
Abstract
A surface-modified form of cellulose nanocrystals (CNC) was employed to explore mechanisms related to the release of water from cellulosic fiber suspensions during papermaking. The CNC surface was rendered partly cationic (forming CCNC) by adsorption of poly-(diallyldimethylammonium chloride) (poly-DADMAC), a high charge density cationic polymer. Meanwhile, a suspension of cellulosic fibers and calcium carbonate particles was prepared from recycled copy paper, which was treated sequentially with poly-DADMAC and a very-high-mass anionic acrylamide copolymer (aPAM). Subsequent addition of CCNC strongly promoted water release, whereas ordinary CNC had the opposite effect. The effect of the CCNC was achieved with ten times less poly-DADMAC, as the final additive, compared to when adding the polymer alone. Results were consistent with a model of nanoparticle-enabled bridging, based on an assumption of non-equilibrium or slowly equilibrating processes of adsorption.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
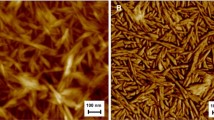
An earlier article in this series showed that regular cellulose nanocrystals (CNC), which had been prepared by hydrolysis of viscose-grade bleached softwood kraft fibers with sulfuric acid, could be successfully employed as a model “nanoparticle” to promote the dewatering of fiber suspensions that had been treated with a very-high-mass cationic acrylamide copolymer (Lenze et al. 2016). The CNC addition had effects similar to what was achieved by addition of colloidal silica products, which are widely used in programs to enhance dewatering as well as retention of fine particles during the papermaking process.
It has been proposed in earlier work that the drainage benefits achieved with the use of nanoparticles are related to interactions between the nanoparticle surfaces and segments of polyelectrolytes that had been adsorbed, at least in part, onto the surfaces of cellulosic fibers, fines, and mineral particles in the papermaking suspension (Andersson et al. 1986; Langley and Litchfield 1986; Andersson and Lindgren 1996; Swerin and Ödberg 1996; Asselman and Garnier 2000; Hubbe 2005; Lenze et al. 2016). Essentially all of the work described in the articles just cited involved systems in which the nanoparticles (or montmorillonite microparticles in some cases) were negative in charge and the high-mass polyelectrolyte employed had a positive charge. According to Honig (2000), the nano-additive must have a solid-like three-dimensional structure in order to serve as an effective drainage-promoting agent in such systems. On this basis, one would expect that addition of a charged nanoparticle would have a different effect compared to addition of a high-mass polyelectrolyte having the same total amount of charged groups.
If the concepts summarized above are accepted, then one would expect to observe equivalent behavior in systems where each of the classes of materials present has been reversed in its sign of charge. Given the generally negative charge of untreated cellulosic materials (Herrington and Petzold 1992; Laine et al. 1997), such a scenario would require pretreatment of the cellulosic surfaces with a cationic agent of some sort. So in the present work it was hypothesized that a substantial enhancement of dewatering could be achieved by pretreating both the cellulose nanoparticles and the fiber suspension with adsorption of a high-charge-density polyelectrolyte. The purpose of such treatment was to create positively charged anchoring sites on the furnish solids, which is a well-known practice for certain dual-component or multi-component retention aid strategies (Britt 1973; Moore 1976; Müller and Beck 1978; Petzold et al. 1996; Hubbe et al. 2009). Studies have shown that adsorption of polyelectrolytes onto oppositely charged surfaces tends to be an irreversible, high-affinity process (Wågberg 2000). The fiber suspension was then treated sequentially with a very-high-mass copolymer of acrylamide and acrylic acid (anionic retention aid) followed by the cationically treated nanocellulose particles. Consequences, including dewatering rates, fine-particle retention efficiency, and fiber flocculation, were evaluated.
The word “cationized” rather than “cationic” is used in the title of this article due to the fact that though the amount of high-charge polymer was sufficient to create cationic sites on the cellulose nanocrystals, it was not enough to fully reverse the charge. The latter situation is under consideration for future work.
As would be the case for many research studies that address mechanistic issues, it is worth emphasizing that the experimental conditions selected for this study were not intended as candidates for industrial implementation. The use of polyelectrolytes to reverse charges of nanoparticles and fiber surfaces, in the present work, imposes additional procedural steps, in addition to the costs of the additives. Thus, rather than being viewed as a candidate system to be considered for commercial implementation, the emphasis here is on what the system can teach us about how polyelectrolytes and nanomaterials are able to work together to produce favorable dewatering and retention effects. Due to high energy demands and other factors, nanocellulose products have been regarded as being too expensive for routine paper production. On the other hand, prices of nanocellulose products are falling rapidly as companies begin to offer commercial products, and the present results provide a clue that nanocellulose can be used to enhance the effectiveness of cationic polymers in certain situations.
Experimental
Polymer solution preparation
A 0.2% solution of the high-charge cationic polymer (Aldrich “low mass” poly-DADMAC, catalogue number 40,901-4) was prepared by adding 1 g of the poly-DADMAC solution (20% solids) to 99 ml of deionized water with stirring for one hour in a beaker. A 0.1% solution of very-high-mass anionic acrylamide/acrylic acid copolymer was prepared by gradual addition of 0.100 g of dry Floerger AN 934 to 100.0 g of continuously stirred deionized water, followed by addition stirring for 1 h.
Preparation of the nanocellulose
The nanocellulose particles employed in this study were based on the same starting material as in a previous study in this series (Lenze et al. 2016). The spray-dried cellulose nanocrystals (CNC) were obtained from the University of Maine (Item no. 6). However, in the present work the CNC was modified by adsorption of a high-charge cationic polymer. Suspensions of CNC were treated with varying amounts of the 0.2% poly-DADMAC solution (0, 5, 10, and 20 ml) added to 100 ml aliquots of CNC suspension (containing 1 g dry CNC) in aqueous solution having sufficient NaCl to give a conductivity of 1000 μS/cm.
After preparing the CCNC suspensions, they were stirred for 60 min in a beaker and allowed to settle overnight. The supernatant solution was removed and then replaced with deionized water. Since the solids tended to settle again rapidly, the cycle of settling and replacement of the supernatant solution was repeated three times, with settling times of about 5 min, so that the remaining poly-DADMAC present in the system could be attributed to the amount that had adsorbed onto the CNC. The reasons for the settling, decanting, and replacement of the suspending medium was to ensure that essentially all of the high-charge cationic polymer in the resulting suspension can be associated with the poly-DADMAC that initially adsorbed onto the CNC. Finally, the CCNC was dispersed into suspension by ultrasonicating with a Branson Digital Sonifier (probe type), Model No. 102C (CE). The sonication was applied for 3 min with a sequence of 5 s on, 5 s off at an amplitude of 30%.
The approach of gravity separation in the presence of a saline solution was inspired by a report by Reiner and Rudie (2013), who described the modified CNC manufacturing method in the case of the CNC that was used as the starting point for the present work. One of the issues that the researchers at the Forest Products Laboratory in Madison, Wisconsin faced is the difficulty of carrying out dialysis or centrifugation at high volume, so they isolated the CNC from solution by settling. As in the present work, salt solution was used to partly suppress the charge-stabilization of the CNC.
Zeta potential tests
Zeta potential tests were carried out with suspensions of the CCNC, using a ZetaSizer Nano-ZS device from Malvern. The CCNC suspensions were tested at 1.0% solids levels or diluted to 0.1% solids with deionized water, depending on prompts from the instrument. The diluted samples were ultrasonicated again to ensure that the solids were well dispersed.
Charge titrations
Titrations to determine the colloidal charge demand of nanoparticle suspensions were carried out using a PCD03-pH device (BTG), using standard solutions of 0.0025N polyvinyl sulfate potassium salt (PVSK) and 0.001N poly-DADMAC as titrants. For example, in the case of the untreated CNC (the control), 1 ml of the PVSK titrant was added with 9 ml of deionized water to the cell of the instrument, along with 1 ml of the CNC suspension (1 g per 100 ml). The mixture was titrated with the poly-DADMAC standard solution until the charge was 0 mV. The result was compared with a parallel test in which no CNC was added to enable calculation of the amount of poly-DADMAC needed to neutralize just the CNC surface charge.
Preparation of the pulp suspension
The pulp suspension used throughout this work was prepared from laboratory air-equilibrated Envirocopy 100 paper (100% recycled fiber content). This is a standard xerographic copy paper prepared under alkaline papermaking conditions with calcium carbonate filler. The TAPPI disintegrator was used according to TAPPI Method T 205 to prepare the pulp. After disintegration, the mixture was diluted to 0.5% solids in tap water, and then sufficient sodium sulfate was added until the conductivity reached 1000 μS/cm at approximately 23°C. The target conductivity of the pulp suspension was selected so as to be consistent with the range of salt levels of pulp suspensions often found in the industry. A fresh batch of pulp was prepared each week.
In each of the test procedures described below (drainage, retention, and flocculation), the default treatment of the pulp suspension was as follows: The stirred pulp suspension was treated with poly-DADMAC at the 0.01% level bases on slurry solids. A relatively low level of the cationic polymer was employed in this step compared to previous work (Britt 1973; Hubbe et al. 2009) in order to avoid the possibility of excess poly-DADMAC in solution after the treatment. After about 30 s, the stirred suspension was then treated with aPAM at the 0.1% level. Next, after an additional 30 s, the suspension was optionally treated with a suspension of CCNC at levels to be specified in each case.
Drainage tests
Dewatering rate tests were carried out with use of a modified Schopper-Riegler test device (portable system kindly provided by the Buckman Corporation). Tests were carried out with 1000 ml batches of suspension, as described above, 30 s after having received the final additive. The plunger was released simultaneously with the initiation of a stopwatch. The mass of filtrate was recorded with a tared balance at the following elapsed times: 5, 10, 20, 40, and 60 s. The screen was cleaned with tap water and scrubbing with a sponge after every test.
Fine-particle retention tests
First-pass retention data were obtained using a Dynamic Retention/Drainage Jar (Britt 1973) device, i.e. a “Britt Jar”. The procedure started with the same preparation as described above, except that the volume was 500 ml. The stirring rate was 500 revolutions per minute. Turbidity samples were collected in a vial, after returning the first such aliquot immediately to the suspension in the jar. Five successive vials were collected, with two measurements each (after inverting the vial to disperse the contents), giving ten replicates for each test.
Flocculation tests
Flocculation tests were carried out with use of a Photometric Dispersion Analyser (PDA) (low-gain version) from Rank Brothers (Lenze et al. 2016). These tests were carried out in conjunction with the Britt Jar tests, so the experimental parameters were identical. The Tygon® tubing was used to withdraw suspension directly from the Britt jar, and it was returned to the jar after passing through the detector. The following instrumental settings were employed: RMS, filter on, gain settings = 1.0.
Results and discussion
Charge demand and zeta potential
Figure 1 shows results of streaming current titrations (Chen et al. 2003) to determine the charge demand of CNC suspensions prepared by addition of different levels of poly-DADMAC, followed by three cycles of settling, decantation of supernatant solution, and dilution to the initial volume. The charge density amounts indicated are based on the amounts of CNC originally added during preparation of the CCNC. As shown, addition of 2% poly-DADMAC mass on CNC mass was almost sufficient to achieve a net-neutral surface charge of the cationized CNC (CCNC). Since the poly-DADMAC employed has a molar mass in the range 100,000–200,000 g/mole, one can expect the CCNC surface to be partially covered by “patches” of positively charged polymer (Kasper 1971; Gregory 1973). The surface charge had clearly been reversed to a net positive sign following treatment at the 4% level based on mass of solids (neglecting the NaCl solids).

Charge density of cationically treated cellulose nanocrystals (CCNC) as a function of treatment level of poly-DADMAC, based on streaming current titrations. Data point styles match those of Fig. 6
The CCNC suspensions with varying levels of poly-DADMAC were found to have a negative zeta potential when poly-DADMAC amounts in the range 0–1% (based on CNC solids) had been added. By contrast, a positive zeta potential was observed at an addition level of 4% of poly-DADMAC during preparation of the CCNC. The positive zeta potential indicates that adsorption of poly-DADMAC at the higher level was sufficient to reverse the surface charge. The zeta potential at the intermediate treatment level of 2% poly-DADMAC treatment could not be determined. The tentative explanation is that the colloidal system may have been excessively agglomerated at that treatment level due to a near-neutral charge condition (Dobiáš 1993).
Water release
As shown in Fig. 2, addition of the CCNC, as a final additive after sequential addition of poly-DADMAC and aPAM, strongly increased the rate of release of water during the tests with the gravity drainage device. In general, the effect increased with increasing dosage of CCNC in the range 0.05–1% based on fiber solids.

Mass of filtrate as a function of drainage time following sequential treatment with poly-DADMAC (0.01% on solids), aPAM (0.1% on solids), and different levels of CCNC prepared at the 2% level of poly-DADMAC on CNC
The results shown in Fig. 2 corresponding to a drainage duration of 20 s were evaluated to determine the statistical significance of CCNC addition on the mass of filtrate, as an indication of the rate of dewatering. According to statistical tests (using student-t analysis), the treatment conditions with at least 0.05% of CCNC gave significantly more rapid dewatering relative to the base level with just the default levels of poly-DADMAC and aPAM. With a three-fold replication, it was possible to reject the null hypothesis that the addition of CCNC did not increase the rate of drainage (one-tailed test). This was true for each of the CCNC levels considered, though it was also observed that the highest level of CCNC was the most effective for promoting dewatering. The corresponding p values for the various CCNC levels were in the range between 4.1 × 10−5 (for the 0.05% CCNC treatment level) to 1.6 × 10−6 (for the highest CCNC treatment level). This is the first demonstration of a reversed-charge-system nanoparticle effect; in other words, substantial enhancements in drainage were achieved with a negatively charged flocculating polymer and a nanoparticle that had been treated with a cationic agent, which is essentially the mirror opposite of what is usually described in the literature (Andersson et al. 1986; Langley and Litchfield 1986; Andersson and Lindgren 1996; Swerin and Ödberg 1996; Asselman and Garnier 2000; Hubbe 2005; Lenze et al. 2016).
Two kinds of control tests were carried out. The first involved substitution of ordinary CNC (untreated nanocellulose crystals) in place of CCNC. Other aspects of the experiments were identical to those represented in Fig. 2. As shown in Fig. 3, the negatively charged CNC (untreated) merely slowed down the drainage when it was added following the sequential treatments of the furnish with poly-DADMAC (0.01%) and aPAM (0.1%). Interestingly, the effect did not seem to depend on the amount of CNC dosed to the system as the final additive. As a possible explanation for the observed effects, it is tentatively proposed that the interactions between CNC and polymers in the system had the effect of forming fine particles in a size range that tends to plug channels in the fiber mat, thus slowing the rate of drainage. Such effects of fine material have been widely reported (Britt et al. 1986; Patel and Trivedi 1994; Kumar et al. 1996; Räisänen 1996; Wildfong et al. 2000; Paradis et al. 2003), and similar effects were shown to result when fine particulates were formed from interaction between positively charged and negatively charged polyelectrolytes (Horn and Melzer 1975). However, in the cited studies there was a strong relationship between dewatering and the charge demand; the fact that all of the levels of CNC gave the same results in Fig. 3 is in contrast to the earlier findings.

Mass of filtrate as a function of drainage time following the same sequential treatment as in Fig. 2 but with untreated CNC as the final additive
Another question arising from the findings in Fig. 2 is whether or not the effects of the CCNC can be attributed to charge alone. To test this hypothesis, polyDADMAC, instead of CCNC, was employed as a final treatment after the sequence of polyDADMAC and aPAM. Otherwise, the system was run using the same conditions as in Fig. 2. Results are shown in Fig. 4. As shown, the post-addition of the poly-DADMAC had an effect similar in character to that of the CCNC addition. In other words, the high-charge cationic polymer, when used as the final additive, enhanced the rate of dewatering.

Mass of filtrate as a function of drainage time following the same sequential treatment as in Fig. 2 but with poly-DADMAC as the final additive
By comparing Figs. 4 and 2, taking into account the amounts of poly-DADMAC present in each preparation recipe of CCNC, the dewatering effects caused by CCNC were much more efficient with respect to the cationic polymer. For instance, in Fig. 2 an addition level of 0.05% CCNC yielded a filtrate mass of about 90 g after 20 s of drainage. Figure 4 shows that an equivalent drainage benefit could be achieved by adding a dosage of 0.01% poly-DADMAC on solids directly. But the amount of poly-DADMAC used to pretreat the CCNC, in the case of Fig. 2, was 2% by mass of CNC (0.02 × 0.05% = 0.001% poly-DADMAC addition to the pulp suspension based on solids). Thus, ten times more poly-DADMAC was required, in direct addition, to achieve the same effect that was achieved when the poly-DADMAC was incorporated into CCNC. Considering the effects of charge demand, as was shown in Fig. 1, it is notable that the CCNC did not need to have a net positive charge to yield strong promotion of dewatering in the described system.
Filtrate turbidity as a measure of fines retention
Figure 5 shows a decrease in filtrate turbidity upon addition of CCNC to fiber suspensions already treated sequentially with poly-DADMAC and aPAM at the same levels as before. Just the CCNC prepared at the 2% level of poly-DADMAC is considered in this set. Relative to previous studies with other retention aid systems (Tripattharanan et al. 2004a, b; Lenze et al. 2016), the levels of turbidity shown in Fig. 5 are high, indicating a relatively poor performance of the system based on just the polyDADMAC and aPAM. The CCNC was clearly effective, already at the lowest level of treatment, in decreasing the turbidity of the suspension. In fact, all of the treatment levels considered showed significant lowering of the filtrated turbidity, indicating increased retention of fine materials on the fibers, compared to treatment with just poly-DADMAC and aPAM.

Turbidity of the filtrate as a function of the level of CCNC added following sequential treatment with poly-DADMAC (0.01% on solids), aPAM (0.1% on solids)
In an effort to gain greater insight, related tests were carried out with CCNC that had been prepared with different levels of cationization, including the default negatively charged CNC. This series of tests did not involve pretreatment of the fiber suspension with poly-DADMAC (just aPAM at the 0.1% level). As shown, all of the CCNC recipes yielded significant increases in fine-particle retention, as indicated by lower turbidity of the filtrate, at all levels of CCNC addition below 2%. Only in the case of the untreated CNC was there no significant change in turbidity upon the addition of the nanocellulose (Fig. 6).

Turbidity of the filtrate as a function of the level of CCNC added following treatment with aPAM (0.1% on solids), with different preparations of CCNC
Flocculation
Flocculation effects of CCNC addition are shown in Fig. 7. As a general trend, the extent of flocculation increased almost linearly with CCNC addition, following sequential treatment of the furnish with poly-DADMAC (0.01%) and aPAM (0.1%). The positive trend was statistically significant at the 99% level of confidence. However, no statistically significant effect was observed until the level of CCNC on furnish solids was at least 0.5%. The practical interpretation is that, similarly to other multi-component retention aid systems, the poly-DADMAC/aPAM/CCNC system has the ability to increase the flocculation of fibers. Though fiber flocculation has the potential to render the paper sheet less uniform, there does not appear to be a way to completely avoid the phenomenon (Hubbe 2007).

Level of fiber flocculation as determined by Photometric Dispersion Analyser following sequential treatment with poly-DADMAC (0.01% on solids), aPAM (0.1% on solids), and different levels of CCNC prepared at the 10% level of poly-DADMAC on CNC
Discussion
A distinctive aspect of the present results is that the effects of CCNC on dewatering and retention effects did not show a strong correlation with charge. This is in contrast to various past studies that often have found maximum dewatering and retention associated with a near-zero zeta potential of the furnish solids just before formation of the sheet (Horn and Melzer 1975; Bhardwaj et al. 2005; Hubbe et al. 2007). Thus, a combination of two related mechanisms—a charged patch mechanism and an anchoring site/bridging mechanism—can be considered in an effort to account for the present observations.
The charged patch mechanism was apparently first elucidated by Kasper (1971), in thesis work that was cited by Gregory (1973) and others considering the ways that cationic polymers can bring about agglomeration of negatively charged particles in suspension. Since the poly-DADMAC molecules used in the present work had a mean molecular mass of about 100,000–200,000 g/mole, it is reasonable to expect them to form patches having dimensions of about 5–20 nm with adsorbing onto a negatively charged surface in the presence of a weakly saline aqueous solution (Pfau et al. 1999).
Based on the literature it is possible to estimate the physical dimensions of the materials utilized during the present work, and such estimates can help account for the findings. The dimensions of the CNC particles, as indicated in the work of Lenze et al. (2016), were approximately 100 nm long by 10 nm thick. Work by Nanko et al. (2006) showed that very-high-mass anionic acrylamide retention aids, in the presence of flow, were able to form polymer bridges (including twisted strands, incorporating multiple polyelectrolyte chains) that are stretched out for hundreds of nanometers. The coiled dimensions of a poly-DADMAC molecule of the type employed (assuming a mean molecular mass of about 150,000 g/mole, as listed by the supplier) can be estimated from the approximate NaCl concentration of 0.01 M (corresponding to a conductivity of 1000 μS/cm), which was employed as a suspending medium during adsorption of the poly-DADMAC onto the CNC. Based on the work of Förester et al. (1992) and Sim et al. (2012), such values of molecular mass and salt concentration imply a polyelectrolyte persistence length (due to electrostatic effects) of about 3.5–4 nm. Because of the relatively rigid molecular structure of poly-DADMAC, those numbers can be regarded as low estimates of the persistence length. A lower-level estimate of radius of gyration of the poly-DADMAC molecules in solution (Flory 1953; Kamide and Dobashi 2000; Nagasawa 2015), before their adsorption onto the CNC, can be estimated based on an assumption of no interactions (theta solvent), as given by Eq. (1) (Flory 1953),
where N is the number of monomeric units and a is the effective length of a repeat unit if the chain were to be completely stretched out. Since the repeat unit of poly-DADMAC has a molecular mass of 161.45 g/mole, one can estimate that there were approximately 1000 repeat units per molecule, i.e. a DP of 1000. The length of a repeat unit of poly-DADMAC can be obtained based on a C–C bond length of 0.154 nm and four such links, two of which are in line with the chain and two which are angled 19.5° from the axis of the chain, giving a segment length l of:
An assumption of 0.41 nm as an estimate of a, together with a DP of 1000, implies an R g value of about 5.3 nm. The values given above were used as the basis of preparing the sketch in Fig. 8, again taking into account that the actual R g would be larger than 5.3 nm due to molecular stiffness and electrostatic repulsions.

Representation of relative dimensions of CNC, poly-DADMAC, and anionic acrylamide copolymers, based on estimates described in the text
Adsorption of poly-DADMAC as patches at several points on a CNC particle presumably would be able to interact with segments of the very-high-mass negatively charged copolymer of acrylic acid and acrylamide, i.e. the anionic retention aid. Past work has shown that high-charge density cationic agents adsorbed onto solid surfaces can serve as anchoring points for adsorption/flocculation interactions (Moore 1976; Müller and Beck 1978; Petzold et al. 1996). Also, the high-mass oppositely charged polyelectrolyte can be expected to wrap itself around the nanoparticle in such a way that water tends to be released (Honig 2000; Hubbe 2005). In principle, such interactions do not require there to be a stoichiometric relationship between the amounts of cationic and anionic substances. Rather, there just needs to be enough cationic material to enable to bridging mechanism to take place upon addition of the anionic high-mass polymer.
Conclusions
Cationically-treated cellulose nanocrystals (CCNC) were used for the first time as a model nanoparticle for a papermaking system in which the fibers had been treated sequentially with a high-charge cationic polymer and a very-high-mass anionic flocculant. This system, in terms of the signs of charge of the surfaces involved, is essentially the mirror image of a treatment system that is widely used in the paper industry to achieve a favorable combination of increased drainage rate with good retention of fine materials in the paper sheet. The CCNC was prepared by adsorption of a cationic polyelectrolyte in the presence of salt solution, followed by three sequences of settling, removal of the supernatant solution, and dilution with fresh solution. Surprisingly, even though there were only moderate flocculating effects, it was shown for the first time that there was a strong dewatering effect. In addition, the amount of high-charge-density cationic polymer needed to bring about a strong enhancement of dewatering was decreased by about a factor of ten by its incorporation as CCNC, compared with direct use of the highly cationic polymer as the final additive. The results were found to support earlier hypotheses concerning how the interactions between polyelectrolytes and nanoparticles can promote dewatering and retention.
References
Andersson K, Lindgren E (1996) Important properties of colloidal silica in microparticulate systems. Nordic Pulp Paper Res J 11(1):15–21
Andersson K, Sandström A, Ström K, Barla P (1986) The use of cationic starch and colloidal silica to improve the drainage characteristics of kraft pulps. Nordic Pulp Pap Res J 1(2):26–30
Asselman T, Garnier G (2000) The role of anionic microparticles in a poly(acrylamide)-montmorillonite flocculation aid system. Colloids Surf A 170(2/3):79–90
Bhardwaj NK, Kumar S, Bajpai PK (2005) Effect of zeta potential on retention and drainage of secondary fibers. Colloids Surf A 260(1–3):245–250
Britt KW (1973) Mechanisms of retention during paper formation. Tappi 56(10):46–50
Britt KW, Unbehend JE, Shridharan R (1986) Observations on water removal in papermaking. Tappi J 69(7):76–79
Chen JH, Heitmann JA, Hubbe MA (2003) Dependency of polyelectrolyte complex stoichiometry on the order of addition. 1. Effect of salt concentration during streaming current titrations with strong poly-acid and polybase. Colloids Surf A Physicochem Eng Asp 223:215–230
Dobiáš B (1993) Coagulation and flocculation: theory and applications. M. Dekker, New York
Flory PJ (1953) Principles of polymer chemistry. Cornell University Press, Ithaca
Förster S, Schmidt M, Antonietti M (1992) Experimental and theoretical investigation of the electrostatic persistence length of flexible polyelectrolytes at various ionic strength. J Phys Chem 96:4008–4014
Gregory J (1973) Rates of flocculation of latex particles by cationic polymers. J Colloid Interface Sci 42(2):448–456
Herrington TM, Petzold JC (1992) An investigation into the nature of charge on the surface of papermaking woodpulps. 1. Charge/pH isotherms. Colloids Surf 64(2):97–108
Honig DS (2000) Design and development of the micropolymer system: an ‘organic microparticle’ retention/drainage system. Nordic Pulp Pap Res J 15(5):536–544
Horn D, Melzer J (1975) Influence of high-molecular cationic dewatering agents on electrokinetic properties of pulp. Papier 29(12):534–541
Hubbe MA (2005) Microparticle programs for drainage and retention. In: Rodriguez JM (ed) Micro and nanoparticles in papermaking, Chapter 1. TAPPI Press, Atlanta, pp 1–36
Hubbe MA (2007) Flocculation and redispersion of cellulosic fiber suspensions: a review of effects of hydrodynamic shear and polyelectrolytes. BioResources 2(2):296–331
Hubbe MA, Rojas OJ, Lucia LA, Jung TM (2007) Consequences of the nanoporosity of cellulosic fibers on their streaming potential and their interactions with cationic polyelectrolytes. Cellulose 14(6):655–671
Hubbe MA, Nanko H, McNeal MR (2009) Retention aid polymer interactions with cellulosic surfaces and suspensions: a review. BioResources 4(2):850–906
Kamide K, Dobashi T (2000) Physical chemistry of polymer solutions, Chapter 6. Elsevier, Amsterdam
Kasper DR (1971) Theoretical and experimental investigations of the flocculation of charged particles in aqueous solutions by polyelectrolytes of opposite charge, Ph.D. Diss, CIT, Pasadena, CA, p 201
Kumar P, Wei HL, Ramarao BV (1996) A model for freeness measurement of papermaking suspensions. Chem Eng Commun 152–153:287–306
Laine J, Hynynen R, Stenius P (1997) The effect of surface chemical composition and charge on the fibre and paper properties of unbleached and bleached kraft pulps. In: Baker CF (ed) Fundamentals of papermaking materials, vol 2. 11th Fundamental research symposium in the fundamentals of papermaking materials, Cambridge, England, pp 859–892
Langley JG, Litchfield E (1986) Dewatering aids for paper applications. In: Proceedings of TAPPI 1986 papermakers conference, p 89
Lenze CJ, Peksa CA, Sun WM, Hoeger IC, Salas C, Hubbe MA (2016) Intact and broken cellulose nanocrystals as model nanoparticles to promote dewatering and fine-particle retention during papermaking. Cellulose 23(6):3951–3962
Moore EE (1976) Charge relationships of dual polymer retention aids. Tappi 59(6):120–122
Müller F, Beck U (1978) Dual product systems for retention and dewatering in the paper industry. Das Papier 32(104):V25–V31
Nagasawa M (2015) Radius of gyration and intrinsic viscosity of linear polyelectrolytes. Adv Chem Phys 158:153–192
Nanko H, McNeal M, Pan S (2006) Understanding wet-end polymer performance through visualization of macromolecular events by transmission electron microscopy. In: Pan Pacific conference—Advances in pulp and paper sciences and technologies, Seoul, Korea, pp 1–18
Paradis MA, Genco JM, Bousfield DW, Hassler JC, Wildfong V (2003) Measurement of drainage under conditions of known shear rate. J Pulp Paper Sci 29(12):395–400
Patel M, Trivedi R (1994) Variations in strength and bonding properties of fines from filler, fiber, and their aggregates. Tappi J 77(3):185–192
Petzold B, Buchhammer H-M, Lunkwitz K (1996) The use of oppositely charged polyelectrolytes as flocculants and retention aids. Colloids Surf A Physicochem Eng Asp 119(1):87–92
Pfau A, Schrepp W, Horn D (1999) Detection of a single molecule adsorption structure of poly(ethylenimine) macromolecules by AFM. Langmuir 15(9):3219–3225
Räisänen K (1996) High-vacuum dewatering on a paper machine wire section: a literature review. Paperi Puu 78(3):113–120
Reiner RS, Rudie AW (2013) Process scale-up of cellulose nanocrystal production to 25 kg per batch at the Forest Products Laboratory. In: Postek MT, Moon RJ, Rudie AW, Bilodeau MA (eds) Production and applications of cellulose nanomaterials. TAPPI Press, Atlanta, pp 21–24
Sim AYL, Lipfert J, Herschlag D, Doniach S (2012) Salt dependence of the radius of gyration and flexibility of single-stranded DNA in solution probed by small-angle x-ray scattering. Phys Rev E 86:021901
Swerin A, Ödberg L (1996) Flocculation of cellulosic fiber suspensions by a microparticlulate retention aid system consisting of cationic polyacrylamide and anionic montmorillonite: effect of contact time, shear level, and electrolyte concentration. Nordic Pulp Pap Res J 11(1):22–29
Tripattharanan T, Hubbe MA, Venditti RA, Heitmann JA (2004a) Effect of idealized flow conditions on retention aid performance. 1. Cationic acrylamide copolymer. Appita J 57(5):404–410
Tripattharanan T, Hubbe MA, Venditti RA, Heitmann JA (2004b) Effect of idealized flow conditions on retention aid performance. 2. Polymer bridging, charged patches, and charge neutralization. Appita J 57(6):448–454
Wågberg L (2000) Polyelectrolyte adsorption onto cellulose fibres: a review. Nordic Pulp Pap Res J 15(5):586–597
Wildfong VJ, Genco JM, Shands JA, Bousfield DW (2000) Filtration mechanics of sheet forming. Part II: influence of fine material and compression. J Pulp Pap Sci 26(8):280–283
Acknowledgments
The authors are grateful for support from the Buckmann Endowment Fund for teaching and research in papermaking chemistry at North Carolina State University.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Brockman, A.C., Hubbe, M.A. Charge reversal system with cationized cellulose nanocrystals to promote dewatering of a cellulosic fiber suspension. Cellulose 24, 4821–4830 (2017). https://doi.org/10.1007/s10570-017-1477-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-017-1477-5