
Abstract
More than 1.5 billion tires are produced worldwide per year. This causes environmental pollution in the nature. Studies have shown that scrap tire rubbers can be used as aggregates in concrete mixtures and as modifiers in bituminous composites. Various studies were conducted for this reason and reported in the literature. The present study has been undertaken to examine the microstructure properties of rubberized asphalt and cement-based composites. Results showed that adhesion between rubber particles and cement matrix is significant for the final product properties. Also the physical and mechanical properties of asphalt composites can be improved with the addition of waste rubber into the mixture.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Solid waste management is the most important problem in the world. Especially used tire wastes become a big problem for recovering these materials. The world consumption of rubber (natural and synthetic) in 2012 was 26.116 kt [1]. Most of this material is used in the tire industry which sooner or later becomes waste [2]. The United States produces approximately 300 million scrap tires and about 40 % of these waste are used as fuel for generating energy, 26 % ground into crumb rubber, 13 % discarded in landfills and 5.5 % used in civil engineering applications [3]. Tires represent a serious part of the total domestic commercial and industrial waste disposed each year. The problem is enormous. In almost all countries with high ecology standards, expenses to dispose of used tires are covered by tipping fees which come from additional tax on users.
The United States and Japan were the first two countries to address the environmental hazards of scrap tires and put the laws in place. As a result, they are currently the leaders in recycling rates and market size. Europe has been a laggard in this aspect, but with the deadline for implementing EU directives fast approaching, the European industry is expected to register strong growth [4]. The practice of disposing of scrap tires in landfills is becoming unacceptable because of the rapid depletion of available sites for waste disposal [5, 6]. In order for the EU Landfill Directive to be implemented in a timely manner, new disposal routes for scrap tires need to be developed with great urgency in all EU Member States [7]. Moreover, tires can even “rise from the grave-floating upward through a sea of trash to break through landfill covers-sometimes with explosive force [8]. In addition, scrap-tires have been used as a fuel for cement kiln, as feedstock for making carbon black, and as artificial reefs in marine environment [9, 10]. Because of high capital investment involved in it, using tires as a fuel is technically feasible but economically not very attractive. The use of rubber-tires in making carbon black eliminates shredding and grinding costs, but carbon black from tire pyrolysis is more expensive and has lower quality than that from petroleum oils [11, 12].
The other way of consuming these wastes is civil engineering applications, in which tires are shredded for applications such as leachate collection in landfills and for highway embankments, accounted for about 15 % of scrap tires. The current applications of recycling waste tires in civil engineering practices mainly are as: modifiers to asphalt paving mixtures; an additive to Portland cement concrete; lightweight fillers and in whole tires as crash barriers, bumpers, artificial reefs, etc. [13, 14]. In addition, new polymer-based composite materials can be produced with epoxy resin and tire powder waste. It was found that the mechanical strengths of polymer concrete with tire powder are better than with that of Portland cement concrete [15].
Waste tire rubber
Tire is an essential part of most ground vehicles and is used to protect the wheel from wear and tear as well as to provide a friction between the vehicle and the road to improve acceleration and handling [16]. Tires are made of vulcanized rubber and various reinforcing materials (Fig. 1). The most commonly used rubber matrix is the natural rubber and synthetic rubbers which use in different purpose [17]. Rubber is a high molecular weight, amorphous polymeric material. Depending on the application, the formulation of rubber compounds may vary. A typical composition of a car tire is 58.6 wt% rubber, 29.2 wt% carbon black, 2.9 wt% zinc, 1.8 wt% stearic acid, 1.2 % sulfur, 5.85 % extending oil, and 0.4 wt% accelerators [18]. The amorphous regions of the rubber are likely to be susceptible to oxidation. Furthermore, rubber may undergo biochemical oxidation to produce sulfuric acid. Attack by chemicals and microbes on rubber can lead to deterioration in the mechanical properties, reducing the working life of tire/rubber hoses to the extent of approximately 50 % [18]. In fact, natural rubber is sticky in nature and can easily deform when heated up and it is brittle when cooled down. In this state it cannot be used to make products with a good level of elasticity. The reason for inelastic deformation of unvulcanized rubber can be found in the chemical nature as rubber is made of long polymer chains. These polymer chains can move independently relative to each other, and this will result in a change of shape. By the process of vulcanization cross-links are formed between the polymer chains, so the chains cannot move independently anymore. As a result, when stress is applied the vulcanized rubber will deform, but upon release of the stress the rubber article will go back to its original shape [19].

The structure of a tire [17]
The recycling of waste tires may follow different ways such as : retreading (truck and passenger tires), use of tires as a whole (artificial rafts, cover foil weights) or in parts (building blocks), grinding, pyrolysis (to oils, monomers) and reclaiming (decrosslinking for mixing into fresh rubbers) [2]. In civil engineering applications, the waste tires are shredded in order to reduce the size of the raw material which will use in both asphalt and cement based composites as modifier or aggregate. The scrapped waste tire rubber used in composite mixtures is shown in Fig. 2.

Ground waste tire-rubber particles
Waste tire rubber asphalt mixtures
Various ways were devised to use waste rubbers as an alternative for landfilling. The utilization of recycled tire rubber in asphalt pavements has been addressed in many research publications and reports. Epps [20] has reviewed over 500 publications and his results are published in the National Cooperative Highway Research Program Synthesis of Highway Practice 198. Unfortunately, not much attention was paid to use of scrap tires in Portland cement concrete mixtures, particularly for highway use [21, 22]. The use of tire rubber in asphalt mixes has been in use in the US since at least the early 1960s by the Arizona Department of Transport. Since then the material has been used more widely in four states in the US and elsewhere, including South Africa, Europe and Australasia. There are two main processes of using rubber in asphalt, i.e., the dry and the wet process [23].
Some studies on the use of tire usage in asphalt mixes were very promising. They showed that rubberized asphalt had better skid resistance, reduced fatigue cracking and achieved longer pavement life and decreased traffic noise than conventional asphalt [24–26]. However, the initial cost of rubberized asphalt is 40–100 % higher than that of conventional asphalt, and its long-term benefits are uncertain [27]. Also asphalt rubber mixtures demand complex modification and construction technology, resulting in higher energy consumption and polluting emissions during construction, such as higher production temperatures than conventional mixtures due to the higher viscosity of asphalt rubber binder, which restricts its wide use [28]. When the rubber is added to the heated asphalt, the aromatic oil content of the asphalt diffuses into the rubber creating an increase in its volume. In addition, the reduction of the oily content increases the asphalt viscosity forming a thick film around the aggregates in hot mix asphalt mixtures. The increase in film thickness produces a more durable asphalt pavement [29]. Rubber reacts in a time–temperature dependent manner. If the temperature is too high or the time is too long, the swelling will continue to the point where it is replaced by depolymerization/devulcanization (Fig. 3b) which causes dispersion of the rubber into the bitumen (Fig. 3c). Depolymerization starts releasing rubber components back to the liquid phase (Fig. 3b) causing a decrease in the stiffness while the elastic properties continue to modify (Fig. 3a). If temperature is high or time is long enough, depolymerization will continue causing more destruction of the binder networking (Fig. 3c) and so modification is lost (Fig. 3a), [30].

Bitumen and tire rubber interaction phenomenon at elevated temperatures [30]. a Binder viscosity, b binder matrix, c particles size
Applications and properties of cement-based waste tire rubber composites
The other alternative way to use waste tire rubber is Portland cement concrete for structures. Most of researchers used waste rubber as coarse aggregate in concrete [31–33]. Also several authors reported that the compressive strength result of rubberized concrete is reduced with the increase of waste rubber usage [21, 34–37]. The results indicate that the size, proportions and surface texture of rubber particles noticeably affect compressive strength of rubberized concretes [38]. Topçu and Avcular [39] determined the toughness value, and the plastic and elastic energy capacities of rubberized concretes. They indicated that plastic energy capacity increases when the high elastic energy capacity of normal concrete decreases by rubber addition. Due to the high plastic energy capacity of rubberized concrete, it showed high strains especially under impact effects. Also Topçu [40] assessed the brittleness index of rubberized concrete and concluded that concretes which contain 15 % rubber chips by weight gave the highest brittleness index with low compressive strength and toughness values. Liu et al. [41] found that the fatigue limit strength of rubberized concrete specimens increased with the increased replacement ratios. Toutanji [42] replaced coarse mineral aggregates in concrete with 12.7 mm rubber tire particles. He used 25, 50, 75 and 100 % rubber replacement ratios against coarse aggregate content by volume. He reported that the incorporation of rubber chips in concrete exhibited a reduction in the compressive and flexural strengths. It also exhibited ductile failure and underwent significant displacement before fracture. For this reason brittleness of the concrete composite is decreased by the addition of rubber aggregates [43]. Khaloo et al. [44] investigated the mechanical properties of concrete containing high volume of tire-rubber particles. They found that fresh rubberized concrete mixtures with increasing rubber concentrations present lower unit weights compared to plain concrete. Due to the considerable decrease in ultimate strength, rubber concentrations exceeding 25 % are not recommended [44, 45].
Researchers studied to increase the bond between cement paste and rubber particles. Khatip and Bayomy [21] attributed this strength loss to the lack of adhesion between rubber particles and the paste. Therefore, some authors suggested that the loss in the strength might be minimized by prior surface treatment of the tire rubber particles [36, 46, 47]. The surface of the rubber particles was generally modified through immersion in NaOH aqueous solution to increase its adhesion to the surrounding cement paste. However, it is reported that ultrafine mineral admixtures, such as silica fume, increase the homogeneity and decrease the number of the large pores in cement paste, both of which would lead to a higher strength material [48]. Huang et al. [49] treated the surface of the tire rubber particles with silane admixture in order to increase the chemical bond between rubber particles and cement paste. The results showed that the compressive strength test results of silane-treated rubber concrete specimens were increased. They found that the reason for the strength improvement was due to the hard shell developed around rubber particles through the cement hydration (Fig. 4), which increased the compatibility in stiffness between rubber and cement paste.

Illustration of effects of two-staged surface treatment [49]. a Before hydration, b after hydration
Güneyisi et al. [50] and Pelisser et al. [51] investigated the properties of rubberized concrete with silica fume. The test results indicated that there was a systematic reduction in the compressive and splitting tensile strengths, and modulus of elasticity with the increase in rubber content from 0 to 50 %. However, the use of silica fume considerably enhanced these mechanical features of both plain and especially rubberized concretes and decreased the rate of strength loss accompanied by the addition of rubber. This beneficial effect of silica fume was more pronounced for the compressive and splitting tensile strengths and resulted in a strength increment of as high as 43 and 27 %, respectively, depending on the variation in the w/c ratio and the amounts of silica fume and rubber used. On the other hand, the elastic moduli of the rubberized concretes slightly increased up to 15 % with the use of silica fume.
Microstructure properties of rubberized composites
Microstructure of asphalt mixtures
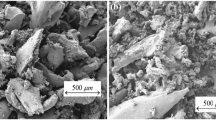
The waste tire rubber usage in asphalt mixtures is generally by two methods. One of them is the dry process in which the crumb waste tire rubber used as a substitute for a part of the mineral aggregate in the mixture. The other method mixes hot bitumen (177–210 °C) with crumb rubber and allows it to react for a period of an hour in order to modify and improve the binder properties of the asphalt called as wet process [14, 19]. Before using the waste tires as modifier in asphalt mixtures, the tires are ground in mills by dry or wet grinding process. Figure 5 shows the rubber particle shape of two samples having different sizes (0.29 and 0.74 mm). As may be seen, rubber particles are not spherical; furthermore, aspect ratio increases with particle size [52]. The interaction between waste tire rubber and bituminous binder is very effective on performance of modified asphalt mixtures. Moro et al. [53] studied the rubber–bitumen interaction of the rubber-modified and unmodified asphalt mixtures. Under fluorescence microscopy, the rubber-modified asphalt pavement with a digestion time of 2 h appeared as a darker brown area in the bitumen than that of the unchanged asphalt pavement (Fig. 6a, b). The rubber–bitumen interaction was identified in simple mixes (bitumen–rubber) by: (a) the transfer of carbon black from crumb rubber to bitumen, which gave the latter a darker appearance and (b) the appearance around the rubber particles of yellow fluorescence areas that were most probably formed due to the aromatic oils absorbed by the rubber particles during the process of swelling. No transfer of iron to bitumen was observed in any cases. As a consequence of the interaction process, the most volatile components of bitumen were transferred to the rubber, leading to a more viscous bitumen.

SEM of crumb rubber with different particle size: a 0.74 mm, b 0.29 mm [52]

Differences in color obtained: a dry-process modified asphalt with a digestion time of 2 h, b unmodified asphalt mixture [53]
The researchers also studied on the bond improvement of the interface between crumb rubber and bitumen. Xiang et al. [54] investigated the mixtures prepared by matrix asphalt preblending process which uses matrix asphalt as swelling agent. The micrographs of crumb rubber pre- and post-preblending are shown in Fig. 7. The interface of crumb rubber elastomer was observed through SEM to find out effects of the preblending of crumb rubber in matrix asphalt on the performance of modified asphalt. They found that the interface of crumb rubber elastomer was clear and scattered many slot holes before preblending, which indicated poor compatibility and performance. However, the interface of crumb rubber with preblending treatment turned out to be indistinct; the slot holes disappeared, which demonstrated good compatibility and got good compatible matrix after preblending treatment. Liu et al. [28] investigated the rheological properties of crumb rubber-modified asphalt by adding trans-polyoctenamer rubber (TOR) additives and the modification mechanism between TOR and crumb rubber-modified asphalt. From Fig. 8a, it can be observed that before adding TOR, the microstructure of rubber-modified asphalt presents a single-phase continuous structure and crumb rubber particles are not uniformly distributed in the asphalt binder. However, according to Fig. 8b the microstructure of TOR-used specimen becomes more uniform, the single-phase continuous structure of crumb rubber-modified asphalt is converted to two-phase well-distributed state, which indicates that TOR can promote the compatibility of rubber particles and asphalt and indirectly influence the flow properties of asphalt. Hence, from the view of the microstructure, the compatibility and performance of crumb rubber particles and asphalt is improved by TOR.

Micrographs of crumb rubber powder: a rubber powder without preblending, b rubber powder with preblending [54]

SEM images of: a crumb rubber-modified asphalt, b crumb rubber-modified asphalt with TOR [28]
Microstructure of cementitious mixtures
The mechanical properties of cement-based composites are influenced by the microstructure matrix of the material. The aggregate matrix affects the mechanical properties and crack behavior of concrete depending on the shape and elasticity of the aggregate. Grounded waste tire rubber particles also increase the ductility of the composite material. However, the rise on rubber content tends to decrease compressive strength while increasing tensile strength [55–57]. The micrograph of Fig. 9 contrasts the poor bonding of cement paste with rubber and its tight bond with natural sand. In conventional cementitious composites, there is complete adherence between cement matrix and siliceous aggregate, whereas in the corresponding rubber aggregate-composites a void space between rubber aggregate and cement matrix could be observed [58, 59]. It is an additional factor contributing to the decrease in the compressive strength of the composite material. Earlier investigations [60] showed that appropriate rubber aggregate coating enhanced the rubber/cement-paste bond and succeeded in improving the compressive strength of rubberized composites. This finding will be taken into account in further studies in order to establish the impact of the rubber/cement-paste bond on the physical properties and durability of the material.

Interfacial transition zone between “cement paste and rubber aggregate” and between “cement paste and natural sand aggregate” surface [56]
Pretreatment of waste tire rubber in cementitious composite
Shen et al. [61] used latex polymer modifier in order to overcome the detrimental effect of weak bonding of rubber particles with cement matrix. An obvious porous transition zone between the cement paste and the mineral aggregate can be seen in Fig. 10a, while Fig. 10b shows very dense transition zone between the rubber and the cement paste, in ordinary rubber aggregate concrete without polymer, due to the hydrophobicity of the rubber aggregates, the combination between rubber and cement paste becomes weak. They found that due to the effect of polymer, the interfacial bonding strength between rubber aggregates and cement paste is improved remarkably.

The interfacial transition zone of cement paste with: a aggregate, b rubber [61]
Segre and Joeks [46] investigated to decrease the strength loss of coarse tire particles in concrete with pretreatment. The tire rubber particles were surface-treated with saturated NaOH aqueous solutions for 20 min, at room temperature, with stirring. The mixture was filtered and the rubber was washed with water and dried at ambient temperature. The fracture surface shows a bulk region and the rubber particle seems to have been pulled-out. Discontinuance is observed in the rubber–matrix interface indicating that as-received rubber adhesion to cement paste is poor (Fig. 11a). On the other hand, an adhesive joint is observed between NaOH-treated rubber particles and the matrix, as shown in Fig. 11b.

Microstructure of cement test specimen with: a untreated tire rubber, b 10 % by mass of NaOH-treated tire rubber (A) rubber particle, (B) cement paste [46]
Chou et al. [62] investigated the crumb rubber was partially oxidized to modify hydrophilic properties of the rubber surface. Oxidation reaction kept for 1 h for every experiment. Three temperature levels, 150, 200, and 250 °C, were tried to get the optimal reaction condition. Mortars with the crumb rubber level (6 % by weight) were tested in this study. According to mechanical test results, the compressive and flexural strengths of mortar specimens were increased significantly with the heat treatment of rubber. The SEM images of mortars (Fig. 12) show that the crystals of hydrated products of mortars with treated rubber (250 °C) are much smaller. The morphology changed from long and thin (with the as-received crumb rubber) to short and compact needles (with the 250 °C treated crumb rubber). They therefore considered the amazing increased compressive strength came from the treated rubber, because they functioned like a super plasticizer. The tensile and flexural strengths also increased significantly in comparison with that of mortars with the as-received rubber. However, this increase ratio is lower than the increase of the mortars compressive strength. However, the crumb rubber treated at 150 and 200 °C had little effect on mechanical strengths of mortars.

SEM images of specimens with 6 % by mass rubber [62]. a As-received rubber, b treated at 150 °C, c treated at 200 °C, d treated at 250 °C
Pelisser et al. [51] investigated sand replacement with the addition of 10 % recycled tire rubbers in normal concrete and alkali-activated concrete mixtures by the sodium hydroxide chemical treatment process and the addition of silica fume. The concrete with rubber samples show large gaps in the interface rubber/cement matrix (as shown in Fig. 13a). The gap distribution presents a significant reduction in strength when compared with reference specimen. This was caused by the increased porosity or weakness points in the concrete matrix. They found that the combination of the rubber treatment by sodium hydroxide followed by the addition of silica fume was favorable for the porosity reduction in the interface of these aggregates (Fig. 13b). This contributed to the recovery of the concrete strength and a lower permeability.

Microstructure of rubber concrete: a unmodified rubber concrete, b modified rubber concrete [51]
Crack formation of waste tire rubber cementitious composite
Cementitious composite materials have lower tensile strength when compared with the compressive strength properties. Fracture generally occurred with low tensile strength properties of these materials. Authors suggested that the tensile strength of cementitious composites can be increased with utilization of crumb rubber in the mixture [63–65]. As seen from Fig. 14 this result appears to be due to the fact that rubber particles prevent crack opening [66]. Reda Taha et al. [67] investigated the mechanical fracture behavior of rubber concrete with microstructural analyses. Figure 15a shows indentation marks left on the cement paste after tire rubber particle pullout from the cement matrix. Figure 15b shows the extensive micro-cracking in the tire rubber particle vicinity. These observations contradict comments in the literature on the weak bond between tire rubber particles and the cement paste matrix [68]. Figure 15c shows a micrograph of internal tension cracking in a tire rubber particle matrix itself. This observation supports the fact that stress transfer between the two phase composites exists and the tire rubber particles experienced tensile strains prior to failure [68, 69].

Cracking bridging effect of rubber particles [70]

SEM of rubber concrete showing: a indentations on cement paste left after tire rubber particles pullout, b extensive micro-cracking at tire rubber particle vicinity, c tension cracks propagating in tire rubber particles. TRP tire rubber particle, CP cement paste [67]
Conclusions
Utilization of waste vehicle tires in composite materials is an important way to consume these wastes. The utilization of waste tires in asphalt mixtures shows significant benefits on the mechanical and physical properties of the asphalt pavements. The strength reduction of rubberized concretes leads to prejudgment to this type of concrete. However, its lower unit weight with higher sound and heat insulation, higher impact resistance and toughness and increased ductility properties are the advantages when compared with the traditional concrete. As seen from previous studies, the bond strength between tire particles and cement paste is influenced by the alkali content of the cement matrix and treatment process of the crumb rubber. This bond is the main significant factor influencing mechanical properties of the rubberized concrete. According to many researchers the adhesion between rubber particles and cement matrix should be increased with chemical pre-treatment process. Besides these advantages, utilization of scrap tires in concrete and asphalt pavements have environmental benefits against landfilling of these wastes. The microstructure of rubberized composites is related to the mechanical properties of the final product. Therefore, it is important to determine the relation between microstructure and mechanical properties of the composite materials.
References
Statistical summary of world rubber situation (2013) http://www.rubberstudy.com/documents/WebSiteData_2.0.pdf. Accessed 02 March 2014
Karger-Kocsis J, Mészáros L, Bárány T (2013) Ground tyre rubber (GTR) in thermoplastics, thermosets and rubbers. J Mater Sci 48:1–38. doi:10.1007/s10853-12-6564-2
Rubber Manufacturers Association (2013) US scrap tire management summary 2005–2009. Washington
The recycling industry: a global view (2003) http://www.irevna.com/pdf/Industry%20report.pdf. Accessed 15 February 2014
Nehdi M, Khan A (2001) Cementitious composites containing recycled tire rubber: an overview of engineering properties and potential application. Cem Concr Aggr 23:3–10. doi:10.1520/CCA10519J
Meyer C (2009) The greening of the concrete industry. Cem Concr Comp 31:601–605. doi:10.1016/j.cemconcomp.2008.12.010
Reschner K (2008) Scrap tire recycling. A summary of prevalent disposal and recycling methods. Entire-Engineering, Berlin
Tantala MW, Lepore JA, Zandi I (1996) Quasi-elastic behavior of rubber included concrete. In: 12th international conference on solid waste technology and management, Philadelphia, PA
Siddique R, Naik TR (2004) Properties of concrete containing scrap-tire rubber—an overview. Waste Manag 24:563–569. doi:10.1016/j.wasman.2004.01.006
Ye Z, Kong X, Yu J, Wei L (2003) Microstructure and properties of desulfurized crumb rubber modified bitumen. J Wuhan Univ Tech Mater Sci Ed 18:83–85. doi:10.1007/BF02835097
Paul J (1985) Encyclopedia of polymer science and engineering. 14:787–802
Siddique R (2008) Waste materials and by-products in concrete. Springer, Berlin
Sunthonpagasit N, Duffey MR (2004) Scrap tires to crumb rubber: feasibility analysis for processing facilities. Resour Conser Recycl 40:281–299. doi:10.1016/S0921-3449(03)00073-9
Shu X, Huang B (2013) Recycling of waste tire rubber in asphalt and Portland cement concrete: an overview. Constr Build Mater. doi:10.1016/j.conbuildmat.2013.11.027
Diaconescu RM, Barbuta M, Harja M (2013) Prediction of properties of polymer concrete composite with tire rubber using neural networks. Mater Sci Eng B 178:1259–1267. doi:10.1016/j.mseb.2013.01.014
Suparat T (2013) Waste tyre management in Thailand: a material flow analysis approach. Dissertation, Asian Institute of Technology, Thailand
Nakao Y, Yamamoto K (2002) Waste tire and its collection systems. In: Nippon Steel technical report no. 86
Huynh H, Raghavan D (1997) Durability of simulated shredded rubber tire in highly alkaline environments. Adv Cem Bas Mater 6:138–143. doi:10.1016/S1065-7355(97)90021-3
Lo Presti D (2013) Recycled tyre rubber modified bitumens for road asphalt mixtures: a literature review. Con Build Mat 49:863–881. doi:10.1016/j.conbuildmat.2013.09.007
Epps JA (1994) Use of recycled tires in highways. Synthesis of Highway Practice 198, Transportation Research Board, National Research Council, Washington
Khatib ZK, Bayomy FM (1999) Rubberized Portland cement concrete. ASCE J Mater Civ Eng 11:206–213. doi:10.1061/(ASCE)0899-1561(1999)11:3(206
Huang B, Li G, Pang S, Eggers J (2004) Investigation into waste tire rubber-filled concrete. ASCE J Mater Civ Eng 16:187–194. doi:10.1061/(ASCE)0899-1561(2004)16:3(187
Lo Presti D, Airey G, Partal P (2012) Manufacturing terminal and field bitumen-tyre rubber blends: the importance of processing conditions. Pro Soc Behav Sci 53:485–494. doi:10.1016/j.sbspro.2012.09.899
Adams C, Amos AD, Shuler S (1985) Asphalt rubber binder laboratory performance. Report FHWA/TX-8571, 347-1F, Department of Highways and Public Transportation, Texas
Wu S, Ye Q, Li N (2008) Investigation of rheological and fatigue properties of asphalt mixtures containing polyester fibers. Constr Build Mater 22:2111–2115. doi:10.1016/j.conbuildmat.2007.07.018
Rodriguez Alloza AM, Gallego J, Pérez I, Bonati A, Giuliani F (2014) High and low temperature properties of crumb rubber modified binders containing warm mix asphalt additives. Constr Build Mater 53:460–466. doi:10.1016/j.conbuildmat.2013.12.026
Fedroff D, Ahmad S, Savas BZ (1996) Mechanical properties of concrete with ground waste tire rubber. Trans Res Rec 1532:66–72. doi:10.3141/1532-10
Liu H, Chen Z, Wang W, Wang H, Hao P (2013) Investigation of the rheological modification mechanism of crumb rubber modified asphalt (CRMA) containing TOR additive. Constr Build Mater. doi:10.1016/j.conbuildmat.2013.11.031
Seo Kim H, Geiger A, Amirkhanian SN, Soon Park T, Woo Kim K (2008) Effects of asphalt ratios on properties of crumb rubber modified asphalts. In: Proceedings of the 6th international conference on road and airfield pavement technology, Sapporo Japan
Abdelrahman MA, Carpenter SH (1998) Controlling low temperature properties of asphalt rubber binders. In: Proceedings of the 2nd transportation specialty conference, Canadian Society of Civil Engineering, Halifax, Nova Scotia, Canada
Hernández-Olivares F, Barluenga G (2004) Fire performance of recycled rubber-filled high-strength concrete. Cem Concr Res 34:109–117. doi:10.1016/S0008-8846(03)00253-9
Ganjian E, Khorami M, Maghsoudi A (2009) Scrap-tire-rubber replacement for aggregate and filler in concrete. Constr Build Mater 23:1828–1836. doi:10.1016/j.conbuildmat.2008.09.020
Bravo M, De Brito J (2012) Concrete made with used tyre aggregate: durability-related performance. J Clean Prod 25:42–50. doi:10.1016/j.jclepro.2011.11.066
Ali NA, Amos AD, Roberts M (1993) Use of ground rubber tires in portland cement concrete. In: Proceedings of the international conference on concrete 2000, University of Dundee, Scotland, p 379–390
Rostami H, Lepore J, Silverstraim T, Zundi I (1993) Use of recycled tires in concrete. In: International conference on concrete 2000, University of Dundee, Scotland, p 391–399
Eldin NN, Senouci AB (1993) Rubber-tire particles as concrete aggregates. ASCE J Mater Civ Eng 5:478–496. doi:10.1061/(ASCE)0899-1561(1993)5:4(478
Topçu İB (1995) The properties of rubberized concrete. Cem Concr Res 25:304–310. doi:10.1016/0008-8846(95)00014-3
De Brito J, Saikia N (2013) Recycled aggregate in concrete: use of industrial, construction and demolition waste. Springer, London
Topçu İB, Avcular N (1997) Analyses of rubberized concrete as a composite material. Cem Concr Res 27:1135–1139. doi:10.1016/S0008-8846(97)00115-4
Topçu İB (1997) Assessment of the brittleness index of rubberized concretes. Cem Concr Res 27:177–183. doi:10.1016/S0008-8846(96)00199-8
Liu F, Zheng W, Li L, Feng W, Ning G (2013) Mechanical and fatigue performance of rubber concrete. Constr Build Mater 47:711–719. doi:10.1016/j.conbuildmat.2013.05.055
Toutanji HA (1996) The use of rubber tire particles in concrete to replace mineral aggregates. Cem Concr Comp 18:135–139. doi:10.1016/0958-9465(95)00010-0
Ho AC, Turatsinze A, Hameed R, Vu DC (2012) Effects of rubber aggregates from grinded used tyres on the concrete resistance to cracking. J Clean Prod 23:209–215. doi:10.1016/j.jclepro.2011.09.016
Khaloo AR, Dehestani M, Rahmatabadi P (2008) Mechanical properties of concrete containing a high volume of tire-rubber particles. Waste Manag 28:2472–2482. doi:10.1016/j.wasman.2008.01.015
Issa CA, Salem G (2013) Utilization of recycled crumb rubber as fine aggregates in concrete mix design. Constr Build Mater 42:48–52. doi:10.1016/j.conbuildmat.2012.12.054
Segre N, Joekes I (2000) Use of tire rubber particles and addition to cement paste. Cem Concr Res 30:1421–1425. doi:10.1016/S0008-8846(00)00373-2
Raghavan D, Huynh H, Ferraris CF (1998) Workability, mechanical properties and chemical stability of a recycled tyre rubber filled cementitious composite. J Mater Sci 33:1745–1752. doi:10.1023/A:1004372414475
Mehta PK, Gjorv OE (1982) Properties of portland cement concrete containing fly ash and condensed silica fume. Cem Concr Res 12:587–595. doi:10.1016/0008-8846(82)90019-9
Huang B, Shu X, Cao J (2013) A two-staged surface treatment to improve properties of rubber modified cement composites. Constr Build Mater 40:270–274. doi:10.1016/j.conbuildmat.2012.11.014
Güneyisi E, Gesoğlu M, Özturan T (2004) Properties of rubberized concretes containing silica fume. Cem Concr Res 34:2309–2317. doi:10.1016/j.cemconres.2004.04.005
Pelisser F, Zavarise N, Longo TA, Bernardin AM (2011) Concrete made with recycled tire rubber: effect of alkaline activation and silica fume addition. J Clean Prod 19:757–763. doi:10.1016/j.jclepro.2010.11.014
Navarro FJ, Partal P, Boza FM, Valencia C, Gallegos C (2002) Rheological characteristics of ground tire rubber-modified bitumens. Chem Eng J 89:53–61. doi:10.1016/S1385-8947(02)00023-2
Moro FJL, Moro MC, Olivares FH, Schultz BW, Fernández MA (2013) Microscopic analysis of the interaction between crumb rubber and bitumen in asphalt mixtures using the dry process. Constr Build Mater 48:691–699. doi:10.1016/j.conbuildmat.2013.07.041
Xiang L, Cheng J, Que G (2009) Microstructure and performance of crumb rubber modified asphalt. Constr Build Mater 23:3586–3590. doi:10.1016/j.conbuildmat.2009.06.038
Albano C, Camacho N, Reyes C, Feliu JL, Hernández M (2005) Influence of scrap rubber addition to portland I concrete composites: destructive and non-destructive testing. Comp Struct 71:439–446. doi:10.1016/j.compstruct.2005.09.037
Turatsinze A (2005) Mechanical characterization of cement-based mortar incorporating rubber aggregates from recycled worn tyres. Build Environ 40:221–226. doi:10.1016/j.buildenv.2004.05.012
Bignozzi MC, Sandrolini F (2006) Tyre rubber waste recycling in self-compacting concrete. Cem Concr Res 36:735–739. doi:10.1016/j.cemconres.2005.12.011
Turki M, Bretagne E, Rouis MJ, Quéneudec M (2009) Microstructure, physical and mechanical properties of mortar-rubber aggregates mixtures. Constr Build Mater 23:2715–2722. doi:10.1016/j.conbuildmat.2008.12.019
Li G, Stubblefield MA, Garrick G, Eggers J, Abadie C, Huang B (2004) Development of waste tire modified concrete. Cem Concr Res 34:2283–2289. doi:10.1016/j.cemconres.2004.04.013
Li Z, Li F, Li JS (1998) Properties of concrete incorporating rubber tyre particles. Mag Concr Res 50:297–304. doi:10.1680/macr.1998.50.4.297
Shen W, Shan L, Zhang T, Ma H, Cai Z, Shi H (2013) Investigation on polymer-rubber aggregate modified porous concrete. Constr Build Mater 38:667–674. doi:10.1016/j.conbuildmat.2012.09.006
Chou LH, Yang CK, Lee MT, Shu CC (2010) Effects of partial oxidation of crumb rubber on properties of rubberized mortar. Comp Part B 41:613–616. doi:10.1016/j.compositesb.2010.09.009
Benazzouk A, Douzane O, Langlet T, Mezreb K, Roucoult JM, Quéneudec M (2007) Physico-mechanical properties and water absorbtion of cement composite containing shredded rubber wastes. Cem Concr Comp 29:732–740. doi:10.1016/j.cemconcomp.2007.07.001
Benazzouk A, Douzane O, Quéneudec M (2004) Transport of fluids in cement-rubber composites. Cem Concr Comp 26:21–29. doi:10.1016/S0958-9465(02)00119-1
Isayev AI (2013) Recycling of rubbers. In: The science and technology of rubber, 4th edn, Chapter 15, Elsevier, pp 697–764
Torgal FP, Ding Y, Jalali S (2012) Properties and durability of concrete containing polymeric wastes (tyre rubber and polyethylene terephthalate bottles): an overview. Constr Build Mater 30:714–724. doi:10.1016/j.conbuildmat.2011.11.047
Reda Taha MM, El-Dieb AS, Abd El-Wahab MA, Abdel Hameed ME (2008) Mechanical, fracture, and microstructural investigations of rubber concrete. J Mater Civ Eng 20:640–649. doi:10.1061/(ASCE)0899-1561(2008)20:10(640
Hernández Oliveras F, Barluenga G, Bollati M, Witoszek B (2002) Static and dynamic behavior of recycled tyre rubber-filled concrete. Cem Concr Res 32:1587–1596. doi:10.1016/S0008-8846(02)00833-5
Holmes N, Dunne K, O’Donnell J (2014) Longitudinal shear resistance of composite slabs containing crumb rubber in concrete toppings. Constr Build Mater 55:365–378. doi:10.1016/j.conbuildmat.2014.01.046
Segre N, Ostertag C, Monteiro P (2006) Effect of tire rubber particles on crack propagation in cement paste. Mater Res 9:311–320. doi:10.1590/S1516-14392006000300011
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Karakurt, C. Microstructure properties of waste tire rubber composites: an overview. J Mater Cycles Waste Manag 17, 422–433 (2015). https://doi.org/10.1007/s10163-014-0263-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-014-0263-9