the longitudinal direction of the material. In the transverse direction, a 2-fold decrease in strength is achieved compared with the original material.
After basic and additional needlepunching, the ratio σ10/k d and σb/k s for the original needlepunched materials in the longitudinal and transverse directions approach a constant value. For the processed materials, such a change is seen for the ratio σb/k s but does not appear for the ratio σ10/k d.
The result obtained shows that using polypropylene fiber combined with bicomponent fiber and application of processing on a roll calender do not influence a change in the stretch mechanism and strength of the processed materials. The stretch resistance and the strength of the processed materials with such a composition are also determined by respectively the strength of the bonds between fibers in the interbundle space and within the bulk of the bundles, to which the load is distributed after the bonds between fibers break in the interbundle space. A stepwise mechanism for stretching the processed materials is confirmed by the decrease (compared with the original material) in the elongation at which there is a transition from the first stretching stage to the second (Table 2).
Similarly to processing of material with bicomponent fiber, when processing materials with two low-melting fibers on a roll calender, a simultaneous increase in the strength of bonds between fibers formed during needling is achieved along with formation of new bonds when the web is pressed between the rolls. Pressing the web in the gap between rolls significantly affects the fibers oriented in the plane of the web or the fibers in the interbundle space. A consequence of pressing the web is a decrease in the distance between fibers and pressing of the fibers into each other, as a result of which there is an increase in the strength and the number of bonds between fibers in the interbundle space. At the same time, during pressing of the web, deformation of the bundles occurs, associated with an increase in the distance between fibers in the bulk of the bundles, which eliminates an increase in the strength of the bonds between them. Thus processing on a calender increases the stretch resistance but does not affect the strength of the material. The melt of the polypropylene fiber to a significant extent fixes the fiber in the interbundle space which, compared with using only a bicomponent fiber, results in a substantial increase in stretch resistance.
When processing with hot air, the increase in stretch resistance is a consequence of the increase in the strength of the bonds formed in the needling stage. At the same time, elimination of deformation of the bundles with such a processing method does not lead to an increase in the strength of the material. Such a result reflects the nonuniform distribution of polypropylene and bicomponent fibers between the bundles and in the bundles. Nonuniform distribution of low-melting fibers is a consequence of their higher linear density compared with polyester fiber, which reduces the likelihood that the polypropylene or bicomponent fibers are caught by the barbs of the needles and included within the bundles. The shrinkable fibers are concentrated mainly in the interbundle space, which at their contact points with polyester fibers leads to an increase in bonds and an increase in stretch resistance.
This work was done with the financial support of the Russian Federation Ministry of Education and Science, State Task No. 11.1087.2014/K.
References
A. V. Dedov, Plast. Massy, No. 3, 7-10 (2007).
A. V. Dedov, Materialovedenie, No. 6, 32-35 (2008).
E. S. Bokova and A. V. Dedov, Khim. Volokna, No. 6, 38-39 (2011).
E. S. Bokova and A. V. Dedov, Khim. Volokna, No. 6, 40-42 (2011).
Author information
Authors and Affiliations
Additional information
Translated from Khimicheskie Volokna, Vol. 48, No. 1, pp. 61-65, January-February, 2016.
Rights and permissions
About this article

Cite this article
Dedov, A.V. Mechanical Properties of Processed Needlepunched Material of Complex Composition. Fibre Chem 48, 62–65 (2016). https://doi.org/10.1007/s10692-016-9740-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10692-016-9740-3