
A procedure is outlined for determination of the basic dimensions of falling-film evaporators, which will result in their rational design. It is proposed to calculate the basic dimensions of the evaporator as a function of various factors such as the reflux density of the pipes containing the solution, steam separation, and heat losses. These factors determine the operating efficiency of both the vessel, and the evaporator on the whole. Recommendations for selection of the rational diameter and length of the heating tubes for falling-film vessels under different operating conditions are cited as an example.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Evaporators are basic equipment defining the output and operating economy of evaporating systems. The operating efficiency of evaporators will depend on both the concentration conditions and regimes, and also proper selection of the type and design of the vessel.
Use of vertical film evaporators with a rising or falling film is most expedient when vaporizing non-crystallizing solutions containing no solid phase [1–3]. Falling-film equipment is more effective, especially when operating under a vacuum [4]. Essentially no high effective temperature differences are required for their effective operation, and even when it is small, the rate of heat transfer remains high [5]. This equipment is widely used for evaporation of scale-forming solutions, for example, aluminate solutions, in alumina production [6], and also highly concentrated solutions and melts [7].
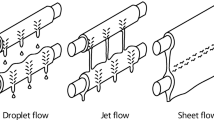
In the case of evaporation of foam-forming solutions, foam formation imposes serious constraints on the design of the evaporators employed. In their development, selection of constructive internal subassemblies for vapor separation and elimination of foam formation is critical – it should provide for normal operation of the evaporator in question with production of secondary-steam condensate of the required purity. Falling-film evaporators are most suitable for refinement of foaming solutions – they have a small dissolved volume, and the formation of foam within them is avoided owing to break-up of the solution into a large number of individual jets from which secondary steam is released [1].
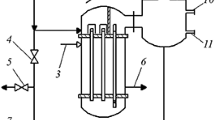
The operating principle of the falling-film evaporator consists in the fact that the solution distributed around the perimeter of the tubes and flowing downward in the form of a thin film from which steam is liberated, is supplied to their upper section. The design most widely used is shown in Fig. 1.

Falling-film evaporator: 1) separator; 2) heating chamber; 3) upper solution chamber; 4) lower solution chamber.
The operating rate of the equipment under consideration is determined primarily by the reflux density of the tubes [8], which may amount to several thousands of kg/h of feed solution per meter of internal tube perimeter. For falling-film evaporators, for example, the optimal reflux density for concentration of aluminate solutions is 5500–6000 kg/(m·h) [5]. For this reflux, and considering the amount of water that is evaporating, the flow rate of solution along the walls of the tubes varies negligibly (<3–5%). The reflux density can therefore be considered constant over the entire length of a tube.
Let us examine the interrelation between the basic structural dimensions of the evaporator and the falling film and its operating indicators, proceeding from constancy of the heat-exchange area of the vessel, which can be defined as a function of the output required, and the operating conditions of the system.
The reflux density of the tubes in kg/(m·h) is:
where S is the flow rate of the solution delivered for irrigation of the heat-exchange tubes in kg/h, Π = πdn is the perimeter of the heat-exchange tubes in m, d is the inside diameter of the heat-exchange tubes in m, n = F/πdL is the number of heatexchange tubes in the vessel, F is the area of the heat-exchange surface of the evaporator in m2, and L is the length of the heat-exchange tubes in m.
Hence,
Thus, the perimeter of the tubes in the vessel is independent of their diameter, and only their length and the area of the heat-exchange surface of the vessel are determined. The reflux density of the tubes is also determined by these same factors, in addition to the flow rate of the solution.
The relationships cited indicate that when possible, use of long tubes is expedient for a reduction in the electricpower consumed for pumping of solution delivered for irrigation of the tubes. Use of shortened tubes (for the heat-exchange variant on the basis of thermal-engineering analysis of the heat-exchange area of the evaporation system), however, will result either in a reduction in the operating rate, or an increase in electric-power consumption.
The above-cited relationships for a falling-film evaporator create the impression that it is insufficient only to assign any length of tubes for their selected diameter to ensure its effective operation. In determining the design of the vessel, however, the diameter of the tubes should be established proceeding from the considerations outlined below, which touch upon steam separation and temperature losses in the vessel.
In developing evaporator systems and selecting rational designs for falling-film evaporators, problems concerning steam separation and reduction of secondary-steam condensate of the required purity are extremely critical. Optimization of structural solutions with respect to the subassemblies required for steam separation ensures an increase of up to 20–30% in the vessel’s output of evaporated water [9]. Moreover, the influence exerted by characteristics of the heat-exchange tubes will be considerable, depending on the diameter for which the velocity of the solution and steam in the tubes are established, are parameters defining the first step of steam separation in the vessel [10].
Let us determine the interrelation between the tube diameter of a falling-film evaporator and the steam-separation conditions.
Phenomena in vapor–liquid systems characterize the value of the criterion for a dual-phase flow, or the Kutateladze criterion K [11, 12], which determines the conditions whereby liquid drops are carried off by the flow of vapor:
and hence,
where w″ is the velocity of the steam in the heat-exchange tubes in m/sec, ρ and ρ″ are the densities, respectively, of the solution and steam in kg/m3, Δρ = ρ – ρ″, and σ is the surface tension of the solution in N/m.
Critical values of the Kutateladze criterion for different couplings [13, 14], for which carry-off of droplets of solution with the steam does not exceed allowable values, i.e., the required degree of steam purification is achieved, were determined on the basis of investigations of the performance of falling-film evaporators under different conditions.
The diameter of the heat-exchange tubes in the vessel can be determined by calculating their cross-sectional area ƒ based on the steam velocity required in the tubes, which is defined by the condition under which the required steam separation is ensured:
where K cr is the critical value of the Kutateladze criterion, and W is the flow rate of evaporated water in the vessel in kg/h.
At the same time,
Hence,
Knowing the flow rate of water evaporated in the vessel and the area of its heat-exchange surface, and given the length of the tubes, as well as the required degree of purification of the steam and the corresponding critical value of the Kutateladze criterion, it is possible to calculate the tube diameter required. Here, a reduction in tube diameter will lead to a reduction in the mass of the heating chamber [15], i.e., to a reduction in the metal consumed for the vessel. At the same time, operating experience with active evaporators indicates that when operating under a high vacuum, and proceeding from the steam-separation conditions, large-diameter tubes are required. An increase in the pressure within the vessel will permit use of tubes of smaller diameter. The formulas derived also indicate that reductions in tube diameter and metal consumption of the vessel can be attained by lowering the flow rate of evaporated water in the vessel by, for example, increasing the number of bank housings.
In selecting the diameter of the heat-exchange tubes for a falling-film evaporator, it is also necessary to consider the temperature losses, which increase with increasing length and decreasing diameter of the tubes, owing to which the output is lowered. This is caused by the fact that in the case when lengthy tubes with a relatively large diameter are used, the hydraulic pressure losses of the secondary steam, which are expressed as a reduction in the useful temperature difference in both the vessel, and also over the entire evaporation system, are high.
Let us define the relationship between the temperature losses in the tubes of a falling-film evaporator on their length and diameter.
Evaporation from a falling film will occur after the solution has been heated to the boiling point (in the case of the feed of a colder solution). The length of the heating section can be varied as a function of operating conditions; it is, however, much smaller than the total length of the heat-exchange tubes. To simplify the calculations, let us assume that boiling begins immediately at the inlet to the tube, and the amount of steam liberated is proportional to the distance traveled by the solution along the length of the tube.
The velocity w l (m/sec) of the secondary-steam liberated on a section of tube with a length l is determined by the amount of steam released from the solution:
The secondary-steam velocity w L (m/sec), which is liberated in the vessel at the outlet from the tubes is determined from the formula
The coefficient of hydraulic resistance as the steam passes this section is
where λ is the coefficient of friction, and δ is the thickness of the film of solution flowing through the tube in m.
The pressure losses during passage of steam over a section of tube with a length l in Pa are
The change in the pressure losses over the length of the tube is
Integrating this expression over the entire length of the tube, we obtain
from which
Having determined the hydraulic losses over the entire length of the heat-exchange tube, the temperature losses can be calculated based on tables of thermodynamic properties of water vapor [16].
The dependence of temperature losses on pressure in a falling-film evaporator, the inside tube diameter (different lengths) of which is 50 mm, are presented as an example in Fig. 2. The plot was constructed on the basis of performance data for one of the evaporation systems employed for the production of alumina at the Ural Aluminum Plant. The system has four housings. Three falling-film evaporators (housings 2, 3, and 4) serve as component parts. Figure 2 shows the operating domains of the indicated housing with respect to actual pressure.

Dependence of temperature losses ΔT in falling-film evaporators on pressure P in vessel with heat-exchange tubes of various length.
It is apparent from the plot that for a residual pressure of from 12 to 15 kPa in the vessel, under which housing 4 of the system operates, the temperature losses ΔT for tubes 9 m in length are rather high, and are 1.5–1.7°C. When the pressure is increased to 20 kPa, the losses are diminished to 1.2°C, approaching the allowable value. For tubes 7 and 5 m in length, the temperature losses are low even under low pressures.
Based on evaluation of the steam-separation conditions and temperature losses, therefore, the diameter and length of the heat-exchange tubes can be rationally selected for a falling-film evaporator. As experience acquired with development of various evaporation systems, especially for heavy-tonnage equipment operating in a stressed regime indicates, it will frequently be expedient to use different tubes for vessels operating under different pressures. For example, it is expedient to employ larger-diameter and shorter-length tubes for the vacuum housings of the system, whereas it is more appropriate to use tubes with a smaller diameter and larger length for housings operating under higher pressures.
References
T. A. Kolach and D. V. Radun, Evaporation Plants [in Russian], Mashgiz, Moscow (1963).
J. Perry, Handbook for Chemical Engineers [Russian translation], Khimiya, Leningrad (1969), Vol. 1.
P. E. Minton, Handbook of Evaporation Technology, NP, Westwood (1986).
Yu. V. Kartovskii, L. A. Bolotov, V. B. Chernozubov, et al., “Intensification of heat exchange in vacuum separationbank equipment for alumina production,” Tsvetn. Met., No. 3, 34–37 (1977).
V. M. Ronkin, M. B. Vaisblat, L. A. Minukhin, and V. M. Kovcel, “Selection of optimal operating regimes for fallingfilm evaporators during concentration of aluminate solutions,” Proc. 9th Conf. Urals Aluminum – 2004 [in Russian], Krasnoturyinsk (2004), pp. 65–67.
V. M. Ronkin and V. M. Kovzel, “Use of different types of evaporators for concentration of aluminate solutions in alumina production,” Khim. Prom. Segodnya, No. 3, 47–56 (2011).
H. R. Kueng, “Evaporation and concentration process applied today in caustic soda production – product form available,” Chem. Age India, 23, No. 6, 522–527 (1972).
E. G. Vorontsov and Yu. M. Tananiko, Heat Exchange in Liquid Films [in Russian], Tekhnika, Kiev (1972).
V. M. Ronkin,V. M. Kovzel,V. I. Levearsh, et al., “Refinement of evaporator designs to improve operating efficiency of evaporator banks for alumina production,” Proc. 4th Conf. Urals Aluminum – 1999 [in Russian], Krasnoturyinsk (1999), pp. 44–48.
V. I. Leverash, I. F. Davydov, S. I. Golub, et al., “Experimental investigations of carry-off on models of falling-film evaporators,” Vopr. At. Nauki Tekhn. Ser. Opresn. Sol. Vod, TsNIIATOM-INFORM, Moscow (1974), Iss. 1, pp. 26–34.
S. S. Kutatelzdze and Yu. L. Korokin, “Hydrostatic stability of certain systems,” in: Problems of Heat Transfer and Hydraulics of Dual-Phase Media [in Russian], Gosenergoizdat, Moscow (1961), pp. 315–324.
S. S. Kutateladze and M. A. Styrikovich, Hydrodynamics of Gas–Liquid Systems [in Russian], Energiya, Moscow (1976).
I. F. Davydov and A. M. Rozen, “Critical conditions of carry-off formation in dual-phase evaporator flows,” Vopr. At. Nauki Tekhn. Ser. Opresn. Sol. Vod, Sverdlovsk (1977), Iss. 9, pp. 42–49.
S. I. Golub, V. B. Chernozubov, et al., “Quality of distillate subject to thermal desalinization of natural water at nuclear and thermal power plants,” Tr. SverdNIIkhimmash, Yekaterinberg (2001), Iss. 72, pp. 41–54.
M. A. Kichigin and G. N. Kostenko, Heat Exchangers and Evaporators [in Russian], Gosenergoizdat, Moscow–Leningrad (1955).
A. A. Aleksandrov and B. A. Grigoriev, Tables of Thermophysical Properties of Water and Water Vapor [in Russian], Izd. MEI, Moscow (2003).
Author information
Authors and Affiliations
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 9, pp. 7–9, September, 2012.
Rights and permissions
About this article
Cite this article
Ronkin, V.M. Improvement in operating efficiency of falling-film evaporators. Chem Petrol Eng 48, 540–545 (2013). https://doi.org/10.1007/s10556-013-9654-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-013-9654-3