
A study is made of the strength and deformation resistance of materials made from a mix of polyester and polypropylene fibers and treated on a roll calender. The treatment significantly increases deformation resistance and also affects strength, although to a lesser extent. The estimate obtained for strength depends on the parameter that is chosen. The complex nature of the deformation of the initial needle-piercing material and the treated material makes it difficult to find a parameter that reflects all of the tensile strain in the material.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Needle-piercing materials made from a mix of polyester and polypropylene fibers are subjected to treatment on a roll calender. Evaluating the effect of such treatment on the strength and deformation characteristics of these materials is an important practical problem, but solving that problem is made difficult by the fact that the dependence of these characteristics on the structure of the material varies in relation to its composition and the technology used to make it.
One distinctive feature of the formation of the structure of complex materials on a roll calender is that their volumetric density increases but their surface density remains constant (Table 1). Another aspect of these materials’ treatment is the change in the strength of the bonds between the fibers. Bond strength is determined by the friction between the fibers in untreated needle-piercing materials and by the fixation of the polyester fibers by the melt of polypropylene fibers in the calendering operation.
The strength of needle-piercing materials has traditionally be evaluated by using an index that characterizes the load which exists when specimens of a standard size rupture (GOST 15902.3-79). Another method of strength evaluation is the use of an approach based on continuum mechanics - determine the nominal stress at rupture. This stress is calculated as the ratio of the breaking load to the initial cross-sectional area of the specimen. It should be pointed out that there is some debate as to the use of the continuum mechanics approach for evaluating the strength of dispersed fibrous materials.
Another area of debate is the validation of the parameter used to evaluate the resistance of needle-piercing materials to deformation in tension.
The methods that have been proposed for evaluating the deformation characteristics differ significantly from one another and depend on the requirements of the standard being used. In Russian practice, the evaluation is made on the basis of the intermediate elongation recorded at 25% of the breaking load (GOST 8847–85). In the standards of countries in Western Europe, the deformation properties of needle-piercing materials are evaluated based on the load needed to attain 10-20% elongation (EN ISPO 10319). Our goal here is to evaluate the strength and deformation resistance of treated materials obtained from a mixture of polyester and polypropylene fibers.
We used specimens of a needle-piercing material made from a mix of polyester fibers with a linear density of 0.33 tex (TU 6-13-0204077-95-91) and polypropylene fibers with 0.67 tex (TU 2272-007-5766624-93). These two types of fibers were mixed together in a 70:30 ratio, respectively. A fibrous lap was obtained by mechanical forming. The fabrication process entailed subjecting the material to a main calcination and an additional calcination with densities of 180 and 600 cm-2 and an elongation of 50% at each calcination stage. The materials were treated on a roll calender at 180 °C, with the gap between the rolls being equal to 0.5 of the thickness of the needle-piecing material. Table 1 shows the structural characteristics of the untreated and treated materials and their strength characteristics as expressed by different methods.
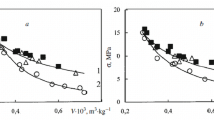
When the index “load at rupture” is used, the treatment has almost no effect on the strength of the treated material. At the same time, the strength of the material is seen to increase when the index “stress at rupture” is employed. Meanwhile, a relation was obtained to express the equivalence of the increase in the volumetric density of the treated material and its increase in stress at rupture. This relation is expressed by an equation of the form
where σ t and σi are the rupture stress (MPa) of the treated needle-piercing material and the initial material. The volumetric density (kg/m3) of these materials is ρ t and ρi, respectively.
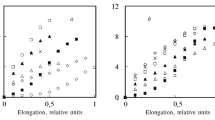
The deformation characteristics of the initial material and the treated material are also evaluated by using a continuum mechanics approach connected with determination of the stress–strain relation (Fig. 1). Tension of the needle-piercing material in the longitudinal and transverse direction takes place in two stages, each of which is reflected by nearly linear sections of the stress–strain curve. The first tension stage reaches 20-30% and unfolds with a relatively small increase in stress. The transition to the second stage is characterized by an increase in stress, which is necessary for its development. Treatment of the material leads to an increase in the stress for development of the first tension stage and an increase in the strain that is reached (see Fig. 1).

Dependence of stress on strain for the initial needle-piercing material in the longitudinal (a) and transverse (2) directions; dependence of stress on strain for the treated material in the longitudinal (3) and transverse (4) directions.
The complex mechanism responsible for tension of the needle-piercing material is a reflection of its structure, which is characterized by an uneven distribution of fiber packing density. Fiber packing density is appreciably lower between the bundles than inside them. The formation of bundles with a high fiber packing density is due to either to their being caught on the indentations of the needles or to their reorientation in the thickness direction.
When the stress is low, the low fiber packing density between the bundles leads to movement of the fibers. This movement involves straightening of the curled fibers and changing of their angle of orientation relative to one another. Straightening and reorientation of the fibers between bundles redistributes the load on the fibers inside the bundles, where the high packing density increases the stress needed for movement of the fibers and development of the second stage of tension. The increase in the stress needed for development of the first tension stage for the treated material is a reflection of a decrease in the mobility of the fibers between the bundles caused by the increase in the fibers’ packing density and their fixation by the melt of polypropylene fibers. The initial section of the stress–strain curve of the initial needle-piercing material and the treated material is described by an equation having the general form
where σ y is the yield stress (MPa) at which the strain ε (relative units) is attained; E e is the conditional modulus, MPa (in physical terms, this is the stress needed for the specimen to double in length). The conditional modulus is used to evaluate the effect of the treatment on resistance to deformation (Table 2).
It should be pointed out that Eq. (2) is of limited utility: it is used to predict tension below 30% for the initial needle-piercing material and tension below 60% for the treated material. At the same time, such an approach comes close to satisfying the requirement of the standard EN ISPO 10319. When the standard GOST 8847–85 is used, it is possible to determine the load at different stages of tension.
The values obtained for the conditional modulus show that the main and additional calcinings of the needle-piercing material make its deformation resistance quite anisotropic. A larger increase in deformation resistance is obtained compared to the strength seen in the calendering operation. The anisotropy of deformation resistance persists after calendering, but the calendered material is characterized by a smaller difference between the conditional moduli in the longitudinal and transverse directions. The largest increase in deformation resistance was seen in the needle-piercing material with the lowest conditional modulus (see Table 2). The increase which takes place in the modulus was significantly larger than the increase seen in volumetric density during calendering.
The differing effects of calendering on strength and deformation resistance reflect the dependence of the composition of the bundles on the linear density of the fibers. An increase in the linear density of the polypropylene fibers reduces the probability of their being caught on the indentations of the needles and ending up being part of the bundles. Calendering only deforms the bundles and increases fiber packing density inside them. These changes in the structure of the bundles are reflected in the equivalent dependence of the rupture stress on the increase in volumetric density.
An increase in volumetric density between the bundles not only increases fiber packing density but also leads to the formation of bonds between the fibers by the melt of polypropylene fibers. The substantial increase in the conditional modulus in the longitudinal direction shows that the formation of these bonds is dependent on the mutual orientation of the fibers in the calendering operation. Having a high degree of fiber orientation in the direction of movement of the material during calendering increases the area of contact between the fibers in the longitudinal direction and strengthens the bonds between the fibers and the melt.
This research was carried out with financial support from the Russian Fund for Basic Research, Project No. 118-00744a.
Author information
Authors and Affiliations
Additional information
Translated from Khimicheskie Volokna, No. 3, pp. 6365, May-June, 2011.
Rights and permissions
About this article
Cite this article
Dedov, A.V., Nazarov, V.G. Mechanical characteristics of a needle-piercing material obtained from a mixture of polyester and polypropylene fibers treated on a roll calender. Fibre Chem 43, 259–262 (2011). https://doi.org/10.1007/s10692-011-9344-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10692-011-9344-x