
Abstract
Recyclable reactive dyeing of cotton fabrics was achieved in a heterogeneous non-aqueous binary solvent system. Ethyl octanoate (EO) and dimethyl sulfoxide (DMSO) were selected as exhaustion medium and solvating medium respectively. The solvents were immiscible at room temperature but formed a continuous phase upon heating and agitation, allowing for simple separation after dyeing. Sufficient swelling of the cotton fabric and excellent dye substantivity could be achieved by tuning ratio of the DMSO and EO. Compared with conventional aqueous dyeing, the solvent-based process required up to 40% less amount of dye and no inorganic salts. The dyeing sequence could be repeated 10 times. At the end of each dyeing cycle, 98.5 v% each of EO and DMSO was recovered and reused. The process was generally applicable to commercial monochlorotriazine dyes with consistently good shade build-up and colorfastness. Therefore, the heterogeneous DMSO/EO dyeing system provides a promising solution to the environmental problems associated with reactive dyeing of cotton in a source-controlled manner.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The textile industry is one of the major industries, especially for developing countries (Ozturk et al. 2015). Globally, the textile dyeing industry is one of the major known contributors of environmental pollution (Christie 2007) because it consumes a large amount of water and produces significant volumes of contaminated effluent (Ozturk et al. 2015). The heavy discharges of inorganic salts, alkalis, surfactants, and organic matter like dyes from reactive dyeing are a serious burden on the environment. Particularly, effluents produced during dyeing cotton with reactive dyes are strong pollutants and have high oxygen demand, color, and salt load (Schramm and Jantschgi 2010). Therefore, development of water-free and effluent-free dyeing processes is highly desirable, in order to reduce the negative environmental impacts, improve the economic sustainability of the textile dyeing industry, and conserve the diminishing water resources. (Banchero 2013; Furness and Rayment 2010; Harris and Guion 1972; Montero et al. 2000).
Super critical CO2 (ScCO2) dyeing is a waterless dyeing process that exploits the unique properties of supercritical fluids. The advantages of ScCO2 dyeing have been described in several excellent reviews (Elke et al. 2010; Hou et al. 2010; Lewis 2010). However, natural fibers could not be effectively dyed with conventional water-soluble dyes in normal supercritical fluids (Cid et al. 2007; Fernandez Cid et al. 2007; Van der Kraan et al. 2007). Moreover, the process pressure requirement of up to 300 bar is unusual for existing dyeing mills (Elke et al. 2010), which greatly restricts large-scale application of ScCO2 dyeing. Rather than completely avoiding the use of water, some researchers adopted alternative approaches to reduce water usage by using water-containing binary dyeing systems such as micelle dyeing (Xie et al. 2011), reverse micelle dyeing (Sawada and Ueda 2003a, b, c; Sawada et al. 2004) and dye/D5 suspension dyeing (Fu et al. 2015, 2016). Although the use of water could be greatly reduced, hydrolysis of reactive dyes remained a seemingly inevitable problem, because water was still present in these dyeing systems.
Recyclable water-free dyeing of cotton with reactive dyes was achieved by our group using a mixture of non-nucleophilic solvents (Chen et al. 2015b; Wang et al. 2014) that allows complete recovery and reuse of un-adsorbed dyes. However, the recycle process was inefficient, requiring the separation of the miscible co-solvents by vacuum distillation. Wang et al. reported water-free reactive dyeing of cotton in a mixture of dimethyl sulfoxide (DMSO) and perchloroethylene (PCE), solvents that are immiscible at ambient temperatures allowing for easy separation and recycling (Fu et al. 2015). However, the use of PCE introduced new environmental concerns because it is listed among hazardous air pollutants under the federal Clean Air Act in USA (Xu et al. 2016).
In this study, a new environmentally benign binary solvent system has been developed for non-aqueous reactive dyeing of cotton. Ethyl octanoate (EO) was chosen as the exhaustion medium through EHS (Environment, Health and Safety) and experimental miscibility screening. The process was found to be generally applicable to commercial monochlorotriazine (MCT) dyes and up to 98.5 v% each of EO and DMSO could be recycled via simple separation. Results demonstrated that the heterogeneous DMSO/EO dyeing system provides a greener and more sustainable alternative to conventional aqueous dyeing of cotton.
Materials and methods
Materials
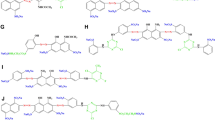
DMSO, PCE, D5, potassium carbonate, sodium carbonate, sodium chloride, sulfuric acid and ethyl laurate (EL) were purchased from Sino Reagent Co. Ltd. EO and perfluorooctane (PEF) were purchased from J&K Scientific. Methyl heptanoate (MH), ethyl heptanoate (EH), methyl octanoate (MO), methyl nonanoate (MN), ethyl nonanoate (EN), methyl caprate (MC), ethyl caprate (EC), methyl laurate (ML), methyl myristate (MM), ethyl myristate (EM), methyl hexadecanoate (MHE), ethyl hexadecanoate (EHE) and diethyl succinate (DS) were obtained from Aladdin Reagent Co., Ltd. Diethyl adipate (DA) was purchased from Shanghai Titan Scientific Co., Ltd, China. Dimethyl carbonate (DMC) was purchased from Alfa Aesar. All chemicals were analytical grade and used as received. C.I. Reactive Red 24 (RR24), Reactive Orange 5 (RO5), Reactive Blue 49 (RB49), Reactive Yellow 2 (RY2), and Reactive Blue 14 (RB14) were provided by Taoyuan Dyestuff Co., Wu jiang, China. All dyes (structures illustrated in Fig. S1) were without auxiliaries and used as received.
Bleached cotton poplin (40 × 40, 133 × 72, 123 g/m2) was kindly supplied by the Huafang Co., Ltd. (Shandong, China) and used as received. The multifiber adjacent fabrics used for colorfastness assessment were purchased from Test fabrics Incorporation. Standard detergent was purchased from Shanghai Textile Industry Institute of Technical Supervision.
Solvent dyeing
The cotton fabrics were pre-swollen in pure DMSO before dyeing (Chen et al. 2015a). Specifically, cotton fabrics were cut into pieces of approximately 3.0 g and soaked in 50.0 mL DMSO for 1 h at 25 °C. The pre-swollen samples were drained and transferred to vessels that each contained 45.0 mL of dyeing liquor consisted of 0.09 g dye and 0.12 g potassium carbonate dissolved in a mixture of DMSO and EO with predetermined ratio (liquor ratio = 15:1). The vessels were sealed, heated to and maintained at 95 °C for 2 h with mechanical agitation. The vessels were then cooled to room temperature and the samples were removed from the dye bath and centrifuged at 6000 rpm/min for 3 min. The residual liquid from centrifugation was collected, combined with the spent dye baths and kept for use. The fabric samples were rinsed with cold water (liquor ratio = 15:1), boiled in aqueous solution containing 2.0 g/L standard detergent for 10 min to remove the unfixed dyes, and rinsed again in cold water for three times (liquor ratio = 15:1) before being dried at 70 °C for 30 min. As evidenced by IR spectra shown in Fig. S3, rinsing with soaping solution followed by cold water was effective in removing all residual DMSO and EO from the solvent-dyed fabrics. The solvent dyeing process is shown in Fig. 1a.

Schematic illustration of the dyeing process in a DMSO/EO and b water
For cycled dyeing experiments, the combined spent dye bath was poured into a separating funnel. After standing for several minutes, the combined spent dye bath could be divided into two layers, with the upper EO layer being colorless and free of any residual RR24, and the lower being DMSO containing residual RR24 and K2CO3. The volume of each layer was determined by readings of a graduated cylinder and the DMSO layer was subsequently subjected to UV–Vis analyses to determine the amount of unfixed RR24. K2CO3 consumption was calculated with the assumption that it was only lost in the fixation reaction. The consumed RR24, K2CO3, EO and DMSO were replenished and the dye bath was used without further treatment in the next dyeing cycle. The process was repeated ten times.
Aqueous dyeing
Cotton fabric was cut into pieces of 3.0 g and introduced to 45.0 mL (liquor ratio, 15:1) of aqueous solution containing predetermined amount of the dye.
The dye bath was heated with agitation at 60 °C for 15 min before 6.75 g sodium chloride and 0.9 g Na2CO3 were added in the small portions. Heating was continued at 2 °C/min until the dye bath temperature reached 90 °C. Dyeing was continued at 90 °C for 1 h with mechanical agitation. After the dyeing was completed, the samples were removed from the dye bath, rinsed with cold water (liquor ratio = 15:1 30.0 × 3 mL), boiled in 180.0 mL of aqueous solution containing 2.0 g/L of sodium carbonate and 2.0 g/L of standard detergent for 10 min to remove the unfixed dyes, and rinsed again in cold water for three times (liquor ratio = 15:1) before being with 60.0 × 3 mL of cold water. The fabric samples were finally dried at 70 °C for 30 min. The aqueous dyeing process is shown in Fig. 1b.
EHS assessment
Environmental assessment of organic solvents was done based on the EHS index. EHS index is used to systematically assess the environmental impact of substances. In this study, the method developed by Banimostafa (2012, 2015) was used. The calculation details are provided as Table S1 in the Supporting Information file.
The miscibility of dyeing systems
5.0 mL of DMSO was added to the 5.0 mL of EO in the sample bottle. The mixture was stirred and heated from 25 °C. The heating stopped until two kinds of solvents formed a continuous phase.
The miscibility of other dyeing systems (DMSO/MH, DMSO/EH, DMSO/MO, DMSO/DS, DMSO/DA, DMSO/EN, DMSO/MC, DMSO/EC, DMSO/ML, DMSO/EL, DMSO/MM, DMSO/EM, DMSO/MHE, DMSO/EHE, DMSO/D5, DMSO/PEF and DMSO/PCE) was measured likewise.
Characterizations
Percentage dye fixation measurement
Percentage dye fixation was measured according to the procedure previously reported (Chen et al. 2015a). The dyed fabrics were cut into small pieces, conditioned at 105 °C for 2 h, and cooled to room temperature in a desiccator. 0.1 g of the sample was treated with 5 mL of 70% sulfuric acid until it was completely dissolved. The amount of fixed dyes on fabric was determined using a Shimadzu UV-1800 spectrophotometer. Measurements from three parallel samples were used to obtain an average value and the corresponding statistical error for each dyeing condition.
Color measurements
Color measurements were performed using a Datacolor 650 bench-top spectrophotometer. The color strength (K/S) was measured at the maximum absorption wave lengths (λmax), which were 530 nm, 370 nm, 490 nm, 620 nm, and 630 nm for C.I. Reactive Red 24, Reactive Yellow 2, Reactive Orange 5, Reactive Blue14 and Reactive Blue 49, respectively. The measurements of the three parallel fabric samples were used to calculate the average K/S and the corresponding statistical error. The color parameters L, a, b, were determined by a Datacolor 650 bench-top spectrophotometer. The color differences (ΔE) were calculated using the measured values of CIELAB (Eq. 1).
ΔL, Δa and Δb are the differences in the color parameters of the dyed fabrics. Mean values of color differences (ΔE) on three points were calculated.
Colorfastness measurements
Colorfastness due to laundering was determined based on the AATCC 61-1986(2A) using a Darong SW-12 washing colorfastness tester. Dry and wet colorfastness to crocking was examined based on the AATCC 8-1988 using an Atlas AATCC Mar CM-5 tester.
Fourier transform infrared spectroscopy (FT-IR)
The dyed cotton fabric with solvent dyeing, DMSO and EO were performed on a PerkinElmer Spectrum-Two (American) equipped with an attenuated total reflectance (ATR) accessory. The transmittance of the infrared in individual sample of substrate was recorded from 4000.0 to 500.0 cm−1 at a resolution of 2.0 cm−1 for infrared spectra.
Scanning electron microscope (SEM)
The morphology of original cotton fabric and dyed cotton fabrics was observed by SEM (HITACHI/TM-1000, Japan) operated at acceleration voltage of 15 kV.
Results and discussion
Solvent screening
DMSO is a great solvent for reactive dyes as a good swelling medium for cotton (Chen et al. 2015a). According to the U.S. Food and Drug Administration (FDA) solvent classification puts DMSO in class 3 solvents, i.e. solvents with low toxic potential (Soroko et al. 2011). Naturally existing in various plants and in the oceans, DMSO is one of the least toxic organic chemicals known, and hence is considered as a green solvent (Li et al. 2007; Nelson 2003). Therefore, DMSO was used in our new heterogeneous binary dyeing system as dye-solvating and swelling solvent.
Three different kinds of solvents (D5, perhalogenated solvents, and ester solvents) that are immiscible with DMSO at room temperature were assessed for their EHS properties, and the results are summarized in Fig. 2. A lower EHS score indicates more favorable EHS properties. As shown in Fig. 2, the frequently explored D5 and perhalogenated solvents (PCE and PEF) have relatively high integrated EHS scores, which is indicative of potential EHS burdens. A lower integrated EHS score was observed for the ester solvents (EO 2.35, EC 2.68, MC 3.13). The low EHS scores for the ester solvents can be attributed to their high boiling point, low toxicity, and low volatility. Ester solvents were chosen as a candidate exhaustion medium to be used with DMSO in the heterogeneous binary solvent dyeing system. The ester solvents that are immiscible with DMSO at room temperature, but form a continuous phase with DMSO upon heating and agitation, could be selected upon further experimentation.

EHS assessment results of six organic solvents immiscible with DMSO
To construct a heterogeneous non-aqueous binary solvent system, sixteen esters were investigated (Table 1). Among these, five solvent systems (DMSO/MH, DMSO/EH, DMSO/MO, DMSO/DS and DMSO/DA were miscible at room temperature and hence not suitable. The other eleven solvent systems (DMSO/EO, DMSO/EN, DMSO/MC, DMSO/EC, DMSO/ML, DMSO/EL, DMSO/MM, DMSO/EM, DMSO/MHE, and DMSO/EHE) were immiscible at room temperature but formed continuous phase upon heating due to decrease in the RED (relative energy difference) with DMSO (Hansen 2002). Consequently, these eleven solvent systems were potential candidates for the exhaustion medium. Since esters of higher fatty acids tend to be poorly biodegradable, the ester with the shortest acid, EO was chosen to form the heterogeneous binary solvent dyeing system with DMSO.
As shown in Fig. 3, a homogenous dye bath could be achieved at 95 °C with continuous mechanical agitation, while the co-solvents readily separated at room temperature with the model dye, RR24, distributed only in the DMSO layer. This would allow for facile recover of dyes and solvents without compromising leveling of the dyed fabrics.

DMSO/EO (3:7) dye bath of RR24 at a 25 °C, and b 95 °C after agitation
Effect of EO content on dye sorption
The effect of EO content on the sorption of RR24 was investigated and the results are shown in Fig. 4. As shown in Fig. 4, a minimum of 40 v% EO was required for effective sorption of RR24 onto the cotton fabrics. As the EO content increased further, the sorption rate also increased. A maximum dye sorption rate of 91.5% was achieved at the EO content of 90 v%. However, in systems with > 70 v% EO content, RR24 tended to agglomerate and sorption was too fast, which resulted in leveling problems. Therefore, the optimum composition for the heterogeneous organic solvent system was determined to be DMSO/EO = 3:7 (v/v), which was used in the subsequent dyeing experiments.

Effect of EO content on the sorption of RR24
Fixation of RR24 in the DMSO/EO system
For conventional aqueous dyeing, the recommended dyeing temperature for chlorotriazine type of reactive dyes is 90 °C. The fixation of RR24 in the DMSO/EO binary system was investigated at 75 °C, 95 °C and 115 °C, and the results are plotted in Fig. 5. As shown in Fig. 5, fastest fixation was observed at 115 °C. However, at this temperature, fixation topped at 67.4% after half an hour and decreased afterwards. This was likely due to degradation of RR24 upon prolonged heating at such a high temperature. Gentle heating at 75 °C resulted in exceptionally high fixation of 82.3% after 9 h, which was too long to be practical. At 95 °C, fixation reached a reasonably high plateau at 77.5% in 2 h. Therefore, the optimum dyeing temperature was set to be 95 °C for the DMSO/EO dyeing system.

Effect of temperature and dyeing time on the fixation of RR24
Comparison with other reactive dyeing processes
To demonstrate the effectiveness and convenience of the DMSO/EO binary dyeing system, controlled dyeing experiments were performed following the procedures previously reported (Chen et al. 2015b). Build-up properties of RR24 are compared in Fig. 6a for cotton fabrics dyed in DMSO/EO, DMSO/DMC, and water. Initial loading of up to 250 mg of RR24 per gram of fabric were employed. For all dyeing systems, optimized conditions were used. RR24 demonstrated excellent build-up properties in all dyeing systems. However, for any given loading of RR24, fixation rates were similar for the two non-aqueous dyeing processes, both of which were higher than that for conventional aqueous dyeing at all concentrations investigated. This was because up to 30–40% of the dye was lost from hydrolysis in aqueous dyeing(Chen et al. 2015b). Consequently, color strength of the two solvent-dyed fabric samples were also higher (Fig. 6b). The leveling properties of all three fabric samples appeared to be good.

a Build-up properties of RR24 on cotton b cotton fabrics dyed with RR24 (o.w.f. 3%) in DMSO/EO, DMSO/DMC, and water
Pictures of the spent dye baths from DMSO/EO and DMSO/DMC dyeing systems are shown in Fig. 7. It can be noticed that the spent dye bath of DMSO/EO separated into two distinct layers, with the upper EO layer being colorless and free of any residual RR24, while the DMSO/DMC bath was a homogenous mixture of the solvents, and residual dyeing chemicals.

Spent dye baths of a the DMSO/EO dyeing system, and b the DMSO/DMC dyeing system
The dyeing process was repeated 10 times. Judging from the results in Fig. 8, the fabrics dyed with spent dye liquors repeatedly exhibited good shade consistence. After 10 times reuse of the spent bath, all measured color differences were less than 1. The K/S values were consistently high, ranging from 22.7 to 23.8. As shown in Table 2, colorfastness to laundering were found to be of grade 5 and colorfastness to crocking was as high as 4–5 throughout the dyeing cycles. The cycled dyeing experiments confirmed reusing dyeing liquid would not affect the quality of dyed fabrics. The results clearly demonstrated that recycle and reuse of the spent reactive dye liquor were possible for the heterogeneous binary solvent system developed in this work.

K/S of fabrics dyed repeatedly with recovered dyes and solvent
Generality of the DMSO/EO solvent dyeing process
To show that the solvent dyeing process developed in this work was generally applicable to MCT dyes, five dyes of this class (structures shown in Fig. S1) were applied using this method. Aqueous dyeing using the corresponding commercial dyestuffs was carried out for comparison. The results are summarized in Table 3 and the images of the dyed fabrics are displayed in Fig. 9. K/S values of solvent-dyed fabrics were in general higher than those of the aqueously dyed controls. This was because part of the MCT dyes were lost from hydrolysis in aqueous dyeing. Both solvent dyeing and aqueous dyeing produced samples high in colorfastness to laundering and crocking. The results indicated that the hydrolysis-free and salt-free solvent dyeing technique developed in the current work was generally applicable to MCT dyes.

Photos of fabrics dyed with solvent dyeing and aqueous dyeing
Leveling properties of dyed fabrics with solvent dyeing and aqueous dyeing
Leveling properties could be represented by the mean color differences (ΔE) of three different points on fabric. Colorimetric measurements of the dyed samples are summarized in Table 4. As indicated by the data, the ΔE values of the solvent-dyed fabrics were similar to that of the aqueously dyed controls. ΔE was less than 0.5 for fabrics dyed with all five MCT dyes, demonstrating that the solvent dyeing procedure reported herein did not compromise dyeing levelness despite the use of a heterogeneous binary solvent system.
Morphology analysis of dyed cotton fabric with solvent dyeing
The surface morphology of dyed cotton fabric was studied by the scanning electronic microscope (SEM). The surface of original cotton fabric appeared smooth with characteristic groove structure of cotton fibers (Fig. 10a). The SEM images of solvent-dyed (Fig. 10c) and aqueously-dyed (Fig. 10b) cotton fabrics showed essentially the same structure and morphology, indicating the dyeing processes and the dyeing mediums did not cause noticeable changes in cotton fabric.

SEM images of a original cotton fabric, b aqueously-dyed cotton fabric, and c solvent-dyed cotton fabric
Conclusions
A heterogeneous binary solvent system (DMSO/EO) was developed for water-free reactive dyeing of cotton fabric. Both solvents are eco-friendly and they are immiscible at room temperature but form a continuous phase upon heating and agitation, allowing for simple separation after dyeing. At the optimum conditions of 95 °C and 3/7 (v/v) DMSO/EO, the levelness and build-up properties of a model MCT dye, RR24, were found to be comparable to previously reported the homogeneous dyeing system consisting of DMSO and DMC. A 10-cycles reuse sequence demonstrated excellent color consistency and color fastness. Besides, the spent reactive dye liquor could be reused facilely, with 98.5 v% of EO and 98.5 v% of DMSO recovered and reused at the end of each dyeing cycle. The process was also shown to be generally applicable to five commercial MCT dyes with different chromophores. Therefore, the heterogeneous organic solvent dyeing system (DMSO/EO) is a potential solution to the environmental problems associated with reactive dyeing of cotton in a source-controlled manner.
References
Banchero M (2013) Supercritical fluid dyeing of synthetic and natural textiles: a review. Color Technol 129:2–17
Banimostafa A, Papadokonstantakis S, Hungerbühler K (2012) Evaluation of EHS hazard and sustainability metrics during early process design stages using principal component analysis. Process Saf Environ Prot 90:8–26
Banimostafa A, Papadokonstantakis S, Hungerbühler K (2015) Retrofit design of a pharmaceutical batch process considering “green chemistry and engineering” principles. AIChE J 61:3423–3440
Chen L, Wang B, Chen J, Ruan X, Yang Y (2015a) Comprehensive study on cellulose swelling for completely recyclable nonaqueous reactive dyeing. Ind Eng Chem Res 54:2439–2446
Chen L, Wang B, Ruan X, Chen J, Yang Y (2015b) Hydrolysis-free and fully recyclable reactive dyeing of cotton in green, non-nucleophilic solvents for a sustainable textile industry. J Clean Prod 107:550–556
Christie RM (2007) Environmental aspects of textile dyeing. Elsevier, Amsterdam
Cid MF, Van Spronsen J, Van der Kraan M, Veugelers W, Woerlee G, Witkamp G (2007) A significant approach to dye cotton in supercritical carbon dioxide with fluorotriazine reactive dyes. J Supercrit Fluids 40:477–484
Elke B, Ernst C, Eckhard S (2010) Past, present and future of supercritical fluid dyeing technology: an overview. Color Technol 32:88–102
Fernandez Cid MV, Gerstner KN, Jvan S, Mvander K, Wjt V, Woerlee GF, Witkamp GJ (2007) Novel process to enhance the dyeability of cotton in supercritical carbon dioxide. Text Res J 77:38–46
Fu C, Wang J, Shao J, Pu D, Chen J, Liu J (2015) A non-aqueous dyeing process of reactive dye on cotton. J Text Inst 106:152–161
Fu C, Tao R, Wang J, Shao J, Liu J (2016) Water-saving aftertreatment of reactive dyed cotton fabrics in D5 medium. J Text Inst 107:719–723
Furness W, Rayment J (2010) Some practical experiences in solvent dyeing. Color Technol 87:514–520
Hansen CM (2002) Hansen solubility parameters: a user’s handbook. CRC Press, Boca Raton
Harris FO, Guion TH (1972) A new approach to solvent dyeing with nonionic dyes. Text Res J 42:626–627
Hou A, Chen B, Dai J, Zhang K (2010) Using supercritical carbon dioxide as solvent to replace water in polyethylene terephthalate (PET) fabric dyeing procedures. J Clean Prod 18:1009–1014
Lewis DM (2010) Coloration in the next century. Color Technol 29:23–28
Li JJ, Limberakis C, Pflum DA (2007) Modern organic synthesis in the laboratory: a collection of standard experimental procedures. OUP USA
Montero GA, Smith CB, Hendrix WA, Butcher DL (2000) Supercritical fluid technology in textile processing: an overview. Ind Eng Chem Res 39:4806–4812
Nelson WM (2003) Green solvents for chemistry: perspectives and practice. Oxford University Press, Oxford
Ozturk E, Karaboyacı M, Yetis U, Yigit NO, Kitis M (2015) Evaluation of integrated pollution prevention control in a textile fiber production and dyeing mill. J Clean Prod 88:116–124
Sawada K, Ueda M (2003a) Adsorption and fixation of a reactive dye on cotton in non-aqueous systems. Color Technol 119:182–186
Sawada K, Ueda M (2003b) Adsorption behavior of direct dye on cotton in non-aqueous media. Dyes Pigments 58:37–40
Sawada K, Ueda M (2003c) Dyeing of protein fiber in a reverse micellar system. Dyes Pigments 58:99–103
Sawada K, Ueda M, Kajiwara K (2004) Simultaneous dyeing and enzyme processing of fabrics in a non-ionic surfactant reverse micellar system. Dyes Pigments 63:251–258
Schramm W, Jantschgi J (2010) Comparative assessment of textile dyeing technologies from a preventive environmental protection point of view. Color Technol 115:130–135
Soroko I, Bhole Y, Livingston AG (2011) Environmentally friendly route for the preparation of solvent resistant polyimide nanofiltration membranes. Green Chem 13:162–168
Van der Kraan M, Cid MF, Woerlee G, Veugelers W, Witkamp G (2007) Dyeing of natural and synthetic textiles in supercritical carbon dioxide with disperse reactive dyes. J Supercrit Fluids 40:470–476
Wang B, Ruan X, Chen L, Chen J, Yang Y (2014) Heterogeneous chemical modification of cotton cellulose with vinyl sulfone dyes in non-nucleophilic organic solvents. Ind Eng Chem Res 53:15802–15810
Xie K, Cheng F, Zhao W, Xu L (2011) Micelle dyeing with low liquor ratio for reactive dyes using dialkyl maleic acid ester surfactants. J Clean Prod 19:332–336
Xu S, Chen J, Wang B, Yang Y (2016) An environmentally responsible polyester dyeing technology using liquid paraffin. J Clean Prod 112:987–994
Acknowledgments
This work was financially supported by the Fundamental Research Funds for the Central Universities (Nos. 2232018A3-04, 2232018-02 and 2232018G-043), the National Key R&D Program of China (No. 2016YFC0802802), and the Programmer of Introducing Talents of Discipline to Universities (No. 105-07-005735).
Author information
Authors and Affiliations
Corresponding authors
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Zhao, J., Agaba, A., Sui, X. et al. A heterogeneous binary solvent system for recyclable reactive dyeing of cotton fabrics. Cellulose 25, 7381–7392 (2018). https://doi.org/10.1007/s10570-018-2069-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-018-2069-8