
Abstract
Inferior mechanical properties are hindering the growth of using natural fibre reinforced polymeric composites in many structural applications. One of the popular solutions to this issue being reported in the literature is the addition of nano or micro reinforcements such as carbon nanotubes, ceramic particles, glass particles, clay, rubber additive etc., which is expensive. Furthermore, questions are raised over biodegradability of said composites. The current study investigated the effect of micro-crystalline cellulose (MCC) particles and alkaline treatment on the tensile, bending and impact properties of jute woven fabric reinforced bio-epoxy composite. The composite samples were made by compression moulding using manufacturer provided curing conditions. Alkaline treatment of jute fabric was found to have positive relationships with tensile and flexural properties, whereas it had negative with the impact strength of bio-composite. It is found that up to 7% addition of MCC particles, tensile, bending and charpy impact strength were improved by 48%, 52% and 100% respectively. Beyond this percentage, the mechanical properties were found to be deteriorated.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
A few decades ago, the usage of fibre reinforced polymeric composite (FRPC) materials have been increased exponentially in a large number of engineering fields. FRPCs have several advantages over metals and alloys. They possess superb specific strength and modulus, high fatigue performance, excellent corrosion resistance, low thermal expansion and many more. These properties of FRPCs can be engineered and tailored according to the requirements by choosing a suitable combination of fibres and polymers. It provides the material engineer nearly unlimited design flexibility to make composite for many structural and non-structural applications ranging from sports to aerospace industry (Soutis 2005; Unterweger et al. 2014). Synthetic fibre reinforced composites has been used widely due to their high strength, durability, high impact resistant and chemical stability. However, the adverse impact of petroleum-based synthetic products on the environment have led to increase the awareness to use the environmental friendly materials (Yang et al. 2004).
In this concern, the material scientists and engineers have put a lot of effort to replace the conventional materials and to use natural fibres as reinforcement in FRPC (Faruk et al. 2014). The natural fibre reinforced composites (NFRC) have become the substitute for conventional glass fibre composite in many non-structural and semi-structural applications, where load-bearing properties are not much critical (La Mantia and Morreale 2011; Pickering et al. 2016).
The main properties of natural fibres are environmental friendly, bio-degradability, low density, reproducible and low cost (Mathew et al. 2005). They do not create any problem during waste recycle management as many synthetic materials does by producing harmful gases or chemicals (Mishra and Biswas 2013). Kenaf, flax, jute, flax, hemp, coir and pineapple are some of the natural fibres that have been extensively used by researchers as a replacement of synthetic fibre reinforcements in FRPC (Pickering et al. 2016). In the list of natural fibres, jute fibre is second to cotton with regard to usage and production. It is plant-based bast fibre and its length is approximately more than one meter. Furthermore, low price and easily abundance availability are favourable properties of jute fibre and are also some of its big advantages (Mohanty and Misra 1995). All these characteristics make jute fibres a good choice for the interior of automotive and aeroplane (Gopinath et al. 2014).
Besides several advantages, there are some drawbacks of using natural fibre in FRPC, for example, variations in properties, poor thermal stability, hydrophilic characteristics and lower compatibility with the polymer matrix (Lu and Oza 2013). A high level of interfacial bonding is necessitated for effective and uniform transmit of applied stress from matrix to fibres and vice versa (Acha et al. 2007). Numerous physical and chemical treatments have been published in the literature like corona, plasma, ultraviolet, mercerization, acetylation, benzoylation, silane treatment etc., to modify surface of natural fibres and to increase its compatibility with the matrix material that ultimately increases the interfacial bonding (Colom et al. 2003; Gandini and Belgacem 2011; Gironès et al. 2007; Militký and Jabbar 2015; Norul Izani et al. 2013). Due to economical reason, alkaline treatment, especially with sodium hydroxide (NaOH) is more preferred over other treatments. In this treatment, the waxy and cementing substances like lignin and pectin are removed; that increases the free hydroxyl groups and makes the surface rough of cellulosic based natural fibres. All these facilitates better mechanical anchoring and chemical bonding between the surface of the fibres and the polymer chains of the matrix (Gandini and Belgacem 2011).
In FRPC, the fibres are bound and held together with a polymer matrix which also transfers the applied load over the reinforcement of the composite material. Epoxy resin is one of the most commonly used thermoset matrix owing to its good mechanical, adhesive and thermal properties. Almost 90% production of general-purpose epoxy, diglycidyl ether of bisphenol A (DGEBA) is the product of the chemical reaction between bisphenol A (BPA) and epichlorohydrin (ECH). In bio epoxy, the ECH is derived from glycerine, a by-product from the production of bio-fuel. This modification has introduced the way to commercially synthesize the DGEBA based partially green epoxy (Pagliaro et al. 2007; Viretto and Galy 2018).
Besides several advantages of thermoset matrices, they are very brittle, having low toughness and poor resistance to crack propagation. The addition of fillers in the polymer matrix can result in the significant modification of the physical properties (Chang et al. 2005). Each filler type has discrete properties and its effects are based on its size, shape, surface chemistry and the amount of loading. The poor resistance to crack propagation in the thermoset matrix can be improved by adding rigid fillers. When a crack meets with the impenetrable obstacle, one or more of the following may occur: crack pinning, crack bowing, crack deflection or micro-crack splitting and all these will lead to an increase in fracture energy (Spanoudakis and Young 1984a, b). For a solution to this problem, researchers used nano or micro reinforcements such as carbon nano-tubes, ceramic particles, glass particles, clay, rubber additive etc. These fillers are not only expensive but questions are raised over their biodegradability and health hazard.
Cellulose is the most abundant, renewable, biodegradable and sustainable biopolymer presents on the earth. It is widely found in nature in the form of plant, wood, marine animal, algae and bacteria (Agwuncha et al. 2019; Ilyas et al. 2018a). Cellulose particles are extracted from their raw resources through mechanical, chemical, enzymatic treatment or a combination of these and are classified into different groups depending upon their distinct size, shape, morphology, crystallinity and source of extraction (Ilyas et al. 2018b, 2019a, b; Sanyang et al. 2018; Tao et al. 2019). Commonly, they are classified as bacterial cellulose, micro-crystalline cellulose (MCC), nano-crystalline cellulose (NCC), micro-fibrillated cellulose (MFC) and nano-fibrillated cellulose (NFC). Owing to large surface area containing a number of hydroxyl group, high crystallinity, high aspect ratio, high Young’s and elastic modulus make the cellulose particles suitable in numerous fields, for example, packaging, engineering composites, biomedical applications, pharmaceutical application and many more (Agwuncha et al. 2019; Ilyas et al. 2018a; Sanyang et al. 2018).
Several studies have been conducted to demonstrate the use of cellulose particles in composites. Chuayjuljit et al. reported that incorporation of MCC particles increases the tensile strength and modulus when used as reinforcement in polyvinyl chloride film (Chuayjuljit et al. 2010). Haafiz et al. stated that Young’s modulus of MCC reinforced polylactic acid composite was increased with the increment of MCC content. However, at the same conditions, tensile strength and fracture strain were found to be decreased (Haafiz et al. 2013). Abdul Jabbar et al. showed that the nano-cellulose coating on woven jute fabric increases the flexural properties, fracture toughness, tensile modulus and storage modulus of its composite with bio-epoxy as a matrix. They also reported the reduction in tensile strength and height of tan delta peak (Jabbar et al. 2017). Ilyas et al. stated that the incorporation of NCC particles in starch nanocomposite film increased the tensile strength and modulus (Ilyas et al. 2018c). Shama Parveen et al. explored the positive effect of MCC as reinforcement in the cementitious composite (Parveen et al. 2017). Ashori and Nourbakhsh (2010) studied the mechanical performance of MCC reinforced wood plastic composite. They stated that incorporation of MCC increased in tensile, flexural and impact properties of composite.
The primary objective of the current research work was to prepare a low-cost green composite with improved mechanical properties using all constituents from renewable resources (woven jute fabric as reinforcement, MCC particles as fillers and green epoxy as a matrix). Moreover, to improve the reinforcement/matrix interfacial bonding, the jute fabric was treated with NaOH, as recommended by researchers. The resulting composites were investigated thoroughly for tensile, bending and impact properties with justified reasoning for the unique behaviour of improvement.
Materials and methods
Materials
The 1/1 plain weave 100% jute fabric having an areal density of 250 ± 2 g/m2 was supplied by Sargodha Jute Mills Ltd, Pakistan. The linear density of jute thread was 274.4 tex (2.15 Ne). The fabric has 12 threads per inch, along the warp and the weft direction each. For alkaline treatment, Sodium hydroxide flake having concentration 98 ± 1% was supplied by Sitara Chemical Industries Ltd, Pakistan. MCC particles PH-101 (Fig. 1) were procured from Huzhou City Linghu Xinwang Chemical Co Ltd, China. The bio-epoxy (CHS-EPOXY G 530) and hardener (Telalit 0600) having a mixing ratio of 100:32 by weight, were provided by SPOLCHEMIE, Czech Republic.

Microcrystalline cellulose particles
Alkaline treatment
Alkaline treatment of jute fabric was carried out with 20 g/l solution of NaOH at 25 °C having fabric to liquor ratio of 1:15, and soaking time of 30 min. Then it was washed with running tap water until there was no residue of NaOH present on jute fabric to reach a neutral condition (pH 7). The litmus test was used to detect any residue of NaOH on fabric. After the washing jute fabric was dried in an open atmosphere for 24 h and then in the oven for 2 h at 105 °C for complete removal of water. After drying, the fabric was kept in a sealed polyethylene bag for further use. Scheme for the alkalization is shown in Fig. 2.

Scheme for alkalization
Composite fabrication
Four-ply laminated composite slabs were made by compression moulding technique and cured under a pressure of 50 bars for 8 h at room temperature. Jute fabrics, cut to a dimension of 12 in. × 12 in., were arranged in stacking sequence of [0/90/90/0] on a metallic plate mould. A polyamide film was used as a release layer to make the removal of composite easy after curing. MCC particles (with respect to weight of the matrix) were dispersed in epoxy with a mechanical stirrer as shown in Table 1. Afterwards, hardener as per recommended ratio was also mixed with epoxy and again stirred to ensure uniform distribution of MCC particles in resin. This mixture was well spread with a roller between the fabric layers.
Mechanical testing and characterization
Jute fabric, before and after alkaline treatment was tested following ASTM D3775 for thread density, ASTM D3776 for GSM (grams per square meter) and ISO 13934–1 strip test method for tensile properties. The tensile test was executed with Universal Testing Machine (UTM) manufactured by AMETEX (model Lloyd LRX Plus).
The z-average particle size and the distribution of MCC were measured by using Malvern Zetasizer (model Nano S) working on dynamic light scattering principle. Ethanol was employed as a dispersion medium and MCC dispersion was ultrasonicated for 10 min. Scanning electron microscope (Quanta 250) was used to view the surface morphology of MCC. The X-ray diffraction analysis of MCC was carried out on Panalytical XRD (model X’Pert Pro) at 40 kV and 30 mA. The crystallinity index (CI) was calculated by using the Segal method (Segal et al. 1959) by using Eq. (1).
The mechanical characterization of fabricated composites was carried out considering ASTM D 3039 for tensile properties (Fig. 3), ASTM D 7264 for flexural properties (3-point bending as shown in Fig. 4) and ISO-179 for impact properties (Fig. 5). The tensile and bending tests were accomplished using Zwick/Roell UTM (model Z100). Tensile tests were performed with a span length of 100 mm and a cross-head speed of 2 mm/mint. Flexural tests were conducted with span length to thickness ratio of 40:1 at a cross-head speed of 1 mm/mint. A pendulum type impact tester made by Zwick/Roell (model HIT50P) with a hammer of 25-J energy was used for charpy impact tests. For each type of test, four replications along longitudinal direction were tested and average values were considered.

Composite sample after the tensile test on Zwick Roell tensile testing machine

Three-point bending test

Charpy impact tester showing the sample in position
Result and discussion
Characterization of composite preform and MCC particles
Physical and tensile properties of jute fabric
The thread density, weight in gram per unit area (GSM) and shrinkage percentage are stated in Table 2.
After alkalization, there was a significant amount of shrinkage of 30% and 25% along the warp and weft, respectively. There is a positive relation between thread density, GSM and shrinkage. As shrinkage increased, the threads came closer to each other which ultimately led to increase GSM of the fabric as shown in Fig. 6.

Images of jute fabric a before treatment and b after treatment
The ultimate tensile strength (UTS) of treated and untreated fabric was increased by 6.12% and 3.93% in warp and weft direction, respectively. However, it does not provide a clear comparison of UTS due to different GSM of treated and untreated fabric. Figure 7 shows the comparison of normalized UTS of fabrics. Normalized strength cancels the effect of varying GSM of the fabrics and is obtained by dividing the UTS of fabric with its GSM. It is clear that the normalized tensile strength of treated fabric is less than that of untreated fabric.

Normalized tensile strength of untreated and treated jute fabric
The alkaline treated fabric lost its strength as a consequence of the removal of cementing materials, i.e. lignin, pectin and wax from the surface of the fibre (Mwaikambo and Ansell 2002). This reduction is also related to change in crystallinity index of cellulosic molecular chain due to conversion of crystalline lattice of cellulose type I to type II and producing more amorphous structure, thinning the fibre cell wall and producing deep pores in structure (Gomes et al. 2007; Lazim et al. 2014; Nitta et al. 2013). Gassan and Bledky reported a decrease in fibre modulus when it was alkaline treated under slack conditions and vice versa (Gassan and Bledzki 1999).
Physical characterization of MCC particles
The result from zetasizer indicates that MCC particles having size of 704.6 and 439.9 d.nm were found with 65.3% and 34.7% intensity, respectively as shown in Fig. 8. The z-average size of the particles was 1325 d.nm with polydispersity index (PDI) of 0.601. Figure 9 illustrates the shape and surface morphology of MCC particles. They appeared to be a rod or needle like structure having unequal length and width. Some agglomerations were also observed. The length of MCC particles varied from 14.28 to 181.31 µm and width from 2.197 to 63.73 µm. Figure 10 displays the XRD diffractogram of MCC particles. According to Eq. (1), the crystallinity index of MCC particles was found to be 82.3%.

Size distribution of MCC particles showing that particle sizes ranging between 704 and 1305 nm

SEM image showing morphology of MCC particles

Diffractogram of MCC particles
Mechanical characterization of composite
Tensile test
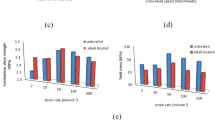
There was an increment of 12.02% and 8.82% in the tensile strength and modulus, respectively of treated composite (RS0) as compared to that of untreated composite (US0) as shown in Fig. 11.

Graph of ultimate tensile strength and modulus of jute/epoxy hybrid composite samples
Besides the degradation in the tensile strength of treated fabric, improving the interfacial properties between fibre and matrix seems to be a major reason for this increment in the tensile properties of the composite material. This behaviour is already well reported in the literature that alkalization increases the surface roughness of the cellulosic fibre, resulting in improved mechanical anchoring with the matrix. It also increases the number of reaction sites by removing the cementing agent and exposing the cellulose on the surface (Goriparthi et al. 2012; Mylsamy and Rajendran 2011; Valadez-Gonzalez et al. 1999). Figure 11 also demonstrates the effect of different amount of MCC particle loading (0%, 1.5%, 3%, 5%, 7%, 9% and 11%) on the tensile properties of the jute epoxy composite. It can be noticed that the addition of MCC up to 7% led to 48% and 25.6% improvement in tensile strength and modulus respectively. The increment in the tensile properties with particles loading can be attributed to the remarkable interaction between the MCC particles and the epoxy matrix (Hulugappa et al. 2016; Saba et al. 2017). In many published literature, it is stated that the addition of stiffer particles in composite has a weakening effect. Filler or particles act as defects in the matrix and become stress concentration sites, which ultimately lead to decrease the tensile strength. It also restricts the movement of polymeric chains, resulting the tensile modulus to be increased (Devendra and Rangaswamy 2013; Domun et al. 2017; Sudheer et al. 2014). Whereas in this study, up to a certain percentage of loading of MCC particles has a positive effect on the tensile strength of jute fabric reinforced composite. This improvement is due to good interfacial bonding between the MCC particles and epoxy matrix. Moreover, the Jute fabric is made of two interlaced sets of yarns having pores in its structure. During the manufacturing of composite, polymer epoxy matrix fills these pores. When such composite is subjected to an external load, failure process, in the form of micro-cracks initiates from these matrix riched pores. Once a crack is produced, it continues its propagation leading to complete failure of the composite. Addition of MCC particles in epoxy matrix may reduce the propagation rate of the composite crack, leading to extra energy absorption by composite before fracture. However, further increase of the MCC particles from 7% decreases the tensile properties. This possible reason for this decreased behavior may be due to an increase in the viscosity of epoxy resin and the agglomeration of the MCC particles. The high viscosity makes the degassing of the resin difficult which produces small voids of entrapped air. The presence of agglomerated particles and air voids obviously deteriorate the mechanical properties of composite materials (Fu et al. 2008; Jajam and Tippur 2012; Wetzel et al. 2006).
Flexural test
The bending strength and modulus of untreated and treated jute fabric composites are exposed in Fig. 12. The bending or flexural properties showed a similar behaviour as the tensile properties and the values of bending strength and modulus for sample RS0 were 14.5% and 8.8% higher than that of sample US0, respectively. The modification of jute fibre surface enhanced the interfacial area and improved fibre/matrix interfacial bonding may be attributed to the improved bending properties of alkaline treated jute fabric composite (Mylsamy and Rajendran 2011; Sood and Dwivedi 2018).

Flexural strength and modulus of jute epoxy hybrid composite
Figure 12 also displays the comparative bending strength and modulus of jute epoxy composite having different amounts of MCC particle loading. It is evident that the addition of MCC particles improved the bending properties of the composite. The highest improvement in bending strength and modulus was found for RS7 and RS5 composite respectively. The addition of 7% particles resulted in a 52.14% increase in flexural strength while 5% addition resulted in a 115.69% increase in modulus. These results may suggest the strong interaction between the MCC particles and epoxy matrix. It may also suggest that MCC particles create a resistance to crack initiation and its propagation through epoxy matrix, leading to more energy absorption by composite before its failure. Similar to tensile properties, a further increase in the MCC particles content decreased the flexural properties due to void formation and agglomeration of MCC particles (Jabbar et al. 2017; Pichandi et al. 2018; Afrouzian et al. 2017).
Impact test
Unlike tensile and bending properties, impact strength of treated composite was lower by 11.11% than that of untreated composite as shown in Fig. 13. The low impact strength of the treated composite may be attributed to the fact that improvement in the fibre/matrix interfacial bonding reduces the impact strength. Fibre pull out, fibre/matrix debonding and fibre fracture are the main composite damage mechanism that absorbs the impact energy. Improved interfacial bonding leads to fibre fracture which requires lower energy than that of fibre pull out and debonding (Goriparthi et al. 2012; Mehta et al. 2006).

Variation of impact strength w.r.t particles percentage
The comparative impact strength of MCC particles filled jute/epoxy composite replicate similar increasing trend as in tensile and flexural properties. The addition of 7% MCC particles to jute fabric, epoxy composite RS7 resulted in a 100% increase in the Charpy impact strength as compared to RS0 as shown in Fig. 13. When an impact load is applied, rapid crack initiation and growth start through the matrix of the composite. The presence of MCC particles in composite may offer a great resistance to crack propagation. This coincides the justification given in some literature that MCC particles improve the impact properties (Pichandi et al. 2018). The addition of MCC particles does not improve the interfacial strength between the matrix and the fibre reinforcement as it is already stated that improved interfacial bonding leads to poor impact strength. Higher MCC particle content in epoxy matrix produced voids and agglomeration, leading to premature failure of composites under impact loading. A decrease of about 50% in impact strength of 11% filled composite is an indication of this premature failure (Fig. 13).
Conclusion
The mercerizing of jute fabric with 20% concentration of NaOH resulted in an increase in tensile strength by 6.12% in the warp direction and by 3.93% in the weft direction. The tensile strength and modulus of composites made from treated fabric were increased by 12.02% and 8.82% respectively. Whereas the flexural strength and modulus were found to be increased by 14.5% and 8.8% respectively. The impact strength was decreased by 11.11% after mercerizing. Incorporation of MCC particles in woven jute fabric reinforced epoxy composite was found to have a positive impact. Up to a 7% of loading, it increased the mechanical properties, possibly due to good MCC/epoxy matrix interface and the resistance offered by particles to crack initiation and its propagation. Beyond the 7% loading, the decrease in the mechanical properties of composite was observed. Therefore, we can conclude that 7% of MCC particles are the optimum quantity for enhancement of composite properties. At this particular loading, an increment of 48%, 52.14% and 100% was observed in tensile, flexural and impact strength, respectively of the alkali-treated woven jute/epoxy composite.
References
Acha BA, Reboredo MM, Marcovich NE (2007) Creep and dynamic mechanical behavior of PP–jute composites: effect of the interfacial adhesion. Compos A Appl Sci Manuf 38(6):1507–1516. https://doi.org/10.1016/j.compositesa.2007.01.003
Afrouzian A, Movahhedi Aleni H, Liaghat G, Ahmadi H (2017) Effect of nano-particles on the tensile, flexural and perforation properties of the glass/epoxy composites. J Reinf Plast Compos 36(12):900–916. https://doi.org/10.1177/0731684417694753
Agwuncha SC, Anusionwu CG, Owonubi SJ, Sadiku ER, Busuguma UA, Ibrahim ID (2019) Extraction of cellulose nanofibers and their eco/friendly polymer composites. In: Sustainable polymer composites and nanocomposites, pp 37–64. https://doi.org/10.1007/978-3-030-05399-4_2
Ashori A, Nourbakhsh A (2010) Performance properties of microcrystalline cellulose as a reinforcing agent in wood plastic composites. Compos B Eng 41(7):578–581. https://doi.org/10.1016/j.compositesb.2010.05.004
Chang TE, Jensen LR, Kisliuk A, Pipes RB, Pyrz R, Sokolov AP (2005) Microscopic mechanism of reinforcement in single-wall carbon nanotube/polypropylene nanocomposite. Polymer 46(2):439–444. https://doi.org/10.1016/j.polymer.2004.11.030
Chuayjuljit S, Su-uthai S, Charuchinda S (2010) Poly(vinyl chloride) film filled with microcrystalline cellulose prepared from cotton fabric waste: properties and biodegradability study. Waste Manag Res 28(2):109–117. https://doi.org/10.1177/0734242X09339324
Colom X, Carrasco F, Pagès P, Cañavate J (2003) Effects of different treatments on the interface of HDPE/lignocellulosic fiber composites. Compos Sci Technol 63(2):161–169. https://doi.org/10.1016/S0266-3538(02)00248-8
Devendra K, Rangaswamy T (2013) Strength characterization of E-glass fiber reinforced epoxy composites with filler materials. J Miner Mater Charact Eng 1(6):353–357. https://doi.org/10.4236/jmmce.2013.16054
Domun N, Paton K, Hadavinia H, Sainsbury T, Zhang T, Mohamud H (2017) Enhancement of fracture toughness of epoxy nanocomposites by combining nanotubes and nanosheets as fillers. Materials 10(10):1179. https://doi.org/10.3390/ma10101179
Faruk O, Bledzki AK, Fink H-P, Sain M (2014) Progress report on natural fiber reinforced composites. Macromol Mater Eng 299(1):9–26. https://doi.org/10.1002/mame.201300008
Fu S-Y, Feng X-Q, Lauke B, Mai Y-W (2008) Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos B Eng 39(6):933–961. https://doi.org/10.1016/j.compositesb.2008.01.002
Gandini A, Belgacem MN (2011) Modifying cellulose fiber surfaces in the manufacture of natural fiber composites. In Zafeiropoulos NE (ed) Interface engineering of natural fibre composites for maximum performance, pp 3–42. https://doi.org/10.1533/9780857092281.1.3
Gassan J, Bledzki AK (1999) Possibilities for improving the mechanical properties of jute/epoxy composites by alkali treatment of fibres. Compos Sci Technol 59(9):1303–1309. https://doi.org/10.1016/S0266-3538(98)00169-9
Gironès J, Méndez JA, Boufi S, Vilaseca F, Mutjé P (2007) Effect of silane coupling agents on the properties of pine fibers/polypropylene composites. J Appl Polym Sci 103(6):3706–3717. https://doi.org/10.1002/app.25104
Gomes A, Matsuo T, Goda K, Ohgi J (2007) Development and effect of alkali treatment on tensile properties of curaua fiber green composites. Compos A Appl Sci Manuf 38(8):1811–1820. https://doi.org/10.1016/j.compositesa.2007.04.010
Gopinath A, Kumar MS, Elayaperumal A (2014) Experimental investigations on mechanical properties of jute fiber reinforced composites with polyester and epoxy resin matrices. Procedia Eng 97:2052–2063. https://doi.org/10.1016/j.proeng.2014.12.448
Goriparthi BK, Suman KNS, Mohan Rao N (2012) Effect of fiber surface treatments on mechanical and abrasive wear performance of polylactide/jute composites. Compos A Appl Sci Manuf 43(10):1800–1808. https://doi.org/10.1016/j.compositesa.2012.05.007
Haafiz MKM, Hassan A, Zakaria Z, Inuwa IM, Islam MS, Jawaid M (2013) Properties of polylactic acid composites reinforced with oil palm biomass microcrystalline cellulose. Carbohydr Polym 98(1):139–145. https://doi.org/10.1016/j.carbpol.2013.05.069
Hulugappa B, Achutha MV, Suresha B (2016) Effect of fillers on mechanical properties and fracture toughness of glass fabric reinforced epoxy composites. Journal of Minerals and Materials Characterization and Engineering 4(1):1–14. https://doi.org/10.4236/jmmce.2016.41001
Ilyas RA, Sapuan SM, Sanyang ML, Ishak MR, Zainudin ES (2018a) Nanocrystalline cellulose as reinforcement for polymeric matrix nanocomposites and its potential applications: a review. Curr Anal Chem 14(3):203–225. https://doi.org/10.2174/1573411013666171003155624
Ilyas RA, Sapuan SM, Ishak MR (2018b) Isolation and characterization of nanocrystalline cellulose from sugar palm fibres (Arenga pinnata). Carbohydr Polym 181:1038–1051. https://doi.org/10.1016/j.carbpol.2017.11.045
Ilyas RA, Sapuan SM, Ishak MR, Zainudin ES (2018c) Development and characterization of sugar palm nanocrystalline cellulose reinforced sugar palm starch bionanocomposites. Carbohydr Polym 202:186–202. https://doi.org/10.1016/j.carbpol.2018.09.002
Ilyas RA, Sapuan SM, Ishak MR, Zainudin ES (2019a) Sugar palm nanofibrillated cellulose (Arenga pinnata (Wurmb.) Merr): effect of cycles on their yield, physic-chemical, morphological and thermal behavior. Int J Biol Macromol 123:379–388. https://doi.org/10.1016/j.ijbiomac.2018.11.124
Ilyas RA, Sapuan SM, Ibrahim R, Abral H, Ishak MR, Zainudin ES, Asrofi M, Atikah MSN, Huzaifah MRM, Radzi AM, Azammi AMN, Jumaidin R (2019b) Sugar palm (Arenga pinnata (Wurmb.) Merr) cellulosic fibre hierarchy: a comprehensive approach from macro to nano scale. Journal of Materials Research and Technology 8(3):2753–2766. https://doi.org/10.1016/j.jmrt.2019.04.011
Jabbar A, Militký J, Wiener J, Kale BM, Ali U, Rwawiire S (2017) Nanocellulose coated woven jute/green epoxy composites: characterization of mechanical and dynamic mechanical behavior. Compos Struct 161:340–349. https://doi.org/10.1016/j.compstruct.2016.11.062
Jajam KC, Tippur HV (2012) Quasi-static and dynamic fracture behavior of particulate polymer composites: a study of nano- vs. micro-size filler and loading-rate effects. Compos B Eng 43(8):3467–3481. https://doi.org/10.1016/j.compositesb.2012.01.042
La Mantia FP, Morreale M (2011) Green composites: a brief review. Compos A Appl Sci Manuf 42(6):579–588. https://doi.org/10.1016/j.compositesa.2011.01.017
Lazim Y, Salit SM, Zainudin ES, Mustapha M, Jawaid M (2014) Effect of alkali treatment on the physical, mechanical, and morphological properties of waste betel nut (Areca catechu) husk fibre. BioResources 9(4):7721–7736. https://doi.org/10.15376/biores.9.4.7721-7736
Lu N, Oza S (2013) Thermal stability and thermo-mechanical properties of hemp-high density polyethylene composites: effect of two different chemical modifications. Compos B Eng 44(1):484–490. https://doi.org/10.1016/j.compositesb.2012.03.024
Mathew AP, Oksman K, Sain M (2005) Mechanical properties of biodegradable composites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). J Appl Polym Sci 97(5):2014–2025. https://doi.org/10.1002/app.21779
Mehta G, Drzal LT, Mohanty AK, Misra M (2006) Effect of fiber surface treatment on the properties of biocomposites from nonwoven industrial hemp fiber mats and unsaturated polyester resin. J Appl Polym Sci 99(3):1055–1068. https://doi.org/10.1002/app.22620
Militký J, Jabbar A (2015) Comparative evaluation of fiber treatments on the creep behavior of jute/green epoxy composites. Compos B Eng 80:361–368. https://doi.org/10.1016/j.compositesb.2015.06.014
Mishra V, Biswas S (2013) Physical and mechanical properties of bi-directional jute fiber epoxy composites. Procedia Engineering 51:561–566. https://doi.org/10.1016/j.proeng.2013.01.079
Mohanty AK, Misra M (1995) Studies on jute composites—a literature review. Polym Plast Technol Eng 34(5):729–792. https://doi.org/10.1080/03602559508009599
Mwaikambo LY, Ansell MP (2002) Chemical modification of hemp, sisal, jute, and kapok fibers by alkalization. J Appl Polym Sci 84(12):2222–2234. https://doi.org/10.1002/app.10460
Mylsamy K, Rajendran I (2011) The mechanical properties, deformation and thermomechanical properties of alkali treated and untreated Agave continuous fibre reinforced epoxy composites. Mater Des 32(5):3076–3084. https://doi.org/10.1016/j.matdes.2010.12.051
Nitta Y, Goda K, Noda J, Lee W-I (2013) Cross-sectional area evaluation and tensile properties of alkali-treated kenaf fibres. Compos A Appl Sci Manuf 49:132–138. https://doi.org/10.1016/j.compositesa.2013.02.003
Norul Izani MA, Paridah MT, Anwar UMK, Mohd Nor MY, H’ng PS (2013) Effects of fiber treatment on morphology, tensile and thermogravimetric analysis of oil palm empty fruit bunches fibers. Compos B Eng 45(1):1251–1257. https://doi.org/10.1016/j.compositesb.2012.07.027
Pagliaro M, Ciriminna R, Kimura H, Rossi M, Della Pina C (2007) From glycerol to value-added products. Angew Chem Int Ed 46(24):4434–4440. https://doi.org/10.1002/anie.200604694
Parveen S, Rana S, Fangueiro R, Paiva MC (2017) A novel approach of developing micro crystalline cellulose reinforced cementitious composites with enhanced microstructure and mechanical performance. Cem Concr Compos 78:146–161. https://doi.org/10.1016/j.cemconcomp.2017.01.004
Pichandi S, Rana S, Parveen S, Fangueiro R (2018) A green approach of improving interface and performance of plant fibre composites using microcrystalline cellulose. Carbohydr Polym 197:137–146. https://doi.org/10.1016/j.carbpol.2018.05.074
Pickering KL, Efendy MGA, Le TM (2016) A review of recent developments in natural fibre composites and their mechanical performance. Compos A Appl Sci Manuf 83:98–112. https://doi.org/10.1016/j.compositesa.2015.08.038
Saba N, Mohammad F, Pervaiz M, Jawaid M, Alothman OY, Sain M (2017) Mechanical, morphological and structural properties of cellulose nanofibers reinforced epoxy composites. Int J Biol Macromol 97:190–200. https://doi.org/10.1016/j.ijbiomac.2017.01.029
Sanyang, M. L., Ilyas, R. A., Sapuan, S. M., & Jumaidin, R. (2018). Sugar palm starch-based composites for packaging applications. In: Bionanocomposites for packaging applications, pp 125–147. https://doi.org/10.1007/978-3-319-67319-6_7
Segal L, Creely JJ, Martin AE, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text Res J 29(10):786–794. https://doi.org/10.1177/004051755902901003
Sood M, Dwivedi G (2018) Effect of fiber treatment on flexural properties of natural fiber reinforced composites: a review. Egypt J Pet 27(4):775–783. https://doi.org/10.1016/j.ejpe.2017.11.005
Soutis C (2005) Fibre reinforced composites in aircraft construction. Prog Aerosp Sci 41(2):143–151. https://doi.org/10.1016/j.paerosci.2005.02.004
Spanoudakis J, Young RJ (1984a) Crack propagation in a glass particle-filled epoxy resin. Part 1. Effect of particle volume fraction and size. J Mater Sci 19(2):473–486. https://doi.org/10.1007/BF00553571
Spanoudakis J, Young RJ (1984b) Crack propagation in a glass particle-filled epoxy resin. Part 2. Effect of particle-matrix adhesion. Journal of Materials Science 19(2):487–496. https://doi.org/10.1007/BF02403235
Sudheer M, Prabhu R, Raju K, Bhat T (2014) Effect of filler content on the performance of epoxy/PTW composites. In: Advances in materials science and engineering, pp 1–11. https://doi.org/10.1155/2014/970468
Tao P, Zhang Y, Wu Z, Liao X, Nie S (2019) Enzymatic pretreatment for cellulose nanofibrils isolation from bagasse pulp: transition of cellulose crystal structure. Carbohydr Polym 214:1–7. https://doi.org/10.1016/j.carbpol.2019.03.012
Unterweger C, Brüggemann O, Fürst C (2014) Synthetic fibers and thermoplastic short-fiber-reinforced polymers: properties and characterization. Polym Compos 35(2):227–236. https://doi.org/10.1002/pc.22654
Valadez-Gonzalez A, Cervantes-Uc JM, Olayo R, Herrera-Franco PJ (1999) Effect of fiber surface treatment on the fiber–matrix bond strength of natural fiber reinforced composites. Compos B Eng 30(3):309–320. https://doi.org/10.1016/S1359-8368(98)00054-7
Viretto A, Galy J (2018) Development of biobased epoxy matrices for the preparation of green composite materials for civil engineering applications. Macromol Mater Eng 303(5):1700521. https://doi.org/10.1002/mame.201700521
Wetzel B, Rosso P, Haupert F, Friedrich K (2006) Epoxy nanocomposites—fracture and toughening mechanisms. Eng Fract Mech 73(16):2375–2398. https://doi.org/10.1016/j.engfracmech.2006.05.018
Yang H-S, Kim H-J, Son J, Park H-J, Lee B-J, Hwang T-S (2004) Rice-husk flour filled polypropylene composites; mechanical and morphological study. Compos Struct 63(3–4):305–312. https://doi.org/10.1016/S0263-8223(03)00179-X
Acknowledgments
The support of Higher Education Commission of Pakistan under Research Project NRPU 4239 is acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Rehman, M.M., Zeeshan, M., Shaker, K. et al. Effect of micro-crystalline cellulose particles on mechanical properties of alkaline treated jute fabric reinforced green epoxy composite. Cellulose 26, 9057–9069 (2019). https://doi.org/10.1007/s10570-019-02679-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-019-02679-4