
Abstract
Catalysts with tunable porosity, crystallinity and acidity can selectively produce aviation fuels and road transportation fuels via hydroprocessing of non-edible oils. Here we discuss several catalyst supports—mesoporous alumina, silica–alumina and hierarchical mesoporous zeolites, developed and used as support for hydroprocessing catalysts (Ni–Mo, Co–Mo, Ni–W), for the selective production of transportation fuels. These developed catalysts were used for the hydroconversion of waste cooking-oil, jatropha-oil, algal-oil and their mixtures with petroleum refinery oils. The physicochemical properties of the catalyst were tuned for optimal performance on the basis of evaluation results on high pressure fixed bed microreactors and pilot scale reactors. These studies targeted the production of transportation fuels (gasoline, kerosene and diesel) by hydroprocessing (hydrotreating or hydrocracking) renewable feed stocks or co-processing with fossil based oils. Modelling and process optimization studies for prediction of kinetic rate parameters and to know the reaction pathways for the conversion of these feed stocks to various range of hydrocarbon fuels, were also carried out. These studies provided the vital information that the reaction pathways were temperature dependent.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Increased demand of oil supply, environmental concerns, depleting petroleum reserves coupled with deteriorating quality of the crude oil [1–4] makes it necessary to target renewable and clean fuel sources. One of the alternatives is the production of biofuels from plant-derived oils [5] specifically, non-edible and used oils such as waste restaurant oil [6] jatropha oil [7] algae oil [8] etc. Due to higher viscosity and oxygen content and poor atomization and lubricity [9] these oils originating from plants and animals cannot be used as such in engines and need to be converted into suitable fuels by processes.
Bio-diesel, which is fatty acid methyl esters (FAME), is produced by transesterification of fatty acids in triglycerides making it suitable as fuel and currently this is the primary route for production of biofuels. But this process has its own limitations as new biodiesel plants require a large capital investment [4, 10, 11] and large quantities of by product glycerol needs to have suitable market. Lower oxidation stability, lower cetane number, engine incompatibility, poor performance in cold weather and poor emission are other problems with bio-diesel. Direct hydrotreatment of non-food triglyceride resources to form normal and/or isoalkanes [12, 13] with much higher cetane value than conventional diesel fuel seems to be an attractive route for biofuels production and engine compatibility and feedstock flexibility using the existing petroleum refineries make this process economically attractive. Hydrodeoxygenation, oligomerization, decarbonylation, decarboxylation, isomerisation and hydrocracking or a combination of two or more thereof [6, 7, 14–25] are the main reactions of this process. The general scheme of the processing of triglycerides is shown in Scheme 1. Only a few articles have discussed reaction pathways (decarboxylation, decarbonylation and hydrodeoxygenation) for vegetable oil conversion to fuels and how the extent of these reaction pathways affects the productivity of hydrocarbon fuels [12, 13, 21, 37–39]. A few articles have also discussed the reaction mechanisms and reactions of model compounds like tristerian (glycerol tristearate C18), triolean (glucerol trioleate C18), tricaprylin (Octanoic acid triglyceride C8) and caprylic acid (octanobgic acid C8) [18, 25, 32–34]. Researchers have used various supported metal based catalysts either a mono-functional [32, 35, 36] or a bi-functional [12, 37, 38] catalyst depending on their target product. If one targets removal of ‘O’ only, i.e. only hydrotreatment of triglycerides then a hydrogenation catalyst such as Pd, Pt, Pt–Re, or sulfide NiW, NiMo, CoMo catalysts over a non acidic support like γ-Al2O3 or activated carbon [7, 15, 35, 36, 39, 40, 41] are used. If production of distillates and lighters is to be targeted then along with a strong hydrogenation function and acidic function is also required for the hydrocracking and hydroisomerization kind of reactions [12, 37, 38].

General representation of processing of triglycerides
Hydroprocessing is used in the petroleum refinery to crack larger molecules and/or to remove S, N and metals from petroleum derived feed stocks such as, gas oil and heavy oil [26]. Hydroprocessing has been developed to produce straight chain alkanes from fatty acid triglycerides of animal fat, tall oil, and other vegetable oils [6, 7, 27–31]. Compatibility with current refinery infrastructure, engine compatibility and feed stock flexibility [20] are some benefits of hydroprocessing route over transesterification route. Jatropha curcas seems to be an ideal and favorable source for triglycerides because it does not compete with arable land for food and may yield more biofuel per hectare than from canola, sunflower, and soyabean [31]. For hydroprocessing to be widely acceptable as a convenient route to transportation fuel, there are a few issues that need to be addressed: (1) because the free fatty acid (FFA) content of the feed could vary from 1 to 25 % depending on the source of feedstock therefore the process should be insensitive to the FFA content of the feedstock, (2) selectivity of the hydroprocessing catalysts for desired range hydrocarbons should be good, (3) catalysts should be stable as well as regenerable. We have shown that hydroprocessing catalysts (Ni–Mo, Co–Mo and Ni–W) with compositions similar to that for commercial catalysts can, not only produce different transportation fuels from feedstocks with different FFA content but also, the catalysts can be regenerated easily and the regenerated catalysts have activities similar to that for fresh catalyst [12]. We have also shown that jatropha oil and gas oil mixtures can be hydro treated in a pilot plant with better hydrodesulfurization (HDS) performance than that for pure gas oil [12, 37].
Due to large size of reactants and rapid deactivation of the catalyst, it is difficult to remove oxygen from biomass derived oils. In order to achieve the aforesaid objective it is necessary to improve catalyst activity such as by, variation of support composition, changes in active metal composition, use of different types of active metals, additives, etc. [42–44]. For hydrotreating reactions, the support that is generally used in commercial applications is γ-Al2O3. Many materials have been tried as supports for hydrotreating catalysts like clays [45], carbon [46], oxides [47–50] like SiO2, MgO, ZrO2, TiO2, and mixed oxides derived from above-mentioned oxides [51–57], zeolites like Na–Y, USY [58, 59], mesoporous materials like MCM-41 [60–65], HMS [66], SBA-15 [67]. Corma et al. [68] have reported that mesoporous aluminosilicate MCM-41 with combination of large surface area, uniform pore size distribution large enough to allow diffusion of large molecules, together with the presence of mild acidity and high stability, result in superior HDS, hydrodenitrogenation (HDN) and hydrocracking performance than zeolite and alumina supported catalysts. In the case of TiO2–ZrO2 and TiO2–Al2O3 the activities obtained are considerably higher than constituent single oxides, indicating that a synergistic action of the two constituents of the support induced an activity increase in the supported phase, probably due to metal–support interaction. It is interesting to note that on SiO2–TiO2 [69] supported catalysts similar synergy is observed in the case of HDS reaction [70]. Mesoporous titanosilicates prepared by sol–gel route using small chelators like triethanolamine (instead of large surfactants typically used to prepare mesoporous materials) have unique characteristic mesoporous, three-dimensional, sponge-like structure combined with higher thermal stability than other mesoporous materials prepared with the aid of a surfactant or than sol–gels and xero-gels [71], and we show that they can be used as support for hydroprocessing catalysts used in conversion of plant-oils.
Recently several airlines successfully conducted test-flights using a blend of biofuel with conventional commercial aviation fuel [45]. For example, Air Canada used the biofuel produced from waste cooking oil and Boeing used the fuel from jatropha oil. Current research trends suggest that the fuels produced from non-edible oils will supplement future aviation fuel needs. It has significant potential because the hydroprocessed plant-oil matches the properties of the aviation fuel. The advantage of using it as a fuel is the improved efficiency, less emission and less dependency on fossil fuels [72, 73]. The challenges at present facing this field are (1) the lack of required availability of the raw materials for the production and, (2) suitable technology for the maximum selective production of the aviation fuels. Several research groups, worldwide, are seriously developing newer processes for the production of liquid aviation fuel from various sources. They are also trying to develop new technologies for maximum utilization of the raw materials with minimum cost, not only for the aviation fuels industry but also for the road transport [27, 28, 39, 40, 74–78]. Air transportation is increasing day by day. The current production of aviation fuel is not enough to overcome the future demands because of the decreasing petroleum reservoirs. Not only this, the production of jet fuel is only 9 % from a barrel, which is continuously expected to go down as the crude oil will become more and more heavier and of poorer quality. In view of this, synthesis of aviation fuels from renewable resources has very promising future because the production of jet fuel from renewable sources like Jatropha, karanj, soy and algae are above 40 % and can also be increased by using suitable catalyst systems. We elaborate here our own research in this area.
2 Experimental
2.1 Preparation of Supports and Catalysts
Several catalyst supports—mesoporous alumina, silica–alumina and hierarchical mesoporous zeolites were synthesized.
2.1.1 Synthesis of Hierarchical Mesoporous ZSM-5
Mesoporous ZSM-5 and SAPO-11 were prepared the modified method of Choi et al. [74]. In a particular synthesis of ZSM-5, Octadecyldimethyl (3-trimethoxysilylpropyl) ammonium chloride, 60 % methanol solution (ODAC) was added to a conventional alkaline mixture of zeolite ZSM-5 synthesis talking tetrapropylammonium bromide (TPABr) as the microspore template. The molar composition of the mixture was 1 Al2O3/10 TPABr/10 Na2O/38 SiO2/1.4–4.2 ODAC/7200 H2O. In a typical synthesis, 2.0 g of sodium aluminate, 28.0 g TPABr (tetrapropylammonium bromide) and 8.0 g NaOH were first dissolved in 1350 g of H2O. To the resultant solution, a mixture of 85.7 tetraethylorthosilicate, 11.7 and 37.5 g of ODAC for LSAC (Low surface area crystalline) and HSASC (high surface area semi crystalline) sample respectively added under vigorous stirring. Si/Al ratio was 19 for all samples. The final mixture was further stirred for 2 h at room temperature for obtain a homogeneous solution. This mixture was hydrothermally heated at 140 °C for 2 days. The product was filtered, washed with water and dried at 100 °C and calcined at 550 °C.
2.1.2 Synthesis of Mesoporous Titanosilicate MTS
A modified sol–gel method was used to prepare 3D mesoporous titanosilicate (MTS) [71]. It is obtained by aging drying a homogeneous synthesis mixture, composed of titanium butoxide, tetraethyl orthosilicate (TEOS), and organic template, triethanolamine (TEA). In a specific synthesis, titanium butoxide (1.4 g for Ti = 4 mol %) was dropwise added to stirring TEOS (20.8 g). then TEA (29.8 g) was added drop wise to the stirring mixture and followed by the drop wise addition of the deionised water (19.8 g). after the solution was stirred for 1–2 h, tetraethyl ammonium hydroxide (14.7 g) was added drop wise. The final homogeneous mixture was aged at room temperature for 24 h and then dried overnight at 100 °C. The material then calcined at 700 °C for 10 h.
2.1.3 Synthesis of Hierarchical Mesoporous SAPO-11
In a typical procedure for the synthesis of SAPO-11 from a aqueous medium, Aluminium isopropoxide was first mixed with orthopohosphoric acid (85wt %) in water, and stirred for 1 h. Then, fumed silica was added to this mixture, and stirred continuously for 30 min. Di-isopropyl amine DIPA was added dropwise and finally Octadecyl dimethyl (3-trimethoxysilylpropyl) ammonium chloride (ODAC) added into the reaction mixture with vigorous stirring for 2 h. The final mixture was transferred into a stainless-steel autoclave and was heated at 200 °C for 2 days. The chemical molar composition of the synthesis gel was 0.2 SiO2:0.75Al2O3:1.0P2O5:1.0DIPA:0.09ODAC:140H2O. The as-synthesized products were washed, dried at 393 K for 12 h and then calcinated at 823 K for 6 h in order to remove the organic templates completely. All the catalysts with 0.5 wt % Pt were prepared by a wetness impregnation method using a Pt (NH3)4Cl2 solution.
Mesoporous alumina and silica–alumina used for the synthesis of the catalyst were purchased and used as such. Incipient wetness method was used to impregnate the active metals and promoters on the support using appropriate precursors. The physico-chemical characteristics of the catalysts were analysed by various methods like powder XRD, NH3-TPD, N2-adsorption, SEM, TEM etc.
2.2 Method of Catalyst Evaluation
Various plant oil feeds (jatropha oil, waste soy oil, algae oil; Table 1) were either processed separately or co-processed with gas oil mixtures at the high pressure fixed bed reactors setups. Their properties are included in Table 2. Algal oil was obtained from an hetrotrophic microalgae and provided by Soley Biotechnology Institute (Turkey). The reactor setup consisted of a liquid feed section with a high pressure liquid feed pump and the gas feed section with mass flow controllers for hydrogen and nitrogen. The two feeds were then mixed and passed over a fixed bed catalyst loaded in a SS316 reactor, with appropriate pressure gauges at the inlet and outlet. The product from the reactor was flashed into a high pressure gas liquid separator (HPS) from which the liquid product was passed through a liquid control valve into the low pressure separator (LPS). The gas from the top of the HPS was then passed through a forward pressure regulator (FPR), which was used to maintain the pressure of the entire reactor setup. This gas was then passed through a wet gas meter for material balance. The analysis of this gas was done by online GC. The liquid product form the low pressure separator (LPS) was collected in a product vessel and analyzed using a GC (Varian 3800-GC) equipped with a flame ionization detector (FID) and a thermal conductivity detector (TCD). The column used for analysis was vf-5ht column (30 m × 0.32 mm, 0.10 μm) which was a suitable column for high-boiling mixtures such as hydrocarbons, FFAs and triglycerides.
Since the catalyst is in the inactive oxidic form it was activated through sulfidation. The activation of the catalyst is same as industrial sulfidation process. The catalysts were presulfided using a mixture of dimethyl disulfide and gas oil at 30 bar pressure and 250, 300, 320 and 350 °C temperature with a stay of 6 h at each temperature. The hydrotreating reactions were carried at low severity with lower pressure of 50 bar and temperatures ranging from 300 to 380 °C and space velocities between 1 and 2 h−1. Higher temperatures were maintained for hydrocracking reactions (360–400 °C, 1–2 h−1, 50–80 bar, 1500 H2/Feed ratios). Pt-SAPO-11 catalysts in reduced state were used at 330–430 °C, 10–50 bar, 1 h−1.
2.3 Reaction Pathways and Kinetic Models
Vegetable oils mainly contain triglycerides along with some diglycerides, monoglycerides and FFAs. The conversion of triglyceride molecule to transportation fuels may either be a two step process as shown in Scheme 2, in which first hydrotreatment takes place for the removal of oxygen, and then in the second step selective hydrocracking and hydroisomerization to yield desired products, or in a single-step to convert the triglyceride molecule directly to fuels. In the 2nd process the catalyst has to be very selective which first promotes hydrodeoxygenation kind of reactions and then the hydrocracking and hydroisomerization reactions. Jatropha oil which mainly contains triglyceride molecules of C16 and C18 atoms contains large quantities of unsaturated compounds of C18 molecule. The first step in their hydroprocessing would be saturation of these unsaturated triclycerides (TG=) and then depropanation of the saturated TG molecule takes place which yields long-chain saturated aliphatic (R x = C n H2n+1) fatty acid molecule (R x COOH) (either C15 or C17 compound depending on the chain length of the triglyceride molecule) and a propane molecule as shown in Eqs. 1 and 2 respectively.

Process for conversion of triglycerides to transportation fuels via hydroprocessing route
Hydrodeoxygenation reaction—the Rx acid may be hydrogenated to give a water molecule and a corresponding hydrocarbon.
-
Decarboxylation reaction—the R x acid may directly yield a carbon dioxide molecule and a C16 or C18 hydrocarbon.
$$ {\text{R}}_{x} {\text{COOH}} \to {\text{R}}_{x} {\text{H}} + {\text{CO}}_{2} $$(4) -
Decarbonylation reaction—the R x molecule may be hydrogenated partially to yield a carbon monoxide molecule a water molecule and a long chain hydrocarbon molecule of 15 or 17 chain length.
$$ {\text{R}}_{x} {\text{COOH}} + {\text{H}}_{2} \to {\text{R}}_{x} {\text{H}} + {\text{H}}_{2} {\text{O}} + {\text{CO}} $$(5)
These diesel range compounds produced by the above three ‘O’ removal reactions are cracked and isomerized to yield lighter distillate products like gasoline or aviation turbine fuel.
Considering all the possible reactions and the reaction products formed during the hydroconversion of plant oils containing triglycerides, lumped kinetic models were developed to predict the reaction pathways. These predicted reaction pathway schemes were modified and remodelled considering the reaction results and are detailed in Scheme 3. These models consider triglycerides in feed jatropha as a single lump and the liquid hydrocarbon products produced after hydroprocessing as 4 or 3 lumps, i.e. gasoline (C5–C8), Cg; kerosene (C9–C14), Ck; Gasoline + kerosene (<C15), Cgk; diesel (C15–C18), Cd; and oligomerized product (>C18), Co differential rate equations were framed for each scheme and solved to form several non linear equation of the form \( Y = A_{i} e^{ax} + B_{i} e^{bx} + C_{i} e^{cx} + D \) where x and Y respectively, are the space time and the concentration of individual lump compounds in specific kinetic models. “A i , B i , C i , D, a, b and c” are the functions of rate constants for the respective kinetic pathway [77, 78]. These nonlinear equations were solved simultaneously using Levenberg–Marquardt algorithm (LMA) and rate parameters were predicted.

Four lump and five lump kinetic models for the hydro-conversion of plant oils
3 Results and Discussions
The plant-oil feeds are mainly heavier feedstocks with boiling range of 380 °C and above. The specific gravity of these feed stocks varies from 0.85 to 0.92 depending on the nature of the feedstock and its blending in gas oil. To know the effect of high FFA content in the feedstock, high TAN (total acidity number) feed stocks (43.9 mg(KOH)/g) were also used. The sulfur content in the feed stocks was varied form 0 to 2000 ppm, (Table 1) to obtain a good insight into the desulfurization ability of the catalytic system being evaluated. Catalytic systems with large mesopores were specifically needed to: (1) overcome diffusion limitations of reactants (bulky triglyceride molecules) and products, and (2) to lower the deactivation due to pore blockage by coke and waxy product intermediates formed during prolonged use of the catalysts. Acidic supports such as silica–alumina and zeolites were used for cracking the bulkier complex feed molecules into lower range hydrocarbon fuels.
3.1 Physico-Chemical Properties of the Catalysts
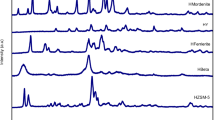
Several catalyst supports—mesoporous alumina, silica–alumina and hierarchical mesoporous zeolites were developed for hydroconversion of waste cooking-oil, their mixtures with refinery-oils, as well as of triglycerides and FFAs obtained from algae and jatropha seeds. These novel mesoporous catalysts were developed and the preparation parameters were tuned for optimal performance. Ni–W/SiO2–Al2O3, Ni–Mo/Al2O3 and Co–Mo/Al2O3 catalysts had composition similar to that of commercial hydroprocessing catalyst [24] with mesoporous alumina and silica–alumina as supports. Novel hierarchical mezoporous zeolites and titanosilicate with 3D-wormhole-like mesoporosity and an appropriate loading of MoO3 and promoters NiO and CoO were also synthesized. Appropriate composition, pore size and shapes of the pores were designed for desired cracking and increased isomerization reactions for better fuel properties. The physico-chemical properties of catalysts are presented in Table 3.
Very low acidity alumina supported catalysts (Ni–Mo/Al2O3, Co–Mo/Al2O3) are typically used for hydrotreating reactions and have minimal hydrocracking ability. In the processing of plant-oils such catalysts perform the oxygen-removal activity from the triglyceride to produce corresponding long-chain hydrocarbon with minimal cracking or isomerization. Moderately acidic silica–alumina supported catalysts (Ni–W/SiO2–Al2O3) are typically used for hydrocracking reactions. In the hydroprocessing of plant-oils such catalysts hydrocrack the triglyceride molecules to produce smaller hydrocarbons, with considerable isomerization, besides performing the oxygen-removal activity. Highly acidic hierarchical mesoporous H-ZSM-5 supported catalysts can be tuned in terms of its acidity and zeolitic crystallinity which helps to optimize the yields of cracked and isomerized hydrocarbons in kerosene range (for aviation fuels). Similarly, moderately acidic hierarchical micro-mesoporous SAPO-11 molecular sieve supports can be tailored for desired acidity and crystallinity to control the cracking and isomerisation activity of the corresponding catalysts.
3.2 Hydrotreatment of Plant Oils
The products produced from plant-oil hydrotreatment are CO, CO2, methane, H2O, propane and the alkanes ranging from C8 to C18. Propane, CO2, CO and methane are major gaseous products observed in the effluent gas mixture which primarily contains hydrogen (>90 %). The hydrotreatment of plant oils (jatropha with different FFA contents, soya, algal oil) was carried out at temperatures varying between 300 and 400 °C, pressures from 50 to 80 bar, H2/Feed volume ratio 1500 Nl/l and space velocities 2 h−1 over a low acidity catalyst (Ni–Mo/Al2O3, Co–Mo/Al2O3). The comparison of results was done at reaction conditions for complete conversions of soya oil (380 °C, 2 h−1, 50 bar and 1500 Nl/l H2/feed ratio) and jatropha oil (360 °C, 1 h−1, 50 bar and 1500 Nl/l H2/feed ratio) over Ni-Mo catalyst and the results are shown in Table 4. The C15–C18 yield, in case of all the three feedstocks used, was found to be greater than 95 % for the Ni–Mo catalytic system but, for the Co–Mo system the C15–C18 yield was 49.2 % in case of high FFA feed (jatropha oil) and 72.4 % in case of low FFA feed with 15–40 % yield of cracked products (<C15). The C17/C18 ratio in case of both the catalytic systems for all the feeds was low (Table 4), indicating that both the catalytic systems favor hydro-deoxygenation reactions (H2O removal pathway) compared to decarboxylation and decarbonylation reactions (CO, CO2 removal pathways). It was interesting to observe higher isomers to normal (i/n) ratio and a greater extent of cracking reactions, for the Co–Mo catalytic system as compared to Ni–Mo catalytic systems, indicating isomerization and cracking reactions being favored over Co–Mo catalyst. Also the yield of >C18 products (oxygenates, termed as oligomeric products) was more over Co–Mo system as compared to Ni–Mo system indicating that Co–Mo active phase was promoting some oligomerization reactions which were leading to conversion of triglycerides to these acidic intermediates, although the conversion of triglycerides was complete but the deoxygenation was not (confirmed by NMR and IR studies which showed presence of oxygenated products), and hence only these acidic intermediates were promoting cracking reactions. Soya oil instead was processed at a higher temperature (380 °C) and higher space velocity (2 h−1) as compared to jatropha oil (360 °C and 1 h−1 space velocity) which also showed similar results as compared to jatropha oil with 3 % kerosene (140–250 °C) range compounds, 94.4 % diesel (250–380 °C) cut compounds and 2.6 % high boiling (380-FBP °C) range compounds. The results indicate that the conversion patterns for triglycerides of different feedstocks (jatropha and soya oil) over same catalytic system were very similar and same catalytic system could be used for processing a variety of feedstocks for a desired product yield.
3.3 Hydrocracking of Plant Oils
Hydrocracking of plant derived oils was carried at reaction temperatures ranging between 380 and 420 °C and at space velocities between 1 and 2 h−1. A sulfided base-metal (non-noble) catalyst with maximum dispersion and loading on the silica–alumina support was used. The catalyst had a porous base with optimized Brönsted—acidity (measured by ammonia microcalorimetric studies [40]) obtained by controlling the Si/Al ratio to provide the desirable cracking and isomerisation ability to maximize a particular fraction of products. The non-noble base catalyst (Ni–W) provided the required hydrogenation-dehydrogenation functionality for deoxygenation and isomerization activities. Table 5 gives the details of the conversion of both jatropha oil and algae oil over various catalytic systems. For Ni–W/SiO2–Al2O3 has around 10 times more cracking (20 %, <C15 products) was observed as compared with Ni–Mo/Al2O3 system (Table 3) at the same processing conditions. When compared to the Co–Mo/Al2O3 catalytic system (Table 3) where the cracking activity was catalyzed because of the acidic intermediates, Ni–W catalytic system had lower yield of cracked products (Table 5).The i/n ratio was nearly 4 times greater for the Ni–W/silica–alumina catalyst as compared to the Co–Mo/alumina catalyst because of the appropriate acidity of the catalyst.
We synthesized a titanosilicate with 3-D wormhole like mesoporosity and used it as a support for sulfided Co–Mo catalyst. We studied the deoxygenation and cracking ability of the catalysts during hydrotreating of jatropha oil. Nearly complete conversion is observed on the catalyst. It is interesting to note that the titania-silica supported catalyst gives higher yield of kerosene-range (C9–C14) hydrocarbons (7.6 % higher) (Table 5), also the yield of oligomerized products (>C18) is much higher (2.4 times higher) than the alumina supported catalyst (Table 5). It is due to its higher acidity and favourable metal-support interactions than the alumina support. Not only this, the isomerization activity of the titanosilicate is 5 times higher than the alumina supported catalyst.
3.3.1 Synthesis of Green Aviation Fuel by Sulfided Ni–Mo on Various Supports
Traditional hydrotreating catalysts can give complete conversion of vegetable oils but it cannot be give the jet fuels due to the absence of acidic nature in the catalyst as already explained in the previous section. Here we discuss several catalyst systems that selectively produce jet fuels.
3.3.1.1 Sulfided Ni–Mo/SiO2–Al2O3
Metal centers strongly influence the activity of the catalysts. Sulfided nickel promoted molybdenum catalysts on any support are suitable for hydrogenation and deoxygenation reactions. But these are not selective for the production of jet fuels. Jet fuels must meet some stringent properties like low freezing point, high density, low viscosity etc. It can be attained by isomerization of the n-paraffins. Currently it is achieved by a two step process that entails hydrodeoxygenation of the triglycerides on traditional hydrotreating catalysts and then isomerization on a noble metal containing acidic catalysts [27, 28]. We have obtained more than 36 % selectivity for jet fuels from jatropha oil with sulfided nickel-molybdenum on highly acidic silica–alumina support in a one step process (Table 3). When compared to the traditional system, the conversion of oil is same but a decreased yield of diesel fraction and an increased yield of jet fuels is obtained. The increased selectivity of iso-paraffins is due to the acidic nature of the catalyst. But using sulfided nickel-tungsten on highly acidic silica–alumina support in a one step process, lower iso-paraffins selectivity was observed, which could be due to its higher cracking ability. Another, noticeable information obtained was the life of the catalyst. There is loss of activity due to coke formation and deposition on the active sites. The catalytic system shows stable activity for several weeks and it can be repeatedly used after regeneration by existing process for such catalysts.
3.3.1.2 Sulfided Ni–Mo/H-ZSM-5
Zeolites are applied in many industrial catalytic processes due to their strong acidity, high hydrothermal stability and crystalline porous structure but their small pore size restricts the reactions of bulky triglycerides. So zeolites with relatively large mesopores are necessary for triglyceride conversion. Zeolites with hierarchical porosity and strong acidity are promising candidate for hydrocracking of tryglycerides. We synthesized zeolitic materials with tunable properties such as zeolitic crystallinity, acidity and porosity and applied them for the hydroconversion of glycerides. It shows highly selective production of aviation fuel.
The results obtained on the reaction with this catalyst are shown in Table 5. The sulfided Ni–Mo catalyst supported on acidic hierarchical mesoporous zeolite ZSM-5 catalyst not only furnished very high (43 %) yield of jet range hydrocarbons but also surprisingly high isomerization selectivity, i.e., i/n = 5–13. When we used a hierarchical mesoporous ZSM-5 with higher acidity, higher surface area but lower zeolitic crystallinity (HSASC), the jet range hydrocarbons yield could increases to 54 % with moderately high isomerization selectivity (i/n = 2.6). It may be because of the right balance between the hydrogenation and cracking activities. The comparative study of these two catalysts gives the information that the tuning of the properties of the catalysts can selectively make the desired product. The overall conversion of both these two catalysts is same at 360 °C but the isomerization activity was different. Maximum jet range hydrocarbon yield is about 45 % at 370 °C for the low surface area, more crystalline and lower acidity mesoporous ZSM-5 support (LSAC), while the maximum yield reaches 50 % at 410 °C for the more acidic, less crystalline and higher surface area support (HSASC). When we analyze the isomerization activity, we found that, it is nearly constant (i/n ~2) at different temperature for the HSASC support while it increases rapidly with reaction temperature and reaches a very high value of i/n = 13.5 at 400°C indicating an unexceptedly high isomerization selectivity for the LSAC support. When the feed is shifted from jatropha to algae oil the activity of the catalyst was changed. Ni-Mo catalyst on HSASC support gives a conversion of 78.3 % of jet-fuel range hydrocarbons with moderately high isomerization selectivity (i/n = 2.5). The product obtained using these catalysts met all the basic requirements for jet fuel in terms of desired freezing point (−55 °C), density (0.78 gcc−1@15 °C), Flash point (>38 °C), heat of combustion (>44 MJ kg−1), viscosity (<8.0 mm2S−1) and sulfur content (<20 ppm).
3.3.1.3 Transportation Fuels From Non-Sulfided Pt/SAPO-11 Catalysts
Most of the transition metals used in the conventional hytrotreating are required to be in sulfided form to give activity. Leaching of sulfur from the catalyst makes a lot of problem with the final product composition and quality. Because of the strict environmental legislations, at present the sulfur level in any product should be in ppm levels. The plant derived oils do not have sulfur so they may not damage the active centers of the noble metal supported catalyst. Here we discuss one of the most active catalysts Pt/SAPO-11 for the production of jet fuels from jatropha and algae oils
These catalysts are mainly used in a two-step process of the production of aviation fuels. In the first step the feed is treated with conventional hydrotreating catalyst and in the second step the isomerization on noble metal supported acidic catalysts. Some of the results obtained from the literature are shown in Table 6. From these results we can see that the conversion of the feed is greater than 90 % at comparatively low temperature and pressure. Pt-SAPO-11 catalyst with hierarchical structure and intra-crystalline mesoporosity was used to obtain nearly 45 % of jet-fuel range hydrocarbons with high degree of isomerization (i/n = 4.5). The selectivity of the catalyst for iso-paraffins is almost equal to the single step process. 0.75 % Pt deposited SAPO-11can give similar selectivity as for Ni–Mo/ZSM-5 catalyst.
3.3.2 Co-Processing of Plant Oils
During hydrotreating of soya oil—gas oil mixtures, the yield of product corresponding to the diesel range—C15–C18 hydrocarbons vary between 80 and 90 % at different reaction temperature and different space velocities for the Ni-Mo based hydrotreating catalysts as shown in Table 7. The yield of <C15 alkanes is less than 10 % over the Ni–Mo catalysts. The yields of diesel range hydrocarbon (C15–C18) from hydrotreating of pure gas-oil feed was 45 % which increased and reached 60 % after increasing jatropha oil ratio in the feed to 10 %. This is due to increased contribution of C15–C18 hydrocarbons coming from the conversion of the triglycerides to the corresponding hydrocarbons.
Using sulfided Ni–W catalyst on acidic silica–alumina support the diesel range (C15–C18 hydrocarbons) product yield is lower than that over sulfide Ni–Mo/Al2O3 catalyst, (about 50–60 %). The lower diesel yield for the Ni–W catalyst than for the Ni–Mo catalysts is due to more cracking of hydrocarbons over the former due to its higher acidity.
Thus, for the Ni–W catalyst the diesel (C15–C18) fraction is much lower than that for the Ni–Mo catalyst which is attributed to more cracking of this fraction into lower components due to higher acidity of the former catalyst. Very high yield (85–95 %) for diesel (C15–C18) fraction is obtained using Ni–Mo/Al2O3 catalysts due to very little cracking ability of this catalyst. The desulfurization activities of the catalyst were also studied in detail and are shown in Fig. 1. The results show that the catalysts have excellent HDS activity for gas-oil even in the presence of plant-oils. The increase in HDS activity in the presence of vegetable oil could be due to a dilution effect for the gas-oil feed in the presence of vegetable oil and also due to increased local acidities produced during vegetable oil hydroprocessing that might favor HDS reaction.

3.4 Detailed Kinetic Models of the Reactions
The model equations framed for different schemes for the conversion of the non-edible oils to hydrocarbons were evaluated simultaneously using Levenberg–Marquardt algorithm (LMA). The rate constants were estimated based on the numerical simulations carried out using experimental results. It was observed that in case of CoMo/MTS catalytic system [77] the reaction Pathway 1 (Scheme 2) satisfied the 95 % confidence level for acceptance of the model at lower temperatures (300 and 320 °C). The triglycerides were converted to not only direct deoxygenation products, i.e. diesel range compounds (C15–C18) and oligomeric (>C18) products but also, directly into gasoline (C5–C8) and kerosene (C9–C14) range compounds with no internal conversions observed between the products. Instead in case of CoMo/Al2O3 system [78] there was a shift observed with pathway 3 valid at lower temperatures (<320 °C) and pathway 7 valid at higher temperatures (>360 °C). At lower temperatures (<320 °C) the triglycerides were only getting converted into deoxygenation products, i.e. diesel range (C15–C18) and oligomeric (>C18) products and then further conversion of the diesel range compounds to gasoline (C5–C8) and kerosene (C9–C14) range compounds. This difference in the conversion pathways for triglycerides was attributed to the different supports used and the different physicochemical properties of these systems. In case of MTS supports an alternative route for the formation of lower range hydrocarbons directly from the triglyceride was being favoured at lower temperatures. The gasoline and the kerosene range compounds were the primary products from the triglycerides in case of MTS whereas in case of Al2O3 system these were the secondary products (at lower temperatures <320 °C). There was increased rate of formation of the oligomeric products (kot) as compared to the diesel range compounds (kdt) in case of MTS catalyst (Table 5) whereas in case of Al2O3 system it was otherwise, i.e. kdt > kot. This fact indicated that at lower temperatures the MTS catalytic system was favouring the formation of oligomeric products (>C18) whereas the Al2O3 favoured diesel range compounds (C15–C18). At higher temperatures (>360 °C), over Al2O3 catalytic system the triglycerides were directly converted to gasoline, kerosene, diesel and oligomeric compounds along with internal conversions observed between the products (pathway 7 Scheme 2). Although the Al2O3 catalytic system was not acidic in nature but the substantial cracking observed into gasoline (C5–C8) and kerosene (C9–C14) range compounds was attributed due to the acidic intermediates observed in the products (at higher space velocities). These acidic groups were confirmed by the IR and NMR studies.
This shift in reaction pathways observed by varying temperatures was attributed to the acidic intermediates produced in the reaction at different temperatures. These acidic intermediates altered the conversion pathways for the triglycerides and also promoted cracking reactions. At lower temperatures in case of MTS catalytic system the acidic intermediates products along with mild cracking reactions were mainly favouring oligomerization reactions. Hence it is very important to understand the nature of the acidic intermediates formed and how they affected the conversion pathways.
The apparent activation energy (Table 8) for the conversion of triglycerides in case of Co–Mo/Al2O3 was found to be 26 kJ/mol whereas in case of Co–Mo/MTS it was higher around 40 kJ/mol. This difference in activation energies also strengthens the above mentioned facts regarding different conversion pathways followed over these catalytic systems at lower temperatures (<320 °C).
4 Conclusions
Plant oils (Jatropha, soya) could be converted to liquid hydrocarbons using sulfided Ni–W/SiO2–Al2O3, Co–Mo Al2O3 and Ni–Mo/Al2O3, under hydroprocessing conditions. C15–C18 hydrocarbon yield is highest (97.9 %) over Ni–Mo/Al2O3 catalyst, while it is 80.8 % over Ni–W/SiO2-Al2O3 catalyst and surprisingly low (49.2 %) over Co–Mo/Al2O3 catalyst during hydroprocessing of pure plant-oil. Ni–Mo/Al2O3 catalyst exhibits very low cracking ability. Co–Mo/Al2O3 catalyst shows unexpectedly high cracking ability which is attributed to acidic intermediates (formed during reaction) which catalyze cracking activity.
Hierarchical mesoporous molecular sieves with tunable properties such as zeolitic crystallinity, acidity and porosity could be successfully tailored to develop a single-step process for hydroconversion of triglycerides and FFAs from algae and from plants such as jatropha, directly into iso-paraffins in the kerosene range with high selectivity to produce aviation fuel with desired freezing point and other specifications.
Mixtures of waste soya oil and gas-oil can be easily converted into hydrocarbons with high cetane value and acceptable density and acidity under hydroprocessing conditions used in refineries using typical hydroprocessing catalysts. No reactor plugging, adverse impact on HDS activity or catalyst deactivation was observed during the prolonged reaction run. Ni–W catalyst supported on mesoporous silica–alumina could be used for selective cracking along with deoxygenation to produce more kerosene. Ni–Mo catalyst supported on mesoporous alumina has very low cracking ability and has high selectivity for diesel range product due to deoxygenation of soya-oil into C15–C18 hydrocarbons.
Mechanistic models for Co–Mo/Al2O3 catalyst indicated a strong dependence of the conversion of triglycerides to hydrocarbons on temperatures and the triglycerides could be hydrocracked to lower range hydrocarbons (C5–C14) by increasing the reaction temperatures.
Model fitting for reaction pathways followed at 300–320 °C for the Co–Mo catalyst supported on mesoporous titanosilicate showed that the triglycerides converted directly not only to the deoxygenated (C15–C18) and oligomerized products but also directly cracked to, lighter and middle range hydrocarbons (C5–C14); the rate of oligomerization being several times higher than other reactions.
References
Klass DL, (1998) Academic Press, San Diego
Lynd LR, Cushman JH, Nichols RJ, Wyman CE (1991) Science 251:1318
Wyman CE (1994) Appl Biochem Biotechnol 45–46:897
Huber GW, Iborra S, Corma A (2006) Chem Rev 106:4044
Nitske WR, Wilson CM (1965) In: Rudolf Diesel: pioneer of the age of power, University of Oklahoma Press, Norman
Bezergianni S, Kalogianni A (2009) Biores Technol 100:3927
Liu Y, Sotelo-Boyás R, Murata K, Minowa T, Sakanishil K (2009) Chem Lett 38:552
Rodolfi L, Zittelli GC, Bassi N, Padovani G, Biondi N, Bonini G, Tredici MR (2009) Biotechnol Bioeng 1020:100
Freedman B, Bagby MO (1989) J Am Oil Chem Soc 66:1601
Lotero E, Liu Y, Lopez DE, Suwannakarn K, Bruce DA, Goodwin JG (2005) Ind Eng Chem Res 44:5353
Knothe G, Krahl J, Gerpen JV (2005) In: The biodiesel handbook, AOCS Press, Champaign
Kumar R, Rana BS, Tiwari R, Verma D, Kumar R, Joshi RK, Garg MO, Sinha AK (2010) Green Chem 12:2232
Corma A, Huber GW, Sauvanaud L, O’Connor P (2007) J Catal 247(2):307
Bezergianni S, Kalogianni A, Vasalos IA (2009) Biores Technol 100:3036
Kubicka D, Simacek P, Zilkova N (2009) Top Catal 52:161
Bezergianni S, Voutetakis S, Kalogianni A (2009) Ind Eng Chem Res 48:8402
Lappas AA, Bezergianni S, Vasalos IA (2009) Catal Today 145:55
Donnis B, Egeberg RG, Blom P, Knudsen KG (2009) Top Catal 52:29
Kubicková I, Snåre M, Eränen K, Mäki-Arvela P, Murzin DY (2005) Catal Today 106:197
Stumborg M, Wong A, Hogan E (1996) Biores Technol 56:13
Sebos I, Matsoukas A, Apostolopoulos V, Papayannakos N (2009) Fuel 88:145
Kalnes T, Marker T, Shonnard DR (2007) Int J Chem React Eng 5:A48
Huber GW, O’Connor P, Corma A (2007) Appl Catal A 329:120
Simacek P, Kubicka D, Sebor G, Pospisil M (2009) Fuel 88:456
Melis S, Mayo S, Leliveld B (2009) Biofuels Technol 1:43
Furimsky E (1998) Appl Catal A 171:177
Craig WK, Soveran DW (1991) US Patent, 4992,605
Monnier J, Tourigny G, Soveran DW, Wong A, Hogan EN, Stumborg M (1998) US Patent 5,705,722
Neste oil corporation, http://www.nesteoil.com/ (2007)
UOP LLC, http://www.uop.com/renewables/10010.html (2008)
Fairless D (2007) Nature 449:652
Krár M, Kovács S, Kalló D, Hancsók J (2010) Biores Technol 101:9287
Absi-Halabi M, Beshara J, Qabazard H, Stanislaus A (1996) Catalysts in petroleum refining and petrochemical industries. Elsevier, Amsterdam
Boda L, Onyestyak G, Solt H, Lonyi F, Valyon J, Thernesz A (2010) Appl Catal A 374:158
Lestari S, Maki-Arvela P, Bernas H, Simakova O, Sjoholm R, Beltramini J, Lu GQM, Myllyoja J, Simakova I, Murzin DY (2009) Energy Fuels 23:3842
Snare M, Kubickova I, Maki-Arvela P, Eranen K, Murzin DY (2006) Ind Eng Chem Res 45:5708
Murata K, Liu Y, Inaba M, Takahara I (2010) Energy Fuels 24:2404
Rozmyslowicz B, Maki-Arvela P, Lestari S, Simakova OA, Eranen K, Simakova IL, Murzin DY, Salmi TO (2010) Top Catal 53:1274
Tiwari R, Rana BS, Kumar R, Verma D, Kumar R, Joshi RK, Garg MO, Sinha AK (2011) Catal Commun 12:559
Verma D, Kumar R, Rana BS, Sinha AK (2011) Energy Environ Sci 4:1667
Krár M, Kovács S, Kalló D, Hancsók J (2010) Bioresour Technol 101:9287
Morgan T, Grubb D, Jimenez ES, Crocker M (2010) Top Catal 53:820
Huber GW, Corma A (2007) Angew Chem Int Ed 46:7184
Okamoto Y, Breysse M, Dhar GM, Song C (2003) Catal Today 86:1
Dhar GM, Srinivas BN, Rana MS, Kumar M, Maity SK (2003) Catal Today 86:45
Breysse M, Afanasiev P, Geantet C, Vrinat M (2003) Catal Today 86:5
Maity SK, Srinivas BN, Prasad VVDN, Singh A, Dhar GM, Rao TSRP (1998) Stud Surf Sci Catal 113:579
Prins R, de Beer VHJ, Somorjai GA (1989) Catal Rev Sci Eng 31:1
Caero LC, Romero AR, Ramirez J (2003) Catal Today 78:513
Barrera MC, Viniegra M, Escobar J, Vrinat M, de los Reyes JA, Murrieta F, García J (2004) Catal Today 98, 131
Maity SK, Rana MS, Srinivas BN, Bej SK, Dhar GM, Rao TSRP (2000) J Mol Catal A-Chem 153:121
Dhar GM, Massoth FE, Shabtai J (1984) J Catal 85:44
Damyanova S, Petrov L, Centeno MA, Grange P (2002) Appl Catal A 224:271
Rana MS, Capitaine EMR, Leyva C, Ancheyta J (2007) Fuel 86:1254
Rana MS, Maity SK, Ancheyta J, Dhar GM, Rao TSRP (2004) Appl Catal A 268:89
Massoth FE, Dhar GH, Shabtai J (1984) J Catal 85:53
Daly FP, Ando H, Schmitt IL, Sturm EA (1987) J Catal 108:401
Rana MS, Srinivas BN, Maity SK, Dhar GM, Rao TSRP (2000) J Catal 195:31
Zhaobin W, Qin X, Xiexian G, Sham EL, Grange P, Delmon B (1991) Appl Catal 75:179
Li D, Nishijima A, Morris DE (1999) J Catal 182:339
Welters WJJ, Vorbeck G, Zandbergen HW, van de Ven LJM, Van Oers EM, De Haan JW, de Beer VJH, van Santen RA (1996) J Catal 161:819
Wang A, Wang Y, Kabe T, Chen Y, Ishihava A, Qian W, Yao P (2002) J Catal 210:319
Klimova T, Calderon M, Ramirez J (2003) Appl Catal A 240:29
Wang A, Wang Y, Kabe T, Chen Y, Ishihara A, Qian W (2001) J Catal 199:19
Turaga UT, Song C (2003) Catal Today 86:129
Chiranjeevi T, Kumar P, Rana MS, Dhar GM, Rao TSRP (2002) J Mol Catal A-Chem 181:109
Dhar GM, Kumaran GM, Kumar M, Rawat KS, Sharma LD, Raju BD, Rao KSR (2005) Catal Today 99:309
Corma A, Martinez A, Soria VM, Monton JB (1995) J Catal 153:25
Bhaumik A, Tatsumi T (2000) J Catal 189:31
Zepeda TA (2008) Appl Catal A 347(2):148
Sinha AK, Seelan S, Tsubota S, Haruta M (2004) Angew Chem Int Ed 43(12):1546
European biofuels technology platform (2012). http://www.biofuelstp.eu/air.html
http://ec.europa.eu/transport/urban/cts/doc/2011-01-25-future-transport-fuels-report.pdf
Choi M, Chao HS, Srivastava R, Venkatesan C, Choi DH, Ryoo R (2006) Nat Mater 5:718
Viljava TR, Saari ERM, Krause AI (2001) Appl Catal A 209:33
Walendziewski J, Stolarski M, Łużny R, Klimek B (2009) Fuel Process Technol 90:686
Sharma RK, Anand M, Rana BS, Kumar R, Farooqui SA, Sibi MG, Sinha AK (2012) Catal Today. doi:10.1016/j.cattod.2012.05.036
Anand M, Sinha AK (2012) Biores Technol. doi:10.1016/j.biortech.2012.08.105
Acknowledgments
The authors thank Director, IIP for approving this submission. BSR thanks CSIR, India for fellowship. MGS and DV thanks UGC, India for fellowship.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Sinha, A.K., Anand, M., Rana, B.S. et al. Development of Hydroprocessing Route to Transportation Fuels from Non-Edible Plant-Oils. Catal Surv Asia 17, 1–13 (2013). https://doi.org/10.1007/s10563-012-9148-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10563-012-9148-x