
A jet-film contact device was developed, and the principle of its operation is described. The results of studies on the effectiveness of the contact stage for different ratios of the liquid and vapor phases are presented based on the example of rectification of ethylbenzene–styrene mixture. The design parameters that affect the efficiency of the device are considered. The efficiency of implementing the contact device in mass transfer systems is discussed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Mass transfer processes, the operating principle of which is based on the contact between gas (vapor) and liquid, are widespread in various fields of the chemical industry. The efficiency of such processes as absorption and rectification is determined mainly by the quality of the contact device used. In addition, material and energy costs largely depend on the design of the contact device [1].
Currently, distillation columns in the form of packed beds or subsystems of dishes (trays) are widely used in the industry, but such systems have a number of disadvantages. For example, in columns incorporating trays as the contact devices it is necessary to provide separation zones, thus the volume of the apparatus and, as a consequence, the amount of metal required, are substantially increased. In packed columns, the distribution of liquid and vapor phases in the cross-section of the working zone is inconsistent, which significantly reduces the efficiency of mass transfer processes. There is also the problem of entrainment of liquid droplets by steam, which in many respects limits the possibilities of increasing the performance of operating devices and can lead to “flooding” of the column.
A possible way to increase the efficiency of mass transfer apparatuses is to use modern contact devices. In the recent years, such devices have been developed in various designs, characterized by a relatively high mass transfer efficiency, but their shortcomings are increased hydraulic resistance, a relatively narrow range of stable and efficient operation conditions, the complexity of manufacturing, cleaning and repair [2,3,4].
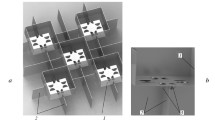
The authors have developed a jet-film contact device that does not have these drawbacks (Fig. 1) [5].

Jet-film contact device: 1) discharge cup; 2) partitions; 3) lobes.
The device consists of parallel square-shaped discharge cups supported by vertical perforated partitions with slots for installing the discharge cups. In the bottom of the device, semi-circular segments are bent to make lobes for distributing liquid along the surface of the vertical perforated partitions. The liquid is distributed in the form of jets onto the lower vertical perforated partitions by means of the multitude of bent lobes at the bottom of the discharge cups. Nevertheless, the level of the liquid in the discharge cups is maintained, limited by the vertical walls. The discharge cups are staggered in the horizontal plane, forming a plate. In the plate below, the cups are also shifted relative to the upper plate, and as a result, the cups are staggered in the vertical direction. Thus, steam traveling up from below the plate moves in a zigzag pattern.
Dripping down the vertical partitions, the liquid is distributed over the surface in the form of a film and at the same time comes in contact with the rising flow of steam. Upon contact with the surface of the liquid in the discharge cups, the film is destroyed. Thus, a developed constantly renewing phase contact surface is created, determined by the presence of relatively small vapor bubbles in the liquid layer and drops emitted from the surface.
The presence of holes in the vertical partitions helps to equalize the concentration profile in the cross-section of the apparatus and reduce the amount of metal required to build the structure. When the distance between the discharge cups is consistent and equal to the width of the cup, an equal flow for the passage of steam is ensured, and, as a result, hydraulic resistance of the contact device is reduced. Thus, the organization of the original interaction between the vapor and the liquid makes it possible to intensify mass transfer processes both in the liquid and in the vapor phases with a relatively simple apparatus design.
In the design of new contact devices and in their modernization, it is necessary to take into account and analyze the actual physical processes occurring during mass transfer. Thus, for example, it is necessary to take into account that the kinetics of mass transfer is determined by the diffusion resistance of the contacting phases, which in general depends on the physicochemical properties of the interacting substances, the degree of turbulence of flows, and the distribution of fluxes along the cross-section of the apparatus [6]. Experimental studies conducted previously to determine the efficiency of heat and mass transfer at the contact stage of the jet-film device showed that implementation of various perforations in the partitions makes it possible to increase mass transfer efficiency by 10.5–38.7%. The experiments were carried out using the example of cooling circulating water with air, while mass transfer efficiency at the contact stage varied in the range of 20–90%, depending on the density of irrigation and the average air flow rate.
Due to the fact that the turbulence of the flowing liquid film contributes to a substantial increase in the overall efficiency of the process (due to the increase in the mass transfer coefficients in the liquid phase), it can be concluded that in the proposed contact device design the main resistance to mass transfer is concentrated in the liquid phase. However, during rectification of mixtures, the main resistance to mass transfer can be concentrated both in the liquid phase and in the vapor phase.
It is apparent that in order to obtain an adequate mathematical model to describe the proposed contact device, it is necessary to analyze the effect of resistance to mass transfer.
The purpose of the work is to determine the mass transfer efficiency at the contact stage of a jet-film device by numerical methods by means of solving a system of equations for the changing concentration of the component in the vapor and the liquid film that is distributed along the height of the proposed contact device.
In the contact zone of the jet-film device, a volume element is selected with a height dz and a cross-section equal to the cross-section of the film (Fig. 2 a). Material balance in terms of the liquid phase for the selected element can be written as

Diagram for compiling material balance calculations: a) in terms of the liquid phase; b) in terms of the vapor phase.
where L ƒ is the volumetric flow rate of the liquid, m3/sec; x is the concentration of the distributed component in the liquid phase; and ε L is the longitudinal mixing coefficient in the liquid.
The amount of substance passing through the surface of the film in the isolated element of the contact zone can be determined by the expression
where b is the width of the contact element, m; and x *(y) is the equilibrium concentration of the component distributed in the liquid phase.
The cross-section of the film with sufficient accuracy for calculations can be determined by the formula
where δƒ is the thickness of the film, m.
where Pe L = U(h 1 – h 2)/ε L is the modified Peclet number; h 1 is the height of the contact stage, m; h 2 is the liquid level in the contact element, m; and U is the average speed of the flowing liquid film, m/sec.
Dimensionless longitudinal coordinate ξ = z/(h 1 − h 2) is introduced, and the left and right sides of the expression are divided by Udξ, then expression (4) can be written as
or in a dimensionless form
where N x = K x F/L ƒ is the number of transfer units for the film, and F is the surface area of the liquid film, m2.
The average velocity of the flowing liquid film and its thickness depend on the hydrodynamic flow regime of the film characterized by the Reynolds criterion [7]:
where Γ is the linear mass density of irrigation, kg/(m·sec); and μ L is the coefficient of fluid dynamic viscosity, Pa·sec.
For laminar flow with a wavy phase interface (30 < Re L < 1200), the average velocity of the flowing liquid film and its thickness can be determined by the formulas [8, 9]
where ρ L is the density of the liquid, kg/m3; and g is gravitational acceleration, m/sec2.
For the turbulent flow of a film (Re L > 1200), the average velocity of the flowing liquid film and its average thickness can be found from the formulas [8, 9]:
According to the equation of additivity of phase resistances, the mass transfer coefficient in the liquid phase can be represented as
where β x , β y represent the mass transfer coefficient in the liquid and vapor phases, respectively, m/sec; and m is the tangent of the slope angle of the liquid–vapor equilibrium curve.
When calculating the mass transfer coefficient in the liquid phase, it is necessary to take into account wave formation on the surface, the beginning of which corresponds to the Reynolds number [9]:
where σ is the surface tension, N/m; and ν L is the coefficient of kinematic viscosity of the liquid, m2/sec.
To determine the mass transfer coefficient in the liquid phase, the criterial equations obtained for the flow of film along the vertical surface can be used [9]:
when Re vl < Re L < 300,
when Re vl < Re L < 300,
when Re L > 1600,
The Sherwood number in the liquid phase is determined by the equation
where DL is the coefficient of molecular diffusion of the distributed component in the liquid phase, m2/sec; \( \uptheta ={\left({v}_L^2/g\right)}^{1/3} \) is the reduced thickness of the liquid film, m; and Sc is the Schmidt number
On the basis of the Reynolds analogy, obtained without taking into account the mass transfer resistance in the near-wall region, the mass transfer coefficient in the vapor phase can be determined [9]:
where W G is the actual vapor velocity, m/sec; and ζ is the coefficient of friction.
The average coefficient of friction on a flat surface is determined by the equations [10]
when Re G ≤ 5·105, \( \upzeta =1.328/{\operatorname{Re}}_G^{0.5} \);
when Re G > 5·105, \( \upzeta =0.074/{\operatorname{Re}}_G^{0.2} \).
The Reynolds criterion in the vapor phase is
where ν G is the coefficient of kinematic viscosity of steam, m2/sec.
In the contact zone of the jet-film device, a volume element of height dz (see Fig. 2b) is isolated, and the material balance for it in the vapor phase can be written as:
where G is the volume flow of steam, m3/sec; y is the concentration of the component being distributed in the vapor phase; and ε G is the coefficient of longitudinal mixing in steam.
The cross-section for the passage of steam is determined by the formula
where δ s is the wall thickness of the partition, m.
where W is the average steam velocity, m/sec.
The left and right sides of Eq. (7) are divided by W(h 1 – h 2), then expression (7) is written in terms of the dimensionless longitudinal coordinate ξ in the form
where Pe G = W(h 1 − h 2)/ε G is the modified Peclet number.
The average flow rate of steam is expressed by the ratio of mass flow rates of the vapor and liquid phases:
where G m is the mass flow rate of steam, kg/sec; L m is the mass flow rate of liquid, kg/sec; and ρ G is the vapor density, kg/m3.
Neglecting longitudinal mixing in the flow of liquid, the final system of equations can be written:
This system of equations can be solved with the following boundary conditions:
where y 0, x 0 represent the initial concentration of the distributed component at the start of the contact stage in the vapor phase and in the liquid phase, respectively.
Calculations of the efficiency of the contact stage of a jet-film device were carried out for the example of rectification of ethylbenzene–styrene mixture. The efficiency of mass transfer in the liquid phase is determined by the formula
where x 1 is the final concentration of the distributed component in the liquid phase (at the exit from the contact stage), and x *(y 0) is the equilibrium concentration of the distributed component in the liquid phase in the initial period of time.
In the calculations, replacement of the last contact stage of the strengthening part of the column with a diameter of 5.5 m was simulated. The initial concentration of ethylbenzene in the liquid phase was 98.5 wt.%, the column top temperature was 45°C, and the top pressure was 5 kPa (absolute). In the calculations, the ratio of the mass flow rates of the liquid and vapor phases (L m /G m ) was varied in the range of 0.5–2.0, the width of the contact element was varied in the range of 30–100 mm, and the liquid level was varied in the range of 7.5–30 mm. Previously conducted numerical studies to determine the structure of vapor flow in the proposed contact device showed that the real structure of vapor is close to the ideal mixing model. Due to this, in the present study, investigations were carried out with the number Pe G = 0.5, and the mathematical description developed by the authors allows one to take into account the influence of the structure of steam flow on mass transfer efficiency at the contact stage. The results of the studies showed that the mass transfer efficiency depends significantly on the ratio of the mass flow rates of the liquid and vapor phases (L m /G m ), the width of the contact element, the liquid level in it, and the average thickness of the resulting film.
Figure 3 a shows the dependence of the efficiency of the contact stage of the jet-film device on the ratio of the mass flow rates of the liquid and vapor phases at b = 60 mm. Reducing the liquid level in the contact element leads to an increase in the efficiency of mass transfer in the liquid phase. For example, when the liquid level is reduced 4 times, the efficiency is increased by 13.6–17.6% (depending on L m /G m ). This is due to the increase in the surface area of mass transfer.

Dependence of the effectiveness of the contact stage of the jet-film device on the ratio of mass loads (L m /G m ) when the following parameters are varied: a) liquid level in the contact element h 2, mm: 1) 7.5; 2) 15; 3) 30; b) width of the contact element b, mm: 1) 30; 2) 60; 3) 100; c) average film thickness δƒ, mm: 1) 0.15; 2) 0.25; 3) 1.0.
Reducing the width of the contact element at the investigated mass load ratios (L m /G m ) makes it possible to increase the mass transfer efficiency (see Fig. 3 b). This is due to the increase in the mass transfer coefficients both in the liquid and in the vapor phases. For example, when the width of the contact element was reduced from 100 to 60 mm, the coefficient of mass transfer in the liquid phase increased by 2.67–39.5% (depending on L m /G m ), and the coefficient of mass transfer in the vapor phase increased by 29.1 %. In this case, the diffusion resistance of the liquid phase for the investigated parameters of the contact device was 3.51–7.47 times greater than the resistance of the vapor phase.
A distinctive feature of the proposed design of the contact device is the possibility of achieving the necessary intensification of film flow of the liquid by using various design solutions (perforated and rough surfaces), i.e., film thickness is determined by the design of the jet-film contact device. From the graph (see Fig. 3 c), it follows that with a decrease in the average film thickness, mass transfer efficiency increases. Thus, for example, when the average film thickness is reduced from 1.0 to 0.25 mm, the efficiency is increased by a factor of 3.7–3.83 (depending on the mass load ratio L m /G m ).
Conclusions. The described investigations can be used to select the optimum construction and regime-technological parameters of the offered contact device and any device in general. To increase mass transfer efficiency of the contact stage, it is necessary to intensify film flow with the maximum surface area of the film and the minimum film thickness. In this case, the ratio of mass flow rates of the liquid and vapor phases (L m /G m ) should be within 0.5–1.0 with the minimum width of the contact element and the liquid level in it. Highly efficient contact devices for mass transfer processes in gas-liquid systems can be created using the proposed jet-film contact devices.
The study was carried out with the financial support of the Russian Foundation for Basic Research within the framework of scientific project No. 16-38-60081 mol_a_dk.
References
A. S. Pushnov, I. O. Mikulenok, A. S. Sevryukov, and M. G. Berengarten, “Classification of packing designs for column apparatuses and methods of intensifying heat and mass transfer processes in them,” Khim. Tekhnol., 15, No. 4, 244–250 (2014).
I. N. Madyshev, O. S. Dmitrieva, A. V. Dmitriev, and A. N. Nikolaev, “Assessment of change in torque of stream-bubble contact mass transfer devices,” Chem. Petrol. Eng., 51, No. 5, 383–387 (2015).
N. Kolev, B. Kralev, and D. Kolev, “Gas side controlled mass transfer in a new packing with stamped horizontal lamellae operating at extremely low liquid loads,” Chem. Eng. Proces.: Proc. Intensif., 63, 44–49 (2013).
A. S. Pushnov and A. S. Karpenko, “Geometric characteristics of packing and efficiency of heat and mass transfer processes in column apparatuses,” Khim. Tekhnol., 16, No. 9, 557–563 (2015).
A. V. Dmitriev, O. S. Dmitrieva, I. N. Madishev, and A. N. Nikolaev, Patent 165690 RF, IPC B01D 3/20, “Jet-film contact device for heat and mass transfer processes,” Kazan State Energy University is the claimant and patent holder, No. 2016104155/05, subm. Feb. 9, 2016, publ. Oct. 27, 2016, Byull., No. 30.
V. K. Ezhov, “Distribution of diffusion resistance to mass transfer between the liquid and vapor phases during rectification of mixtures, ” At. Energ., No. 4, 210–215 (2015).
A. S. Pushnov and N. P. Lozovaya, “Peculiarities of the gravitational flow of a liquid film in a gap between adjacent stacks of a regular packing,” Khim. Tekhnol., 13, No. 2, 115–120 (2012).
A. G. Laptev, M. I. Farakhov, and N. G. Mineev, Bases of Calculation and Modernization of Heat and Mass Transfer Plants in Petrochemistry, Kazan State Power Eng. Univ., Kazan (2010).
A. G. Laptev and M. M. Basharov, Efficiency of Heat and Mass Transfer and Separation of Heterogeneous Media in Apparatuses of the Oil and Gas Chemical Complex, Center for Innovative Technologies, Kazan (2016).
F. F. Tsvetkov and B. A. Grigor’ev, Heat and Mass Transfer: Textbook, Izd. MEI, Moscow (2011).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 8, pp. 6–10, August, 2017.
Rights and permissions
About this article

Cite this article
Dmitriev, A.V., Dmitrieva, O.S., Madyshev, I.N. et al. Efficiency of the Contact Stage of a Jet-Film Device During Rectification of Ethylbenzene–Styrene Mixture. Chem Petrol Eng 53, 501–507 (2017). https://doi.org/10.1007/s10556-017-0371-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-017-0371-1