
We have developed technology for hydrogen-free removal of sulfur compounds (H2S + RSH + COS + CH3–S–CH3) from wide cut light hydrocarbon fractions (WCLHs) and target products (C3, C4, iso-C5, n-C5) of gas-fractionation plants, including base-catalysis treatment to remove hydrogen sulfide and mercaptans from WCLHs, utilizing the homogeneous catalyst IVKAZ; removal of carbonyl sulfide from propane with hot alkali and regeneration of the alkali; removal of dimethyl sulfide from isopentane by azeotropic distillation; oxidative catalytic treatment of sulfur-containing alkaline wastes using the homogeneous catalyst IVKAZ. The obvious advantages of the homogeneous catalyst IVKAZ compared with the heterogeneous phthalocyanine catalysts KS and KSM in demercaptanization of light hydrocarbon feedstock and oxidative treatment of sulfur-containing alkaline wastes has been proven in practice.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
In 1974, the first domestic Merox-type plant was put into operation at the Novokuibyshevsk Petrochemical Co. (Novokuibyshevskii NKhK), now Samara Petroleum and Organic Synthesis Closed Jt.-Stock Management Co. (ZAO Upravlyayushchaya Kompaniya SamarNefteorgSintez), for removing mercaptans from n-pentane based on the revamped block for removal of hydrogen sulfide from propane in the central gas fractionation unit TsGFU-2 using tripotassium phosphate. The process was developed by the Russian National Scientific Research Institute of Hydrocarbon Raw Materials (VNIIUS), Kazan, which proposed use of the homogeneous phthalocyanine catalyst DSFK and acquired the name VNIIUS-12 [1]. The DSFK catalyst concentration in the alkali solution was 5000 ppm and the catalyst consumption rate was 0.5 g/ton. Later, the new highly effective catalyst IVKAZ was developed, the apparatus assembly and technology were upgraded, and the process acquired the trade name DMD-2.
In 2000, in view of treatment at the Novokuibyshevsk Petrochemical Co. of high-sulfur wide-cut light hydrocarbon fractions (WCLHs) C2– C6 from the Astrakhan Gas Processing Plant, the n-pentane cleaning unit was renovated for WCLH cleaning (DMD-2 process). The throughput of this unit was 30 m3/h, the mercaptan content before cleaning was 0.3 wt. %, after cleaning was less than 0.003 wt. %, the IVKAZ catalyst concentration in the alkali solution was 50 ppm, and the IVKAZ and alkali consumption rates were 0.7 g/ton and 60 g/ton, respectively.
After launching of the plant for ridding WCLHs of hydrogen sulfide and mercaptans, the individual C3, iso-C4, n-C4, iso-C5, and n-C5 hydrocarbon fractions met the TU (Technical Specifications) requirements. The iso-C5 fraction, however, had higher total sulfur content. An analysis of the iso-C5 fraction by gas-liquid chromatography revealed that 85 % of the total sulfur is represented by dimethyl sulfide (DMS, BP 37.3 °C).
It is known from the published data [2] that isopentane has a propensity for forming azeotropic mixtures with dialkyl sulfides (thioethers), so a VNIIUS laboratory studied the phase equilibrium of the pentane–DMS system at various pressures to select a mathematical model of the equilibrium of this system and develop efficient schemes of isopentane cleaning by fractionation [3,4].
Since the fractionating column for isopentane cleaning must operate under pressure (because of the conditions of distillate vapor condensation by circulating water), 0.1, 0.3, and 0.6 MPa pressures were chosen for the experiments. The experimental phase equilibrium study was conducted on a modified metallic Sventoslavskii apparatus with a pressure controlling instrument. The experimental results showed that isopentane–dimethyl sulfide mixtures contain azeotropes with boiling point minimums. The boiling points and compositions of the azeotropes are listed in Table 1 below.
A comparison of the experimental data obtained at atmospheric and elevated pressures showed that the DMS content in the azeotropes increases at elevated pressure. This fact is in accord with the Vrevskii rule (heightened pressure leads to increased concentration of the component with high vaporization heat in the azeotropes).
The parameters of the mathematical model of the pentane–DMS equilibrium system were determined using the obtained experimental phase equilibrium data for the binary mixtures. To determine the activity coefficient of the component in the liquid phase, use was made of the Wilson equation.
For removing the DMS from the isopentane fraction, it suffices to separate by fractionation a small quantity of isopentane vapors where the major part of the DMS is concentrated. The process must be implemented with a small withdrawal of the distillate (5-10 % of the feedstock) and at a significant reflux ratio, which depends on the DMS content in the pentane fraction. The obtained azeotrope overhead can be used as an automobile gasoline component.
The described technology of isopentane cleaning from DMS by azeotropic fractionation was introduced into TsGFU-2. The operating parameters of the azeotropic cleaning column K-2a of the TsGFU-2 are listed below. After azeotropic cleaning, the total sulfur content in the isopentane (in the still product) dropped to less than 30 ppm, which conforms to TU.
-
Column pressure, MPa ................................................. 0.3
-
Number of plates ........................................................... 60
-
Temperature, °C
-
feed ......................................................................... 60
-
column top ............................................................. 55
-
column bottom ...................................................... 66
-
-
Reflux ratio ..................................................................... 48
-
Proportion of top product withdrawal (azeotrope overhead) 5.0
The process of removal of hydrogen sulfide and mercaptans from hydrocarbon feedstock with alkali without regeneration of the latter is accompanied by formation of a large volume of toxic sulfurous-alkaline waste waters that need to be utilized. In this context, in 1989, the block for removal of hydrogen sulfide from propane using tripotassium phosphate in TsGFU-3 of the Novokuibyshevsk Petrochemical Co. was renovated for oxidative removal of sodium sulfide and mercaptides from sulfurous-alkaline wastes (SAW) using the heterogeneous catalyst KS [5].
The regenerator R-1 was loaded with 8 m3 of the KS catalyst in a 6-m-high single layer. Because of low activity of the heterogeneous catalyst KS, the SAW oxidation process was periodic and conducted in internal circulation mode until complete oxidation of the sodium sulfide in accordance with the reaction:
The oxidation unit operated for three years and was put out of service because of complete deactivation of the catalyst.
In 2012, the regenerator R-1 was loaded with a fresh batch of KS catalyst and an attempt was made to regenerate the alkali from the unit for alkali-cleaning of n-pentane. But the sodium mercaptides could not be oxidized on the heterogeneous KS catalyst to the desired degree. Because of this, the process was switched over to the homogeneous catalyst IVKAZ, which is periodically injected in the amount of 50 ppm into the circulating alkali solution. At 50 °C and 0.3 MPa pressure, the alkali is regenerated completely via the reaction:
and the mercaptans were removed from the n-pentane to their residual content of no more than 5 ppm.
The experience of operating this unit and a few others with the heterogeneous catalysts KS and KSM publicized in [6,7] showed some significant shortcomings of the heterogeneous catalysts discussed in detail in [8]. So, VNIIUS discontinued use of heterogeneous catalyst for DMD and Serox processes.
Based on previous experience of operation of blocks for removal of sulfur from light hydrocarbon feedstocks and on the study of the composition of the organic sulfur compounds in the feedstock streams and TsGFU-3 products, an efficient scheme of cleaning of the whole TsGFU-3 feedstock employing DMD-2 technology was developed. This technology can be implemented successfully by refurbishing the existing equipment. Use of the DMD-2 process in place of simple alkali treatment of the products will also make it possible to reduce alkali consumption and volume of sulfurous-alkaline wastes several fold. Such cleaning of the TsGFU feedstock will help get the target C3, iso-C4, n-C4, and n-C5 hydrocarbon fractions that meet the EN-589, TU, and GOST specifications for the content of sulfur compounds.
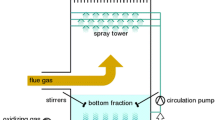
The schematic diagram of the TsGFU-3 feedstock cleaning process is shown in Fig. 1. In the M-1 → T-1 and M-2 → T-2 systems, two-stage hydrogen sulfide and mercaptan extraction by the catalyst complex (5-15 % alkali solution and 50 ppm IVKAZ catalyst) occurs via the reactions:

Schematic diagram of WCLH and C3 fraction cleaning process in TsGFU-3: M-1, M-2, M-3 – mixers; T-1, T-2, T-5, T-7 – settling tanks; T-3 – degassing tank; C-1, C-2, C-3 – cleaning tanks; T-4 – air separating tank; R-1 – regenerating column; T-6 – IVKAZ catalyst preparation tank; H-1, H-2, H-3 – heat exchangers; P-1, P-2 – pumps; PP-1 – proportioning pump.
Thereafter, the WCLH passes into the separating-cleaning tanks C-1 and C-2 for removal of alkali drops and goes for fractionation.
In the fractionation process, the carbonyl sulfide (COS) is concentrated in the propane. The COS is removed from the propane in the mixer–settling tank system T-3 → T-7 → C-3 with hot alkali in accordance with the reaction:
The alkaline catalyst solution saturated with the sulfides and mercaptans from the tanks T-1 and T-7 enters the degassing tank T-3 and further into the regenerator R-1 where oxidative regeneration of the alkali occurs at 50 °C and 0.5 MPa pressure via reactions (1) and (2). The alkaline IVKAZ catalyst solution whose concentration in the CTC (catalyst complex) is maintained at the 50 ppm level is injected periodically by the proportioning pump PP-1.
The mixture of the alkaline catalyst solution with the air from the regenerator R-1 enters the separating tank T-4 whence the used air is led to the furnace for burning. The catalyst complex from the tank T-4 enters the settling tank T-5 and from there it is fed into the injectors (mixers) M-2 and M-3 by the pump P-2. As the alkaline catalyst solution is diluted by the reaction water and salts, a portion of the solution is periodically directed to the block for oxidative cleaning of the sulfurous-alkaline wastes and fresh concentrated alkali solution is added to T-5.
Thus, removal of sulfur compounds from WCLH and target products (C3, iso-C4, n-C4, iso-C5, and n-C5) of gas fractionating units is feasibly and expediently achievable without use of expensive hydrofining process by the following scheme (Fig. 2):

Schematic diagram of hydrogen-free removal of sulfur compounds from light hydrocarbon feedstock.
• removal of hydrogen sulfide and mercaptans from WCLH by the DMD-2 technology (alkali-catalytic cleaning using homogeneous IVKAZ catalyst);
• removal of carbonyl sulfide from propane with hot alkali with regeneration of the alkali in the DMD-2 process regenerator or by adsorption on BASF Selexsorb COS zeolite;
• removal of dimethyl sulfide from isopentane by azeotropic fractionation;
• oxidative-catalytic cleaning of sulfur-containing alkaline wastes by Serox-W technology using homogeneous IVKAZ catalyst.
The capital cost for the process of hydrogen-free removal of sulfur compounds from WCLH and its fractions is 6-7 times and the operating cost is 4-5 times less than for the hydrofining process.
References
A. M. Mazgarov, A. F. Vil’danov, et al., “Removal of mercaptans from n-pentane,” Nov. Nauki Tekhn. Neftepererab. Neftekhim. Prom., No. 8, 3 (1974).
L. Horsley, Tables of Azeotropic Mixtures [Russian translation from English], Izd. Inostrannoi Literatury, Moscow (1951), p. 292.
R. G. Shakirzyanov, E. Sh. Telyakov, M. Ibragimov, et al., Zh. Prikl. Khim., 54, No. 5, 1021-1023 (1981).
R. G. Shakirzyanov, E. Sh. Telyakov, and L. A. Serafimov, Ibid., 55, No. 5, 1041-1044 (1982).
USSR Inventor’s Certificate 1041142.
A. G. Akhmadullina and R. M. Akhmadullin, Khim. Tekhnol. Topl. Masel, No. 6, 3-8 (2008).
A. G. Akhmadullina, R. M. Akhmadullin, V. A. Smirnov, et al., Neftepererab. Neftekhim., No. 3, 15-17 (2005).
A. F. Vil’danov, P. G. Bazhirova, A. M. Mazgarov, et al., Khim. Tekhnol. Topl. Masel, No. 3, 13-16 (2013).
Author information
Authors and Affiliations
Additional information
Translated from Khimiya i Tekhnologiya Topliv i Masel, No. 5, pp. 7– 10, September – October, 2013.
Rights and permissions
About this article
Cite this article
Korobkov, F.A., Mazgarov, A.M., Shakirzyanov, R.A. et al. Experience with Hydrogen-Free Treatment to Remove Sulfur Compounds from Light Hydrocarbon Feedstock of the Novokuibyshevsk Petrochemical Company. Chem Technol Fuels Oils 49, 375–381 (2013). https://doi.org/10.1007/s10553-013-0457-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10553-013-0457-1