
Abstract
Sustainable development has become a major focus for engineers and planners as part of their collective efforts in finding, developing and integrating environmental-friendly solutions for material recycling and waste management into design and construction of civil engineering infrastructure. In the past three decades, there has been an increase in recycling and application of waste materials into the concrete to decrease costs and improve material properties of the concrete. Significant growth in automobile manufacturing industry and increased rubber tire supply for vehicles suggested the application of waste tire particles as concrete aggregates to minimize the ecological footprint of the rubber tire waste due to its recycling process difficulties. In this paper, the effect of rubber tire particles on compressive and dynamic strength of concrete specimens with different particle percentiles was tested on more than 55 cylindrical specimens. To achieve the optimal mix design properties of rubber tire concrete specimens, both fine and coarse aggregates got replaced by fine and coarse rubber particles. Introduction of rubber tire particles as coarse and fine aggregate reduces the brittleness of the concrete and provides more flexible aggregate bonding which ultimately improves the dynamic resistance of the concrete. It increases the concrete workability and provides environmental-friendly and cost-effective solutions in using recycled materials for concrete construction applications.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
According to the United Nations World Commission’s Report entitled “Our Common Future” [1], sustainability is defined as “economic development that takes care of our needs without jeopardizing the ability of future generations to meet their needs”. That said, the common environmental concerns bring together the engineers, planners and the decision makers to find more innovative ways in application of the recycled waste material in lifecycle improvement of the existing infrastructure or for new construction projects [2].
The current high global demand for goods and services in conjunction with the existing marketing campaigns that shape the consumers’ value systems and push for increased desire towards the higher consumption, all lead to higher amounts of industrial and manufacturing wastes. Sustainability measures often get ignored or pushed as non-priorities as a result of this unbalanced economic growth. Therefore, innovative solutions in waste materials recycling are classified as collective activities that permit rearranging the industrial manufacturing, economic output and current consumption rates in more environmental-friendly ways without jeopardizing the right of the future generations to the economic prosperity [2].
After World War II, there has been an ever increasing dependency on motor vehicles for goods and people transportation. These vehicles that run on rubber tires play an indispensible role in the growth of national and international economies. Despite the advancements in rubber tire manufacturing and qualities, tires must be disposed off with minimal damages to the environment due to the existing difficulties in their recycling procedure. At the end of 2003, the US generated approximately 290 million scrap tires. Historically, scrap tires took up space in landfills or else, created numerous serious environmental and health issues. Fortunately, according to the US Environmental Protection Agency Report [3], markets now exist for 80.3 % of these scrap tires (233 million) both in recycling and beneficial use: 130 million (44.8 %) are used as fuel; 56 million (19.3 %) are recycled or used in civil engineering projects; 18 million (6.2 %) are converted into ground rubber; 12 million (4.1 %) are converted into ground rubber and used in rubber-modified asphalt and the remaining 17 million (5.9 %) used for production of other bi-products or got exported to developing countries [3].
The rubber tire waste could provide eminent and ongoing threats to the public health if it does not get treated according to sustainable development principles and environmental protection regulations [2]: Since tires are normally manufactured to be impervious to water, the rainwater and snowmelt can easily accumulate into the rubber tire wastes and provide a breeding environment for many insects that carry deadly diseases. Furthermore, due to the combustible nature of scrap tires, fires that start in a waste tire pile spread rapidly and are extraordinarily hard to extinguish as they can burn for days. The smoke from the burning tires is also very dense and its residue is hard to be eradicated from the environment. Moreover, scrap tire is a very stable material and does not degrade for a long time after being placed in landfills. In the United States, some states have completely banned tires from landfills while others only allow shredded tires. Landfills usually regulate the disposal of whole tires because, over time, they float to the landfill top and can damage the facility liners and caps [4, 5].
Rubber tire recycling and applications
More than 70 % of the scrap tires are either recycled or exported. Almost all of the steel wire in the tires gets recovered prior to the recycling process. After removal of the steel wire, nearly 99 % of a passenger tire can then be recycled. The recycled rubber tire can then be used for the following applications [6]: recycled crumb rubber is replaced with sand and other materials in playgrounds and the fall zones where injuries can occur to provide more cushioning effects, resilience and shock absorbing properties. Tire chips that are used for recreational surfaces are more cost-effective and maintain enhanced safety and good solid performance in different climate conditions [7]. In addition, the porous design of crumb rubber provides an unobstructed drain path for surface water that makes the surface more stable [7].
According to the Rubber Manufacturers Association [6], every year in the US, approximately 130 million scrap tires are used as fuel in industries that need sustainable high heat: 41 % in cement kilns; 20 % in pulp and paper mills; 18 % in electric utilities; 13 % in industrial boilers and 8 % in other tire-derived fuel (TDF) facilities [8]. They produce less ash and sulfur compared to most types of coal while producing the same amount of energy as burning oil and 25 % morning energy than coal. However, there are other health and environmental hazards associated with burning tires as fuel [7].
Rubber tire can be used as an additive to paving asphalt either as an asphalt rubber binder, seal coat, cape seal spray or sealant for cracks and joints. It can also be used as an aggregate replacement by grinding scrap tires into crumb rubber and blending the crumb with asphalt and aggregate. Rubberized asphalt concrete (RAC) is a longer-lasting, better cost-effective, durable and environmental-friendly alternative to traditional road paving materials [9]. It makes asphalt more viscous; provides more ductility at low temperatures; enhances the adhesive characteristics; increases the elasticity; improves the impact resistance at low temperatures; increases flexibility, tenacity and toughness [4].
Furthermore, the tire chips are considered as better alternative to gravel and sand in landfills filtration systems. Tire chip layers are more porous, better cost-effective and, unlike sand, they require fewer maintenance as there is fewer migration and clogging in the landfill filters and pumps [4]. Rubber tire bales are used as noise barrier walls along major highways. They are utilized in construction of buildings as light-weight fill materials or used as track bedding in light rail applications. Moreover, scrap tires can be used as light-weight fill in rehabilitation of the levee systems as well as in overpass fills, levee slurry walls mixed with concrete, frost barriers, retaining wall fill, roadway base fill, bridge abutment fill and highway edge drains [4].
Application in concrete as coarse and fine aggregate
Tire particles can replace fine and coarse aggregates in making concrete specimens. Introduction of ground rubber particles in concrete will result in reduction in compressive strength of concrete [10]. The existing and potential applications of rubber tire concrete are mostly based on non primary structural load-bearing capacity of this concrete; which has medium to low strength. Instead, most of the active research in this field is focused on investigating other features and properties that the rubberized concrete provides.
Batayneh et al. [11] suggested a more diverse use for the light-weight rubber concrete (RC) in partition walls, road barriers and pavements as environmental-friendly and cost-effective applications. Although, rubber tire particles reduce the compressive and flexural strength of concrete, Kaloush et al. [12] indicated that by increasing the rubber content in the specimens, the strain at the failure point increases and the specimens show better impact resistance properties by staying intact and not shattering. Moreover, Ataei and Khaloo [7] and Khaloo et al. [13] mentioned that rubberized concrete demonstrates a more ductile behavior under compression testing with no sudden failure; the crack widths in RC are smaller than those of plain concrete and the crack propagation rate is more gradual and uniform despite larger deformations compared to the plain concrete. Toutanji [14] observed increased toughness for concrete specimens made with rubber tire aggregate compared to the plain concrete and therefore suggested the use of rubber tire concrete in highway crash barriers; sound barriers and vibration absorbents as well as fences and poles in agriculture. Mavroulidou and Figueiredo [15] stated that the use of rubber tire aggregates in concrete, even in low percentages, would greatly help reducing the amount of waste tire given the very large market for concrete products worldwide [16, 17].
Materials and methods
In this study, cylindrical specimens of RC were made and tested for the effect of rubber tire particles on the concrete properties and behavior under compression testing and dynamic loading. Each specimen has 15 cm diameter and 30 cm height and their mix design contain (1) Portland cement type II which is recommended for construction applications where a moderately low heat generation is desirable or moderate sulfates attack may occur (2) coarse aggregates (washed gravel) (3) fine aggregates (two-time washed river sand) (4) water (tap water) (5) rubber tire particles (mixture of both coarse and fine particles). The cement content for making all the specimens for the tests was fixed to 350 kg per unit volume of concrete and the water–cement (W/C) ratio was 0.50 in making the specimens [7].
The water used for this project was drinking tap water. It usually rarely contains dissolved solids in excess of 2000 PPM and less than 1000 PPM. For a water–cement ratio of 0.50, normally any effect of the common solids would be small. However, if the silt content is higher than 2000 PPM, it is possible to reduce it by allowing the water to stand in a settling basin before using for the mix designs. In the case that drinking tap water has a high concentration of sodium or potassium; it may be unsuitable as mixing because of the potential alkali-aggregate reaction danger. Generally, the water that is suitable for mixing is also suitable for curing. However, it is essential that the water used for concrete curing should be free from substances which attack the hardened concrete [7].
The strength of the concrete is very much dependent on the quality of the aggregate as the physical, thermal and chemical properties of the aggregate greatly affect the durability and structural performance of the concrete [18]. That said, standard sieve test was performed on both coarse and fine aggregate using ASTM standard sieves #100, 50, 30, 16, 8, 4 and up to the largest sieve size. Furthermore, the fineness modulus (FM) for the aggregate was calculated. The FM is an indicator to determine slight variations in the aggregate that come from the same source which could affect the workability of the fresh concrete as a whole [19]. Usually, the FM values range from 2.3 to 3.0 with a higher value indicating a coarser grading. In this experimental study, the FM equals 4.35 which was higher than the standard range. Therefore, the mix design was modified to ensure the workability of the fresh concrete for the specimens. Tables 1 and 2 illustrate on both coarse and fine aggregate grading and sieve analysis results. Moreover, the aggregate grading curves for both gravel and sand are shown in Fig. 1.

(Left) grading curve for coarse aggregate; (right) fine aggregate
In the following tables, W ssd, refers to the adsorption rate of the aggregates at which the surface of the particles are saturated (with no capacity for further adsorption) while the voids between particles are dry (saturated surface dry). W ssd is obtained by oven-drying the aggregates that are used in the concrete: fine and coarse aggregates and rubber tire particles. W ssd allows for modifications in W/C ratios as it considers the initial moisture content of the aggregates and the particles into account for adjustments in the water content of the fresh concrete coming from the mix designs.
Rubber tire particles
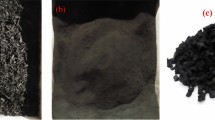
The rubber particles used in this study were from Yazd Tire Co., a manufacturer for automobiles, commercial trucks, light trucks, SUVs, race cars, airplanes, and heavy earth-mover machinery. The waste rubber particles came in packs of 30 kg and visibly contained four different particle sizes. The unit weight of the rubber particles, used in this study, is 1150 kg/m3 and the adsorption rate (W ssd) for the oven-dried particles was 49.56 %.
At first, the used tires are shredded into smaller but still chunky parts with wires and woolen strings mixed with rubber. Wires are then separated by using industrial magnets. The remained material is ground into smaller parts in crackers. This product is processed again and based on the sieve sizes, the particles in the sizes of 2; 0.6 and 0.4 mm are produced. To obtain a more uniform and consistent grading curves for rubber particles, the standard sieve analysis was performed three times (three trials) until the particles’ non-homogeneity normal distribution heavy-tail effects get smaller and negligible. Therefore, the results can be a more uniform representation of the provided sample. The results of the sieve analysis trials are illustrated in Tables 3, 4 and 5. The rubber particle grading curves for each individual trial are shown in Fig. 2 and the general combined grading curve for all three trials, altogether, is also shown in Fig. 3.

Grading curve for rubber particles: (left) first try (center) second try (right) oven-dried rubber particles

Combined grading curves of rubber particles for trials 1, 2 and 3
Experimental procedure and results
The RC specimens are divided into different groups based on the portion of the rubber particles that substitute the fine and coarse aggregate, respectively. The first mix design corresponds with plain concrete (containing 0 % rubber tire particles). Thereafter, fine or coarse aggregate got substituted with respective fine and coarse rubber particles in 25 % volumetric increments (in constant volume of concrete) until the 100 % substitutions. All groups of specimens have equal cement content and equal water/cement ratios that account for the W ssd and the moisture content of both coarse and fine aggregates and the oven-dried rubber particles. The only variable, therefore, is the percentage of rubber particles in each mix design for the concrete batches. For each rubber tire substitution percentages, corresponding with each mix design, five cylindrical specimens were made [7]. The slump and fresh concrete densities are measured immediately after each mix to assess the effects of the rubber particles on workability and densities of each proposed mix design for the batches that are made from that mix design. Given that the FM for the fine aggregate was originally high, we decided to use 900 kg sand and 900 kg of gravel per unit volume of the concrete. The water/cement ratio is used to determine the nominal water content and hence, the “modified water content” of the specimens was obtained using the below formula:
where W nominal is the nominal weight of the water in the mix; W natural is the moisture content of either the coarse or fine aggregates in their natural state; and W ssd is the saturated surface-dry moisture content state for the coarse and fine aggregates as well as for the rubber tire particles.
Table 6 illustrates the properties and detailed characteristics of each mix design for each group of the rubber tire concrete specimens. Based on the percentage of coarse or fine rubber particles that are used (substituted) in each mix design, a coding system of “C” (for coarse rubber content) or “F” (for fine rubber content) followed by the rubber particle percentages is used to identify the properties of each mix design. For example, the C25F0 corresponds with the mix design with 25 % coarse rubber particles content (substitution) with no fine rubber particles in the mix.
As it is shown in Fig. 4 (left), the workability of fresh concrete is increased by introduction of fine rubber particles into the specimens. The highest concrete slump is achieved for the mix design with 25 % fine rubber particles (C0F25). Also, as seen in Fig. 4 (right), the fresh concrete density is decreased as the percentage of rubber particles increases for both fine and coarse particles. The unit weight reduction is due to lighter unit weight of replaced rubber particles with originally heavier coarse and fine aggregate. Therefore, rubber tire concrete can be an alternative solution in lightweight concrete construction applications.

(Left) fresh concrete slump versus rubber particle percentage; (right) fresh concrete densities versus rubber particle percentage
The stress–strain curve for the two plain concrete mixes (as pilot mixes) is presented in Fig. 5. The stress–strain diagrams in both compressive tests and dynamic loading–unloading cycles for a selection of the experimental specimens for different mix designs (with different fine and coarse rubber particle percentages) are illustrated in the following Figs. 6, 7, 8, 9 and 10. The compressive strength of RC is significantly decreased compared to that of the plain concrete. Moreover, the stress–strain curves for dynamic loading–unloading cycles on these specimens show that the RC shows better post-failure behavior compared to normal concrete. Moreover, the RC also has more toughness and energy absorbance capacity.

Stress–strain curves for plain concrete mixes with 0 % rubber particles added
©

Stress–strain curves for rubber concrete with 25 % coarse rubber particles

Stress–strain curves of rubber concrete with 25 % coarse and 25 % fine rubber particles

Stress–strain curves of rubber concrete with 50 % coarse rubber particles

Stress–strain curves for rubber concrete (above) with 75 % coarse rubber particles (below) with 75 % fine rubber particles

Stress–strain curves for rubber concrete with 100 % coarse rubber particles
As demonstrated in the figures above, as the percentage of the coarse rubber particles in the concrete specimens increases, the compressive strength of the RC decreases. The average rate of compressive strength decrease is approximately 56 % for a 25 % increase in the coarse rubber tire particle content of the specimens. Furthermore, despite the fact that specimens with 25 % fine and 25 % coarse rubber particles (C25F25) showed less compressive strength compared to the specimens with 50 % coarse rubber particles (C50F0), however, the C25F25 specimens demonstrated a higher dynamic strength over the C50F0 ones.
Conclusion and discussion
In this experimental study, the application of rubber tire was tested as a substitute for aggregates in concrete. The rubber tire particles were categorized into fine and coarse rubber aggregates and thereafter, replaced fine and coarse aggregates, respectively, by volume (based on constant concrete volume methodology) to make RC specimens. In addition to the first mix design (witness mix design) that accounted for plain concrete with zero coarse and fine rubber particle content, ten different mix designs were proposed and tested to assess the effect of the rubber particle percentages on compressive strength, workability, unit weight and dynamic loading–unloading behavior of the concrete specimens. The cement content for all specimens was set constant as well as the water–cement ratio, while the initial moisture content of the aggregates and the rubber tire particles was accounted for in water content calculations for the mix designs.
Significant reductions in compressive strength were observed for RC when the coarse and fine aggregate were replaced by rubber particles. However, for the cases of fine rubber particles replacements, the rate of reduction was less compared to the case where coarse particles were substituted.
The RC did not exhibit brittle failure behavior under both compression and dynamic loadings and the observed crack widths were smaller with more gradual and uniform crack propagation rates in RC compared to those in the plain concrete. In Mechanics of Materials, the brittle failure behavior is the state of material failure where the material rupture happens without any noticeable prior change in the strain rates or material elongation rates. For brittle materials, the magnitudes of the ultimate strength and the rupture stresses are practically the same and the main cause of failure in brittle materials is the normal stresses. The specimens exhibited high capacity for absorbing energy under both loading cases. Concrete specimens with both fine and coarse rubber particles went through large deformations and demonstrated visible swelling before cracking. As some of the coarse rubber particles could have functioned as fibers inside the concrete specimens, it may be one of the factors resulting in cracking delay for the case of the specimens with coarser particles.
The reduction of strength in rubber tire concrete specimens can be attributed to substitution of the mineral aggregates (as solid load-carrying elements) with rubber particles as well as stress concentrations in the paste at the boundaries of the rubber aggregate. On the other hand, RC shows a much higher post-crack toughness compared to normal concrete. As rubber particles have less unit weight than the original concrete aggregates, therefore, the RC specimens had less unit weight compared to the plain concrete. The workability of fresh concrete was higher for specimens with fine rubber particles compared to the ones with coarse particles. The highest slump was for the specimens with only 25 % fine rubber replacement with no coarse particles.
Therefore, not only does rubber tire concrete provide a sustainable solution in recycling of the rubber tire industry waste, but also, based on the observations and results of this experimental study, RC is a recommended alternative in: (1) low-strength yet high resilient construction applications such as the pavement for sidewalks, driveways, light aviation runways and selected road construction base fills; (2) crash barriers around bridges and as road block guards due to increased toughness high plastic energy absorbance of RC specimens; (3) architectural applications such as nailing concrete, stone backing and interior construction because of light unit weight of rubber tire concrete and (4) highway retaining walls fill and in the walls around the airport fields and terminals because of rubber tire concrete’s apparent high sound attenuation and vibration absorbency.
References
United Nations Documents (1987) Report of the World Commission on Environment and Development: Our common future. In: United Nations World Commission on Environment and Development (WCED)
Ataei H (2013) Sustainability and effect of rubber tire aggregates on compressive & dynamic strength of concrete used for highway & airfield pavement. In: Proceedings of ASCE airfield and highway pavement conference, Los Angeles
United States Environmental Protection Agency (EPA) (2012) Report on wastes and resource conservation (common wastes and materials—scrap tires)
Colorado Recycles Reports (2003) Scrap tires, CO
Sengupta S, Miller HJ (1999) Preliminary investigation of tire shreds for use in residential subsurface leaching field systems. In: Chelsea center for recycling and economic developments technical report, University of Massachusetts, USA
Rubber Manufacturers Association (2006) Scrap tire markets in the United States (Edition 2005). Rubber Manufacturers Association, Washington, DC
Ataei H, Khaloo AR (2004) The effect of rubber tire aggregates on compressive and tensile strength of concrete specimens. In: Proceedings of 7th international conference on concrete technology in developing countries, Kuala Lumpur, Malaysia
United States Environmental Protection Agency (EPA), (2012) Report on wastes and resource conservation (common wastes and materials—tire-derived fuel)
California Recycle Report (2012) “Tire management—rubberized asphalt concrete (RAC)” Government of California, USA
Khatib ZK, Bayomy FM (1999) Rubberized portland cement concrete. J Mater Civ Eng 11:206–213
Batayneh MK, Marie I, Asi I (2008) Promoting the use of crumb rubber concrete in developing countries. Waste Manag 28:2171–2176
Kaloush KE, Way GB, Zhu H, (2005) Properties of crumb rubber concrete. In: 2005 Annual Meeting of the Transportation Research Board
Khaloo AR, Dehestani M, Rahmatabadi P (2008) Mechanical properties of concrete containing a high volume of tire-rubber particles. Waste Manag 28:2472–2482
Toutanji HA (1996) The use of rubber tire particles in concrete to replace mineral aggregates. Cement Concr Compos 18:135–139
Mavroulidou M, Figueiredo J (2010) Discarded tyre rubber as concrete aggregate: a possible outlet for used tyres. Glob NEST J 12(4):359–367
Eldin NN (1993) “Rubber tire particles as concrete aggregate. J Mater Civ Eng 5(4):478–496
Liu HS, Mead JL, Stacer RG (1998) Environmental impacts of recycled rubber in light fill applications. In: Chelsea center for recycling and economic developments technical report, University of Massachusetts, USA
Neville AM (1986) Properties of concrete, 3rd edn. Longman, Essex
Neville AM, Brooks JJ (1991) Concrete technology. Longman Revised Edition, London
Acknowledgments
The author wanted to sincerely thank Prof. Ali R. Khaloo, Distinguished Senior Professor of Civil and Environmental Engineering at Sharif University of Technology for all his support, guidance and recommendations throughout this experimental study. Thanks are also due to supportive and highly skilled staff of “Materials and Concrete Technology Labs” at both Sharif University of Technology and the University of Southern California. Special thanks also go to the Concrete Masonry Association of California and Nevada (CMACN) for their acknowledgement and scholarly support of this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ataei, H. Experimental study of rubber tire aggregates effect on compressive and dynamic load-bearing properties of cylindrical concrete specimens. J Mater Cycles Waste Manag 18, 665–676 (2016). https://doi.org/10.1007/s10163-015-0362-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-015-0362-2