
Abstract
This paper proposes and demonstrates a method for multi-scale, multi-depth three-dimensional (3D) lithography. In this method, 3D molds for replicating microchannels are fabricated by passing a non-focused laser beam through an optical fiber, whose tip is immersed in a droplet of photopolymer. Line width is adjustable from 1 to 980 µm using eight kinds of optical fibers with different core diameters. The height of line drawing can be controlled by adjusting the distance between the tip of the optical fiber and a substrate. The surface roughness (Ra, Rz) of a single line and plane was evaluated. The method was employed to fabricate a 3D mold of a microchannel containing tandem chambers, which was then successfully replicated in PDMS. Multi-scale, multi-depth 3D lithography can provide a simple, flexible tool for producing PDMS microfluidic devices.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Microfluidic devices have been widely used for various applications, including single-cell analysis, three-dimensional (3D) cell culture, droplet formation, and chemical analysis and synthesis (Auroux et al. 2002; El-Ali et al. 2006; Stone et al. 2004; Sackmann et al. 2014). Polydimethylsiloxane (PDMS) microchannels are commonly used for microfluidic applications on account of their unique properties such as easy fabrication of desired microchannels, high transparency, and good flexibility (Duffy et al. 1998; McDonald et al. 2000a, b; McDonald and Whitesides 2002). In general, simple two-dimensional (2D) PDMS microchannels are fabricated using 2D molds produced by photolithography. To supply samples and reagents into a 2D microchannel, inlets are additionally fabricated by punching the thick PDMS slab. In recent years, on the other hand, 3D printing technologies have been actively employed for making not only complicated 3D microfluidic devices (Ikuta et al. 2001; Amin et al. 2016; Yazdi et al. 2016; Bhattacharjee et al. 2016; Maruo and Inoue 2006), but also replicating PDMS microchannels (McDonald et al. 2002; Kumi et al. 2010; LaFratta et al. 2015). In particular, since microstereolithography using single-photon (Maruo and Ikuta 2002) and two-photon polymerization (Maruo et al. 1997; Kawata et al. 2001) can provide submicron fabrication resolution, they are useful for making more precise 3D molds with high-resolution ranging from submicron scales to several tens of micrometers (Kumi et al. 2010; LaFratta et al. 2015). However, the total fabrication time for such 3D molds is longer than that for 2D molds produced by conventional lithography. This is because the fabrication resolution of microstereolithography is limited by both the focal spot size and focal depth owing to the diffraction limit of light (Zhou et al. 2015). The intrinsic limitation of laser focusing restricts both the accumulation thickness of layer-by-layer processes and the drawing area of large-scale models with fine structures.
Here, we propose and demonstrate alternative multi-scale, multi-depth lithography using optical fibers to overcome the drawbacks associated with the diffraction limit of light in normal microstereolithography techniques that use a focusing lens. In the proposed method, a non-focused laser is passed down an optical fiber, the end of which is positioned in a droplet of liquid photopolymer that is then polymerized by the ultraviolet (UV) light irradiation emitted from the tip of the optical fiber. Lateral resolution is adjustable by changing the core diameter of the optical fiber. In addition, the depth resolution is also adjustable merely by varying the distance between the end of the optical fiber and a substrate. This unique property enables inlets and microchannels of different heights to be constructed without the need for layer-by-layer additive processes. These features mean that, unlike conventional microstereolithography, the lateral and depth resolutions are not constrained by the focal spot, consequently enabling multi-scale, multi-depth 3D lithography to be realized by the use of multiple optical fibers. Soft-lithography is another powerful tool to produce the master mold for replication of microchannels (Mata et al. 2006; McDonald et al. 2000a, b). Since most soft-lithography techniques use mask-based processes, multiple layer methods are required to produce complex 3D molds with different heights. The multiple layer method requires several photomasks and precise alignment, which makes it a time-consuming and complicated process. On the other hand, since our method is based on direct writing process using multiple optical fibers, it is suitable for simple, flexible fabrication of a master 3D mold for replicating PDMS microchannels. A similar lithography technique using a multi-mode optical fiber was recently reported [Morales-Delgado et al. 2017]. In this method, by modulating the beam profile within the fiber tip without lateral scanning of the optical fiber, microstructures were created through two-photon polymerization induced by femtosecond-pulsed laser beams. In contrast, the method proposed by the authors of this study uses the self-written phenomenon of fiber-like structures via single-photon polymerization (Kewitsch and Yariv 1996; Shoji and Kawata 1999; Kagami et al. 2001) for making large-scale, multi-height structures by scanning the optical fiber in three dimensions.
2 Concept of multi-scale, multi-depth lithography
Our newly developed method, multi-scale, multi-depth lithography, enables flexible fabrication of a 3D mold for microfluidic devices across a wide range of scales. As shown in Fig. 1a, this method clearly differs from conventional microstereolithography in terms of using a non-focused laser beam through an optical fiber. In this method, the optical fiber is immersed in a droplet of liquid photopolymer. A 3D model is fabricated by scanning the tip of the optical fiber according to 3D model data. The height of each layer is determined by the distance between the optical fiber and the substrate or the preformed structure, because the height of the cylindrical structure formed at the tip of the optical fiber is proportional to the exposure time, owing to the self-trapping behavior of a guided laser beam (Kewitsch and Yariv 1996; Shoji and Kawata 1999; Kagami et al. 2001). The linewidth of fabrication is also variable by changing the core diameter of the optical fiber according to the resolution required for the desired model. This is advantageous for flexible fabrication in the lateral and axial directions, because, unlike conventional micro stereolithography techniques, neither of these resolutions is limited by the size of the focal spot. Consequently, it is not necessary to accumulate multiple layers to fabricate high-aspect-ratio structures.

Concept of multi-scale, multi-depth lithography using multiple optical fibers. a 3D model is fabricated by UV laser beam emitted from the tip of an optical fiber. The lateral and vertical resolutions of fabrication are determined by the core diameter of the optical fiber and its distance from the substrate, respectively. b Fabrication process of a PDMS microchannel by a master 3D mold produced by multi-scale, multi-depth lithography
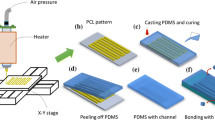
Figure 1b shows a schematic of the multi-scale, multi-depth lithography process for fabricating microfluidic devices. First, using a small-core optical fiber, small and precise structures such as microchannel networks are fabricated at low height. Then, using a medium-core optical fiber, additional structures such as mixing chambers are added. Next, to construct inlets and outlets in the microfluidic device, a large-core optical fiber is used at a greater distance, and high-aspect-ratio, wide structures are added.
Multi-scale, multi-depth lithography is useful for constructing 3D master molds for making microfluidic devices. The fabricated master mold of a microchannel is embedded in polydimethylsiloxane (PDMS) elastomer. After curing the PDMS elastomer, the master mold is removed. As a result, a PDMS structure, including microchannels, chambers, inlets, and outlets, is replicated from the 3D polymeric mold in a single-step process.
3 Experimental setup of multi-scale, multi-depth lithography system
The fabrication system using multiple optical fibers is shown in Fig. 2. A 377 nm UV diode laser (output laser power: 16 mW) was used as a light source for introducing optical fibers. A mechanical shutter was used for on/off control of laser irradiation. The laser beam was focused on each optical fiber using an objective lens with numerical aperture suitable for each optical fiber. In the current setup, three kinds of optical fibers are set, and their optical paths are switched using flip mirrors. The end of the optical fiber is immersed in a droplet of liquid photopolymer on a glass substrate. To fabricate 3D structures, the glass substrate was moved by 3D motorized stage (XYZ travel range: 15 mm, positioning resolution: 20 nm). This system also has observation capability, using a couple-charged device (CCD) camera to observe structures during fabrication. A fiber optic light source with a yellow filter was used to eliminate unwanted exposure of the photopolymer. To observe the polymerized structure during laser exposure, the 377 nm laser beam was cut by a long pass filter before passing through the imaging lens.

Experimental setup of multi-scale, multi-depth lithography system. The diode laser (wavelength 377 nm) passes through the mechanical shutter and enters the objective lens. The focused laser enters the fixed optical fiber. Using flip mounts, optical fibers can be selected according to the desired linewidth. The optical fiber is immersed in a droplet of liquid photopolymer located on the substrate. The laser beam is emitted from the tip of the optical fiber and irradiated to the photopolymer on the substrate. A 3D model is fabricated by moving the motorized XYZ stage, while the laser is operational. A CCD camera allows structures to be observed during fabrication
4 Demonstration of multi-scale, multi-depth lithography
4.1 Multi-scale fabrication
Multi-scale fabrication was demonstrated using eight kinds of optical fibers including a single-mode type [mode-field diameter (MFD): 2.4 µm] and multi-mode types (core diameters: 10, 25, 50, 105, 200, 300, and 1000 µm). Incident laser power was adjusted within the range 0.1 µW–2 mW depending on the required resolution. The scanning speed of the XY stage was adjusted to be in the range of 10–800 µm/s. Epoxy-type photopolymer (TSR-883, CMET Inc.) was used in the experiments. A droplet of the photopolymer was placed on a cover glass, which was set on the 3D motorized stage. After finishing fabrication, any unpolymerized photopolymer was removed by a cleaning solution (SOLFIT, Kuraray Co., Ltd.). The resultant 3D structure was coated (using a sputtering method) with a thin film of gold a few tens of nanometers thick, to enable observation using a scanning electron microscope (SEM).
Figure 3a shows SEM images of three lines with different linewidth, drawn by optical fibers of differing core diameters (10, 50, and 105 µm) on the same substrate. Figure 3b, c demonstrates the wide variety of lines drawn by the eight kinds of optical fiber on separate substrates. These demonstrate that flexible fabrication according to the required resolution was realized by changing the optical fibers. Figure 3d shows the relationship between the mode field and core diameters of the fibers, and the fabricated linewidth. The linewidth obtained by each optical fiber can be controlled by changing the scanning speed of the motorized stage between minimum and maximum value, as shown in Fig. 3d. The results demonstrate that the linewidth of the fabrication system using eight kinds of optical fibers could be varied from 1 to 980 µm. In addition, since the average linewidth of each optical fiber was proportional to its MFD and core diameters, the approximate linewidth W of each optical fiber is given by
where D is the mode-field and core diameters of the optical fibers. From this equation, we can estimate the linewidth of unknown optical fibers.

Multi-scale fabrication using multiple optical fibers. a SEM images of fabricated lines on the same substrate using three sizes of optical fiber (core diameter: 10, 50, and 105 µm). b SEM images of fabricated lines using optical fibers (MFD: 2.4 µm, core diameter: 10, 25, and 50). c SEM images of fabricated lines using optical fibers (core diameter: 105, 200, 300, and 1000 µm). d Mode-field and core diameters vs. the width of lines fabricated by each optical fiber
4.2 Multi-depth fabrication
The height of each line drawn by an optical fiber is determined by the distance between the fiber tip and the substrate, because the polymerized structure formed at the tip of the optical fiber becomes a cylinder connected to the tip of the optical fiber with the substrate. Therefore, fabrication of lines of different height is achieved by changing the distance between the optical fiber and substrate. The maximum height is limited by the maximum length of a self-written waveguide formed inside the photopolymer (Kewitsch and Yariv 1996; Kagami et al. 2001). The maximum length of the cylinder depends on the core diameter, incident laser power, and exposure time.
Figure 4 shows SEM images of lines that were fabricated using an optical fiber of 105 µm core diameter with the tip positioned at different distances from the substrate. In this experiment, the heights of individual lines were 81, 176, 271, and 352 µm. These results demonstrate that lines of the same linewidth, but differing heights can be drawn by a single scan of the optical fiber without accumulation of thin layers through an additive process. In the experiments, the heights of each lines were measured.

a–d SEM images of lines fabricated using an optical fiber with core diameter of 105 µm. Different line heights are achieved by varying the distance between the end of the optical fiber and the substrate
The top surface of the fabricated line was smooth, because it is restricted by the end face of the optical fiber during scanning. Both ends of the line structure were tilted along the drawing direction, as shown in Fig. 4b. The tilting angle of the start point was larger than that of the end point due to the dragging force caused by adhesion between the fiber tip and polymerized structure during the movement of the stage. The adhesion can be reduced by surface treatment of the fiber tip. At the end point, the dragging force does not influence the polymerized structure, and the end of the line structure is slightly tilted in the opposite direction. This is caused by the shrinkage of the polymerized structure during the polymerization and washing processes. Because the bottom part of the polymerized structure is restricted to the substrate, shrinkage of the bottom part is smaller than that of the top part of the line structure. The shrinkage can be reduced using composite resins containing fillers in a photocurable resin (Leprince et al. 2010). As shown in Fig. 4c, the top parts of the lines were slightly curved owing to the self-writing phenomenon of fiber-like structures, as reported by Shoji and Kawata (1999). Therefore, the slope of the top part of a fiber-like structure depends on the laser power and exposure time.
4.3 Surface roughness of fabricated lines
The surface roughness of the mold used for making a microchannel is an important parameter, since its shape is transferred to the resulting PDMS microfluidic devices. To measure the surface roughness of fabricated lines, line models were fabricated using our system with an optical fiber of 105 µm core diameter. The measured models are a single line model (Fig. 5a) and a filled rectangular model (Fig. 5b). The surface conditions were measured by laser microscopy (VKX-250, Keyence Corp., Japan) along the horizontal and vertical arrows shown in each figure. Table 1 summarizes the measured surface roughness of the fabricated models. Surface roughness was smoother along the horizontal axis, i.e., parallel to the drawing direction, than along the vertical axis. Surface roughness along the vertical axis depends on the overlap distance between drawing lines.

Evaluation of the surface roughness of structures fabricated using an optical fiber of core diameter 105 µm. a SEM image of a line drawn by single scanning of the optical fiber. Surface roughness was measured along the horizontal direction (arrow A). b SEM image of a rectangular plane model fabricated by raster scanning of the optical fiber. Surface roughness was measured along the horizontal (B) and vertical (C) arrows
5 Fabrication of PDMS microchannels using 3D polymeric molds
A 3D mold of a microchannel containing sequential cylindrical chambers was fabricated by the microstereolithography system using multiple optical fibers. Figure 6a shows the 3D computer-aided design (CAD) model of the microchannel. Figure 6b shows the process of fabricating the mold using three kinds of optical fibers (10, 300, and 1000 µm core diameters). First, the straight, narrow channels and three triangular-shape tapered channels were fabricated by scanning the optical fiber having a core diameter of 10 µm, with a scanning speed of 50 µm/s. Second, four sequential chambers were fabricated by spot irradiation (the exposure time for each chamber was two seconds) using an optical fiber with core diameter 300 µm. Finally, two inlets and one outlet were fabricated by spot irradiation (Exposure time: 1 s) using an optical fiber with core diameter of 1000 µm. Figure 6c shows an optical microscope image of the fabricated 3D mold on a glass substrate. Before the molding of PDMS, to prevent the adhesion of PDMS to the mold, a releasing agent (FLUOROSURF FG-5084, FluoroTechnology Co., LTD., Japan) was coated and dried in an oven at a temperature of 60 °C for 1 h.

a CAD model of the constructed microchannel with sequential cylindrical chambers. b Fabrication process of the microchannel using three kinds of optical fibers of different core diameters. c Optical microscope image of the fabricated 3D mold. d Cutting part of the replicated PDMS microchannel. e–h Cross sections of parts shown in d
To demonstrate the replication of PDMS microchannel using the fabricated mold, PDMS (Sylgard 184, Dow Corning) was cured over the mold at a curing temperature of 60 °C for 1 h. After peeling the PDMS microchannel from the mold, the cross sections of the PDMS microchannel were observed by cutting the PDMS microchannel with a blade. Figure 6d shows the cutting position of each microchannel, and Fig. 6e–h shows the cross section of each microchannel. By performing spot irradiation using an optical fiber of core diameter 1000 µm, a void (diameter: 833 µm, average height: 385 µm) with almost straight side walls was formed (Fig. 6e). Figure 6f shows the cross section of a chamber with a triangular channel. Owing to overwriting using optical fibers with core diameters of 10 and 300 µm, a two-step cross-sectional shape was formed. The triangular part drawn by scanning of the optical fiber having core diameter of 10 µm was also replicated (Fig. 6g). As shown in Fig. 6h, the smallest microchannel replicated from the line structure drawn by the optical fiber of core diameter 10 µm was inclined; this was because the master mold was inclined owing to the misalignment of the optical fiber, and tilting during washing and drying processes. These problems can be solved by ensuring precise alignment and performing supercritical CO2 rinsing processes (Maruo et al. 2009).
Water (colored with rhodamine B to aid visualization) was injected into the fabricated microchannel. Two syringes filled with colored water were connected to each inlet and the other syringe was connected to the outlet. Figure 7 shows the PDMS microchannel and the demonstration of colored water injection. Following the injection of colored water, the microchannel turned purple, confirming that all components of the channel were connected without leakage. In this demonstration, although one type of solution was used to verify the connection of each fabricated part in the mold, it will be useful for rapid and efficient mixing of multiple liquids or colloidal solutions.

Injection of colored water into the replicated PDMS microchannel
6 Conclusions
We developed a multi-scale, multi-depth lithography system that utilizes multiple optical fibers. Using eight kinds of optical fiber, this system provides direct drawing with multi-scale linewidth ranging from 1 to 980 µm. In addition, the height of the structure is adjustable by changing the distance between the fiber tip and substrate. In our demonstration, line structures with different heights ranging from 81 to 352 µm were fabricated at the same linewidth. Surface roughness was evaluated for structures fabricated using an optical fiber of 105 µm core diameter. The surface roughness (Ra) of the single line drawing was approximately 1 µm. As one of the promising applications of multi-scale, multi-depth 3D fabrication, we fabricated a 3D mold for a microfluidic device with multiple chambers using optical fibers of 10, 300, and 1000 µm core diameters. The 3D mold was used to replicate a microchannel structure in PDMS; injection of colored water confirmed that all sections of the structure were interconnected and held fluid without leakage. Multi-scale, multi-depth direct laser lithography using optical fibers will provide a simple, flexible method of fabricating PDMS microfluidic chips without conventional mask-based lithography. In addition, this method is suitable for producing high-aspect-ratio structures with wide variety of linewidth in a short time without requiring the additive process necessitated by conventional 3D-printing techniques. By combination with a related technique of micro stereolithography using a multi-mode optical fiber, in which spatial light modulation of the incident femtosecond-pulsed laser beam is used for making 3D microstructures, large-scale, sophisticated 3D microstructures may also be fabricated (Morales-Delgado et al. 2017). Furthermore, this method will be useful for mass production of a number of 3D microstructures using an optical fiber array (Ikuta et al. 2001).
References
Amin R, Knowlton S, Hart A, Yenilmez B, Ghaderinezhad F, Katebifar S, Messina M, Khademhosseini A, Tasoglu S (2016) 3D-printed microfluidic devices. Biofabrication 8:022001. https://doi.org/10.1088/1758-5090/8/2/022001
Auroux PA, Iossifidis D, Reyes DR, Manz A (2002) Micro total analysis systems. 2. Analytical standard operations and applications. Anal Chem 74:2637–2652. https://doi.org/10.1021/ac020239t
Bhattacharjee N, Urrios A, Kanga S, Folch A (2016) The upcoming 3D-printing revolution in microfluidics. Lab Chip 16:1720–1742. https://doi.org/10.1039/c6lc00163g
Duffy DC, McDonald JC, Schueller OJA, Whitesides GM (1998) Rapid prototyping of microfluidic systems in poly(dimethylsiloxane). Anal Chem 70:4974–4984. https://doi.org/10.1021/ac980656z
El-Ali J, Sorger PK, Jensen KF (2006) Cells on chips. Nature 442:403–411. https://doi.org/10.1038/nature05063
Ikuta K, Maruo S, Hasegawa T, Adachi T (2001) Micro-stereolithography and its application to biochemical IC chip. In: Gower MC, Helvajian H, Sugioka K, Dubowski JJ (eds) Laser Applications in Microelectronic and Optoelectronic Manufacturing VI. Proc. SPIE 4274, pp 360–374. https://doi.org/10.1117/12.432529
Kagami M, Yamashita T, Ito H (2001) Light-induced self-written three-dimensional optical waveguide. Appl Phys Lett 79:1079–1081. https://doi.org/10.1063/1.1389516
Kawata S, Sun HB, Tanaka T, Takada K (2001) Finer features for functional microdevices—micromachines can be created with higher resolution using two-photon absorption. Nature 412:697–698. https://doi.org/10.1038/35089130
Kewitsch AS, Yariv A (1996) Self-focusing and self-trapping of optical beams upon photopolymerization. Opt Lett 21:24–26. https://doi.org/10.1364/ol.21.000024
Kumi G, Yanez CO, Belfield KD, Fourkas JT (2010) High-speed multiphoton absorption polymerization: fabrication of microfluidic channels with arbitrary cross-sections and high aspect ratios. Lab Chip 10:1057–1060. https://doi.org/10.1039/b923377f
LaFratta CN, Simoska O, Pelse I, Weng SY, Ingram M (2015) A convenient direct laser writing system for the creation of microfluidic masters. Microfluid Nanofluid 19:419–426. https://doi.org/10.1007/s10404-015-1574-4
Leprince J, Palin WM, Mullier T, Devaux J, Vreven J, Leloup G (2010) Investigating filler morphology and mechanical properties of new low-shrinkage resin composite types. J Oral Rehabil 37:364–376. https://doi.org/10.1111/j.1365-2842.2010.02066.x
Maruo S, Ikuta K (2002) Submicron stereolithography for the production of freely movable mechanisms by using single-photon polymerization. Sens Actuators a Phys 100:70–76. https://doi.org/10.1016/s0924-4247(02)00043-2
Maruo S, Inoue H (2006) Optically driven micropump produced by three-dimensional two-photon microfabrication. Appl Phys Lett 89:144101. https://doi.org/10.1063/1.2358820
Maruo S, Nakamura O, Kawata S (1997) Three-dimensional microfabrication with two-photon-absorbed photopolymerization. Opt Lett 22:132–134. https://doi.org/10.1364/ol.22.000132
Maruo S, Hasegawa T, Yoshimura N (2009) Single-anchor support and supercritical CO2 drying enable high-precision microfabrication of three-dimensional structures. Opt Express 17:20945–20951 (2009)
Mata A, Fleischman AJ, Roy S (2006) Fabrication of multi-layer SU-8 microstructures. J Micromech Microeng 16:276–284. https://doi.org/10.1088/0960-1317/16/2/012
McDonald JC, Whitesides GM (2002) Poly(dimethylsiloxane) as a material for fabricating microfluidic devices. Acc Chem Res 35:491–499. https://doi.org/10.1021/ar010110q
McDonald, JC, Duffy, DC, Anderson, JR, Chiu, DT, Wu, HK, Schueller, OJA, Whitesides, GM (2000a) Fabrication of microfluidic systems in poly(dimethylsiloxane). Electrophoresis 21:27–40. https://doi.org/10.1002/(SICI)1522-2683(20000101)21:1<27::AID-ELPS27>3.3.CO;2-3
McDonald JC, Duffy DC, Anderson JR, Chiu DT, Wu H, Schueller OJA, Whitesides GM (2000b) Fabrication of microfluidic systems in poly(dimethylsiloxane). Electrophoresis 21:27–40
McDonald JC, Chabinyc ML, Metallo SJ, Anderson JR, Stroock AD, Whitesides GM (2002) Prototyping of microfluidic devices in poly(dimethylsiloxane) using solid-object printing. Anal Chem 74:1537–1545. https://doi.org/10.1021/ac010938q
Morales-Delgado EE, Urio L, Conkey DB, Stasio N, Psaltis D, Moser C (2017) Three-dimensional microfabrication through a multimode optical fiber. Opt Express 25:7031–7045. https://doi.org/10.1364/oe.25.007031
Sackmann EK, Fulton AL, Beebe DJ (2014) The present and future role of microfluidics in biomedical research. Nature 507:181–189. https://doi.org/10.1038/nature13118
Shoji S, Kawata S (1999) Optically-induced growth of fiber patterns into a photopolymerizable resin. Appl Phys Lett 75:737–739. https://doi.org/10.1063/1.124498
Stone HA, Stroock AD, Ajdari A (2004) Engineering flows in small devices: microfluidics toward a lab-on-a-chip. Annu Rev Fluid Mech 36:381–411. https://doi.org/10.1146/annurev.fluid.36.050802.122124
Yazdi AA, Popma A, Wong W, Nguyen T, Pan YY, Xu J (2016) 3D printing: an emerging tool for novel microfluidics and lab-on-a-chip applications. Microfluid Nanofluid 20:50. https://doi.org/10.1007/s10404-016-1715-4
Zhou XQ, Hou YH, Lin JQ (2015) A review on the processing accuracy of two-photon polymerization. Aip Adv 5:030701. https://doi.org/10.1063/1.4916886
Acknowledgements
This work was supported by the Cross-Ministerial Strategic Innovation Promotion Program (SIP). The liquid photopolymer (TSR-883) used in this research was provided by CMET Inc.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There are no conflicts of interest to declare.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ibi, T., Komada, E., Furukawa, T. et al. Multi-scale, multi-depth lithography using optical fibers for microfluidic applications. Microfluid Nanofluid 22, 69 (2018). https://doi.org/10.1007/s10404-018-2087-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10404-018-2087-8