
Abstract
With great changes in production requirements, in-service machine tools may be unable to meet new production requirements. Aiming for this problem, a sustainable resource-saving and high-valued recovery approach for in-service machine tools is proposed, which integrates remanufacturing and product-service systems (PSS). In-service machine tool remanufacturing is defined as a new remanufacturing model based on condition monitoring and diagnosis, which is different from traditional used machine tool remanufacturing and new machine tool manufacturing mentioned in the current literature. Procedure framework of in-service machine tool remanufacturing is proposed, including condition monitoring and diagnosis, matching analysis, remanufacturability evaluation and decision-making, identification of potential problems, individualized redesign, disassembly, cleaning, inspection and classification, performance improvement as well as reassembly and inspection. Combining the remanufacturing practice of an in-service heavy-duty horizontal lathe, the comprehensive resource-efficient benefits of in-service machine tool remanufacturing are illustrated. The results show that the proposed remanufacturing model can restore in-service machine tools to like-new or better performance and upgrade their functionality, with great economic and social benefits. For the implementation of this remanufacturing model, an in-depth analysis of the supporting technologies such as condition monitoring and diagnosis, decision-making analysis, etc., should be done in future research to guarantee the production capacities of in-service machine tools.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
According to statistics, the worldwide market for machine tool manufacturing is approximately more than $80 billion (Gardner Research, 2016), still growing every year. There are so many machine tools in service, and the quantity is still increasing for that machine tools have a long lifetime, about 10–15 years or more. Machine tools are the most significant capital investments for manufacturing companies and represent their manufacturing capacities and technological level. It is important to keep in-service machine tools at peak or normal performance with regular inspection and maintenance. However, production requirements have dramatically changed and some in-service machine tools are unable to meet the new requirements. 1) Accuracy degradation of in-service machine tools for heavy manufacturing tasks may be serious because of a long period of wear (Fan et al., 2012), affecting product quality and consistency. 2) Automation and intelligence degree of in-service machine tools are low; it is difficult to meet the requirements of intelligent manufacturing and higher productivity. Such as some older machine tools have no Computer Numerical Control (CNC) or the electrical system, and CNC system are aging. 3) In-service machine tools are not in a resource-efficient manner, with high-energy consumption and various environmental pollution (He et al., 2015). For new production requirements, remanufacturing is a new way of low costs and less downtime to upgrade in-service machine tools, instead of the purchase of new machine tools (Ardente et al., 2018; Du et al., 2012).
Machine tool remanufacturing has become an important part of the remanufacturing industry in developed countries such as Europe, the USA, and Japan. The Remanufacturing industry makes up 2% of the European manufacturing sector and has an annual turnover of approximately 30 billion euros (Parker et al., 2015). The UK's remanufactured output is estimated at more than 5.6 billion pounds, of which machine tool remanufacturing is mainly based on large and heavy machine tools (worth not less than 25,000 lb), with an annual turnover of more than 45 million pounds (Butler, 2006). The US remanufactured production had reached $43 billion, supporting approximately 180,000 full-time jobs (United States International Trade Commission, 2012), including more than 300 companies specializing in machine tool remanufacturing (Aronson, 2003), such as Busch Precision Inc., The Daniluk Corp., Machine Tool Research, Inc., NASA Machine Tools, Inc., Texas Machine-Tool International, GCH Machinery, and so on. These remanufacturers of machine tools can provide services of machine tool repair, refurbishment, CNC retrofitting and remanufacturing for all types of machine tools. However, most remanufacturing companies for machine tools are mainly aimed at discarded or used machine tools, that is, products of end of life or end of use, and have not yet conducted an in-depth analysis of the business model of in-service machine tool remanufacturing.
Compared with the remanufacturing of used machine tools (Du et al., 2012; Gupta et al., 2013), the cores, remanufacturing process and remanufacturing technologies for in-service machine tools are more complicated, and the requirements for remanufactured in-service machine tools are much higher. Nevertheless, traditional remanufacturing methods of used machine tools are no longer applicable to in-service machine tools, because of the diversity of its function, design, and structure. Here, this paper aims to propose a new model of in-service machine tool remanufacturing based on condition monitoring and diagnosis to achieve sustainable resource-saving and high-valued recovery. In order to reach the goal of this paper, the following methods are adopted. Through the analysis of the existing literature, different remanufacturing models are summarized. By integrating the advantages and disadvantages of the current business models, the definition and connotation of in-service machine tool remanufacturing will be carried out. Using the methods of system analysis and process analysis, the procedure framework and implementation model of in-service machine tool remanufacturing will be proposed.
The paper is structured as follows. In the following section, a literature review will be provided to illustrate the general background and context of the study. In the third section, material and methods are proposed in detail, including the definition and connotation of in-service machine tool remanufacturing, the procedure framework of in-service machine tool remanufacturing, and a case study. In addition, results and benefits of in-service machine tool remanufacturing are analyzed. Then, a section of discussions will be provided. Conclusions and an outlook on further research goals are afforded in the final section.
2 Literature review
2.1 Remanufacturing business model
Remanufacturing can save costs, reduce resource, and energy consumption and have significant economic and social benefits. Many companies and research institutions have conducted in-depth research on remanufacturing. Matsumoto et al. (2016) mentioned that business models are critical for remanufacturing and an adequate business model can increase customer acceptance of remanufactured products. The majority of companies engaged in the remanufacturing industry are independent remanufacturers (IRs) and Original Equipment Manufacturers (OEMs) (Kapetanopoulou & Tagaras, 2009). Independent remanufacturers are also called third-party remanufacturers (TPRs). IRs and OEMs often adopt different business models to implement remanufacturing. OEMs implement remanufacturing mainly to provide a service for end-of-life products, while independent remanufacturers obtain profits through remanufacturing. There is a competitive relationship between TPRs and OEMs, and in some cases TPRs are harmful to OEMs. Facing with TPRs competition, whether the OEM is affected by remanufacturing depends on the interactions between remanufacturing and perceived value of new products (Fang et al., 2020). Different types of companies and different products should lead to a variety of different business models and implementation models for remanufacturing. Moreover, the concerns of various stakeholders in the remanufacturing industry are different, and the motivation for implementing remanufacturing is different, which directly affects the implementation difficulty and benefits of remanufacturing.
Various business models of remanufacturing are conducted based on the different sources of cores, such as buy-back, ownership-based, voluntary-based, service-contract, credit-based, deposit-based, and direct-order (Lind et al., 2014; Östlin et al., 2008). Galbreth and Blackburn (2006) analyzed the acquisition and sorting policies of used products for remanufacturing to determine how many used products to acquire and how selective to be during the sorting process. Rashid et al. (2013) mentioned that remanufacturing has not achieved the status of the mainstream manufacturing industry and the major reason is the lack of interest or participation of OEMs in the remanufacturing business. Remanufacturing service is provided mainly by independent remanufacturing firms of small or medium sizes (Hauser & Lund, 2008; Sun et al., 2019). To booming the remanufacturing industry, more OEMs are needed to get involved in this industry. Zhou and Yuen (2021) investigated the optimal remanufacturing engagement strategy (i.e., engage a contract manufacturer or an independent remanufacturer) and remanufacturing mode (i.e., authorization and outsourcing) that should be taken by an OEM. Sakao and Sundin (2019) analyzed both OEMs and independent remanufacturers in theory and practice to find that product, service personnel, customer, and business model are relevant to the means to improve customer value in remanufacturing. Prendeville and Bocken (2017) discussed the lack of detailed design and business cases on remanufacturing and showed a multi-strategy approach in combination with an exploration of design and business model strategies for remanufacturing. Vogtlander et al. (2017) tried to solve a problem of how can remanufacturing become a viable business solution for mainstream consumer markets and proposed five aspects that are keys to the development of viable business models based on combined analyses of the costs, market value, and eco-costs. Barquet et al. (2013) organized the knowledge about remanufacturing and treated remanufacturing as a system, offering a vision of remanufacturing system and contributing to an integrated view about the theme. Hong et al. (2020) embedded value-added service into remanufacturing models and investigated how the value-added service influences profits and other decision variables in a closed-loop supply chain.
At present, a large number of literatures have analyzed the applicable scenarios, benefits and cases of various remanufacturing business models. Different products are suitable for different remanufacturing business models, and various innovative ideas at different stages of products also have an important impact on remanufacturing business models. In order to improve the efficiency and effectiveness of remanufacturing, it is still necessary to conduct an in-depth analysis of the remanufacturing business model and introduce more new concepts.
2.2 Remanufacturing model and Product-Service Systems
Besides, an innovative business model for remanufacturing is proposed utilizing both remanufacturing and Product-Service Systems (PSS) characteristics. The acceptance and demand for remanufactured products would be improved for that the end customers only use the products without having their ownership (Guidat et al., 2014). The related concepts of PSS can promote the development of remanufacturing models and help improve the effects of remanufacturing. PSS's promotion of remanufacturing and the integration model of PSS and remanufacturing have been discussed in many literatures.
Sundin and Bras (2005) pointed out that Product-Service Systems connected with product remanufacturing could bring both economic and environmental benefits and analyzed the promotion of design change to remanufacturing from a remanufacturing perspective. Lindahl et al. (2014) investigated three real-life business cases in industry, quantified environmental and economic benefits of the PSS in real practice from a life cycle perspective and presented the engineering activities contributing to those advantages under the PSS were design, recycling, reuse, maintenance, holistic planning and operation. Lindkvist and Sundin (2016) explored two industrial cases and concluded that PSS allowed better control of the products during their use and remanufacturing phases, but the full potential of PSS was not yet utilized at the companies, for their products were neither designed for PSS nor remanufacturing. Chierici and Copani (2016) proposed a new business model for the implementation of remanufacturing with Upgrade PSS, together with a coherent configuration value proposition, supply chain and reverse logistics, revenue model and ownership scheme. Priyono (2017) mentioned that PSS would shift the focus of companies from how to manufacture products to how to fulfill customers’ needs and analyzed the benefits of PSS for interested parties in remanufacturing, including manufacturing companies, OEMs, and customers. Fadeyi et al. (2017) proposed an improved remanufacturing-product service system, pointed out that an effective remanufacturing-PSS synergy is mainly dependent on the product development decisions, and identified that core cleaning and product serviceability are critical for the success of remanufacturing and PSS. Xia et al. (2020) built a two-period game-theoretical model consisting one OEM and one TPR to study the economic and environmental effects of the combination of remanufacturing and product service system. The results show that a product-oriented product service system acts as a coordinating mechanism between the OEM and TPR.
2.3 Remanufacturing model of machine tool
Machine tools are important industrial equipment with durability and high added value, suitable for remanufacturing, and have become an important part of the remanufacturing industry. Similarly, many business models of circular economy, resource recovery, and PSS can be implemented in machine tool remanufacturing (Velenturf & Jopson, 2019), involving OEMs and IRs, as shown in Table 1.
Du and Li (2014) proposed three industry models of machine tool remanufacturing by OEMs, including recycling-based machine tool remanufacturing, solution-based machine tool remanufacturing, and trade-in machine tool remanufacturing. Such as SKODA Machine Tool can offer flexible overhauling, remanufacturing, and modernization of machines to improve machining performance and enhance productivity (Skoda Machine Tool, 2019). Chongqing Machine Tool can provide remanufacturing service for gear cutting machine tools and lathes produced by itself or other manufacturers (Du et al., 2015). Mazak can provide spindles repair and rebuild for machine tools to ensure reliable and high-quality spindle service (Mazak, 2019). However, due to concerns that remanufactured machine tools affect the sale of new products, OEMs are not active in developing remanufacturing services of machine tools. In reality, successful remanufacturing of machine tools is often done by independent remanufacturing firms. From the case studies, more and more OEMs and independent remanufacturers are beginning to provide machine tool remanufacturing. Plenty of literature mention that machine tool remanufacturing has very good benefits for various stakeholders, regardless of various models (Du & Li, 2014; Ullah et al., 2016).
The current literature does not mention the integration of PSS and machine tool remanufacturing. While, concerns of machine tool users are whether the performance of in-service machine tools can meet production requirements, regardless of whether they are new ones or remanufactured ones. Machine tool remanufacturing is an important supplement to the product-service system of machine tool. The relevant concepts of PSS can be incorporated into machine tool remanufacturing, especially for the large number of machine tools currently in service. Then, the integrated model of in-service machine tool remanufacturing can be proposed, which is regarded as a way to guarantee manufacturing capacity. When in-service machine tools fail to meet the production requirements, potential problems can be identified quickly and processing capacity can be recovered rapidly by remanufacturing with less downtime and high resource efficiency. In-service machine tool remanufacturing provides manufacturing companies with a product service of manufacturing capacity guarantee. This service or remanufacturing model is based on condition monitoring and diagnosis of machine tools, which is also a path of resource saving and high value-added recovery for machine tools.
3 Material and methods
3.1 Definition and connotation of in-service machine tool remanufacturing
In tradition, machine tool remanufacturing is considered as a new manufacturing model of machine tool, in which the used machine tools and parts as the blanks of remanufacturing are restored to like-new or better performance by the processes of remanufacturability evaluation, disassembly, redesign, part reconditioning, machine-based upgrading, and reassembly (Du et al., 2020; Du and Li., 2014). Under the traditional model, remanufacturing is mainly aimed at products of End-of-Use (EOU) or even scrapped products. However, there are a large number of in-service machine tools in the factory that have not yet reached the scrap condition, but the production requirements cannot be met due to rapid advances in technology. These in-service machine tools also need to be remanufactured to restore and enhance their performance and expand their capabilities. Whether these in-service machines need to be remanufactured and whether they can be remanufactured, they are closely related to their conditions. This requires monitoring, diagnosis, and analysis of the entire service process of these in-service machine tools. For such needs, in-service machine tool remanufacturing can be proposed, which is a remanufacturing model for in-service machine tools based on condition monitoring and diagnosis, introducing the theories and methods of monitoring and diagnosis, fault prediction, and health management as well as active prevention to machine tool remanufacturing.
In-service machine tool remanufacturing can improve users' willingness to implement remanufacturing because of their good economic and resource benefits. This remanufacturing model gives the in-service machine tools a new life cycle, reuses the resources of original parts and components, and enhances the value of the whole machines. It is a new sustainable resource-saving and high-valued recovery approach for in-service machine tools. In-service machine tools with accuracy degradation, low reliability, low energy efficiency, low automation degree or backward technology, as remanufacturing cores, can be restored into like-new or better conditions to satisfy machining requirements as well as comprehensive improvement. It differs from the manufacturing of new machine tools and the traditional remanufacturing system which is mainly for used, old, and scrapped machine tools and emphasized the recycling of used machine tool resources. Because of advances in technology, in-service machine tools can achieve higher performance by adding more accessories that are new. The differences among in-service machine tool remanufacturing, traditional used machine tool remanufacturing and new machine tool manufacturing are as shown in Table 2.
3.2 Procedure framework of in-service machine tool remanufacturing
In-service machine tool remanufacturing involves various processes, as shown in Fig. 1. Based on data acquisition and monitoring, the state of in-service machine tools, workpiece and workshop can be diagnosed and analyzed to establish a comprehensive state model of in-service machine tools. If the in-service machine tools cannot meet production requirements especially for resource efficiency, some works of remanufacturability evaluation and decision-making should be conducted to determine whether in-service machine tools be remanufactured or scrapped. When the machine tools have good remanufacturability, in-service remanufacturing begins, including identification of potential problems, redesign, individualized disassembly, cleaning and inspection, performance improvement as well as reassembly and inspection. Finally, after the in-service machine tools are remanufactured, they can meet the production requirements and start a new service life cycle.

Procedure of in-service machine tool remanufacturing
3.2.1 Condition monitoring and diagnosis of in-service machine tools
In-service machine tool remanufacturing is based on condition monitoring and diagnosis, including data acquisition and monitoring, data storage and data processing as well as condition diagnosis and decision-making, as shown in Fig. 2. Machining condition information of in-service machine tools can be obtained by data acquisition and monitoring system, and then be transmitted to various databases through network communication means. These data can be stored, processed and analyzed in the cloud platform or other information management systems to support diagnosis and decision-making for in-service machine tool remanufacturing.

Condition monitoring and diagnosis of in-service machine tools
Data acquisition and monitoring: Based on the technologies of Programmable Logic Controller (PLC), CNC, Human–Machine Interface (HMI), etc., or the installation of sensors, data collectors, etc., in the machine tools (Luo et al., 2019), signals such as force, heat, current, voltage, noise, etc., of key signal acquisition points can be collected (Drake et al., 2010, 2015; Ferraz & Coelho, 2005). Operation mode, spindle parameters such as load, speed and override, servo axis parameters such as speed, power and load, and feed rate override, etc., can be extracted. Also, machining information such as working tasks, machining status, manufacturing progress, and workpiece quality can be obtained (Chen et al., 2015). At the same time, monitoring and analysis of noise, oil mist, and dust in the workshop environment are carried out. The acquired data and information are stored in a real-time database to monitor the health status and operation condition of in-service machine tools.
Data storage and data processing A large amount of data is generated during the operation of in-service machine tools. The entire workshop can even generate gigabytes of data every day, and the data have the characteristic of multisource, heterogeneity, dynamics, multi-relational, and multi-dimensional (Sivarajah et al., 2017). To this end, it is necessary to use various data transmission interfaces/protocols, real-time databases, big data, cloud platforms, artificial neural network, time series analysis, multiple linear regression, and other new technologies to achieve data storage and data processing, including data retrieval, data validation, data sorting, data cleaning, data clustering, data conversion, data aggregation, feature extrusion, and so on (Wang et al., 2018). Finally, data can be processed, interpreted and translated into information for condition diagnosis and decision-making of in-service machine tool remanufacturing (Lei et al., 2018).
Condition diagnosis and decision-making Diagnosis and decision-making of in-service machine tool involve the diagnosis of machining condition, analysis, and judgment of warning information, abnormal pattern recognition, predictive analysis, fault diagnosis, and individualized decision-making for in-service machine tool remanufacturing. Data acquisition and monitoring system of in-service machine tools continuously collect various data and information from the workshop and machines. Based on technologies and methods of big data analysis, the data and information are compared with normal operation status through artificial intelligence and deep learning, including operation conditions, machining information as well as the environmental conditions of the workshop (Lee et al., 2006). When the data and information are found to change significantly, it indicates that there are potential problems in the in-service machine tool, and further measures are needed. If the in-service machine tool can no longer meet the current processing requirements of the enterprise or the future requirements of enterprise transformation and upgrading, then it is necessary to implement in-service remanufacturing.
3.2.2 Matching analysis of the comprehensive state of in-service machine tools with production requirements
Production requirements generally change with time, especially for some key components and parts, production requirements for productivity and quality are getting higher and higher. However, in-service machine tools are gradually degraded as their service time increases. In order to protect the manufacturing capacity of the factory, the comprehensive state of in-service machine tools should be matched with production requirements. We set a series of indicators that indicate production requirements, such as quality, productivity, energy efficiency, environmental pollution, and cost. In addition, the comprehensive state of in-service machine tools can be determined by some condition indicators of monitoring and diagnosis, such as operation parameters, machining information, and workshop condition. These indicators can reflect the accuracy, reliability, automation, greenness, intelligence, and other performance of in-service machine tools. Then, the mapping relationships between the indicators of the comprehensive state of in-service machine tools and the indicators of production requirements can be established, together with the thresholds of each indicator.
When the comprehensive state of in-service machine tools does not meet the production requirements of the factory or the factory intends to upgrade the technology level such as intelligence improvement, greenness improvement, etc., we need to make decisions about the in-service machine tools. We can eliminate in-service machine tools that do not meet production requirements and replace them with more advanced machine tools. On the other hand, we can choose the way of remanufacturing to improve the performance of in-service machine tools to meet their production requirements.
3.2.3 Remanufacturability evaluation and decision-making for in-service machine tool remanufacturing
When we choose to improve the performance of in-service machine tools through remanufacturing, the first step is to evaluate whether the machine tools can be remanufactured and whether the remanufactured machine tools can meet our production requirements. Remanufacturability of in-service machine tools should be evaluated from the aspects of economic feasibility, technology feasibility, environmental and resource benefits, performance improvement, and so on (Du et al., 2012; Omwando et al., 2018). The data monitoring and diagnosis system of in-service machine tools provide data and information sources for remanufacturability evaluation. Economic feasibility evaluation should consider remanufacturing costs and expected economic benefits from an input/output perspective. Technology feasibility is evaluated from the views of failure diagnosticability, disassembility, feasibility of performance upgrading and structure adaptability for new components. Environmental and resource benefits are evaluated based on the environmental impact and resource consumption of in-service machine tool remanufacturing. Performance improvement depends on how much the performance of a remanufactured machine tool would be improved and whether they can satisfy production requirements, such as accuracy, reliability, processing range, automation and intelligence function, greenness degree, and other performance indicators.
3.2.4 Identification of potential problems for in-service machine tools
When the in-service machine tool cannot meet the processing requirements, we need to find the reasons, such as low processing efficiency, poor processing quality, high processing cost, and large pollution during processing. The performance of in-service machine tools is related to the accuracy, structure, and function of the machine tools themselves. In order to remanufacture these machine tools, we should identify potential problems of in-service machine tools in terms of what, where, when and extent. There are many causes of certain effects, and we need to determine the most fundamental potential problems at different levels and steps. Some methodologies and tools such as the root cause analysis (RCA), the cause-and-effect diagram can be used to determine potential problems for in-service machine tools (Mahto & Kumar, 2008).
3.2.5 Individualized redesign of in-service machine tools
Individualized redesign of in-service machine tools is a process of multi-objectives, multi-constraints, multi-uncertainties, which not only needs to satisfy the diversified and individualized production requirements but also is influenced and constricted by the former structure, function, and performance of in-service machine tools (Du et al., 2013). For example, one redesign alternative is to replace or repair the faulty parts to resume production by rapid remanufacturing, another redesign alternative may be intelligent remanufacturing to improve the production efficiency of in-service machine tools or green remanufacturing to reduce energy consumption and environmental pollution of in-service machine tools.
Redesign and remanufacturing of in-service machine tools cannot be repeated, and simulation should be implemented in the redesign stage to analyze and verify the function, structure, and performance to satisfy design requirements. Individualized redesign of in-service machine tools mainly includes stages of customer requirements and function analysis, overall design and configuration, detailed design as well as alternative selection and optimization, as shown in Fig. 3.

Individualized redesign of in-service machine tools
It is necessary to use the CAD system and other design methods and means to accelerate individualized design through 2D, 3D modeling and simulation. The software such as CAD/CAPP/CAM/CAE/PDM applied in the new machine tool development process can be used in the redesign of in-service machine tools (Lee & Suh, 2009). In the stage of customer requirements and function analysis, QFD (Quality Function Configuration) method can be used to construct a mapping function between the customer requirements (CR) and the functions to determine reasonable functions and parameters of redesigned machine tools (Du et al., 2013). In the stage of overall design and configuration, it is necessary to complete the overall layout and scheme design, structure redesign, and determination of main design parameters of each component according to the working parameters, customer requirements and constraints. Some relevant analysis tools can be used to assist the calculation process to form the overall design scheme of remanufactured machine tools. In the stage of detailed design, it is necessary to use CAD and other technologies to complete feature modeling of components and parts, design of product assembly, and structure optimization of parts.
For the in-service machine tool remanufacturing, many alternatives may be acceptable to satisfy customer requirements. A total of alternatives may be more than five or ten, and it is difficult to identify the optimal alternative since there are no exact rules for doing that. Different objectives for decision-making will result in different selection, such as economic benefits, environmental benefits, resource benefits, technology improvement benefits, and so on. It is beneficial to determine a decision-making procedure of alternative selection and optimization by choosing proper objectives and determining reasonable measurement means for these objectives (Jiang et al., 2016, 2019). Some performance indicators are quantified to measure the degree to which objectives are expected to be attained and indicator weights are assigned based on the importance of indicators to the decision-making. By the end, the preferred alternative of in-service machine tool remanufacturing is identified for decision-makers.
3.2.6 Disassembly, cleaning, inspection and classification of in-service machine tools
Disassembly is the first step of the remanufacturing system for in-service machine tools. Disassembly for in-service machine tool remanufacturing is different from that for remanufacturing of used machine tools, and it does not require a complete disassembly for the machine tools into individual parts. According to requirements and structural characteristics, the in-service machine tools should be disassembled to appropriate components or parts with customized disassembly sequence and disassembly depth by certain tools and means. The components or parts that need to be reconditioned or reused are cleaned by removing the dust, grease, oil stains, rust, and paint coating.
The performance of in-service machine tools and their components needs to be tested. It is necessary to detect and analyze the defects such as local deformation, wear, oxidation, surface deterioration, cracks, pores, and strong stress concentration points of parts of in-service machine tools, and divide the parts into three categories: directly reused parts, reused parts after reconditioning, and parts that need to be replaced. Some parts will be reused directly, and it is necessary to determine that their remaining life is sufficient for the remanufactured machine tools. Some parts will be reused after reconditioning and need to determine the feasibility of remanufacturing.
3.2.7 Remanufacturing and performance improvement of in-service machine tools
Matching with new technologies such as CNC technology, static pressure technology, the mechanical structure of in-service machine tools needs to be redesigned and modified, and some functional components need to be replaced to meet requirements of performance improvement. In order to meet the needs in the construction of digital workshops and green factories, it is necessary to use the latest automation technology, intelligent control technology, green manufacturing technology to improve the performance of in-service machine tools, such as processing efficiency, energy efficiency, intelligence and greenness level.
3.2.7.1 Quality improvement for in-service machine tools
With the increasing improvement of production demands of products and parts, higher requirements are placed on the geometrical accuracy, transmission accuracy, positioning accuracy and machining accuracy for in-service machine tools. Especially for some heavy-duty machine tools of the high load operation, accuracy losses and degradation are serious and it is urgent to implement in-service remanufacturing to improve quality. Quality improvement plan can be redesigned by identifying the causes and key points affecting accuracy degradation as well as the potential of better accuracy, such as accuracy improvement of spindle, accuracy improvement of the transmission system, accuracy improvement of guideway, positioning accuracy improvement, error compensation of machine tools, and so on. Clutch-type gearboxes and leadscrews can be replaced by servo-gearboxes and preloaded ball-screws (Renton & Elbestawi, 2000). CNC retrofitting can significantly improve the quality of in-service machine tools and reduce their MTBF by adding tools of error proofing (Lins et al., 2017).
3.2.7.2 Intelligence upgrading for in-service machine tools
With the development of technologies in industrial IoT (Internet of Things), big data, cloud computing, and so on, many manufacturing companies are actively implementing the transformation of intelligent manufacturing and building intelligent workshops and factories to improve processing efficiency and reduce the impact of human factors (Zhong et al., 2017). Most of the machine tools have been in service for many years, and they cannot be connected with the new intelligent manufacturing system by interconnection. However, it costs a lot to replace these machine tools with new equipment. To make full use of existing resources and retrofit conventional machine tools to intelligent ones, some intelligence functions and intelligent systems can be equipped to in-service machine tools. Machine tools can be updated with the latest control technologies via a CNC retrofit. Some intelligent accessories can be added for new function applications of real-time intelligent monitoring and diagnosis, automatic error measurement and compensation, automatic prevention of tool and workpiece collision and intelligent fault prevention, to support workshops to achieve production transparency, efficiency improvement, quality traceability of total process and lean production (Ming et al., 2008; Wang et al., 2014).
3.2.7.3 Greenness improvement for in-service machine tools
Most of the in-service machine tools did not consider the environmental pollution and energy consumption during original design and manufacturing, resulting in high energy consumption and serious pollution in oil mist, noise, dust, and so on (Santos et al., 2011). The magnitude of the manufacturing sector's environmental impact calls for an emphasis on energy consumption reduction and pollution reduction strategies to support green performance improvements of in-service machine tools. Energy consumption can be reduced by more than 15% through energy efficiency improvement based on high-efficiency motors, frequency converter, current digital drives, and transmission system change by new components as well as energy-saving improvement based on energy management and monitoring (Zhou et al., 2016). By upgrading or enhancing the functionality of in-service machine tools, it can cut environmental pollution by 20%-90%. Chip removal and recycling systems can be added to avoid potential contamination with cutting fluid or tramp oil. Oil mist eliminators can be equipped for abatement of oil mist, coolant mist, and smoke. Dust control and processing systems can be added to reduce dust in workshops. The minimal quantity lubrication system can be applied to eliminate large quantities of water and oil-based coolants (Debnath et al., 2014).
3.2.8 Reassembly and inspection
The original parts, remanufactured parts as well as newly added components and parts of in-service machine tools are assembled to form remanufactured machine tools. Every component, including remanufactured components, original components, and newly added components, needs to ensure that its performance meets the requirements. The assembly process of each component of the remanufactured machine tool needs to ensure assembly accuracy; especially for some matched parts, it is necessary to pay attention to the matching accuracy. After the components of the remanufactured machine tool are assembled, the various indicators and performance of the machine tool need to be inspected to ensure that the remanufactured machine tool meets the user's requirements, including appearance inspection, inspection of accessories and tools, parameter inspection, inspection of machine tool (including geometric accuracy, positioning accuracy, etc.), idle running test and load test of machine tool, etc.
3.3 Case study of remanufacturing of in-service TCA 125 heavy-duty horizontal lathe
A hydropower equipment company mainly produces water turbines and their parts. The company has hundreds of machine tools in service, including more than 20 heavy-duty machine tools. These heavy-duty machine tools are of high value and are mainly responsible for the processing of the company's bottleneck process, and their manufacturing capacity represents the processing level of the company. In order to ensure manufacturing capacity, the company cooperated with a third-party remanufacturer to explore a remanufacturing model for in-service machine tools. The operation condition of these heavy-duty machine tools is monitored and diagnosed in real time and compared with the processing requirements of the company. If it is found that the manufacturing capacity is reduced or the processing requirements cannot be met, it is necessary to determine whether the machine tool in service needs to be remanufactured. Let us take TCA 125 heavy-duty horizontal lathe as an example to illustrate the process of the company's implementation of in-service machine tool remanufacturing.
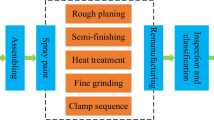
TCA 125 heavy-duty horizontal lathe mainly undertakes the processing of large-diameter heavy-duty parts and has served for more than 10 years. The monitoring and diagnosis data show that: 1) surface roughness of finished parts is poor due to the vibration of this machine, about Ra 6.3 ~ 3.2; 2) taper of outside cylindrical surface is 0.05 ~ 0.1/100; 3) finished flange has a convexity, about 0.03; 4) automation and intelligence degree is low. After monitoring and diagnosis, it was found that the machining accuracy of the machine tool was degraded, and the productivity was low due to the low level of automation, which could not meet the current production requirements of the hydropower equipment company. In order to guarantee the company's manufacturing capacity and not affect the company's production schedule, the state of the machine tool is evaluated and analyzed. The mechanical parts of the machine tool are also relatively good in performance, and this machine has good remanufacturability. After analysis, it is found that the main potential problems of the machine tool are the wear of mechanical parts, poor geometric accuracy and transmission accuracy, the aging of CNC system, and its low automation degree. For this reason, in order to meet production requirements, the in-service machine tool is redesigned and remanufactured mainly from two aspects: quality improvement and intelligent promotion, together with procedures of individualized disassembly, cleaning and inspection, and so on. The implementation procedure of in-service TCA 125 heavy-duty horizontal lathe remanufacturing is shown in Fig. 4.

Procedure of in-service TCA 125 heavy-duty horizontal lathe remanufacturing
3.3.1 Quality improvement for TCA 125 heavy-duty horizontal lathe
The main cause for machining accuracy deterioration of this machine tool is the serious wear of mechanical parts as well as bad geometric accuracy and transmission accuracy. In order to restore in-service TCA 125 lathe to like-new accuracy, mechanical system and related components and parts are redesigned and remanufactured.
Main drive system redesign The original Alternating Current (AC) motor is designed to be driven by AC variable frequency speed control motor, and then the main drive chain is redesigned and optimized to be a secondary or four-stage mechanical gear to meet the original spindle speed range. The front and rear journal bearings in lathe spindle are replaced and the supporting journal for these bearings as well as the taper hole of the spindle are reconditioning by finish grinding. The rotation precision of the spindle is restored by eliminating radial runout and axial turbulence error of spindle. Couplings, brakes, and encoder of the spindle should be redesigned. Worn and damaged parts should be replaced, such as drive shafts, bearings, gears, fasteners, and so on.
Feed system redesign and remanufacturing The surface of each carriage is reconditioned by finished grinding or manually scrapping. Z-axis transmission (longitudinal movement feed for the large carriage of tool holder) and X-axis transmission (transverse movement feed for the carriage of tool holder) are redesigned to semi-closed loop control. For the transmission and control mechanism, the Z-axis is from AC servo motor to zero-backlash drive with double gear and rack, the X-axis is from AC servo motor, high-precision gearbox to anti-backlash ball screw drive with double ball nut.
Bed rail and tailstock redesign Rail surfaces of the bed are restored to precision requirements by finish grinding. The rack of large carriage for longitudinal movement chooses a precision rack after finish grinding and should be realigned and repositioned. The longitudinal guide rail of the tailstock is rebuilt and matched with the bed rail, and its trip is replaced and scraped by matching.
Hydraulic lubrication system redesign The lubrication system of headstock and tailstock is inspected and cleaned, replacing the vulnerable hydraulic components and parts. The lubrication system of slide carriage is redesigned, and automatic detection and quantitative lubrication systems are used for the guide of large carriage, guide of middle carriage, ball screw and bearing of the ball screw.
3.3.2 Intelligence improvement for TCA 125 heavy-duty horizontal lathe
CNC redesign CNC system is redesigned by Siemens 828D CNC system, which combines the CNC, PLC, and operating and axis control functions into one compact unit and offers machine-enhancing performance capabilities that are normally reserved for the high-end control segment. The MICROMASTER 440 inverter and 1Vpp 1024P/R encoder are equipped in the remanufactured lathe. X-axis and Z-axis equipped Siemens 1FT6 AC servo motor and S-120 digital AC drive device.
Intelligent acquisition and monitoring system In order to support data acquisition as well as monitoring and diagnosis of operation conditions, a data acquisition and monitoring system is installed in remanufactured TCA125 lathe to connect with the Manufacturing Execution System (MES) of the company. The system can collect spindle speed, temperature, feed rate, vibration, power, and other parameters of the machine tool in real-time and can feedback information such as machine utilization rate, idle rate, machining status, and production progress to the management system.
3.4 Results and benefits of in-service machine tool remanufacturing
3.4.1 Performance improvement and value-added benefits of in-service machine tool remanufacturing
The mechanical parts of machine tools have durability and stable performance, especially for castings such as beds. The longer the aging, the better the performance, which helps to ensure the stability and high reliability of remanufactured machine tools to improve machining accuracy. In-service machine tool remanufacturing involves redesign and performance improvement with the latest technologies, and it will improve the performance of machine tools beyond their original specifications. Some mechanical or electrical accessories may be added to re-purpose in-service machine tools for a new application and new functions. The function and performance of the machine tools will be improved after remanufacturing, and the added value of the machines would be significantly improved.
For the case of TCA125 heavy-duty horizontal lathe in service, it is redesigned and remanufactured to like-new condition. The geometric accuracy, position accuracy, working accuracy, noise, temperature and temperature rise, speed and feed rate, origin return, and other indicators of remanufactured TCA125 heavy-duty horizontal lathe meet the original factory standard requirements. Table 3 shows the test results of geometric accuracy and position accuracy of the remanufactured lathe. In addition, the intelligence of machine tool has been significantly improved, and then production efficiency increased by 10–20% and fault response time decreased by 30%. Remanufacturing costs about only 20–30% of the cost of new machine tools with the same performance, extending the service life and increasing the added value. Due to the performance improvement and the extension of the service life of machine tools, the process cost of machine users has been greatly reduced, and the users can obtain more profits.
3.4.2 Resource benefits of in-service machine tool remanufacturing
The increasing responsibility of companies for green manufacturing of their products requires a resource-efficient and energy-efficient use of a machine tool (Mert et al., 2014). If we use new machine tools to replace in-service machine tools to meet the processing requirements, it will cause a great waste of resources. For in-service machine tools, remanufacturing is a green process and a powerful way of sustainable resource-saving and resource recovery. Over 80% of components and parts by weight of in-service machine tools such as existing foundations can be reused, which can cut back on the raw materials and energy required to extract materials and process them, resulting in less demand for raw materials and less landfill waste (Gutowski et al., 2011). Reused and remanufactured components and parts of in-service machine tools conserve not only approximately 85 percent of the resource and energy but also much of the value-added expended in the manufacture of the original product.
The resource efficiency and energy efficiency can be improved by optional alternatives of increased spindle speed, extended axis travels, increased cutting feed rates, adding tool changers or pallet shuttles, converting manual machines to CNC, optimized cooling unit, deduction of sealing air, pneumatics system, low-loss gear motor, high efficiency motor, auxiliary drives by frequency inverter, and so on. When combined with the more efficient machining processes provided by remanufactured machine tools with performance improvement, resource efficiency and energy efficiency could be improved by as much as 20% to 40%.
From the case study of remanufacturing of in-service TCA 125 heavy-duty horizontal lathe, it is shown that:
Resource recovery The mechanical parts of headstock, tailstock, base, bed, carriage, etc., have been reused in the remanufactured TCA125 heavy-duty horizontal lathe, accounting for more than 80% of the total weight of the machine. The raw materials saved through in-service remanufacturing can cut back on the energy required to extract materials and process them. At the same time, the value of the TCA125 heavy-duty horizontal lathe has been improved, which proves that in-service remanufacturing is a high value-added resource recovery method.
Energy-saving By using the new servo and spindle drive systems, the upgraded hydraulic and lubrication system, a new CNC system, the electrical energy consumption of remanufactured TCA125 heavy-duty horizontal lathe is greatly reduced by more than 20%. Besides, through the CNC and intelligent system, data of real-time energy usage can be recorded for further analysis to achieve reasonable energy management for the remanufactured lathe.
Resource efficiency improvement For the case of TCA125 heavy-duty horizontal lathe, by updating the electrical system and installing a new CNC system, the machining efficiency of the machine tool is improved, the unit time for machining parts is shortened, and the cost is reduced. The machining accuracy of the machine tool has been improved, resulting in that the material consumption of the blank is decreased. Remanufacturing can upgrade the machine tools with the latest technologies and can extend the productive life cycle of in-service machine tools. From the perspective of the entire life cycle of remanufactured TCA125 heavy-duty horizontal lathe, its resource efficiency has been increased.
4 Discussions
The proposed remanufacturing model and methodology of machine tools above can provide important guidance for in-service machine tools to satisfy production requirements from the view of the whole life cycle. Nevertheless, some issues about how to implement in-service machine tool remanufacturing should be discussed.
-
1.
Machine tool users are concerned with how to bring in considerable revenue during their life cycle. From the perspective of the life cycle, remanufacturing has changed the product life cycle, and in-service machine tool remanufacturing is different from the traditional machine tool remanufacturing. Traditional machine tool remanufacturing is mainly targeted at used machine tools and can provide a new life cycle, while in-service machine tool remanufacturing will extend the life cycle of those machine tools in service.
-
2.
The core of in-service machine tool remanufacturing is to integrate condition monitoring and diagnosis with remanufacturing, and to combine the business model of product-service systems with remanufacturing, resulting in a new remanufacturing model. A new business model requires the support of many key technologies, and related technologies need to be changed and adjusted accordingly, including condition monitoring and diagnosis, matching analysis, remanufacturability evaluation and decision-making, identification of potential problems, individualized redesign, disassembly, cleaning, inspection and classification, performance improvement as well as reassembly and inspection.
-
3.
After analyzing the case, it is found that it is very difficult to implement the remanufacturing of in-service machine tools and it is also concerned with the total organization of the production process. All stakeholders in the design, manufacture, use, and remanufacturing of machine tools need to make changes in processes, technologies, and concepts. The most critical of these is the judgment of remanufacturing timing, which has a direct impact on the implementation of remanufacturing of in-service machine tools. For this reason, it is necessary to adjust the threshold value for judging the remanufacturing timing in accordance with the characteristics of the machine tool and the production requirements.
-
4.
Product-service systems connecting remanufacturing have been proved to have advantages such as the performance of the equipment can be fully utilized and the manufacturer has ownership of the equipment so that they can recycle the equipment which needs to be remanufactured more efficiently according to the service contract (Sundin & Bras, 2005). Different from the PSS with remanufacturing and other remanufacturing business model mentioned earlier, in-service machine tool remanufacturing provides a new model that transformed the traditional “remanufacturing after using” into “remanufacturing during using.” The motivation for remanufacturing comes mainly from the users who have ownership of the machine tools in this business model. In the view of the users of in-service machine tools, this model has a more comprehensive performance from a full lifecycle perspective.
5 Conclusions
Manufacturing companies are not concerned with the in-service machine tools themselves, but with the manufacturing capabilities of the machine tools. A large number of in-service machine tools have gradually experienced problems such as loss of precision, functional degradation, frequent failures, etc., with the increase in service time. The automation, intelligence, and greenness level of these machines can no longer meet the production requirements of the factory. If these machines are scrapped, it will cause a great waste of resources, especially the added value of the manufacturing process of machine tools. Remanufacturing not only can restore the functionality and performance of in-service machine tools but also can improve their performance and increases new functions. Remanufacturing for in-service machine tools differs from remanufacturing for used machine tools, emphasizing the recovery and improvement of manufacturing capabilities undertaken by machine tools. In order to satisfy the changing and increasing production requirements, the procedure framework of in-service machine tool remanufacturing is proposed to standardize the remanufacturing process and to elaborate and analyze the methods and tools of the remanufacturing process.
Through the analysis of the remanufacturing process and the case study of TCA125 heavy-duty horizontal lathe remanufacturing, it can be shown that in-service machine tool remanufacturing has significant technical, economic and social benefits, especially the resource benefits. Through remanufacturing, the life cycle of in-service machine tools is expanded and a material movement cycle is completed. In-service machine tool remanufacturing is a sustainable resource-saving and high-valued recovery approach, which not only realizes the resource reuse and saving of components and parts of in-service machine tools but also realizes the recovery and reuse of the added-value of these components. In addition, through remanufacturing and performance improvement, the resource efficiency of in-service machine tools has been significantly improved.
Today, some new technologies, such as artificial intelligence, big data, cloud computing, etc., have a significant impact on the remanufacturing industry. In-service machine tool remanufacturing involves a wide range of theories and technologies such as machine tool design and manufacturing, fault prediction and health management, and remanufacturing. In-service machine tool remanufacturing provides a new idea for equipment management and manufacturing capability assurance. However, some of the methods and techniques involved in in-service machine tool remanufacturing need to be further investigated and improved. Based on condition monitoring and diagnosis, the comprehensive state of in-service machine tools requires a more accurate judgment. The mapping of the comprehensive state with the changing production requirements is very difficult; hence, some intelligent algorithms and software tools need to be developed to support matching analysis automatically. In addition, the processes of remanufacturability evaluation, redesign, disassembly, reconditioning and performance improvement require appropriate methods and tools to support in-service machine tool remanufacturing.
References
Ardente, F., Peiró, L. T., Mathieux, F., & Polverini, D. (2018). Accounting for the environmental benefits of remanufactured products: Method and application. Journal Cleaner Production, 198, 1545–1558
Aronson, R. B. (2003). Remanufactured machine tools. Manufacturing Engineering, 131(6), 75–80
Barquet, A. P., Rozenfeld, H., & Forcellini, F. A. (2013). An integrated approach to remanufacturing: Model of a remanufacturing system. Journal Remanufacturing, 3(1), 1
Butler, P. (2006). Machine Tools: A Report on the Remanufacture of Manual and CNC Tooling Machinery in the UK. Centre for Remanufacturing and Reuse, UK.
Chen, J., Yang, J., Zhou, H., Xiang, H., Zhu, Z., Li, Y., Lee, C., & Xu, G. (2015). CPS modeling of CNC machine tool work processes using an instruction-domain based approach. Engineering, 1(2), 247–260
Chierici, E., & Copani, G. (2016). Remanufacturing with upgrade PSS for new sustainable business models. Procedia CIRP, 47, 531–536
Debnath, S., Reddy, M. M., & Yi, Q. S. (2014). Environmental friendly cutting fluids and cooling techniques in machining: A review. Journal Cleaner Production, 83, 33–47
Drake, P. R., Jennings, A. D., & Grosvenor, R. I. (2015). A data acquisition system for machine tool condition monitoring. Part 2-some of the signals acquired. Quality Reliability Engineering International, 12(1), 19–26
Drake, P. R., Jennings, A. D., Grosvenor, R. I., & Whittleton, D. (2010). A data acquisition system for machine tool condition monitoring. Quality Reliability Engineering International, 11(1), 15–26
Du, Y., Cao, H., Chen, X., & Wang, B. (2013). Reuse-oriented redesign method of used products based on axiomatic design theory and QFD. Journal Cleaner Production, 39, 79–86
Du, Y., Cao, H., Liu, F., Li, C., & Chen, X. (2012). An integrated method for evaluating the remanufacturability of used machine tool. Journal Cleaner Production, 20(1), 82–91
Du, Y., & Li, C. (2014). Implementing energy-saving and environmental-benign paradigm: machine tool remanufacturing by OEMs in China. Journal Cleaner Production, 66, 272–279
Du, Y., Yi, Q., Li, C., & Liao, L. (2015). Life cycle oriented low-carbon operation models of machinery manufacturing industry. Journal Cleaner Production, 91, 145–157
Du, Y., Zheng, Y., Wu, G., & Tang, Y. (2020). Decision-making method of heavy-duty machine tool remanufacturing based on AHP-entropy weight and extension theory. Journal Cleaner Production, 252, 119607
Fadeyi, J. A., Monplaisir, L., & Aguwa, C. (2017). The integration of core cleaning and product serviceability into product modularization for the creation of an improved remanufacturing-product service system. Journal Cleaner Production, 159, 446–455
Fan, K. C., Chen, H. M., & Kuo, T. H. (2012). Prediction of machining accuracy degradation of machine tools. Precision Engineering, 36(2), 288–298
Fang, C., You, Z., Yang, Y., Chen, D., & Mukhopadhyay, S. (2020). Is third-party remanufacturing necessarily harmful to the original equipment manufacturer? Annals Operations Research, 291(1), 317–338
Ferraz, F., Jr., & Coelho, R. T. (2005). Data acquisition and monitoring in machine tools with CNC of open architecture using internet. International Journal Advanced Manufacturing Technology, 26(1–2), 90–97
Galbreth, M. R., & Blackburn, J. D. (2006). Optimal acquisition and sorting policies for remanufacturing. Production and Operations Management, 15(3), 384–392
Gardner Research. (2016). 2016 World Machine Tool Survey. https://www.gardnerweb.com/cdn/cms/2016%20WMTS%20Report.pdf. Accessed 1 July 2019
Guidat, T., Barquet, A. P., Widera, H., Rozenfeld, H., & Seliger, G. (2014). Guidelines for the definition of innovative industrial product-service systems (PSS) business models for remanufacturing. Procedia CIRP, 16, 193–198
Gupta, P. K., Sharma, K., & Tripathi, V. (2013). Economical analysis and up gradation of existing machine tools through retrofitting. International Journal Mechanical Engineering Robotics Research, 2(4), 52–58
Gutowski, T. G., Sahni, S., Boustani, A., & Graves, S. C. (2011). Remanufacturing and energy savings. Environmental Science Technology, 45(10), 4540–4547
Hauser, W., & Lund, R. (2008). Remanufacturing: Operating practices and strategies. MA, Boston University.
He, Y., Li, Y., Wu, T., & Sutherland, J. W. (2015). An energy-responsive optimization method for machine tool selection and operation sequence in flexible machining job shops. Journal Cleaner Production, 87, 245–254
Hong, X., Wang, L., Gong, Y., & Chen, W. (2020). What is the role of value-added service in a remanufacturing closed-loop supply chain? International Journal Production Research, 58(11), 3342–3361
Jiang, Z., Jiang, Y., Wang, Y., Zhang, H., Cao, H., & Tian, G. (2019). A hybrid approach of rough set and case-based reasoning to remanufacturing process planning. Journal Intelligent Manufacturing, 30(1), 19–32
Jiang, Z., Zhou, T., Zhang, H., Wang, Y., Cao, H., & Tian, G. (2016). Reliability and cost optimization for remanufacturing process planning. Journal Cleaner Production, 135, 1602–1610
Kapetanopoulou, P., & Tagaras, G. (2009). An empirical investigation of value-added product recovery activities in SMEs using multiple case studies of OEMs and independent remanufacturers. Flexible Services Manufacturing Journal, 21(3–4), 92–113
Lee, B. E., & Suh, S. H. (2009). An architecture for ubiquitous product life cycle support system and its extension to machine tools with product data model. International Journal Advanced Manufacturing Technology, 42(5–6), 606
Lee, J., Ni, J., Djurdjanovic, D., Qiu, H., & Liao, H. (2006). Intelligent prognostics tools and e-maintenance. Computers Industry, 57(6), 476–489
Lei, Y., Li, N., Guo, L., Li, N., Yan, T., & Lin, J. (2018). Machinery health prognostics: A systematic review from data acquisition to RUL prediction. Mechanical Systems Signal Processing, 104, 799–834
Lind, S., Olsson, D., & Sundin, E. (2014). Exploring inter-organizational relationships in automotive component remanufacturing. Journal Remanufacturing, 4(1), 5
Lindahl, M., Sundin, E., & Sakao, T. (2014). Environmental and economic benefits of Integrated Product Service Offerings quantified with real business cases. Journal Cleaner Production, 64, 288–296
Lindkvist, L., & Sundin, E. (2016). The role of product-service systems regarding information feedback transfer in the product life-cycle including remanufacturing. Procedia CIRP, 47, 311–316
Lins, R. G., Guerreiro, B., Schmitt, R., Sun, J., Corazzim, M., Silva, F. R. (2017). A novel methodology for retrofitting CNC machines based on the context of industry 4.0. In 2017 IEEE International Systems Engineering Symposium (ISSE) (pp. 1–6). IEEE.
Luo, W., Hu, T., Zhang, C., & Wei, Y. (2019). Digital twin for CNC machine tool: modeling and using strategy. Journal Ambient Intelligence Humanized Computing, 10(3), 1129–1140
Mahto, D., & Kumar, A. (2008). Application of root cause analysis in improvement of product quality and productivity. Journal Industrial Engineering Management (JIEM), 1(2), 16–53
Matsumoto, M., Yang, S., Martinsen, K., & Kainuma, Y. (2016). Trends and research challenges in remanufacturing. International Journal Precision Engineering Manufacturing-Green Technology, 3(1), 129–142
Mazak (2019). Mazak Spindle & Unit Rebuild Program. https://www.mazakusa.com/customer-support/spindle-unit-rebuild/. Accessed 20 July 2019.
Mert, G., Bohr, C., Waltemode, S., & Aurich, J. C. (2014). Increasing the resource efficiency of machine tools by life cycle oriented services. Procedia CIRP, 15, 176–181
Ming, G., Xu, Y., & Du, R. (2008). An intelligent online monitoring and diagnostic system for manufacturing automation. IEEE Transactions Automation Science Engineering, 5(1), 127–139
Omwando, T. A., Otieno, W. A., Farahani, S., & Ross, A. D. (2018). A Bi-Level fuzzy analytical decision support tool for assessing product remanufacturability. Journal Cleaner Production, 174, 1534–1549
Östlin, J., Sundin, E., & Björkman, M. (2008). Importance of closed-loop supply chain relationships for product remanufacturing. International Journal Production Economics, 115(2), 336–348
Parker, D., Riley, P., Robinson, S., Symington, H., Tewson, J., Jansson, K., Ramkumar, S., Peck, D. (2015). Remanufacturing Market Study [online]. European Remanufacturing Network, October 2015, [retrieved on 22 February 2017], available at: https://www.remanufacturing.eu/wp-content/uploads/2016/01/study.pdf.
Prendeville, S., Bocken, N. (2017). Design for remanufacturing and circular business models. In Sustainability Through Innovation in Product Life Cycle Design (pp. 269–283). Springer, Singapore.
Priyono, A. (2017). Understanding the benefits of product-service system for involved parties in remanufacturing. Journal Industrial Engineering Management, 10(2), 323–351
Rashid, A., Asif, F. M., Krajnik, P., & Nicolescu, C. M. (2013). Resource Conservative Manufacturing: an essential change in business and technology paradigm for sustainable manufacturing. Journal Cleaner Production, 57, 166–177
Renton, D., & Elbestawi, M. A. (2000). High speed servo control of multi-axis machine tools. International Journal Machine Tools Manufacture, 40(4), 539–559
Sakao, T., & Sundin, E. (2019). How to improve remanufacturing?—a systematic analysis of practices and theories. Journal Manufacturing Science Engineering, 141(2), 021004
Santos, J. P., Oliveira, M., Almeida, F. G., Pereira, J. P., & Reis, A. (2011). Improving the environmental performance of machine-tools: Influence of technology and throughput on the electrical energy consumption of a press-brake. Journal Cleaner Production, 19(4), 356–364
Sivarajah, U., Kamal, M. M., Irani, Z., & Weerakkody, V. (2017). Critical analysis of Big Data challenges and analytical methods. Journal Business Research, 70, 263–286
Skoda Machine Tool, (2019). Modernization and Overhauling. https://skodamt.com/en/support/modernization. Accessed 1 July 2019.
Sun, X., Zhou, Y., Li, Y., Govindan, K., & Han, X. (2020). Differentiation competition between new and remanufactured products considering third-party remanufacturing. Journal of the Operational Research Society, 71(1),161–180.
Sundin, E., & Bras, B. (2005). Making functional sales environmentally and economically beneficial through product remanufacturing. Journal Cleaner Production, 13(9), 913–925
Ullah, S. M. S., Muhammad, I., & Ko, T. J. (2016). Optimal strategy to deal with decision making problems in machine tools remanufacturing. International Journal Precision Engineering Manufacturing-Green Technology, 3(1), 19–26
United States International Trade Commission. (2012). Remanufactured goods: An overview of the US and global industries, markets, and trade. USITC Publication, 4356, 332–525
Velenturf, A. P., & Jopson, J. S. (2019). Making the business case for resource recovery. Science Total Environment, 648, 1031–1041
Vogtlander, J. G., Scheepens, A. E., Bocken, N. M., & Peck, D. (2017). Combined analyses of costs, market value and eco-costs in circular business models: Eco-efficient value creation in remanufacturing. Journal Remanufacturing, 7(1), 1–17
Wang, S. M., Lin, J. J., Ye, Z. Z., Tsooj, S., & Wang, C. C. (2014). A micro cutter auto-alignment system with on-machine positioning error measurement and compensation methods. International Journal Precision Engineering Manufacturing, 15(1), 177–182
Wang, S., Wan, J., Li, D., & Liu, C. (2018). Knowledge reasoning with semantic data for real-time data processing in smart factory. Sensors, 18(2), 471
Xia, Y., Tan, D., & Wang, B. (2020). Use of a product service system in a competing remanufacturing market. Omega. https://doi.org/10.1016/j.omega.2020.102387
Zhong, R. Y., Xu, X., Klotz, E., & Newman, S. T. (2017). Intelligent manufacturing in the context of industry 4.0: a review. Engineering, 3(5), 616–630
Zhou, L., Li, J., Li, F., Meng, Q., Li, J., & Xu, X. (2016). Energy consumption model and energy efficiency of machine tools: A comprehensive literature review. Journal Cleaner Production, 112, 3721–3734
Zhou, Q., & Yuen, K. F. (2021). An investigation of original equipment manufacturer’s optimal remanufacturing mode and engagement strategy. International Transactions Operational Research, 28(4), 1890–1916
Acknowledgements
We gratefully acknowledge the financial support of National Natural Science Foundation of China (NSFC) (Grant No. 51775071), the science and technology research program of Chongqing Municipal Education Commission of China (Grant No. KJZD-K202000801), and the open research project of Chongqing Key Laboratory of Manufacturing Equipment Mechanism Design and Control in CTBU (Grant No. KFJJ2019073).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Du, Y., He, G., Li, B. et al. In-service machine tool remanufacturing: a sustainable resource-saving and high-valued recovery approach. Environ Dev Sustain 24, 1335–1358 (2022). https://doi.org/10.1007/s10668-021-01499-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10668-021-01499-6