
Abstract
Polyclonal antibody therapy in the form of hyper-immune serum has for more than a century been used for treatment of many infectious diseases. However, with the emergence of first antibiotics and later recombinant monoclonal antibody therapy, the use of hyper-immune serum has declined. The main reason for this is that methods for consistent manufacturing of safe hyper immune immunoglobulin products have been lacking. In contrast, manufacturing processes of recombinant monoclonal antibodies follow a well established schedule and it appears obvious to use similar methods to produce recombinant polyclonal products. However, the methods for monoclonal antibody manufacturing are, for several reasons, not directly applicable to generation and manufacture of polyclonal recombinant antibodies. A new production strategy based on recombinant mammalian producer cells has recently been developed to support consistent generation of recombinant polyclonal antibodies for therapeutic use. This review describes aspects of this novel technology with emphasis on the generation, production and characterization procedures employed, and provides comparison with alternative polyclonal and monoclonal antibody manufacturing strategies.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Plasma-derived immunoglobulins have a long proven history for therapeutic use (Casadevall and Scharff 1995). In the early days, the hyper-immune serum was often animal-derived, which resulted in frequent toxic side effects, i.e. fevers, chills, allergic reactions and serum-sickness associated with administration of such heterologous serum. Today’s commercially available therapeutic immunoglobulin drug products are mainly derived from blood from normal human donors or hyper immune donors previously exposed to or vaccinated against a particular disease-causing agent. The plasma-derived immunoglobulin products contain antibodies against the specific desired antigens together with a majority of unspecific immunoglobulin molecules. Hepatitis B is one example of an infectious agent which is treated by hyper-immunoglobulins products in the clinic today (Casadevall et al. 2004). Plasma-derived anti-Rhesus-D immunoglobulin for treatment of idiopathic thrombocytopenic purpura and prevention of hemolytic disease of the newborn is another example of this category of therapeutics. However, the utilization of immunoglobulin is relatively limited since there are drawbacks due to donor availability, batch-to-batch variation, costs and potential safety issues linked to plasma-derived products.
One alternative strategy for production of polyclonal antibodies is to generate transgenic animals, and several companies are currently exploring this strategy by generating transgenic farm animals of various species producing human antibodies, e.g. rabbits (THP, USA), cows (Kirin/Hematech, Japan/USA), pigs (Revivicor, USA) or chickens (Origen Therapeutics, USA). These programs are all at a relatively early stage of development but it will be interesting to follow them in the coming years.
Generation of polyclonal antibody fragments is another approach which has been successfully employed using sheep for immunization (Newcombe and Newcombe 2006).To reduce the immunogenicity of these non-human antibody molecules, only the so-called antigen binding fragments (Fab) are used in the final product injected into man. The Fab may be specific for the target if sufficient antigen can be made available for the purification step, or the purified product may be a combination of specific and non-specific immunoglobulins, as for the hyper immune immunoglobulin products described above. Treatment of severe sepsis with anti-TNF-α Fab produced in this manner is currently being tested in clinical trials, so far with promising results (Rice et al. 2006). This is particularly interesting, given that monoclonal anti-TNF-α antibodies on the market have not been successful for treatment of severe sepsis which suggests that a polyclonal product may be needed to get sufficient clearance of TNF-α from serum. Similar Fab products directed against, for example, snake venom have been developed for treatment of snake bites (Dart et al. 2001) Characteristic for this type of product is that it is mainly intended for one-time use due to the inherent immunogenicity of the non-human product.
An attractive alternative to the plasma-derived immunoglobulins would be to produce recombinant human polyclonal antibodies. Methods for cloning of individual antibodies were invented more than 30 years ago (Kohler and Milstein 1975), and techniques for generation and production of monoclonal antibodies in recombinant expression systems are well established with more than 18 different monoclonal antibodies on the market and more than 150 in clinical development (Reichert et al. 2005).
Generation of polyclonal antibody libraries was first described in 1994 by Sarantopoulos et al. (1994). Recently, this was followed by description of a method for generation of polyclonal antibody libraries for cancer therapy (Sharon et al. 2005). Traditionally, combinatorial phage or yeast display libraries have been used to identify antibody fragments composed of variable heavy chain and variable light chain that show reactivity against specific antigens (Sarantopoulos et al. 1994) and this was also used by Sharon et al. (2005). In this study, tumor-reactive Fab derived from phage display libraries were identified through positive and negative selection and the plasmid fragments encoding the identified Fab were transferred in bulk to the mammalian expression plasmid. The expression plasmid mixture, comprising a variety of different antibody genes, was then used directly for transfection and mammalian expression of the polyclonal antibody product. Although the method appears straightforward, the stability and reproducible manufacturing of large quantities of polyclonal antibodies in separate batches are uncertain.
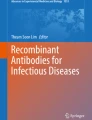
Recently, we published an alternative and controlled method for production of an anti-Rhesus-D recombinant polyclonal antibody product in a single manufacturing bioreactor. The recombinant polyclonal antibody (pAb) is comprised of 25 different human IgG1 target-specific antibodies (Wiberg et al. 2006). Here, we describe the overall strategy and certain individual steps of this manufacturing technology termed Sympress and compare it with the well-established recombinant monoclonal antibody manufacturing platform. Briefly, the system is based on generation of individual antibody producer cell lines as the first step. These cell lines collectively comprise the so-called polyclonal antibody library stock (PALS). Next, selected PALS cell lines are mixed to constitute a polyclonal cell culture used for one-pot production of the pAb (Fig. 1). Emphasis both from a theoretical and an empirical angle will be on the generation, selection and characterization of the PALS cell lines, the polyclonal antibody production cell cultures and on the polyclonal antibody product characterization. The challenges and experiences gained during development of the anti-Rhesus-D (RhD) pAb will be used as examples when appropriate.

Illustration of Sympress processes employed for the generation of polyclonal cell banks and one-pot manufacturing of polyclonal recombinant antibody. The expression plasmids harboring the antibody genes of interest are transfected separately into adherent mammalian cells cultured in T-flasks and stable recombinant cell cultures are generated (1). The stable adherent cells are adapted to serum free suspension culture in shaker flasks and cells are characterized with regard to production and growth characteristics before they are frozen (2). These frozen stocks are collectively termed the Polyclonal Antibody Library Stock (PALS). At this stage, the individual antibodies are evaluated with respect to biological activity such as binding characteristics and neutralization potential, expression cell line properties such as growth characteristics and production rates and physical-chemical characteristics; all parameters which may be addressed before selecting the antibody composition comprising the final pAb lead candidate. The frozen ampoules with the chosen cell cultures are transferred to facilities with current good manufacturing practices (cGMP). The cells are revived and expanded under cGMP conditions and when sufficient quantities of each cell line have been produced, they are all mixed to generate a pMCB (3). One vial from the pMCB is subsequently expanded further to generate a polyclonal working cell bank (pWCB) following traditionally cell bank strategies and procedures (4). Vials from the pWCB bank are used as inoculation material in a scalable seed train cell expansion process including small shakes and bioreactors (5), and followed by the fed batch manufacturing process for production of recombinant pAb in a single large bioreactor (6)
Generation and characterization of polyclonal antibody library stock (PALS) cell lines
Mammalian cells have been and are still a preferred expression host for recombinant antibody production because of their capacity for proper protein folding, assembly, and post translational modifications such as glycosylation. The most commonly used mammalian production cell line for antibodies is clearly the Chinese hamster ovary cell lines (CHO) but also mouse myeloma cell lines (SP2/0 and NSO) and human cell lines such as embryonic kidney cells (HEK-293) and retinal cells (Per.C6) have been used for production of monoclonal antibodies.
Stable mammalian expression utilizes an antibody expression cassette that is integrated into the chromosome by recombination. Commonly, random integration by non-homologous recombination is employed, followed by clone selection. This results in highly variable expression levels due to genomic position effects and variable copy numbers of integrated cassettes. Thus, to establish a stable polyclonal cell bank expressing multiple antibodies using this random process, significant screening of each antibody producing clone would likely be required. Instead, targeting the expression cassette into a pre-determined transcriptionally active region of the genome by site-specific recombination has been a preferred method for the generation of our polyclonal cell cultures (Wiberg et al. 2006). When using site-specific gene targeting the clones obtained after transfection with a given expression plasmid are expected to be highly similar at the genetic level as well as with respect to the expression level. Indeed, this is what we have found by characterization of clones derived from the same transfection (data not published). Due to this, cloning and selection of cells derived by site-directed recombination may not increase production levels. Therefore, with respect to productivity, there is not necessarily a reason to clone the cells, in contrast to the standard random integration scenario, where it is common procedure to perform clone selection in order to identify the best producer cells.
The expression plasmid to be used for polyclonal antibody production employing site-specific integration into the host genome preferably has certain characteristics. The variable heavy and light chain genes from the different antigen specific antibodies should be easily and identically sub-cloned without generating for example alternative splice sites. The vector must contain a recombination site and a selection marker together with appropriate promoter and termination sequences for the balanced expression of both the heavy and light chains of the antibody. One aspect of our presently used site-specific integration system obtained from Invitrogen is that the neomycin-resistance selection marker is lacking the initiation codon and the promoter in the plasmid used for transfection. The resistance gene is only activated upon correct site-specific integration into the host cell line, thus preventing a background of randomly integrated plasmids. Moreover, the host cell line preferably carries the recombination site at a highly active site of transcription and exhibits stable expression of the integrated antibody genes over extended cultivation periods.
Obviously, an important parameter for selection of individual cell lines to a polyclonal cell culture is the growth characteristics. In theory, even minor differences in population doubling times between individual cell cultures would result in outgrowth of the cells with lowest doubling time. For example, if one cell line in a mixture of 25 cell lines producing different antibodies has a population doubling time of 20 hours and all the others have a doubling time of 24 hours it would outgrow the rest of the cell lines within a relative short cultivation period and constitute more that 90% of the total cell number after 40 days of mixed cultivation. Therefore, relatively small differences in population doubling times will result in loss of diversity in the polyclonal composition. Outgrowth has, however, not been seen in our polyclonal cell cultures (Wiberg et al. 2006) despite the fact that the doubling times vary within a range of 25–32 h. One explanation may be that the doubling times for individual cell lines are not constant. A second explanation is that the assays used for determination of growth rates, especially methods for cell counting, may not be precise. Therefore, it is a challenge to make reliable predictions of the composition of cell culture mixtures.
Productivity and stability of production over time are also important criteria for selection of individual cell lines to polyclonal cell culture. Productivity of antibody producing cell cultures has traditionally been determined by IgG specific ELISA methods. Furthermore, FACS-based IgG staining methods as described by Brezinsky et al. (2003), can be used to examine IgG levels as well as IgG expression heterogeneity of a given producer cell line. The productivities for individual cell cultures included in the Sym001 mixed polyclonal cell culture were followed over time, and they showed good stability of expression over prolonged cultivation periods. The variation in productivity between different individual antibody producer cell lines was about 10 fold (data not published) which is much less than expected from cell lines derived from random integration events (Zahn-Zabal et al. 2001).
Antibody production cell lines are normally analyzed to verify genetic stability by different RNA/DNA tools such as southern and northern blots and cDNA sequencing. The CHO-based production of recombinant monoclonal antibodies frequently employs amplification of a selectable and amplifiable marker. An example is the dihydrofolate reductase (DHFR)-methotrexate (MTX) selection marker system that is used to obtain cell lines with a high copy number of the gene of interest. However, many of the cell lines are genetically unstable and loose recombinant expression over time due to for example genetic rearrangement (Barnes et al. 2003). This constitutes a main reason for the extensive screening procedures needed to identify amplified cell lines with the desire stability properties. In contrast, in our hands site-specific recombination has resulted in a relatively similar and well maintained genetic stability between different cell cultures which makes screening procedures to obtain genetic stable cell less complicated or even superfluous.
Ideally, the growth characteristics of the PALS cell lines should be predictable for their mutual growth in the polyclonal cell culture. However, the individual PALS may have different properties with respect to e.g. glucose consumption, lactate production and sensitivity towards stress factors (Wurm 2004). Also, the effect of lowering the cultivation temperature on specific antibody productivity of can vary between clones (Yoon et al. 2003) thereby creating challenges in predicting the behavior of a polyclonal composition based on the characteristics of the individual clones. Nevertheless, we have successfully and consistently produced recombinant polyclonal antibodies using the Sympress technology.
One-pot production of pAb from a mixed polyclonal cell culture
For recombinant protein drugs produced by cell lines of human or animal origin, a key element in the manufacturing process is the generation of a cell bank system which can secure inoculation material of identical quality to support manufacturing for market. The cell bank is thoroughly tested for viral contamination, identity and genetic stability before it can be used to produce clinical grade material. To support a constant supply of recombinant pAb manufactured for therapeutic use in humans, an adapted version of the well-known industry standard of using characterized cell bank material has been developed using the concepts of polyclonal master and polyclonal working cell bank strategy. The strategy differs from the conventional method used for production of single proteins such as monoclonal antibodies by the fact that the frozen cell banks are comprised of a mixture of the PALS cell lines described above, each producing one of the antibodies comprising the complete pAb drug substance. The preparation of such a cell banking system simplifies the manufacturing process which, rather than starting with the complex task of thawing multiple PALS cell lines, can be initiated by thawing one pWCB ampoule and expanding this to obtain inoculation material for the production bioreactors (Fig. 1).
Manufacture of a polyclonal recombinant antibody against Rhesus D
The first product being developed as a recombinant pAb using the Sympress production strategy is a pAb consisting of 25 different antibodies all selected for binding to the blood antigen RhD. It is intended for treatment of the autoimmune disease idiopathic thrombocytopenic purpura as well as for anti-RhD prophylaxis of hemolytic disease of the newborn. Currently, these diseases are treated by plasma-derived anti-D products (Scaradavou et al. 1997).
The Sympress site-specific integration strategy as outlined above was used to generate individual PALS cell lines, of which 25 were chosen to comprise the final pAb composition, termed Sym001. These 25 cell lines were expanded under GMP conditions and when sufficient quantities of each cell line had been produced, they were all mixed to generate a polyclonal Master Cell Bank. Vials from this bank were used to develop a scalable seed train and manufacturing process for fed batch production of biologically active clinical grade anti-RhD pAb at 400 litre scale (Wiberg et al. 2006). Comparison of different batches was performed using protein characterization techniques developed to evaluate the polyclonality of the product, as described below. The data resulting from these analyses demonstrated the production of a highly diverse pAb composition and a very good reproducibility between batches.
Characterization of recombinant polyclonal antibodies
A protein characterization strategy for pAb has been developed which is based on a combination of existing guidelines for the characterization of mAb (Food and Drug Administration 1997; Schenerman et al. 2004; European Agency 1995; Schenerman et al. 2004) as well as plasma-derived immunoglobulin products. It encompasses characterization at three different levels: (I) characterization of the overall structural integrity of the antibody product, (II) detailed characterization of the constant region, and (III) assessment of the polyclonality of the antibody mixture using assays specific for the variable region (Fig. 2). The overall structural integrity of a pAb can be evaluated using analytical techniques traditionally applied for characterization of mAb such as capillary gel electrophoresis, SDS-PAGE, western blotting as well as size exclusion chromatography to demonstrate potentially partially assembled, aggregated or fragmented forms. Different techniques are used to give a more detailed description of the constant region in pAb products. By incorporating identical constant regions of the individual antibodies in a recombinant pAb, a number of standard constant region-specific assays such as peptide mapping, assignment of disulphide bridges and distribution of different N-linked oligosaccharides can be adapted for characterization of pAb. Finally, a number of identity assays may be needed to describe the variable regions of a pAb product and to verify the polyclonality of the antibody mixture.

Summary of analytical tools used for characterization of recombinant mAb and pAb. Clinical grade recombinant mAb is characterized according to specific regulatory guidelines. However, such guidelines specific for recombinant pAb do not exist at present. Hence, we have developed a characterization strategy for pAb based on a combination of existing guidance for the mAb as well as plasma-derived immunoglobulin products encompassing three levels: (I) characterization of the overall structural integrity of the antibody product, (II) detailed characterization of the constant region, and (III) assessment of the polyclonality of the antibody mixture using assays specific for the variable region
Since the individual antibodies in the Sym001 drug product display differences in their net charges, we have utilized cation exchange chromatography to compare different batches of Sym001 (Wiberg et al. 2006). Such profile analysis can be used both during upstream and downstream process development to verify that the diversity of the pAb is maintained during the manufacturing train and to demonstrate batch-to-batch comparability at both the drug substance and drug product level (Wiberg et al. 2006). To demonstrate the presence of all the individual antibodies in the final manufactured drug products, we have developed a marker peptide analysis that identifies unique peptides originating from each of the individual antibodies in the pAb using mass spectrometry (Rasmussen et al. 2006). The isolated heavy and light chains of the pAb composition are treated with a protease and the resulting peptide pool is subsequently separated using HPLC and individual peptides identified using mass spectrometry. In conclusion, we have developed a strategy for characterization of pAb drugs at the protein level and believe that utilization of these technologies are appropriate to characterize pAb drugs to a standard acceptable for drugs to be used in humans.
Perspectives
Monoclonal antibodies have become a very successful new class of biopharmaceuticals within the past ten years, particularly within the fields of autoimmune diseases and certain cancers. Polyclonal antibody treatment is believed to complement the monoclonal antibodies by holding a very promising potential for treatment of indications characterized by complex antigens, such as infectious diseases and many cancers. Patient diversity, i.e. polymorphisms in the antibody drug target molecules as well as infectious agent diversity is much better dealt with using polyclonal products. Interestingly, recent results indicate that pAb in contrast to mAb has the potential to treat severe sepsis, the reason for this most likely being a faster and more efficient clearance of the target molecule, TNF-α, from patient serum. Similar data have been obtained for the clearance of botulinum toxins from serum using an oligoclonal antibody cocktail (Nowakowski et al. 2002). However, polyclonal antibodies still remain to establish themselves as a significant new class of drugs in line with the mAbs. We believe that a main hurdle for this may have been passed now, by the development of a controlled and reliable manufacturing process for recombinant polyclonal antibodies, thus making it possible to expand the panel of indications which may be targeted successfully by recombinant antibodies.
References
Barnes LM, Bentley CM, Dickson AJ (2003) Stability of protein production from recombinant mammalian cells. Biotechnol Bioeng 81:631–639
Brezinsky SC, Chiang GG, Szilvasi A, Mohan S, Shapiro RI, MacLean A, Sisk W, Thill G (2003) A simple method for enriching populations of transfected CHO cells for cells of higher specific productivity. J Immunol Methods 277:141–155
Casadevall A, Dadachova E, Pirofski LA (2004) Passive antibody therapy for infectious diseases. Nature Rev Microbiol 2:695–703
Casadevall A, Scharff MD (1995) Return to the past: the case for antibody-based therapies in infectious diseases. Clin Infect Dis 21:150–161
Dart RC, Seifert SA, Boyer LV, Clark RF, Hall E, McKinney P, McNally J, Kitchens CS, Curry SC, Bogdan GM, Ward SB, Porter RS (2001) A randomized multicenter trial of crotalinae polyvalent immune Fab (ovine) antivenom for the treatment for crotaline snakebite in the United States. Arch Intern Med 161:2030–2036
European Agency for the Evaluation of Medicinal Products (1995) Production and quality control of monoclonal antibodies (1995). Directive 75/318/EEC 3AB4a. 237–262
Food and Drug Administration, Center for Biologics Evaluation and Research (1997) Points to Consider in the Manufacture and Testing of Monoclonal Antibody Products for Human use. pp 1–50
Kohler G, Milstein C (1975) Continuous cultures of fused cells secreting antibody of predefined specificity. Nature 256:495–497
Newcombe C, Newcombe AR (2006) Antibody production: Polyclonal-derived biotherapeutics. J Chromatogr B Analyt Technol Biomed Life Sci
Nowakowski A, Wang C, Powers DB, Amersdorfer P, Smith TJ, Montgomery VA, Sheridan R, Blake R, Smith LA, Marks JD (2002) Potent neutralization of botulinum neurotoxin by recombinant oligoclonal antibody. Proc Natl Acad Sci USA 99:11346–11350
Rasmussen LK, Frandsen TP, Rasmussen SK, Andersen PS (2006) A procedure for structural characterization of a recombinant polyclonal protein or a polyclonal cell line. World patent WO 2006/007853 A2
Reichert JM, Rosensweig CJ, Faden LB, Dewitz MC (2005) Monoclonal antibody successes in the clinic. Nature Biotechnol 23:1073–1078
Rice TW, Wheeler AP, Morris PE, Paz HL, Russell JA, Edens TR, Bernard GR (2006) Safety and efficacy of affinity-purified, anti-tumor necrosis factor-alpha, ovine fab for injection (CytoFab) in severe sepsis. Crit Care Med 34:2271–2281
Sarantopoulos S, Kao CY, Den W, Sharon J (1994) A method for linking VL and VH region genes that allows bulk transfer between vectors for use in generating polyclonal IgG libraries. J Immunol 152:5344–5351
Scaradavou A, Woo B, Woloski BMR, Cunningham-Rundles C, Ettinger LJ, Aledort LM, Bussel JB (1997) Intravenous anti-D treatment of immune thrombocytopenic purpura: Experience in 272 patients. Blood 89:2689–2700
Schenerman MA, Sunday BR, Kozlowski S, Webber K, Gazzano-Santoro H, Mire-Sluis A (2004) CMC strategy forum report. Analysis and structural characterization of monoclonal antibodies. BioProcess Int 2:42–52
Sharon J, Liebman MA, Williams BR (2005) Recombinant polyclonal antibodies for cancer therapy. J Cell Biochem 96:305–313
Wiberg FC, Rasmussen SK, Frandsen TP, Rasmussen LK, Tengbjerg K, Coljee VW, Sharon J, Yang CY, Bregenholt S, Nielsen LS, Haurum JS, Tolstrup AB (2006) Production of target-specific recombinant human polyclonal antibodies in mammalian cells. Biotechnol Bioeng 94:396–405
Wurm FM (2004) Production of recombinant protein therapeutics in cultivated mammalian cells. Nature Biotechnol 22:1393–1398
Yoon SK, Kim SH, Lee GM (2003) Effect of low culture temperature on specific productivity and transcription level of anti-4–1BB antibody in recombinant Chinese hamster ovary cells. Biotechnol Prog 19:1383–1386
Zahn-Zabal M, Kobr M, Girod PA, Imhof M, Chatellard P, De Jesus M, Wurm F, Mermod N (2001) Development of stable cell lines for production or regulated expression using matrix attachment regions. J Biotechnol 87:29–42
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Rasmussen, S.K., Rasmussen, L.K., Weilguny, D. et al. Manufacture of recombinant polyclonal antibodies. Biotechnol Lett 29, 845–852 (2007). https://doi.org/10.1007/s10529-007-9331-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10529-007-9331-8