
Abstract
Cotton fabrics have been treated with two different finishing compositions based on urea (U) and ammonium dihydrogen phosphate (AP) in order to enhance their flame retardancy properties, particularly referring to the resistance to a flame application (namely, Limiting Oxygen Index tests) and to an irradiative heat flux of 35 kW/m2 (by cone calorimetry). The collected results have proven a remarkable increase of cotton flame resistance: indeed, the fabrics treated with the high concentrated bath showed a LOI increase of 121 % (from 19 for neat cotton, to 42 %) and did not ignite under 35 kW/m2 heat flux. Thermogravimetry coupled with pyrolysis-combustion flow calorimetry has demonstrated efficient features of the proposed flame retardant system as char-promoter for cotton. In order to reduce the amounts of U and AP employed in the selected formulations, the use of water glasses (WG) has been explored. A very low WG amount has proven to be effective in halving U and AP contents, maintaining the same fire performances already provided by the high concentrated finishing bath. Furthermore, WG have turned out to act as synergistic species as demonstrated by evaluating the synergistic effectiveness parameter.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cotton is one of the most important natural fibres employed in the textile field. The economic impact of cotton in the global market refers to its majority share (over 50 %) among the fibres commonly used for apparel, protective garments and textile fabrics. Both the market value and quality of cotton products depend on the fibre quality (Gordon and Hsie 2007). The growing request of market has always encouraged and motivated both academics and industrial researchers toward the seeking for new durable flame retardant (FR) systems for cotton. Different approaches have been proposed to fulfil this issue and approach the performances of the major industrial targets, i.e. Proban® and Pyrovatex® (Horrocks 2011, 2014). Very recently, two comprehensive reviews about the historical attempts carried out in this topic and the new nanotechnological advances developed in the last 5 years have been published (Alongi and Malucelli 2015; Malucelli et al. 2014). Among the novel solutions proposed in the last years, nanoparticle adsorption (Gashti and Almasian 2013; Gashti et al. 2013; Simoncic et al. 2014), Layer by Layer assembly (Chang et al. 2014) and sol–gel processes (Alongi et al. 2014a; Bai et al. 2014; Brancatelli et al. 2011; Mohamed et al. 2014) have clearly shown the most promising results for conferring flame retardancy to fabrics.
As it is well known, in order to design a new FR system for cotton, it is necessary to consider the effect of heat on its thermal degradation (in air) and combustion (Alongi et al. 2013a), that may strongly affect both physico-chemical features of the fabric. As thoroughly described by Horrocks (1983), the heating up of cellulose gives rise to two decomposition reactions, namely depolymerisation and dehydration. This latter promotes the formation of char that is stable up to 450 °C (Kandola et al. 1996; Price et al. 1997). Conversely, cellulose depolymerisation generates levoglucosan, furan and furan derivatives that subsequently decompose to highly flammable species having low molecular masses. As a result, the yields of these two processes can be strictly correlated with their associated activation energies, hence with the used experimental heating rates (Alongi et al. 2013b). Therefore, any designed FR system for cellulosic substrates has to (1) absorb heat, (2) reduce the release of combustible gases and (3) promote the char development. To this aim, ideal FRs for cotton are usually acid species (like phosphoric acid and its salts) capable of catalysing cellulose dehydration as char-promoters in the condensed phase. In addition, organophosphorus FRs containing nitrogen have proven to be among the most performing. Indeed, the acquired experience (Hendrix et al. 1970, 1972a, 1972b) hypothesized that nitrogen in P–N links exploits a nucleophilic reaction on phosphate groups, giving rise to polymeric species bearing P–N bonds, with an enhanced P electrophilicity that promotes cellulose phosphorylation in C(6) (Horrocks 1983). As a consequence, the intramolecular C(6)–C(1) rearrangement with formation of combustible gaseous species is prevented, hence favouring cellulose auto-crosslinking toward char.
Although several studies referring to the P–N synergism for cotton have been published so far, they usually provide just a qualitative observation of this phenomenon, particularly regarding the use of urea in combination with phosphorus-based systems (Bakos et al. 1982; Gaan et al. 2008, 2009; Nam et al. 2011; Zhu et al. 2004). In a previous work (Alongi et al. 2013c), we have already demonstrated that it is possible to quantify the synergism between two species when applied together as a finishing FR treatment for cotton, following the method proposed by Lewin (2001) and Horrocks et al. (2010) and based on the calculation of synergism effectiveness (SE) parameter.
In this scenario, cotton fabrics, previously treated with urea and ammonium dihydrogen phosphate only, have been further doped with water glasses (WG), aiming to decrease the content of both the former species. The use of a very low WG amount has proven to fulfil this goal, keeping the FR performances already achieved by using the pristine finishing bath. Thus, SE parameter defined according to the following equation has been calculated in order to establish the real action of water glasses:
where (Fp) is a given flammability parameter, (Fp) p is the flame-retardant property of the neat polymer (cotton), (Fp) fr is that of the polymer treated with the flame retardant (cotton treated with U/AP), (Fp) s is that of the polymer treated with the synergist (cotton treated with WG), and (Fp) fr+s is that of the polymer treated with both flame retardant and synergist (i.e. cotton treated with U/AP and WG). In particular, SE > 1 means synergy; 0 < SE ≤ 1 points out a simply additive effect; finally, SE < 0 implies antagonism.
In this context, the flame retardant system consists of both U and AP; WG represent the synergist species. This approach has been exploited for better understanding the results collected by Limiting Oxygen Index (LOI) and pyrolysis-combustion flow calorimetry (PCFC) tests. Finally, the morphology of the so-treated cotton fabrics has been investigated by scanning electron microscopy (SEM) and elemental analyses; furthermore, their thermal and thermo-oxidative stability and resistance to an irradiative heat flux have been assessed by thermogravimetry (in nitrogen and air) and cone calorimetry tests, respectively.
Experimental part
Materials
Scoured and bleached 100 % plain-weave cotton fabrics (COT, 208 g/m2) were supplied by VIS-Duga Resa (Croatia). U and AP (reagent grade) were purchased from Kemika (Croatia) and Alfa Aesar (USA), respectively, and used without any further purification. WG were supplied by Kemoplastika (Croatia) and employed as a 32 wt% stable solution of sodium metasilicate (solubility at room temperature: 22.0 g/L).
Fabric treatment
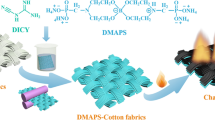
Cotton fabrics were treated using a pad-dry-cure procedure, employing a Benz pad-dry system; first, they were impregnated with a finishing bath containing 240 g/L of U and 115 g/L of AP (or 120 g/L of U and 57.5 g/L of AP) up to 100 % wet pick-up. Then, they were squeezed and dried at 110 °C for 2 min and finally cured at 150 °C for 4 min. Samples treated with only WG or U/AP/WG combinations were also prepared following the same procedure described above and employing a 10 g/L finishing bath. The formulations under investigation and sample codes adopted in the present manuscript are listed in Table 1. In addition, the total dry solids add-on on cotton samples (A, wt%) was determined by weighing each sample before (W i ) and after the impregnation and subsequent thermal treatment (W f ), using a Sartorius balance (accuracy: ±10−4 g), according to the following equation:
The treatment with only WG gave a low dry solids add-on (1.4 wt%); conversely, a high add-on was achieved with the high concentrated bath of U and AP (17.0 wt%, COT_U240_AP115 sample); the dilution of this latter lowered the resulting add-on (8.7 wt%, COT_U120_AP57.5 sample). The highest add-on (18.4 wt%, COT_U240_AP115_WG) was reached by combining all the three components.
Characterization techniques
The surface morphology of the untreated and treated samples was studied by using a LEO-1450VP SEM (beam voltage: 5 kV), equipped with a X-ray probe (INCA Energy Oxford, Cu-Kα X-ray source, k = 1.540562 Å), to perform elemental analysis (EDS). Fabric pieces (5 × 5 mm2) were cut and attached to conductive adhesive tapes and gold-metallized.
The thermal stability of the untreated and treated fabrics was assessed by thermogravimetric (TG) analyses from 50 to 800 °C with a heating rate of 10 °C/min, both in nitrogen and in air (60 mL/min for both the atmospheres). For this purpose, a TAQ500 balance was used, locating the samples in open alumina pans (ca. 10 mg). 0.5 % on weight and 1 °C on temperature were the experimental errors. Tonset 5% (temperature at 5 wt% weight loss), Tmax (temperature at maximum rate of weight loss) and the residue at 600 °C were assessed. These tests were duplicated in order to ensure reproducible data.
LOI tests were performed with a Fire Oxygen Index apparatus according to ASTM D2863 standard. The experimental error was 0.5 %.
PCFC (Govmark) was used to assess the flammability of the formulations, according to ASTM D7309. More in details, the prepared sample (5.0 ± 0.1 mg) was heated (60 °C/min) under a nitrogen flux (80 mL/min). Then, the resulting thermal degradation products were mixed with a 20 mL/min stream of oxygen prior to entering the combustion furnace (900 °C). The combustion of fuel gases occurred in the mixture of 20 % O2 and 80 % N2 at 750 °C for 10 s. Peak heat release rate (PHRR) and corresponding temperature (TPHRR), total heat release (THR) and yield were evaluated. These tests were repeated three times and the experimental error was ±2 %.
The resistance to a heat flux of square fabric samples (100 × 100 mm2) was investigated using cone calorimetry (Fire Testing Technology). The measurements were carried out under a 35 kW/m2 irradiative heat flow in horizontal configuration, following the procedure described elsewhere (Tata et al. 2011). Time To Ignition (TTI, s), flame out time (FO, s), total heat release (THR, kW/m2) and peak of heat release rate (PHRR, kW/m2) were measured. These measurements were repeated three times and the experimental error was assessed as standard deviation (σ). Prior to combustion tests, all the specimens were conditioned at 23 ± 1 °C, for 48 h at 50 % relative humidity in a climatic chamber.
Results and discussion
Morphology
The morphology of untreated and treated fabrics has been assessed by SEM microscopy. Generally, cotton fibres appear extremely irregular and rough, as well evidenced in Fig. 1a; after treatment with only WG, this peculiarity, typical of natural fibres, is lost (Fig. 1b): indeed, the fibres appear smoother and more regular because of the very thin WG layer deposited on. The presence of this layer has been further confirmed by the Si maps shown in Fig. 2: Si is uniformly distributed along all fibres. When cotton is treated with U and AP, irrespective of the presence of WG, the fibres appear entirely covered by a thin coating that sometimes shows the presence of big aggregates distributed on (Fig. 1c). As expected, these aggregates are smaller when the low concentrated finishing bath is employed for the fabrics treatment (Fig. 1d). However, apart from these structures, the fibres appear homogeneously covered by U and AP (and WG, if present as shown in Fig. 2a), as demonstrated by the P and Si maps reported in Fig. 2b, where the corresponding distributions are shown for COT_U240_AP115_WG as a typical example.

SEM magnifications of untreated COT (a), COT_WG (b), COT_240U_115AP (c) and COT_240U_115AP_WG (d) samples

Elemental analyses of COT_WG (a) and COT_240U_115AP_WG (b) samples
Thermal analysis
The thermal and thermo-oxidative stability of U/AP-treated fabrics have been assessed by using thermogravimetry in nitrogen and air, respectively. Tables 2 and 3 collect the obtained data; Figs. 3 and 4 plot TG (a) and dTG (b) curves in nitrogen and air, respectively.

TG (a) and dTG (b) curves of untreated and treated cotton fabrics in nitrogen

TG (a) and dTG (b) curves of untreated and treated cotton fabrics in air
As mentioned in the “Introduction” section, cotton degrades through depolymerization and dehydration that occur with a maximum weight loss at the same temperature (376 °C, see Table 2), as well visible in Fig. 3a. When cotton is treated with WG, only a remarkable reduction of Tonset 5% is observed (118 vs. 319 °C for COT_WG and COT, respectively): this finding can be ascribed to the sensitisation effect due to the water content and silanol groups present in WG, as already reported the literature (Davies et al. 2005).
Analogously, the presence of U and AP (regardless of their amounts) strongly sensitises cotton thermal degradation. Furthermore, the presence of WG in the U/AP bath promotes a further reduction of cotton Tonset 5% (compare Tonset 5% of COT_U240_AP115 with that of COT_U240_AP115_WG or Tonset 5% of COT_U120_AP57.5 with that of COT_U120_AP57.5_WG).
Comparing the two bath concentrations under investigation, it is possible to observe that the higher is the content of U and AP, the stronger is the decrease of cotton Tonset 5%. As a consequence, the temperature of maximum weight loss is shifted toward lower temperatures, as evidenced by comparing the Tmax values reported in Table 2 and Fig. 3b. The observed sensitisation phenomenon can be ascribed to the P–N action that favours the char formation at low temperatures, as already well documented in the scientific literature (Bakos et al. 1982; Davies et al. 2005; Gaan et al. 2008; Horrocks 1983; Nam et al. 2011). The amount of char has proven to be a function of fabric add-on, hence of U/AP and/or WG content (see residues at Tmax in Table 2), and to be thermally stable up to 600 °C. Once again, the higher is U and AP content, the higher is the char formation.
Taking into consideration the experimental error of the adopted instrument, the WG effect on the final residue can be considered negligible.
In air, cotton always degrades through the competitive aforementioned routes, but the char formed after the first weight loss is further oxidised to carbon monoxide and dioxides (Gaan and Sun 2007; Horrocks 1983; Kandola et al. 1996; Price et al. 1997) (Fig. 4a). Accordingly, the cotton under investigation degrades through two decomposition steps with a maximum temperature of 356 and 481 °C, leaving a negligible residue (Table 3; Fig. 4b). The presence of WG does not significantly affect the fabric thermo-oxidation, apart from the sensitisation already observed in nitrogen. On the contrary, U/AP formulation strongly influences cotton decomposition in air, in agreement with the trend observed in nitrogen. Once again, Tonset 5% and Tmax1 are significantly lowered for the presence of the finishing treatment (Fig. 4); in addition, the formed char is higher than that left by untreated cotton (see residues at Tmax1 in Table 3) and even substantially more thermally stable, as evidenced comparing Tmax2 values and the final residues at 600 °C.
Combustion tests
Three different types of combustion tests have been employed in the present study, namely: PCFC, LOI and cone calorimetry tests. PCFC is commonly considered a combustion test (Lyon and Walters 2004), particularly suitable for fibres and fabrics (Yang et al. 2010; Yang and Hu 2011). Nowadays, its use is under debate as in PCFC tests a sample, initially pyrolysed in nitrogen, releases gaseous species that are further oxidised in a furnace at 900 °C. Thus, the combustion carried out in PCFC refers to the volatile species released during pyrolysis only, unlike a real fire scenario that involves the presence of oxygen due to the air atmosphere. However, in our opinion, this instrumentation can be a useful tool for obtaining complementary information, in particular when coupled with other types of measurements (Alongi et al. 2014b). In the present manuscript, the results collected by PCFC have been integrated with those from LOI and cone calorimetry tests. Also the use of LOI is currently under discussion by the scientific Community, although it is a very common method useful for investigating the materials ignitability (Weil et al. 1992). Finally, the resistance to a specific heat flux has been assessed by cone calorimetry, following an optimised procedure (Tata et al. 2011).
As far as PCFC measurements are concerned, the collected data are reported in Table 4 and HRR curves are plotted in Fig. 5. The presence of WG only does not affect cotton pyrolysis, in agreement with TGA data in nitrogen: this finding has been already reported in the literature (Lyon and Walters 2004; Yang et al. 2010; Yang and Hu 2011). On the other hand, the two formulations containing U and AP are responsible of a remarkable PHRR (−61 and −46 % for COT_U240_AP115 and for COT_U120_AP57.5, respectively) and THR reduction (−70 and −50 %). This means that the amount of pyrolysis products released in the presence of U and AP is lower than that left by untreated cotton. These results confirm what has been already observed in TGA: the presence of U/AP system (regardless of the concentration of the two species) inhibits the release of combustible species and favours the char formation. Thus, analogously to cotton sensitization already seen in TGA (i.e. the Tonset 5% reduction), the TPHRR values of COT_U240_AP115 and COT_U120_AP57.5 found in PCFC are significantly lower as compared to cotton. The presence of WG determines a further decrease of both PHRR and THR values: this finding suggests that a certain synergism between WG and U/AP system takes place: its occurrence has been confirmed through the calculation of SE (last two rows of Table 4). This parameter has proven to be >1 for PHRR, THR and final yield, thus indicating the real existence of synergism between WG and U/AP pair.

HRR curves of untreated and treated cotton fabrics assessed by PCFC tests
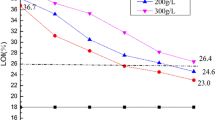
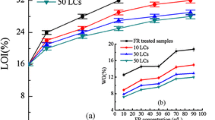
The same synergistic phenomenon has been observed and quantitatively assessed by performing LOI tests (Table 5). WG alone are not responsible of any significant LOI increase for cotton. Conversely, U/AP pair increases cotton LOI from 19 to 26 and 42 % (referring to the lowest and highest bath concentration, respectively); on the other hand, in the presence of WG, these values further increase up to 28 and 47 % (for COT_U120_AP57.5_WG and COT_U240_AP115_WG samples, respectively). SE calculation confirms the occurrence of synergism between WG and U/AP pair.
Cotton shows a very low resistance to a heat flux of 35 kW/m2; indeed, when exposed, it ignites after few seconds (TTI = 35 s, Table 6) and vigorously burns for 30 s (FO = 65 s), releasing a total heat of 2.4 MJ/m2 with a maximum rate of 127 kW/m2. Water glasses alone are not able to protect cotton from the selected heat flux; indeed, all combustion parameters of COT_WG are almost identical to those of untreated cotton, also taking into account the experimental error. Conversely, the U/AP system is very effective in blocking cotton ignition, irrespective of the employed concentrations. Indeed, no ignition has been recorded for COT_U240_AP115 and for COT_U120_AP57.5 that undergo pyrolysis for all test time (Table 6), leaving a consistent and coherent final residue.
Furthermore, the production of CO2 and CO and their ratio can be considered as an indicator of combustion efficiency: indeed, high ratios point out an efficient combustion while low ratios refer to inefficient and hindered combustion. If the CO2/CO ratio is considerably lowered for the treated fabrics, this means that the proposed treatments are efficient in hindering combustion, favouring the formation of thermally stable char, instead of generating combustible volatile species. As clearly evidenced in Table 6, COT_U240_AP115 and COT_U120_AP57.5 samples follow this behaviour: this finding is in agreement with the data collected by TGA and PCFC.
When WG are added to the high concentrated finishing bath (COT_U240_AP115_WG sample), no significant differences are observed, apart from a negligible increase of the final residue. Conversely, when WG are added to the less concentrated finishing bath (COT_U120_AP57.5_WG sample), cotton ignites for just few seconds (combustion duration: 15 s) and immediately stops burning, with very low PHRR (−87 % with respect to the untreated fabric) and THR (−46 %) values. Once again, the carbon monoxide and dioxide yields (as well as their ratio) are significantly lower than those of untreated cotton. In conclusion, although WG cannot further improve the U/AP performances, their presence in the finishing bath recipe allows halving the required concentration of U and AP (COT_U120_AP57.5_WG): indeed, the so-treated sample still ignites, but the combustion duration is very limited and cotton PHRR and THR are dramatically reduced.
Conclusions
In this work, specific flame retardant finishing treatments based on urea and ammonium dihydrogen phosphate have been applied to cotton fabrics, using a pad-dry-cure procedure. The flame retardant recipe has been also modified by the addition of water glasses in order to assess possible synergistic effects among the components.
All the treated fabrics, irrespective of the concentration of the finishing baths, showed a significant resistance to a flame application (through LOI tests) as well as to a 35 kW/m2 irradiative heat flux; furthermore, the designed flame retardant compositions acted as char-promoters for cotton, as assessed by thermogravimetry coupled with pyrolysis-combustion flow calorimetry.
The presence of water glasses in the flame retardant formulation turned out to be very effective in lowering the concentration of urea and ammonium dihydrogen phosphate required for providing the fabrics with high fire performances; furthermore, a synergistic effect between water glasses and the urea/ammonium dihydrogen phosphate pair was demonstrated by calculating the synergistic effectiveness parameter.
References
Alongi J, Malucelli G (2015) Cotton flame retardancy: state of the art and future perspectives. RSC Adv 5:24239–24263. doi:10.1039/C5RA01176K
Alongi J, Camino G, Malucelli G (2013a) Heating rate effect on char yield from cotton, poly(ethylene terephthalate) and blend fabrics. Carbohydr Polym 92:1327–1334. doi:10.1016/j.carbpol.2012.10.029
Alongi J, Carosio F, Horrocks AR, Malucelli G (2013b) Update on flame retardant textiles: state of the art, environmental issues and innovative solutions. Smithers RAPRA Publishing, Shrewsbury
Alongi J, Colleoni C, Rosace G, Malucelli G (2013c) Phosphorus- and nitrogen-doped silica coatings for enhancing the flame retardancy of cotton: Synergisms or additive effects? Polym Degrad Stab 98:579–589. doi:10.1016/j.polymdegradstab.2012.11.017
Alongi J, Colleoni C, Rosace G, Malucelli G (2014a) Sol–gel derived architectures for enhancing cotton flame retardancy: effect of pure and phosphorus-doped silica phases. Polym Degrad Stab 99:92–98. doi:10.1016/j.polymdegradstab.2013.11.020
Alongi J, Milnes J, Malucelli G, Bourbigot S, Kandola B (2014b) Thermal degradation of DNA-treated cotton fabrics under different heating conditions. J Anal Appl Pyrolysis 108:212–221. doi:10.1016/j.jaap.2014.04.014
Bai Z, Jiang S, Tang G, Hu Y, Song L, Yuen RKK (2014) Enhanced thermal properties and flame retardancy of unsaturated polyester-based hybrid materials containing phosphorus and silicon. Polym Adv Technol 25:223–232. doi:10.1002/pat.3227
Bakos D, Kosik M, Antos K, Karolyova M, Vyskocil M (1982) The role of nitrogen and nitrogen–phosphorus synergism. Fire Mater 6:10–12. doi:10.1002/fam.810060104
Brancatelli G, Colleoni C, Massafra MR, Rosace G (2011) Effect of hybrid phosphorus-doped silica thin films produced by sol–gel method on the thermal behaviour of cotton fabrics. Polym Degrad Stab 96:483–490. doi:10.1016/j.polymdegradstab.2011.01.013
Chang SH, Slopek RP, Condon B, Grunlan JC (2014) Surface coating for flame-retardant behavior of cotton fabric using a continuous layer-by-layer process. Ind Eng Chem Res 53:3805–3812. doi:10.1021/ie403992x
Davies PJ, Horrocks AR, Alderson A (2005) The sensitisation of thermal decomposition of ammonium polyphosphate by selected metal ions and their potential for improved cotton fabric flame retardancy. Polym Degrad Stab 88:114–122. doi:10.1016/j.polymdegradstab.2004.01.029
Gaan S, Sun G (2007) Effect of phosphorus flame retardants on thermo-oxidative decomposition of cotton. Polym Degrad Stab 92:968–974. doi:10.1016/j.polymdegradstab.2007.03.009
Gaan S, Sun G, Hutches K, Engelhard MH (2008) Effect of nitrogen additives on flame retardant action of tributylphosphate: phosphorus–nitrogen synergism. Polym Degrad Stab 93:99–108. doi:10.1016/j.polymdegradstab.2007.10.013
Gaan S, Rupper P, Salimova V, Heuberger M, Rabe S, Vogel F (2009) Thermal decomposition and burning behavior of cellulose treated with ethyl ester phosphoramidates: effect of alkyl substituent on nitrogen atom. Polym Degrad Stab 94:1125–1134. doi:10.1016/j.polymdegradstab.2009.03.017
Gashti MP, Almasian A (2013) UV radiation induced flame retardant cellulose fiber by using polyvinylphosphonic acid/carbon nanotube composite coating. Compos B Eng 45:282–289. doi:10.1016/j.compositesb.2012.07.052
Gashti MP, Rashidian R, Zohouri AB, Almasian A (2013) A novel method for colouration of cotton using clay nano-adsorbent treatment. Pigm Resin Technol 42:175–185. doi:10.1108/03699421311317343
Gordon S, Hsie YL (2007) Cotton: science and technology. Woodhead Publishing Limited and CRC Press, Boca Raton (FL)
Hendrix JE, Bostic JE, Olson ES, Barker RH (1970) Pyrolysis and combustion of cellulose I. Effects of thiphenyl phosphate in the presence of nitrogenous bases. J Appl Polym Sci 14:1701–1723. doi:10.1002/app.1970.070140705
Hendrix JE, Drake GL, Barker RH (1972a) Pyrolysis and combustion of cellulose III. Mechanistic basis for the synergism involving organic phosphates and nitrogenous bases. J Appl Polym Sci 16:257–274. doi:10.1002/app.1972.070160201
Hendrix JE, Drake GL, Barker RH (1972b) Pyrolysis and combustion of cellulose II. Thermal analysis of mixture of methyl alpha-d-glucopyranoside and levoglucosan with model phosphate flame retardants. J Appl Polym Sci 16:41–59. doi:10.1002/app.1972.070160105
Horrocks AR (1983) An introduction to the burning behaviour of cellulosic fibres. J Soc Dyers Colour 99:191–197. doi:10.1111/j.1478-4408.1983.tb03686.x
Horrocks AR (2011) Flame retardant challenges for textiles and fibres: new chemistry versus innovatory solutions. Polym Degrad Stab 96:377–392. doi:10.1016/j.polymdegradstab.2010.03.036
Horrocks AR (2014) Textile flammability research since 1980. Personal challenges and partial solutions. Polym Degrad Stab 98:2813–2824. doi:10.1016/j.polymdegradstab.2013.10.004
Horrocks AR, Smart G, Nazaré S, Kandola B, Price D (2010) Quantification of zinc hydroxystannate and stannate synergies in halogen-containing flame-retardant polymeric formulations. J Fire Sci 28:217–248. doi:10.1177/0734904109344302
Kandola BJ, Horrocks RA, Price D, Coleman GV (1996) Flame retardant treatments of cellulose and their influence on the mechanism of cellulose pyrolysis. J Macromol Sci Rev Macromol Chem Phys C36:721–794. doi:10.1080/15321799608014859
Lewin M (2001) Synergism and catalysis in flame retardancy of polymers. Polym Adv Technol 12:215–222. doi:10.1002/pat.132
Lyon RE, Walters RN (2004) Pyrolysis combustion flow calorimetry. J Anal Appl Pyrolysis 71:27–46. doi:10.1016/S0165-2370(03)00096-2
Malucelli G, Carosio F, Alongi J, Fina A, Frache A, Camino G (2014) Materials engineering for surface-confined flame retardancy. Mater Sci Eng R 84:1–20. doi:10.1016/j.mser.2014.08.001
Mohamed AL, El-Sheikh MA, Waly AI (2014) Enhancement of flame retardancy and water repellency properties of cotton fabrics using silanol based nano composites. Carbohydr Polym 102:727–737. doi:10.1016/j.carbpol.2013.10.097
Nam S, Condon BD, Parikh DV, Zhao Q, Cintrón MS, Madison C (2011) Effect of urea additive on the thermal decomposition of greige cotton nonwoven fabric treated with diammonium phosphate. Polym Degrad Stab 96:2010–2018. doi:10.1016/j.polymdegradstab.2011.08.014
Price D, Horrocks RA, Akalin M, Faroq AA (1997) Influence of flame retardants on the mechanism of pyrolysis of cotton (cellulose) fabrics in air. J Anal Appl Pyrolysis 40–41:511–524. doi:10.1016/S0165-2370(97)00043-0
Simoncic B, Hadžić S, Vasiljević J, Černe L, Tomšič B, Jerman I, Orel B, Medved J (2014) Tailoring of multifunctional cellulose fibres with “lotus effect” and flame retardant properties. Cellulose 21:595–605. doi:10.1007/s10570-013-0103-4
Tata J, Alongi J, Carosio F, Frache A (2011) Optimization of the procedure to burn textile fabrics by cone calorimeter: part I. Combustion behavior of polyester. Fire Mater 35:397–409. doi:10.1002/fam.1061
Weil E, Hirschler M, Patel N, Said M, Shakir S (1992) Oxygen index: correlations to other fire tests. Fire Mater 16:159–167. doi:10.1002/fam.810160402
Yang CQ, Hu Y (2011) Applications of micro-scale combustion calorimetry to the studies of cotton and nylon fabrics treated with organophosphorus flame retardants. J Anal Appl Pyrolysis 91:125–133. doi:10.1016/j.jaap.2011.01.012
Yang CQ, He Q, Lyon RE, Hu Y (2010) Investigation of the flammability of different textile fabrics using micro-scale combustion calorimetry. Polym Degrad Stab 95:108–115. doi:10.1016/j.polymdegradstab.2009.11.047
Zhu P, Sui S, Wang B, Sun K, Sun G (2004) A study of pyrolysis and pyrolysis products of flame-retardant cotton fabrics by DSC, TGA, and PY–GC–MS. J Anal Appl Pyrolysis 71:645–655. doi:10.1016/j.jaap.2003.09.005
Acknowledgments
The authors would like to thank European COST Action Sustainable flame retardancy for textiles and related materials based on nanoparticles substituting conventional chemicals—FLARETEX MP1105, for having supported a short term scientific mission of one of the co-authors (L.B.). Mr. Fabio Cuttica and Mrs. Giusy Iacono are also acknowledged for performing the cone calorimetry tests and SEM measurements, respectively.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Grancaric, A.M., Botteri, L., Alongi, J. et al. Synergistic effects occurring between water glasses and urea/ammonium dihydrogen phosphate pair for enhancing the flame retardancy of cotton. Cellulose 22, 2825–2835 (2015). https://doi.org/10.1007/s10570-015-0671-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-015-0671-6