
The influence of wave (acoustic and high frequency electromagnetic) treatment of biomass—fuel oil—water three-component suspensions on the results of their gasification is investigated. The influence of gasification process implementation conditions on the yield and composition of the produced syngas was studied.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
A new trend appeared in recent years toward application of unconventional methods, such as wave technologies, in heavy oil and heavy oil residue (HOR) treatment processes. Several patents and articles addressed to use of hydrodynamic cavitation, ultrasonic, magnetic, optical, high-frequency electromagnetic, superhigh-frequency electromagnetic and ionizing radiations in heavy hydrocarbon stock processing have been published [1,2,3,4,5,6,7,8,9,10]. The technologies of activation of the stock being processed are based on its preliminary wave treatment.
Currently, the most advanced wave technologies of thermal treatment of HOR are those that use acoustic (ultrasonic) action, such as processes of mechanoacoustic cracking, namely, Visbreaking Thermacat [1] and thermomechanical cracking, namely, ITMC [2, 3]. In these methods, rotary-type hydroacoustic radiators with a high level of impact approaching ultrasonic cavitation are used as the source of acoustic waves. The demerits of these methods are the possibility of failure of their metallic parts as well as high temperature of the process (up to 450°C) and impossibility of processing large volumes of stocks.
The technologies of processing heavy oil stock, including its preactivation by the action of a high-frequency electromagnetic field or combined action of acoustic and high-frequency electromagnetic fields, are more promising [6, 8,9,10]. These technologies can be employed to raise stock conversion to 95% and above, lower HOR processing temperature down to 390-400°C, increase yields of light oil products by 20-30%, and reduce energy consumption.
Utilization of renewable plant resources, namely, biomass, including plant material treatment wastes, is a highly important task. It is an inexhaustible resource for producing energy, fuels, valuable chemical products, etc. However, biomass utilization is impeded by the fact that during its processing by gasification and pyrolysis methods low-calorie combustible gases and syngas with a low H2/CO ratio are formed. To produce syngas suitable for use as a feedstock for catalytic processes, oil residues can be added to the plant materials. A method was proposed in [11] for producing syngas with a H2/CO ratio higher than 1.5 by gasification of blends of biomass (stems of corn cobs, sunflower seed shells, etc.), heavy oil residues, and water with mechanoactivation of the original stock.
In continuation of these investigations, a study was made of the influence of high-frequency acoustic and electromagnetic fields on gasification of blends of heavy oil residues and biomass. It was demonstrated earlier that thermocatalytic treatment of oil residues (heavy oils, oil sludges, used oils, residual fuel oils, heavy resids, etc.) under the action of an electromagnetic field or under combined action of high-frequency acoustic and electromagnetic fields increases yields of visbreaking products by 20-30% [6, 8,9,10]. It was logical to suggest that use of such action for preparing blends of heavy oil residues and biomass will facilitate their processing with production of high-quality syngas in high yield.

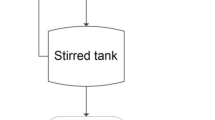
In this paper, we report the results of gasification of biomass (stems of corn cobs)-residual fuel oil-water tricomponent suspensions after their successive treatment by acoustic radiation with a frequency of 21-25 kHz and a radiation intensity of 5-10 W/cm2 at 50-70°C for 1-3 h and then electromagnetic treatment (EMT) at 50-70°C for 1-8 h (frequency 50-60 MHz and intensity 0.2-0.6 kW). The residual fuel oil and residual fuel oil-biomass blends were submitted to wave treatment in an experimental unit shown in the diagram below.
As HOR for the experiments we used low-ash M40 furnace oil produced by AO Krasnodarskii NPZ- Krasnodarekoneft (Krasnodar Refinery-Krasnodarecopetroleum JSC), the basic properties of which are given in [11]. The fractional composition of the oil was determined by the simulated distillation method (GOST R 54291-2010, ASTMD 2887). The initial boiling point of the oil was 155°C. EMT of the oil reduced it, in general, to 89-98°C.
Group analysis of the straight-run fuel oil before and after its activation (Table 1) indicated that EMT causes breakup of the long-chain substituents in resins 1 and 2 and, consequently, increase in the content of paraffin-naphthene hydrocarbons in the fuel oil. Such wave treatment facilitates formation of light fractions from the fuel oil upon its visbreaking. Such effect is expected likewise when activated fuel oil and its blends with biomass are gasified.
The technical analysis data for the used biomass, i.e., stems of corn cobs (SCC) are presented below:
Moisture content, wt. %. 8.6
Yield of volatiles, wt. %. 53,8
Ash content, wt. %. 43,7
The particle size distribution of the ground stems of corn cobs was determined by sieve analysis: > 1000 mm - 5 wt. %, 1000-180 mm - 10 wt. %, 180-55 mm - 70 wt. %, < 55 mm - 15 wt. %.
Before gasification, for ensuring efficiency of the process. the feedstock was activated by successive treatment of the solid materials in a grinder (the SCC was ground to particle size not exceeding 0.2 mm). an emulsifier for producing stable emulsions from water and fuel oil by the method described in [11], and a disperser for producing homogeneous biomass-HOR suspensions with SCC particle fineness of 1-40 mm.
Water is an active participant in the gasification process alongside air blowing. Water acts as a gasification initiator in the formed emulsions with water droplets sized about 5 mm and their uniform distribution in the bulk because of the so-called phenomenon of microexplosion of the fuel droplet, i.e.. because of additional dispersion of the water-fuel emulsion droplet due to vaporization and active reaction of the vapor with the atomized particles of the liquid fuel. Simultaneously occurs reaction of the water vapor with the carbon of the solid particles obtained in the biomass dispersion process. The technology of gasification of aqueous suspensions of carbon-containing materials can be applied to effectively reduce soot formation [12, 13].
Investigations of the gasification process in a periodically operated fixed-bed gas generator were carried out to assess the feasibility of producing from oil-plant material blends syngas suitable for subsequent catalytic synthesis. Blends containing up to 70-80 wt.% plant materials were submitted to gasification. The process was implemented at 800-900°C and air insufficiency factor of 0.3-0.4.
The influence of wave preactivation of SCC-fuel oil-water suspensions on the composition of the gases formed on their gasification is shown in Table 2. Additional acoustic and high-frequency electromagnetic treatment of mechanoactivated suspensions facilitates elevation of the HICO ratio in the syngas by 14-21%114-21%.
The dependence of syngas and soot yield on composition of gasification blends is illustrated in Table 3.
As evident from the obtained data, additional acoustic and high-frequency electromagnetic treatment of mechanoactivated biomass-fuel oil-water three-component suspensions facilitate elevation of syngas yield from 27-28% to 33-35% and lowering of soot yield from 1.7-2.3% to 0.9-1.2% upon their gasification. The RICO ratio in the obtained syngas is 1.9-2.4.
Change history
19 March 2020
To the article ���Influence of Wave Activation of Fuel Oil-Biomass Blends on Results of their Gasification,��� by V. I. Frolov, M. P. Krestovnikov, S. V. Lesin, N. S. Sorokina, E. G. Gorlov, A. V. Shumovskii, M. Yu. Niskovskaya, Yu. P. As���yan, and A. A. Ol���gin
References
V. A. Zolotukbin, Sfera Neftegaz, No. 4, 70-75 (2012).
Russian Federation Patent 2375409.
A. K. Kurochkin and T. Tamm, Sfera Neftegaz, No. 72-81(2010).
N. M. Likhterova, V. V. Lunin, V. N. Torkhovskii, et al., Khim. Tekhnol. Topl. Masel, No. 5,10-19 (2005).
N. A. Pivovarova, Intensification of Hydrocarbon Stock Processing by Action of Permanent Magnetic Field [in Russian], abstract of doctoral dissertation, Moscow (2008).
V. A. Vmokurov, V I. Frolov, M. P. Krestovnikov, et al., Neftepererab. Neftekhim., No. 12, 8-15 (2011).
It A. Galimov, It N. Mardansbin, and Kh. E. Kharlampidi, Vesta. Kazan. Univ., GTU, No. 4, 121-126 (2008).
V. A. Vmokurov, I. M. Kolesnikov, V. I. Frolov, et al., Khim. Tekhnol. Topl. Masel, No. 1, 34-39 (2016).
V. A. Vinokurov, V. I. Frolov, S. V. Lesin, et al., Khim. Tekbnol., No. 6, 273-278 (2017).
V. A. Vinokurov, M. P. Krestovnikov, V I. Frolov, et al., Khim. Tekhnol. Topl. Masel, No.4, 3-6 (2015).
E. G Gorlov, A. V. Shumovskii, Yu. P. Yas ‘yam et al., IChim. Tekbnol. Topl. Masel, No. 5, 3-6 (2018).
L. A. Gulyaeva, N. Ya. Vmogradova, V. A. Rhavkin, et al., KIM. Tverd. Topl., No. 6,11-18 (2016).
E. G Gorlov and A. I. Rebrov, Rhin Tverd. Topl., No. 5, 63-66 (2011).
This work was carried our with the government financial support accorded through the Ministry of Education and Science of Russia (Unique identifier of the work (project) REMEF15741710138, Agreement No. 14.574.21.0138).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimiya i Tekhnologiya Topliv i Masel, No. 5, pp. 8 — 10, September — October, 2019.
Rights and permissions
About this article

Cite this article
Frolov, V.I., Krestovnikov, M.P., Lesin, S.V. et al. Influence of Wave Activation of Fuel Oil-Biomass Blends on Results of their Gasification. Chem Technol Fuels Oils 55, 515–520 (2019). https://doi.org/10.1007/s10553-019-01060-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10553-019-01060-2