
Abstract
The surface of LiNi1/3Mn1/3Co1/3O2 was coated with amorphous carbon to enhance the conductivity of the material. Electrochemical studies were performed by assembling 2032 coin cells with lithium metal as an anode. When carbon was coated on the surface, the LiNi1/3Mn1/3Co1/3O2 cathode material showed an improved rate capability, thermal stability, and cycle performance.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Lithium cobalt dioxide has been commercialized as an active material in lithium secondary batteries, since it not only shows excellent electrochemical performances but is also easy to prepare. However, lithium cobalt dioxide is flawed by some demerits, such as relatively low practical capacity, high cost and toxicity, and low thermal stability. Recently, new cathode materials such as LiNi0.8Co0.2O2, LiNi0.5Co0.5, LiNi0.5Mn1.5O4, and LiNi x Co1–2x Mn x O2 have been attracting attention, because they show high discharge capacity, thermal stability, and cycle performance. Especially LiNi1/3Mn1/3Co1/3O2 has shown excellent cell performance and thermal stability as well as low cost [1, 2]. However, its electronic conductivity is relatively lower than that of LiCoO2. Energy density decreases in a cell whose cathode material has low electronic conductivity because it needs more conducting materials to prepare the electrode. Even when the electronic conductivity of the electrode increases with a higher conducting agent, it is very hard to apply on a hybrid electric vehicle that needs high power instantaneously when the mobility of a lithium ion in the material drops low [3, 4].
Surface coating of LiCoO2 powders with various metal oxides such as Al2O3, SnO2, ZrO2, and TiO2 by a sol-gel method has been attempted to improve its electrochemical properties [5–8]. Actually, the metal-oxides-coated LiCoO2 showed excellent capacity retention even at the high-charge cutoff voltages (≥4.2 V) with an additional improvement in the rate capability. For example, the surface coating of LiNi1/3Co1/3Mn1/3O2 with LiAlO2 [9] has been attempted using a sol-gel method based on the analogy to prepare metal-oxides-coated LiCoO2 [10, 11]. An enhanced cycle-life performance and rate capability were observed in the LiAlO2-coated LiNi1/3Co1/3Mn1/3O2 cathode material. A direct carbon-black coating using an amphoteric-gelatin surfactant has also been reported to enhance the electrochemical performances of a Li-ion cell more efficiently than a bare LiCoO2 [12]. To improve the rate capability of LiNi1/3Co1/3Mn1/3O2 by carbon coatings, table sugar is pyrolized to form a carbon layer on the active material. This layer can improve the charge-transfer rates for redox reactions [13].
In this study, carbon black was coated directly on the surface of the LiNi1/3Mn1/3Co1/3O2 powder to enhance the rate capability of the material. Coin cells were prepared using the carbon-coated LiNi1/3Mn1/3Co1/3O2 powder and lithium metal, and their electrochemical performances were measured.
Experimental
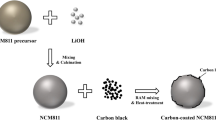
LiNi1/Mn1/33Co1/3O2 powders were prepared by a co-precipitation from a solution containing stoichiometric amounts of nickel sulfate (NiSO4·6H2O), cobalt sulfate (CoSO4·7H2O), and manganese sulfate (MnSO4·5H2O) by the addition of NaOH and NH4OH solutions. The synthesis procedure of the powders has been described in our previous papers [9]. Super P carbon black was used since its electronic conductivity was high. Orotan® powder was mixed with Super P carbon black in distilled water to disperse the carbon black efficiently and then ball-milled for 2 h. Gelatin was dissolved in distilled water, and the gelatin solution was obtained after stirring at 50 °C for 2 h, which was then mixed with dispersed carbon black and 50 g of LiNi1/3Co1/3Mn1/3O2 powders and stirred for 1 h. The pH of the resultant solution was maintained at about 4–5. The carbon-coated powders were obtained after filtering and drying the solution at 300 °C for 3 h.
The electrodes were fabricated from a 86:6:8 (mass percent) mixture of active materials: polyvinylidene difluoride (PVDF, Aldrich) as the binder and Super P carbon black (MMM Carbon) as the current conductor. The PVDF was dissolved in N-methylpyrrolidinone (Kanto), and the active material and the conductor mixture were added. After homogenization, the slurry was evacuated for 20 min to remove the residual air. The slurry was then coated on a thin aluminum foil (20-μm thick) and dried overnight at 100 °C. The electrode was pressed with a pressure of 600 to 800 kg cm−2 and punched into 15-mm-diameter disks. The electrochemical cells were prepared in the standard 2032-coin-cell hardware with lithium metal foil used as both the counter and reference electrodes. The cells were assembled in a dry room (the dew point below −55 °C). The electrolyte used for analysis was 1 M LiPF6 in ethylene carbonate/diethyl carbonate (1:1). The cells were taken out of the dry room and placed on the battery testing system (TOSCAT 3000). The cells were aged for 24 h before the first charge to ensure full absorption of the electrolyte into the electrode.
The powder X-ray diffraction (XRD) data for finely ground samples were collected at 298 K using a Philips PW1830 diffractometer with Cu Kα radiation (λ = 1.5406 Å). It was operated at 40 kV and 30 mA in the 2θ range of 10° to 80° in the continuous scan mode with the step size of 0.02° and the scan rate 1.0 (°/min). The scanning electron microscope (SEM) image of the particle shapes and morphologies of the bare and carbon-coated LiNi1/3Co1/3Mn1/3O2 were obtained using a Hitachi S-4800 machine. Differential scanning calorimetry (DSC) experiments were conducted on the bare and carbon-coated LiNi1/3Co1/3Mn1/3O2 samples charged to 4.3 V (vs metallic Li). The samples were dried at 80 °C for 24 h before measurement. The data were acquired using a TA Instrument Q1000 DSC at a scan rate of 10 °C/min in the temperature range of 50–400 °C. Thermogravimetric analysis (TGA) was conducted using a TA SDT Q600 system at a scan rate of 20 °C/min in the temperature range of 50–800 °C.
Electrochemical performances of the bare and carbon-coated LiNi1/3Co1/3Mn1/3O2 samples were examined using a battery cycler system. For rate capability, various current rates such as 0.2, 0.5, 1, 2, and 5 C were applied using TOSCAT 3000 series. The charge and discharge cycling tests of the cells were conducted galvanostatically at a rate of 0.5 C in a voltage range of 4.3 to 2.8 V. Electrochemical impedance spectroscopy was measured with IM6 (Zahner). The electrochemical properties of the assembled cell were evaluated by means of an alternating current (AC) impedance analyzer. The AC impedance measurements were performed with a Zahner Elektrik IM6 impedance analyzer over a frequency range of 700 mHz to 2 MHz.
Results and discussion
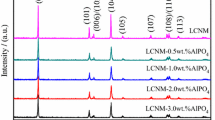
Figure 1 shows the XRD patterns of the bare and 1 and 3 wt% carbon-coated LiNi1/3Co1/3Mn1/3O2, respectively. The XRD patterns showed only the LiNi1/3Co1/3Mn1/3O2 single phase in the R-3m space group and the α-NaFeO2 crystal structure. It was confirmed that a layered structure of the powders was well developed in the powder because the peak separation of (006/012) and (108/110) around at 38° and 65° was clear. It is also well known that the crystal structure in layered structure is well developed, and the electrochemical performance is good when the ratio of I 003/I 104 is higher than 1.2 [14]. The ratios of I 003/I 104 of the bare and 1 and 3 wt% carbon-coated samples were 1.52, 1.48, and 1.45, respectively. No other impurity phases were observed in XRD patterns for the carbon-coated samples, which suggests that the structure of LiNi1/3Co1/3Mn1/3O2 was not affected by the carbon coating [15].

X-ray diffraction patterns of LiNi1/3Mn1/3Co1/3O2 powder
The SEM images of the bare and 1 and 3 wt% carbon-coated LiNi1/3Mn1/3Co1/3O2 particles are shown in Fig. 2. For bare LiNi1/3Mn1/3Co1/3O2 particles, the rod-shaped particles with a submicron size were agglomerated to form a sphere-shaped particle with ~10 μm diameter. A smooth and clean surface was observed in the bare particles. After the 1 wt% carbon coating, the surfaces of LiNi1/3Mn1/3Co1/3O2 particles were partially covered with nano-sized carbon particles. When the coating amount of carbon was increased to 3 wt%, the agglomerated particles were encapsulated by carbon nanoparticles as shown in Fig. 2c. Similar SEM images were also observed in the AlPO4-coated Li(Ni0.9Co0.1)O2 [16] and Al2O3-coated LiCoO2 [17], and Li(Ni0.8Co0.2)O2 particles were heavily but un-uniformly coated at ≥5 wt% AlPO4 concentration.

SEM photographs of LiNi1/3Mn1/3Co1/3O2 powder
A TGA was conducted to measure the amount of carbon coating, as shown in Fig. 3. When the carbon-coated powders were heated up to 800 °C, a weight loss was observed around 500 °C. The weight loss of the 1 and 3 wt% carbon-coated samples was 1.17 and 3.03%, respectively. It is clear that the carbon was coated on the LiNi1/3Mn1/3Co1/3O2 particles as it was added. It was assumed that a weight loss slightly higher than the added carbon resulted owing to the moisture in the particles [18].

Thermogravimetric analysis for LiNi1/3Mn1/3Co1/3O2 powder
Figure 4 shows the DSC curves of the cathodes. Cells were charged up to 4.3 V. There are two exothermic peaks in each panel regardless of carbon coatings. Figure 4a shows the peaks of the material with no carbon coating. As the carbon contents increased from Fig. 4a to c, the first peak near 340 °C shrank but the second peak near 460 °C expanded. They clearly show that the carbon coatings suppress the generation of heat at the charged cathodes. It has been reported that coatings and dopings can help to reduce the heat generation [19]. However, we are not sure yet about the role the carbon coatings played in heat suppression.

DSC profiles of LiNi1/3Mn1/3Co1/3O2 powder after charging to 4.3V
Figure 5 shows the discharge curves that cycled between 2.8 and 4.3 V. The capacity values from the material without the carbon coating are 151.4 mAh/g for 0.2 C and 112.8 mAh/g for 5 C. The charge retention rate of 5/0.2 C was 74.5%. The 1% carbon-coated material gave 153.4 mAh/g for 0.2 C, 132.0 mAh/g for 5 C, and a retention rate of 86.1%. Furthermore, the 3% carbon-coated material gave 136.8 mAh/g and a 90.0% charge retention. Carbon coatings might have improved the electronic conductivity of the active material [20, 21], which induced the better rate capabilities of the carbon-coated material. This result differed from that of the 3 wt% carbon-coated powder, which, using table sugar, delivers lower discharge capacity at the high current rate than the 1 wt% carbon-coated one [13]. This means that the coagulation problem is the main reason/cause of the decrease in performance when an excess carbon coating is formed. Coagulation results in a lowering of the density of LiFePO4, which leads to an uneven distribution and a low packing density of the active material [22]

Rate capability of LiNi1/3Mn1/3Co1/3O2 powder
Figure 6 shows the cycle performance of the bare and carbon-coated LiNi1/3Mn1/3Co1/3O2 up to 100 cycles. Although the specific capacity of the bare and carbon-coated ones decreased with increasing charge/discharge cycling, the capacity retention of the carbon-coated ones remained very good. Therefore, the carbon-coated LiNi1/3Mn1/3Co1/3O2 electrodes clearly demonstrated a good rate capability and cyclability.

Discharge capacity of LiNi1/3Mn1/3Co1/3O2 powder with charge/discharge cycling
To understand the effects of carbon coating in more detail, the AC impedance measurement was carried out using the cells containing the carbon-coated powder as cathode. The AC impedance was measured after performing galvanostatical cycles one time to stabilize the solid electrolyte interphase (SEI) film and to percolate the electrolyte through electrode particles. Figure 7 shows Nyquist plots obtained from the bare and 3 wt% carbon-coated LiNi1/3Mn1/3Co1/3O2. The intercept at the X-axis in a high frequency corresponded to the ohmic resistance (\(R_\Omega \)), which represented the resistance of the electrolyte. The depressed semicircle in the high frequency range was related to the Li-ion migration resistance (R f) through the SEI film formed on the cathode surface. The second semicircle in the middle frequency range indicated the charge transfer resistance (R ct). The inclined line in the lower frequency represented the Warburg impedance, which is associated with Li-ion diffusion in the LiNi1/3Mn1/3Co1/3O2 particles. Using a typical equivalent circuit of the Li-ion cell, these impedance components could be calculated [23]. The charge transfer resistance of the bare and carbon-coated LiNi1/3Mn1/3Co1/3O2 was 36.7 and 31.5 Ωcm2, respectively. This indicates that the coating layer enhanced the electrical contacts between LiNi1/3Mn1/3Co1/3O2 particles. The carbon-coated LiNi1/3Mn1/3Co1/3O2 also showed a Li-ion migration resistance lower than the bare one in the high frequency range [24]. This result, shown in Fig. 7, supports the improved electrochemical properties of the carbon-coated LiNi1/3Mn1/3Co1/3O2 such as good rate capability and cyclability shown in Figs. 5 and 6.

Electrochemical impedance spectra LiNi1/3Mn1/3Co1/3O2 powder of cells after first charge/discharge cycling
Conclusions
Carbon was coated on LiNi1/3Mn1/3Co1/3O2 to improve the electronic conductivity of the active material. We found that the carbon-coating layers were amorphous. The coatings did improve both the thermal stability and the rate capability of the material. The findings from our experiments led us to conclude that the improvement of rate capability was caused by the increase of the conductivity of the material. However, the coating has no effect on the performance of the long-term cycles.
References
Kim H, Kim S, Eom S, Kim W (2006) J KIEEME 19:64
Zhang X, Wen Z (2005) Mater Lett 60:1470
Kim H, Shin J, Na S, Eom S, Moon S, Kim S (2003) J KIEEME 16:994
Kim H, Kim S, Lee C, Moon S, Kim W (2006) J KIEEME 19:139
Cho J, Kim Y, Kim T, Park B (2001) Angew Chem Int Ed 40:3367
Cho J, Kim Y, Park B (2000) Chem Mater 12:3788
Cho J, Kim T, Park B (2001) J Electrochem Soc 148:A1110
Kim Y, Kim H, Kim B, Ahn D, Lee J, Kim T, Son D, Cho J, Kim Y, Park B (2003) Chem Mater 15:1505
Kim H, Kim Y, Kim S, Moon S, Martin S (2006) J Power Sources 161:623
Cho J, Kim Y, Kim B, Park B (2003) Angew Chem Int Ed 42:1618
Kim J, Noh M, Cho J, Kim H, Kim K (2005) J Electrochem Soc 152:A1142
Kim J, Kim B, Lee J, Cho J, Park B (2005) J Power Sources 139:289
Kim H, Kong M, Kim K, Kim I, Gu H (2007) J Power Sources 171:917
Kang H, Jung B, Kim M (2004) Solid State Ion 169:151
Kim J, Park C, Sun Y (2003) Solid State Ion 164:43
Ahn D, Lee J, Lee J, Kim J, Cho J, Park B (2007) Curr Appl Phys 7:172
Cho J, Kim T, Kim C, Lee J, Kim Y, Park B (2005) J Power Sources 146:58
Belharouak I, Johnson C, Amine K (2005) Electrochem Commun 7:983
Belharouak I, Lu W, Vissers D, Amine K (2006) Electrochem Commun 8:329
Wang G, Yang L, Bewlay S, Chen Y, Liu H, Ahn J (2005) J Power Sources 146:521
Cushing BL, Goodneough JB (2002) Solide State Sci 4:1487
Chen JR, Dahn J (2002) Electrochem Soc 149:A1148
Shim E, Nam T, Kim J, Kim H, Moon S (2007) Electrochim Acta 53:650
Shin H, Cho W, Jang H (2006) Electrochim Acta 52:1472
Author information
Authors and Affiliations
Corresponding author
Additional information
Contribution to ICMAT 2007, Symposium K: Nanostructured and bulk materials for electrochemical power sources, July 1–6, Singapore.
Rights and permissions
About this article
Cite this article
Kim, HS., Kim, K., Moon, SI. et al. A study on carbon-coated LiNi1/3Mn1/3Co1/3O2 cathode material for lithium secondary batteries. J Solid State Electrochem 12, 867–872 (2008). https://doi.org/10.1007/s10008-008-0552-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10008-008-0552-0