
Abstract
Foamed materials are gaining an increased interest due to their good mechanical properties in relation to their low densities and an increased industrial demand can be expected. A few less attractive issues can however be associated with commodity foamed products. For instance the raw-material often originates from non-renewable, fossil-based, sources. Furthermore, degradation in nature is slow, therefor the disposed product is burned or end up in landfills. One possibility to reduce the impact on nature could be to produce foams from natural polymers such as starch or cellulose. In this study the possibility to produce foams from hydroxypropyl methylcellulose (HPMC) with water as blowing agent, by continuous extrusion, was investigated. A pre-study using a capillary viscometer, batch-extruder, was conducted to evaluate the foamability of HPMC. Due to promising results further experiments were conducted with a single-screw extruder. The goal was to find an adequate processing window for foaming. It was concluded that HPMC could successfully be foamed by continuous extrusion, although a careful tailoring of the processing parameters was required. Crucial parameters were here the temperature, pressure and residence time distribution in the extruder. Regions of the extruded foams were examined using optical and scanning electron microscopy and HPMC foams with a density in the range of that of fossil-based polymeric foams could be produced.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The many attractive properties of foamed materials, such as being lightweight, having a high modulus compared to its weight, and existing in both rigid and flexible form, have led to an increasing use of foamed products (Lee 2008). With applications ranging from low cost, disposable packaging materials to advanced, weight reducing components in the composites industry an increased usage of the two most common polymeric foams, expanded polystyrene (EPS) and polyurethane (PU), can be expected (Defonseka 2013). Despite the advantages of using such foamed materials some drawbacks exist. To begin with, the raw material originates from a non-renewable resource and furthermore the recycling of these foams is often difficult, uneconomical and the degradation in nature is slow (Katsanevakis 2008). This has created a challenge to find a sustainable alternative, a material that is light, available in large amounts and still can compete pricewise with the fossil-based foams without exhibiting inferior properties.
Cellulose from wood is an abundant and renewable raw material exhibiting interesting, promising properties. It has for quite a long time been considered as a potential component in polymer-based composites (Eichhorn et al. 2001; Klemm et al. 2011). Cellulose has previously been used as reinforcing elements in biopolymer foams and cassava-starch trays (Svagan et al. 2011; da Silva et al. 2013). Furthermore, the mechanical properties of nanofibrillar cellulose foams have been studied (Ali and Gibson 2013) and cellulose was also used as a filler to reduce the cost of extruded acetylated starch foams (Guan and Hanna 2006).
Cellulose is a polysaccharide, structurally consisting of a linear homopolymer backbone, formed by d-glucopyranose units linked by β-1–4 glycosidic bonds and can be up to 15,000 monomer units long. Since pure cellulose is insoluble in water, different chemical modifications are needed in order to tailor or attain specific hydrophilic/hydrophobic properties. Water-soluble cellulose derivatives are widely used in industrial applications such as thickeners, binding agents, emulsifiers, surfactants, lubricants and stabilizers (Clasen and Kulicke 2001). The substitution of hydroxyl groups in each anhydroglucose ring by hydroxypropyl and methyl groups results in such water-soluble cellulose derivatives.
The understanding of a foam is usually visualized as gaseous voids, surrounded by a liquid or solid matrix. The gas-voids can be created either by introducing a chemical or a physical blowing agent. Chemical blowing agents are usually mixed with the polymer and decomposes due to the temperature increase during the foaming process, creating the voids. Physical blowing often includes a gas which is dissolved in the pressurised melt which then expands as the pressure is released, see e.g. (Lee and Pontiff 2014).
The foaming properties of hydroxypropyl methylcellulose (HPMC), with water as the only blowing agent, was previously studied in a hot-mould process (Karlsson et al. 2015). In the present study, the possibility to foam HPMC using extrusion was investigated. As an initial step, a capillary viscometer, usually employed for evaluation of the shear properties of polymeric melts, was utilised as a foaming cell. A capillary rheometer have also previously been used as a foaming cell in order to study the thermal decomposition kinetics of azodicarbonamide in high density polyethylene with a closed die setup (Robledo-Ortiz et al. 2008). Our capillary viscometer study was performed in order to optimize the foam processing parameters before moving on to a continuous extrusion process. Water was used as both blowing agent and plasticizer in both processes.
The foaming ability of three grades of HPMC was evaluated using extrusion, in batch and continuous mode. This results in variable residence time distribution (RTD) (capillary viscometer) and constant RTD tests (single screw extruder). The produced foams were then characterized with regard to their apparent densities, by optical microscopy and by scanning electron microscopy (SEM).
Experimental
Materials
Hydroxypropyl methylcellulose (HPMC) grades of different solution viscosities (corresponding to different molecular weights and substitution patterns) from Shin-Etsu Chemical Co. (Tokyo, Japan) were used, see Table 1 for details. The data in Table 1 was provided by the supplier.
The glass transition temperatures (T g ) of HPMC60-50, HPMC65-4000 and HPM60-10000 in the dry state were 160, 170 and 160 °C, respectively, as determined using dynamic-mechanical thermal analysis. The measurements were carried out using a frequency of 1 Hz and the temperature at which the stiffness started to decrease markedly was taken as the T g .
Methods
Preparation of material
The polymer in powder form was mixed with water using a kitchen food processer (Bosch, Germany), for approximately 30–60 s. For the capillary viscometer, the water content was varied depending on the cellulose derivative in order to attain a similar jelly or dough-like appearance of the granulates. For the extrusion experiments, the amount of added water was varied according to the experimental plan. The mixing resulted in about 1–3 mm, jelly-like, white water-containing granulates.
Pelletizing
The water-containing polymer granulates were compacted to a cohesive string at 30 °C in a single-screw extruder (Brabender stand-alone extruder, E 19/25 D, Germany) using a compression screw (3:1 compression ratio) with the diameter D = 19 mm and the length L = 25D. The extruder has four individually controlled temperature zones, three in the barrel and a fourth in the exchangeable die. The appearance of the extruded material exiting the die had now turned from white to transparent indicating that the polymer was thoroughly dissolved in the water. The transparent (non-foamed) extrudate was left to superficially dry for about 30 min and was then pelletized with a granulator (SG 10 Ni Dreher, Germany). The pellets were kept in air tight plastic bags until further used. Samples of the pellets were taken just before the second (hot) extrusion step and the moisture content was analysed by placing the samples in an oven (100 °C) and recording the weight loss during drying, until stabilized.
Capillary viscometer foaming
A capillary viscometer (Göttfert Rheograph 2002, Germany) was used to investigate the time dependent behaviour of the foaming process. The reason for using the viscometer was that at constant extrusion parameters, i.e. constant piston velocity and temperature and the same die-geometry, a variable RTD of the extruded material is obtained. Such a test readily provides insight into the possible regimes resulting from extrusion, including the existence of a processing window for foaming. A 500 bar pressure transducer (Dynisco, USA) was used to record the pressure. Polymer mixed with water (for HPMC60-50 and HPMC65-4000 a 1:1 mixing was used and for the HPMC60-10000 a 4:6 parts polymer to water (by weight) was used) was loaded into the 12 mm barrel at room temperature using the piston to compact the material. The material was held in the barrel for 9 min while the temperature was increased from room temperature to the pre-determined barrel temperature of the experiment (160, 165 or 170 °C). The temperatures were selected based on previous batch-foaming experiments of HPMC (Karlsson et al. 2015). The material was then pressed and extruded through a 2 mm die at a piston speed of 0.2 mm/s giving a shear rate of 230 s−1.
Continuous extrusion foaming
A compact single screw extruder (Brabender stand-alone extruder, Germany), with the same compression screw as in section Pelletizing, was used for the continuous extrusion experiments. In contrast to the capillary viscometer experiments, at constant processing parameters, i.e. screw rotation rate, temperature profile and die-geometry, a constant RTD is obtained. The advantage of the set-up is that it is ideal for continuous mass production of foamed materials. The challenge is however, to tune the processing parameters to the optimal processing window for foaming, which can prove a tedious endeavour on the extruder due to the larger number of processing parameters involved. In order to somewhat limit the number of trials, four different parameters were selected to be tested and varied in order to find the optimal processing conditions. The initial water contents were 45, 50 or 55 wt%. A circular die with a length of 20 mm with three different outlet diameters; 1.5, 2 and 3 mm was used. The screw rotational speeds investigated were 5, 10, 30 and 50 rpm. The temperature in the first two zones were kept constant at 70 and 100 °C whereas the temperature of the third and fourth zones was varied from 140 to160 and 160 to 200 °C, respectively. A different approach could have been to do multivariate analysis in order to optimize the process. This approach was used by Kumar Das in a study of how to increase the yield of dry cell batteries (Kumar Das 2007). For the purpose of the present study, a somewhat more straightforward approach was adopted here, which was regarded as adequate.
Density
The apparent density of the foams from extrusion was determined by weight measurements and volume approximations. The circular fragments were cut in 1 cm long pieces and divided into four categories. The samples were categorised as either not foamed (dense fragments about the same size or thinner than the die diameter), thin foam (foamed, porous material about the same size or slightly thicker than the die diameter), thick foam (foamed, porous material, about two–three times larger diameter than the die diameter) or beadlike structure (dense, about double the die diameter, regions with alternating dense regions about the size of the die diameter). The weight of the fragments was determined using a balance (Mettler Toledo AG285, USA). The volume was determined by multiplying the length with the cross-sectional area of the piece. The accuracy of the volume measurements was estimated to be in the range 15–20 %. In case the sample was non-circular the diameter was measured in the longest and the shortest point and the used diameter was taken as an average of the two. At least five pieces from each category were analysed. The foam density was calculated as the measured weight divided by the approximated volume and the reported value was taken as an average of the five samples in each category.
Optical microscopy
An optical microscope, SteREO Discovery. V20, (ZEISS, Germany) was used to study the foam structure. A surgical stainless steel blade was used to cut the samples into slices.
Scanning electron microscopy (SEM)
A scanning electron microscope, DSM940A, (ZEISS Germany) was used to study the pore structure of the foams. Thin slices were cut from the foams using a surgical stainless steel blade and these were then glued, using carbon glue, onto aluminium stubs. The samples were sputter coated with gold (S150B Edwards Sputter Coater, UK) for 1 min under vacuum and thin carbon glue lines were made to connect the conducting surfaces.
Results
Moisture content
The moisture content of the produced pellets was analysed after pelletizing and storage, just before use (second extrusion step). The measured water content was (not surprisingly) found to be lower than the percentage of water which was added to the mixture. For example when 50 % water was added initially the measured water content after pelletizing and storage was found to be around 38 %. When 55 % water was added initially the residual water content was about 41 %.
Capillary viscometer
From the capillary viscometer experiments it was shown that in variable RTD tests a processing window for foaming was detected for all three grades of HPMC. An ideal RTD would produce a melt of adequate viscosity (partly due to some evaporation of water vapour) giving a foamed structure of sufficient strength and stability, cf also (Karlsson et al. 2015). The processing window varied depending on the substitution and the concentration of polymer in water, but nevertheless, implies an existence of a suitable processing window for continuous extrusion. All three grades exhibited a similar behaviour which could be divided into three distinct regimes, see Fig. 1. The cellulose derivative was in this case HPMC60-50. The first regime occurred a few minutes after the set temperature had been reached. It consisted of short fragments together with water vapour shooting out of the capillary exit in short pulse intervals. The pressure in this regime was low. This continued for some minutes (between 7 and 14 min), sometimes with short pauses during which no material was extruded. At the end of this regime a pause followed under which high pressure was built up (pressures up to 500 bars were observed) and when released of a foamed extrudate followed, regime 2. The length of the foamed extrudate varied but in general this event occurred only for a few seconds. After the foamed extrudate another pause, of varying length, followed. After the second pause a more or less continuous extrudate, but not foamed, followed until the barrel was empty, regime 3. The pressure in this regime varied slightly but did not exceed 20 bars.

Schematic representation showing the principle of the three different regimes during extrusion from the capillary viscometer. Regime 1 consisted of short fragments being shot out from the die under low pressures. Regime 2 consisted of a short fragment of foamed material which was extruded following a high pressure built up. Regime 3 produced a continuous, not foamed, extrudate under small pressure variations. In this case, HPMC60-50 was used
Extrusion
The polymer HPMC60-50 was chosen for the continuous extrusion trials partly due to previous promising foaming results with this substitution grade (Karlsson et al. 2015) and partly due to the fact that preliminary continuous extrusion trials using the same temperature profile showed vastly better results for this grade. Four different parameters were selected to be varied during the extrusion experiments; water content, die diameter, screw rotation rate, and temperature profile. Tables 2, 3, 4, and 5 summarise the behaviour which was observed for the varied parameters.
50 wt% water addition seemed like the best option and was used for further trials. Here it was noted that, at all water contents, preliminary experiments indicated that the extrudates were more homogeneous if the temperature profile was slightly increased. This change was implemented in the following searches for an appropriate processing window.
The 2 mm die was selected for further experiments.
Low rotational rates were more beneficial and therefore 5 and 10 rpm was used in further trials.
The temperature profile that seemed closest to an optimal one was the 70:100:150:170 °C. Figure 2 shows a compilation of some selected results from the continuous extrusion experiments depicted in terms of the processing parameters. The regimes 1, 2 and 3 denote the same courses of events as those described in conjunction with the capillary viscometer studies. The left graph shows how the die-diameter (d) and screw rotational rate (n), in relation to temperature in the exit die-zone (zone 4), affect in what regime the extrusion takes place. The right graph shows how n in relation to d affects in what regime the extrusion takes place. Regime 2, denoting a significant foaming, is here the desired result.

Compilation of some of the results from the continuous extrusion experiments showing the characteristic regimes obtained: Left Depending on die-diameter (d), screw rotational rate (n) and temperature in the exit die-zone (zone 4) chosen. Right Depending on screw rotational rate (n) and die-diameter (d)
Apparent density of foams
The apparent density of extruded samples from five different experiments was calculated using weight and volume approximations. The results are shown in Fig. 3. Note that in the present case, the foaming is not only the result of an expansion but also due to evaporation of quite large amounts of water; still without a collapse of the formed cell structure. Three specimens are from thin foamed samples, columns one, three and four. Column two represents the not-foamed sample, column five the thick foamed sample and finally column six represents the sample with the beadlike structure. The specimens corresponding to columns 1, 3, 5 and 6 were produced with a screw speed of 5 rpm and the others with 10 rpm. Obviously, the processing conditions had a clear influence on the density of the foamed polymer; i.e. the density could be varied within a range of at least 0.01–0.22 g/cm3.

Bar chart displaying an average density of five measurements from six different experiments. Column one, three and four represents thin foamed samples. Column two represents not foamed sample. Column five represents thick foamed sample and column six represents the beadlike sample
Optical and scanning electron microscopy
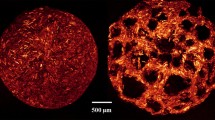
Samples from the not-foamed, thin-foam and thick-foam categories were cut and analysed using optical and scanning electron microscopy. The results are shown in Fig. 4. Figure 4a, b show the denser structure of a sample which was categorized as thin-foam by optical microscopy and SEM, respectively. The material was HPMC60-50 and had been extruded with a temperature profile of 70:100:155:168 °C. Figure 4c, d are optical and SEM micrographs, respectively, of an HPMC60-50 sample extruded with the temperature profile of 70:100:150:165 °C. This foam was categorised as thick-foam. Figures 4e, f are optical and SEM micrographs of HPMC60-10000 extruded with a temperature profile of 70:100:150:165 °C. This sample was considered as not-foamed, although it contained a few large voids or cracks.

Images showing the internal pore structure of extruded samples. a Optical microscopy image of HPMC60-50 with temperature profile 70:100:155:168 °C. b SEM image of HPMC60-50 with temperature profile 70:100:155:168 °C. c Optical microscopy image of HPMC60-50 with temperature profile 70:100:150:165 °C. d SEM image of HPMC60-50 with temperature profile 70:100:150:165 °C. e Optical microscopy image of HPMC60-10000 with temperature profile 70:100:150:165 °C. f SEM image of HPMC60-10000 with temperature profile 70:100:150:165 °C
Discussion
Foaming in the capillary viscometer
The results from the capillary viscometer indicate that there exists a set of “extrusion” processing parameters for which a processing window for foaming can be detected. The method, however, is susceptible to repeatability issues. Regime 2 is obviously the desired one and therefore the processing conditions at that point served as the basis for the development of experimental parameters for the continuous extrusion. However, a direct correlation between the two experiments is not straightforward. One possible hypothesis regarding the sharp increase in pressure, which marked the beginning of regime 2, could be that this observed pressure might be due to an increase in the viscosity of the material following that the ideal RTD is approaching. The increased viscosity could cause the material to block the outlet and the elevated pressure is thus needed to extrude the foamed material. One noticeable observation in regime 3 was that the colour of the material changed from white to slightly yellow–brown, indicating that some degradation might have taken place after exposure to the high temperature for a longer time (up to 20 min). This was also taken into consideration for the extrusion experiments.
Continuous foam extrusion
Preliminary extrusion showed that the most promising results were obtained for the HPMC60-50 derivative, using the same temperature profile, and therefore it was selected as the sole candidate for the further extrusion experiments.
From the moisture content experiments it was decided that 50 wt% water addition was the best option. It was easier to pelletize and the extrudate was thicker and more continuous than with the higher or the lower water content. Based on the die-diameter experiments the 1.5 mm die gave slightly more foamed specimens although the differences were not large. Theoretically, the smallest die should also give the largest pressure drop, which is believed to be important with regard to the foaming (Sauceau et al. 2011). However, the information obtained at different screw speeds was opposite to the expected outcome, i.e. the highest speed (50 rpm) was expected to generate the largest pressure drop, which was believed to be beneficial for foaming, but this was not the case.
The fine tuning of single screw extrusion processing parameters has to be understood in terms of the interplay between the residence time distribution (RTD) and pressure as fundamental requirements for foaming of HPMC. In the limit of the processing parameters range investigated, successful foaming results (i.e. regime 2) suggests that low screw rotation rates ensure the right RTD for obtaining a suitable viscosity that leads to foaming. In terms of die diameter, at the low end, the d = 1.5 die mm results in the possibility of obstructing the die entrance making experiments difficult to perform. At the other extreme, non-foamed extrudates (d = 3 mm), suggest that sufficient pressure was not generated.
In the continuous extrusion, the polymer expansion takes place under dynamic conditions and the water content was much lower than in the static experiments reported by Karlsson et al. (2015). However, it is interesting that the best foaming result obtained with HPMC60-50 in the static foaming was obtained at a temperature of 170 °C. This is also the temperature range in the last section of the extruder barrel and the die that produced the best foams in the continuous extrusion. Although it was difficult to sustain a steady continuous extrusion foaming for an extended time with only water as the blowing agent, the micrographs of the internal pore structure clearly showed that HPMC is a suitable material for foaming applications, it all comes down to finding the right processing conditions. Since the evaporation of water at the high processing temperatures is difficult to control and predict, addition of an additional blowing agent could be one way to obtain a more continuously foamed extrudate.
Apparent density
Polyurethane foam comes in a variety of different pore sizes, with hard or soft character, open or closed cell structure and with densities ranging from low values up to about 0.7 g/cm3 depending on the grade and application (Calvert et al. 2010). Commercial EPS often has a density of about 0.01–0.025 g/cm3, (Samper et al. 2010) and polyethylene foams were reported to have a density of 0.025 to 0.33 g/cm3 (Biron 2013) depending on production technique. As can be seen from the apparent densities displayed in Fig. 3, the extruded foam densities are in the same range as several commercial foams. Since density is one of the most important characteristics for foams, these results indicate potential for use of this material in foamed applications.
Conclusion
In this paper it was established that a processing window for foaming of HPMC exists and the relevant parameters have been evaluated. From the capillary viscometer experiments it was concluded that with an appropriate water content and adapted residence time and temperature it was possible to produce foams from HPMC with a small batch extrusion technique. It was also shown that foams of adequate densities could be produced with a continuous single-screw extruder. Extrusion thus seems to be suitable for producing foamed material from HPMC. It can be assumed that a further fine tuning of the processing parameters in terms of RTD, temperature and pressure might result in a continuous, steady foaming of HPMC, possibly in combination with an alternative blowing agent.
The purpose of this paper was to contribute with knowledge about alternative, renewable materials which can be manufactured into foamed materials using common polymeric processing techniques. A careful tailoring of processing parameters is important in order to obtain a maximal expansion ratio of the material. It was difficult to sustain a steady continuous extrusion foaming for an extended time and it is believed that addition of a complementary blowing agent could be needed in order to achieve this.
References
Ali ZM, Gibson LJ (2013) The structure and mechanics of nanofibrillar cellulose foams. Soft Matter 9:1580–1588
Biron M (2013) Detailed accounts of thermoplastic resins. In: Biron M (ed) Thermoplastics and thermoplastic composites. William Andrew, Boston, p 326
Calvert K, Trumble K, Webster T, Kirkpatrick L (2010) Characterization of commercial rigid polyurethane foams used as bone analogs for implant testing. J Mater Sci Mater Med 21(5):1453–1461
Clasen C, Kulicke W (2001) Determination of viscoelastic and rheo-optical material functions of water-soluble cellulose derivatives. Prog Polym Sci 26(9):1839–1919
da Silva A et al (2013) Cassava starch-based foams reinforced with bacterial cellulose. J Appl Polym Sci 130(5):3043–3049
Defonseka C (2013) Practical guide to flexible polyurethane foams, 1st edn. Smithers Rapra Technology, Shawbury
Eichhorn SJ et al (2001) Review: current international research into cellulosic fibres and composites. J Mater Sci 36(9):2107–2131
Guan J, Hanna MA (2006) Selected morphological and functional properties of extruded acetylated starch–cellulose foams. Bioresour Technol 97(14):1716–1726
Karlsson K, Schuster E, Stading M, Rigdahl M (2015) Foaming behavior of water-soluble cellulose derivatives: hydroxypropyl methylcellulose and ethyl hydroxyethyl cellulose. Cellulose 22(4):2651–2664
Katsanevakis S (2008) Marine debris, a growing problem: sources, distribution, composition, and impacts, in marine. In: Hofer TN (ed) Marine pollution: new research. Nova Science Publishers, New York, p 59
Klemm D et al (2011) Nanocelluloses: a new family of nature-based materials. Angew Chem Int Ed 50(24):5438–5466
Kumar Das A (2007) Application of multivariate analysis to increase the yield of dry cell batteries. J Appl Stat 34(3):239–248
Lee S-T (2008) History and trends of polymeric foams. In: Lee S, Scholz D (eds) Polymeric foams-technology and developments in regulation, process, and products. CRC Press, Boca Raton, p 27
Lee S.-T., Pontiff T, (2014) Chapter 1 and 13. In: Lee S, Park CB (eds) Foam extrusion: principles and practice, 2nd edn. CRC Press, Boca Raton, pp. 1–17; 419–433
Robledo-Ortiz J et al (2008) Non-isothermal decomposition kinetics of azodicarbonamide in high density polyethylene using a capillary rheometer. Polym Test 27(6):730–735
Samper M, Garcia-Sanoguera D, Parres F, Lopez J (2010) Recycling of expanded polystyrene from packaging. Prog Rubber Plast Recycl Technol 26(2):83–92
Sauceau M et al (2011) New challenges in polymer foaming: a review of extrusion processes assisted by supercritical carbon dioxide. Prog Polym Sci 36(6):749–766
Svagan AJ, Berglund LA, Jensen P (2011) Cellulose nanocomposite biopolymer foam—hierarchical structure effects on energy absorption. ACS Appl Mater Interfaces 3:1411–1417
Acknowledgments
The funding from the Swedish Research Council Formas is gratefully acknowledged. Thanks to Anette Larsson, Gunnar Westman, Linda Härdelin, Mikaela Börjesson, Filip Nylander and all other members within the SmartFoam project for interesting, helpful discussions on laboratory equipment and interpretation of results.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Karlsson, K., Kádár, R., Stading, M. et al. Processing window for extrusion foaming of hydroxypropyl methylcellulose. Cellulose 23, 1675–1685 (2016). https://doi.org/10.1007/s10570-016-0924-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-016-0924-z