
Abstract
Replacing worn disc cutters in a tunnel boring machine (TBM) operation is a time-consuming and expensive process. This article presents the study of disc cutter wear rate during the excavation of 36 km Naqadeh water conveyance tunnel with a diameter of 6.325 m. The construction of this tunnel in northwest Iran has been recently completed. The geological setting of the tunnel consists of variable lithology, including limestone, shale, granite, and granodiorite units. Field data were collected and analyzed from TBM tunneling of 9.5 km of the tunnel. The analysis was performed by incorporating the types of wear and comparing the accuracy of traditional cutter wear prediction models. The new model was developed using statistical analysis of the observed cutter wear in this project. The validity of the proposed model was evaluated using the excavation data for the following 2 km of the tunnel. The model developed in this study allows estimating wear rate and cutter life using common rock characterization parameters such as the Cerchar abrasivity index (CAI) and the uniaxial compressive strength (UCS).
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Disc cutter wear is one of the challenging issues in TBM tunneling through abrasive and hard rock formations. Daily inspection and replacing of worn disc cutters is a time-consuming process that may impact project schedule and causes machine downtime and delays in projects. Therefore, accurate estimation of disc cutter life could help in planning, management, and optimization of mechanized tunnel construction projects.
Considering the importance of disc cutter wear and adverse effects on the performance of TBMs, numerous studies have been conducted to investigate the effect of rock and soil abrasiveness on cutting tools (Barzegari et al. 2012, 2015; West 1989; Deketh et al. 1998; Kasling and Thuro 2010; Jakobsen and Lohne 2013; Liu et al. 2017 and Roby et al. 2009). Frough and Torabi (2017) studied the rock engineering system for estimation of TBM stoppage. In a study by Zhang et al. (2019), which was based on the analyses of disc cutter wear and cutter motion in the rock breaking process, they postulated a theoretical model for prediction of disc cutter wear in TBM applications. Repetto and Fidelibus (2017) introduced a decision plot for a single shield TBM design. Barzegari et al. (2014) and Filbà et al. (2016) studied the encounter of TBM with boulders in mechanized tunneling. Lin et al. (2017) carried out research to investigate the specific matching characteristics of the cutter ring (hardness and toughness) on rock samples using friction tests on a TBM cutter performance test bench. In a study by Zhang et al. (2017), they studied the wear behavior of the TBM disc cutter ring under dry, wet, and seawater conditions and conducted a series of cutter-rock wear tests on the performance of specially designed TBM cutter. Karami et al. (2020) conducted research to investigate disc cutter wear issue in the Kerman water conveyance tunnel and developed a new empirical model to predict cutter wear using CAI and RQD.
The most commonly used models for predicting disc cutter wear include the Colorado School of Mines (CSM), Norwegian University of Science and Technology (NTNU), and Gehring models. The CSM model is based on a basic cutter life, using the Cerchar abrasivity index (Rostami et al. 2005). The NTNU model utilizes special charts and simple equations for predicting the cutter life. The main input parameter of this model is the cutter life index (CLI), which is an indicator of rock abrasiveness. In a study by Gehring (1995), they applied data from various projects to determine the relationship between the CAI and wear-induced cutter weight loss. Nelson et al. (1994) suggested empirical method for the cutter life prediction. This model is based on comparing input data with a real database obtained from TBM. The input data for this method include rock type, joint frequency, and some machine parameters. Oparin and Tanaino (2015) proposed a new method for identifying rock abrasion based on physical, mechanical, and structural properties of rock. They indicated that the wear process mainly depends on the material properties and contact mechanism between a cutter and rock surfaces. Hassanpour et al. (2014, 2015) and Hassanpour (2018) found a relationship between disc cutter life and geological parameters including rock strength and Vickers hardness via statistical analysis on actual engineering data. Based on their work, they proposed an empirical model for the prediction of disc cutter wear. Ko et al. (2016) examined the influence of CAI and CLI values on disc cutter life using the Gehring, CSM, and NTNU models and reported that variations of CAI have an effect on the Gehring model. Table 1 presents a brief summary of some existing models for predicting disc cutter wear.
The present study was conducted to provide more reliable relationships between geological properties and disc cutter wear in hard rock TBM tunneling. The data were collected from Naqadeh water conveyance tunnel lot 2, located in the northwest of Iran, some 9.5 km southwest of city of Naqadeh. The studied tunnel was excavated using a TBM with a diameter of 6.325 m through various igneous, sedimentary, and metamorphic rocks. The disc cutter wear and accuracy of traditional cutter wear prediction models were evaluated. Statistical analysis was employed to develop a new statistical model between rock parameters and disc cutter wear.
2 Geological Characteristics
The Naqadeh tunnel area is part of the metamorphic and ophiolitic belt of Sanandaj–Sirjan zone (SSZ) (Aghanabati 2004). The SSZ mainly consists of igneous, sedimentary, and metamorphic rocks ageing from Precambrian to the present. The zone has endured a series of tectonic activities that caused some faults and discontinuity in the region. The carbonatic and calcareous units and the volcanic rocks created the mountains in the region due to the uplift and resistance against erosion, while the plains were formed by the shaly and sandy units in the areas. Alteration of the Cretaceous and earlier units and the intrusion of granitic layers during Laramid tectonic event is the other important feature in an extended area of the zones mentioned earlier. The intrusive units including granite, granodiorite, diorite, and granite–hornfels ranging in age from the upper Cretaceous to the Paleocene are the most frequent lithological features along the tunnel alignment. A geological map of the study tunnel alignment is provided in Fig. 1.

Geological map of Iran (Aghanabati 2004) and the location of Naqadeh tunnel alignment shown on the satellite image
To evaluate the engineering geological characteristics of the rock mass along the tunnel alignment, exploratory boreholes were drilled. A series of laboratory tests including Petrographic analysis (ASTM C295), uniaxial compressive strength (UCS) (ASTM D2938), point-load strength index (Is50) (ASTM D5731), Brazilian tensile strength (BTS) (ASTM D3967), and CAI (ASTM D7625) were carried out on specimens obtained from subsurface coring. A description of the main geological units encountered along the tunnel alignment is provided in Table 2.
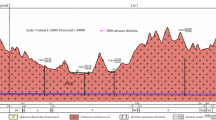
Two important granite and granodiorite geological units were encountered during the tunneling. These units are composed of minerals with a Vickers hardness of 595–1120 including coarse-grained quartz, potassium feldspar, and plagioclase. The geotechnical profile of the studied tunnel is illustrated in Fig. 2. The main physical and mechanical characteristics of the aforementioned lithologies are summarized in Table 3. Based on the geological units, the TBM field performance database for the study of disc cutter life includes eight sections. The ranges of the input parameters into the database and their basic descriptive statistics are given in Table 4.

Geotechnical setting along Naqadeh tunnel
3 TBM and Disc Cutter Specifications
A double-shield hard rock TBM with diametre of 6.325 m was selected in this study. The main specifications of the TBM are provided in Table 5.
The cutterhead has 42 disc cutters including four double rings at the center, 22 single discs in the face, and 14 single discs in the gauge (peripheral) part. Figure 3 illustrates the general layout of the TBM cutterhead and disc cutter configuration.

General layout, cutter patterns and position numbers on the TBM cutterhead, and disc cutter spacing in the cutterhead section, Center cutters: # A to H; Face cutters: # 1 to 25; Gage cutters: # 26 to 39
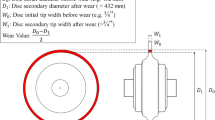
The load capacity of the used disc cutters was 250 kN and cutter spacing decreases in the gage part (peripheral with distance from the center of cutterhead. The diameter and tip width of the disc cutter rings in the studied project were 432 (17 inch) and 17.8 mm, respectively (see Fig. 4). The cutter rings were made of X50CrVMo51 steel. The chemical composition of this steel is summarized in Table 6.

A cross-section of the disc cutter with 432 mm diameter
The disc cutters were manufactured by different manufactures and have different hardnesses ranging from 55 to 58 Rockwell hardness C scale (HRC).
4 Disc Cutter Wear
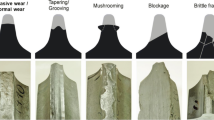
The wear phenomenon was identified as a gradual removal of material from a solid surface due to abrasion, corrosion, and erosion (Budinski 2007). The occurrence of wear on the disc cutter classified as normal and abnormal wear. Normal wear was identified as a uniform radial wear of cutter ring tip and is the focus of disc cutter prediction models. This type of wear is categorized as a geotechnical issue and is of interest to mechanical, metallurgical, and geotechnical engineers. The term abnormal wear includes all types of disc cutter failures, except due to normal wear, such as tapering, mushrooming, blockage, brittle fracture, and bearing failure (see Fig. 5). Abnormal wear is related to mechanical issues, mainly owing to manufacturing, assembly, and perhaps due to the eccentric loading of cutter and bearing failures. If disc cutter wear is not detected on a timely basis, it may spread to adjacent cutters like a domino effect and wipe out the cutters on the cutterhead in short time, possibly lead to severe damage to the cutterhead. Figure 6 illustrates disc cutter types, components, and normal wear of cutter rings.

Different forms of disc cutter wear after Ellecosta et al. (2018)

a Removing of the worn disc cutters via cutting chamber, b dismantled worn cutter rings, c disc cutter internal components, and d normal wear of disc cutter
In some projects, the frequency of abnormal wear of disc cutters is more than that of normal wear. A significant share of abnormal wear is associated with the cutter ring. Failure of disc cutter components (i.e., bearing, O-ring, hub, and seal) may cause abnormal wear that mainly is related to the manufacturing process. Wear flat is due to cutter rotation stoppage as a result of bearing failure. Chipping, spalling, and cracking of cutter ring are directly related to hardness/toughness of cutter steel. Selecting an appropriate alloy is the key issue that influences the wear of the cutters in the material to be excavated by cutting tools. The extreme hardness of cutter steel could lead to cracking and, conversely, increased ductility and toughness increases the possibility of mushrooming of cutter ring. Figure 7 shows pictures of normal and abnormal wear types of disc cutters.

Abnormal wear of 432 mm disc cutter ring: a unilateral flat wear, b polygonal flat wear, c cracking, and d chipping or spalling of cutter ring
Design optimization of disc cutter and increasing the cutter ring performance is considered as a cutting-edge technology in mechanized tunneling. This issue requires involvement of researchers from different fields such as metallurgical, tribological, geotechnical, mechanical, and wear studies.
The allowable wear of a disc cutter, or tip loss varied depending on the position and type of disc cutter. In this project, the allowable wear limit for the face and gage cutters were determined about 20 and 15 mm, respectively. To ensure operation of TBM without cutter failure, the inspection of the cutterhead was scheduled as a daily routine or for every 3–5 rings (4.5–7.5 m) of excavation. The amount of disc cutter wear was measured in millimeters and recorded in every inspection of the cutting tools using a special ruler through the cutting chamber behind the cutterhead. The worn cutters were removed from the cutterhead through the cutting chamber and assembled by placing a new cutter ring and changing lubricant, or completely rebuilt by replacing seals, bearing, cutter ring, and other components, especially in the case of abnormal wear. Figure 8 shows a picture of the measurement tool as a special ruler for measuring the depth of normal wear of the cutters ring in this project.

Special tool for measuring wear extent of the cutter ring in a daily inspection of the cutterhead, a a new disc cutter with zero wear (after Liu et al. 2017), b measuring of 15 mm wear depth of the used cutter ring on the cutterhead
In the studied part of this tunneling project, 1275 disc cutters were replaced for excavating a distance of 9.143 km, where 630 (some 49%) of the disc cutters were subjected to normal wear and 645 (~ 51%) were replaced due to abnormal wear. Figure 9 presents the amounts abnormal wears encountered in this project.

Number and percentage of different types of abnormal wear of disc cutters in the studied project
To evaluate the wear rate with regard to placement of individual disc cutters on the cutterhead, the cutter life for the relevant positions on the cutterhead was determined using Eqs. (1) and (2), as suggested by Bruland (1998).
where rri is the relative radius or relative position of the disc cutter in the position no. i, Ni is the cutter position number, NTBM is the overall number of cutters on the cutterhead, Hri is the relative cutter ring life in the position i, and Hni is the number of cutter rings used (worn cutters) at position i. It is clear that the rolling path and consequently the wear rate of disc cutters increases with the distance from the center of the cutterhead. In other words, the relative cutter life (Hri) decreases from center to the gauge cutters. Figure 10 presents relative cutter life of this study for (1) normal wear rate according to the relative cutter position and (2) compared with the relationship proposed by Bruland (1998). As is clear, the number of disc cutters changes due to normal wear in the positions from the face toward gage part of the cutterhead have increased in agreement with relation proposed by Bruland (1998).

Relationship between the relative cutter life (Hri) and the relative cutter position (rri) (a) for normal wear (b) compared with the trend line proposed after Bruland (1998)
Figure 11 demonstrates the number of disc cutter changes due to normal, abnormal and total wear for different positions on the cutterhead.

Number of normal and abnormal wear of the disc cutters in various positions on the cutterhead
The high abnormal wear rate of the disc cutter at the center part of cutterhead is due to the smaller rotational radius, cutter skidding and extreme vibration of cutterhead, and excessive eccentric loading on the bearing.
The applied thrust force during the excavation of the tunnel and the number of worn cutter changes in different lithologies is shown in Fig. 12.

Variations of the applied thrust force on the disc cutters and the number of normal and abnormal cutter wear in various geological units along the tunnel alignment
In the process of excavation of a rockmass by a TBM, the disc cutters penetrate into the rock caused by the applied thrust force on the cutterhead. The rolling force and generated friction at the contact between a disc cutter and hard rock caused to cutter wear (Wang et al. 2015). The excessive trust force is one of the main parameters that affects wear rate of disc cutters. As shown in Fig. 12, there is good relation between the thrust force and the number of cutter changes especially due to abnormal wear.
Bruland (1998) described disc cutters life as drilled tunnel length per cutter (Hm) or excavated volume of rock per cutter (Hf) using Eq. (3) and (4), respectively:
where NTBM is the overall number of disc cutters, dtbm is TBM diameter, and L is the excavated tunnel length. It is anticipated that cutters in the gage part are replaced at a faster rate. The number of worn disc cutter changes and Hf along the tunnel alignment with respect to the geological units is shown in Fig. 13.

Number of disc cutter changes and cutter life in various geological units along the selected part of the tunnel alignment
5 Disc Cutter Wear Prediction Using the Traditional Models
The CSM, NTNU, Hassanpour (2018) and Hassanpour et al. (2015) models were applied for predicting cutter wear in the studied project. The CSM method is based on CAI to obtain a basic cutter life (CL) in rolling meters (Ozdemir 1995). The NTNU method applies the CLI based on Siever’s J-value (SJ) and abrasion value steel (AVS) (Bruland 1998). The models of Hassanpour et al. (2015) and Hassanpour (2018) are based on a Vickers hardness number (VHNR) and UCS. Figure 14 illustrates the estimated rock excavation volume per cutter or Hf (m3/cutter) for each geological unit using the above-mentioned prediction models. As can be seen, there is no agreement between predicted values by different models and also in comparison with the recorded wear rate.

Disc cutter wear prediction by existing models compared to the actual Hf (m3/cutter) data, a predicted values of Hf (m3/cutter) using existing models and actual date in various geological units, b scatter plot of predicted values of Hf (m3/cutter) vs. actual data
The absolute error (Eq. 5) was used to compare the results of prediction models in various tunnel sections (see Fig. 15).

Variations of the absolute error for the prediction models in various geological units
Table 7 provides basic descriptive statistics of absolute errors for comparing traditional prediction models with the actual wear rates. The results show that the NTNU model predicted lower values than the actual ones, while the models of Hassanpour et al. (2015) and Hassanpour (2018) overestimated cutter life. The CSM model predicted values had lower relative error compared to the observed cutter life in different geological units. It is of note that the Hassanpour (2018) model was developed for sedimentary and low to medium grade metamorphic rocks. It can be assumed that that each model is valid for certain geological conditions with similar characteristics to those used in the development of the models.
6 Statistical Analysis of Cutter Life Data
6.1 Simple Regression Analysis
To predict disc cutter life, simple regression analyses with the linear, power, exponential, and logarithmic relations were applied between disc cutter life and rock characteristics (Fig. 16). The type of regression, equation and coefficient of determination (R2) between excavated tunnel length or rock produced per cutter change (Hf), and intact rock parameters (i.e., CAI, UCS, BTS, Is50, and brittleness indices) are listed in Table 8. As can be seen, various coefficients of determination were observed between disc cutter life and rock characteristics for the all data sets (R2 ranging from 0.006 to 0.802). Moreover, the relation between the Brazilian tensile strength (BTS) and cutter life was very poor (R2 = 0.006), while the best relation was between the CAI and cutter life (R2 = 0.802).

The relationship between the recorded disc cutter life (Hf) and different rock parameters including a Brazilian tensile strength (BTS); b unconfined compressive strength (UCS); c point load index (Is50); d Cerchar abrasivity index (CAI); e brittleness, B1 (\(\frac{\mathrm{UCS}}{\mathrm{BTS}}\)); and f brittleness, B2 (\(\frac{\mathrm{UCS}\times \mathrm{BTS}}{2}\))
6.2 Multiple Regression
Multiple regression analysis was performed to determine the relationships between disc cutter life (Hf) as the dependent variable with rock characteristics as input variables. In the regression analysis using SPSS software, the model of the best fitting line with regression coefficient of 95% confidence level was developed for each relation. The effect of each variable on Hf was evaluated and a statistical model with input variables was generated. In this study, the maximum coefficient of determination (R2 = 0.75) was obtained using CAI and UCS as input variables. The statistical parameters of the model are provided in Table 9.
The analysis of the significance of t value and coefficient for the generated model are detailed in Table 10. The t-test shows that the coefficients of the model is correct (Sig. < 0.05). The analysis of variance (F test) for the model is summarized in Table 11.
As a result, a new empirical disc cutter life prediction model is introduced using UCS and CAI as universally measured intact rock characteristics in mechanized tunneling projects (Eq. 13). Comparison of the predicted disc cutter life using the suggested equation with actual data is illustrated in Fig. 17. Histograms of the actual and predicted values of disc cutter life for various geological units is presented in Fig. 18.

Comparison between the actual and predicted values

Histograms of the actual and predicted values of Hf (m3/cutter) in various geological units
7 Validation of the Model
To validate the proposed model, the predicted values of cutter life were compared to recorded cutter life in the tunnel at chainage between 25,630 and 23,644 m (some 1986 m) in the granitic unit. The mean values of rock characteristics in this section of the tunnel are presented in Table 12.
In the selected section, 224 discs (26 center and 198 face and gauge cutters) were replaced; 126 (64%) due to normal wear and 72 (36%) due to abnormal wear. The predicted cutter life values obtained using the proposed model are in good agreement with the actual values presented in Table 13. The newly developed model for cutter life prediction is illustrated in Fig. 19. This is a chart in which the horizontal and vertical axes are the CAI and UCS parameters, respectively. The lines which separate various cutter life (Hf) areas indicate wear categories. As shown, the wear of the cutters due to excavating rock mass with high strength and low abrasivity might be the same as wear caused by a low strength but extremely abrasive rock. Obviously, the lowest cutter life is related to high strength with high abrasivity index rock mass.

Prediction chart of cutter life (m3/cutter) based on the developed model derived from Eq. 13
8 Conclusions
In this study, a limited database of disc cutter wear and geotechnical parameters of rock formations for a TBM tunneling project was developed and analyzed. The database included geological features, disc cutter wear rate and wear types. About 49% of worn disc cutters were subjected to normal wear and more than 50% (especially for the disc cutters mounted in the central part of the cutterhead) were replaced due to abnormal wear. A significant percentage (> 45%) of the abnormal wear was associated with the cutter ring failure (i.e., cracking, spalling, mushrooming, and chipping) due to the inaccurate and un-matching of hardness/toughness of the steel used for cutter ring. The cutter rings in the studied project were made from X50CrVMo51 steel with different hardnesses ranging from 55 to 58 HRC due to specific process used by different manufacturers. To reduce the cutter wear, it is important to study the wear type and to conduct more experimental tests for selecting appropriate properties for the cutter ring with the optimal hardness/toughness to match the rock with specific mineral composition.
The comparison of the normal wear of disc cutter by traditional prediction models with the actual wear rate in the project showed large differences. The subject of wear of the cutter ring in TBM tunneling is an interdisciplinary issue. To obtain an accurate prediction model, an extensive experimental test with a contribution of multiple research fields including geotechnics, geology, metallurgy, and mechanical engineers is required.
Statistical analysis was used to develop a relationship between the average disc cutter life (Hf) and rock characteristics. Regression analysis showed a high correlation with the R2 = 0.7569 of cutter life (Hf) with Cerchar abrasivity index (CAI) and UCS. A simple empirical model was proposed for predicting cutter disc life. The newly developed model was validated in 2 km of tunnel with reasonable results. It is worth to note that, due to the limited data in the database, the proposed model can only be used for the prediction of cutter life due to normal wear for constant cross-section (CCS) cutter rings with diameter of 432 mm, in granitic rocks. Clearly, the newly developed model can be improved using additional data from other tunneling projects over time.
Abbreviations
- AVS:
-
Abrasion value
- B1, B2, B3:
-
Brittleness indices
- BTS:
-
Brazilian tensile strength
- CAI:
-
Cerchar abrasivity index
- CLI:
-
Cutter life index
- CSM:
-
Colorado school of mines
- DRI:
-
Drilling rate index
- dtbm :
-
TBM diameter
- Ef:
-
Average cutter life
- Es:
-
Specific energy of entire cutterhead
- F:
-
Test for the analysis of variance
- Hf :
-
Average cutter life (m3/cutter)
- Hh :
-
Average cutter life (h/cutter)
- Hm :
-
Average cutter life (m/cutter)
- Hn :
-
Number of replaced disc cutters
- TBM:
-
Tunnel boring machine
- Hri:
-
Relative cutter life
- Is50:
-
Point load index
- Ni:
-
Cutter position number
- NTBM :
-
Actual number of disc cutters
- R:
-
Coefficient of regression
- R2 :
-
Coefficient of determination
- rri:
-
Relative position of disc cutter
- S20:
-
Brittleness test
- SJ:
-
Sievers J-value test
- TBM:
-
Tunnel boring machine
- UCS:
-
Uniaxial compressive strength
- Vc:
-
Average cutter life (m3)
- OM:
-
Optical microscopy
- HRC:
-
Rockwell hardness c scale
- VHNR:
-
Vickers hardness number
References
Aghanabati A (2004) Geology of Iran. Geological Survey of Iran, Tehran (in Persian)
Altindag R (2002) The evaluation of rock brittleness concept on rotary blast hold drills. J South Afr Inst Min Metall 102:61–66
Barzegari G, Uromeihy A, Zhao J (2012) A newly developed soil abrasion testing method for tunneling using shield machines. Q J Eng Geol Hydrogeol 46:63–74. https://doi.org/10.1144/qjegh2012-039
Barzegari G, Uromeihy A, Zhao J (2014) EPB tunneling challenges in bouldery ground: a new experience on the Tabriz metro line 1, Iran. Bull Eng Geol Environ 73:429–440
Barzegari G, Uromeihy A, Zhao J (2015) Parametric study of soil abrasivity for predicting wear issue in TBM tunneling projects. Tunn Undergr Space Technol 48:43–57
Bieniawski Z, Celada B, Galera J, Tardáguila I (2009) Prediction of cutter wear using RME. Universidad Politecnica de Madrid, Spain
Bruland A (1998) Hard rock tunnel boring. Dissertation. Norwegian university of Science and Technology (NTNU)
Budinski KG (2007) Guide to friction, wear, and erosion testing. ASTM International, West Conshohocken, PA
Dahl F, Grøv E, Breivik T (2007) Development of a new direct test method for estimating cutter life based on the Sievers’ J miniature drill test. Tunn Undergr Space Technol 22:06–116
Deketh H, Grima MA, Hergarden I, Giezen M, Verhoef P (1998) Towards the prediction of rock excavation machine performance. Bull Eng Geol Environ 57:13–15
Ellecosta P, Kasling H, Thuro K (2018) Tool wear in TBM hard rock drilling backgrounds and special phenomena. Geomech Tunn 11(2):142–148. https://doi.org/10.1002/geot.201800006
Ewendt D (1992) Erfassung der Gesteinsabrasivität und Prognose des Werkzeugverschleißes beim maschinellen Tunnelvortrieb mit Diskenmeißeln. Kurzberichte Aus Der Bauforschung 33:9
Filbà M, Salvany JM, Jubany J, Carrasco L (2016) Tunnel boring machine collision with an ancient boulder beach during the excavation of the Barcelona city subway L10 line: a case of adverse geology and resulting engineering solutions. Eng Geol 200:31–46
Frenzel C (2011) Disc cutter wear phenomenology and their implications on disc cutter consumption for TBM, in: Proceedings 45th US Rock Mechanics/Geomechanics Symposium, San Francisco, California, June 2011. Paper Number: ARMA-11-211
Frough O, Torabi SR (2013) An application of rock engineering systems for estimating TBM downtimes. Eng Geol 157:112–123
Gehring K (1995) Prognosis of advance rates and wear for underground mechanised excavations. Felsbau 13:439–448
Hassanpour J (2018) Development of an empirical model to estimate disc cutter wear for sedimentary and low to medium grade metamorphic rocks. Tunn Undergr Space Technol 75:90–99
Hassanpour J, Rostami J, Azali ST, Zhao J (2014) Introduction of an empirical TBM cutter wear prediction model for pyroclastic and mafic igneous rocks; a case history of Karaj water conveyance tunnel, Iran. Tunn Undergr Space Technol 43:222–231
Hassanpour J, Rostami J, Zhao J, Azali ST (2015) TBM performance and disc cutter wear prediction based on ten years experience of TBM tunneling in Iran. Geomech Tunn 8:239–247
Hucka V, Das B (1974) Brittleness determination of rocks by different methods. Int J Rock Mech Mining Sci Geomech Abstr 11:389–392
Jakobsen PD, Lohne J (2013) Challenges of methods and approaches for estimating soil abrasivity in soft ground TBM tunneling. Wear 308:66–73
Karami M, Zare S, Rostami J (2020) Tracking of disc cutter wear in TBM tunneling: a case study of Kerman water conveyance tunnel. Bull Eng Geol Environ. https://doi.org/10.1007/s10064-020-01931-7
Kasling H, Thuro K (2010) Determining rock abrasivity in the laboratory, European Rock Mechanics Symposium EUROCK 2010, Lausanne, Switzerland
Ko TY, Kim TK, Son Y, Jeon S (2016) Effect of geomechanical properties on Cerchar abrasivity index (CAI) and its application to TBM tunneling. Tunn Undergr Space Technol 57:99–111
Lin L, Mao Q, Xia Y, Zhu Z, Yang D, Guo B, Lan H (2017) Experimental study of specific matching characteristics of tunnel boring machine cutter ring properties and rock. Wear 378–379:1–10
Liu Q, Liu J, Pan Y, Zhang X, Peng X, Gong Q, Du L (2017) A wear rule and cutter life prediction model of a 20 in. TBM cutter for granite: a case study of a water conveyance tunnel in China. Rock Mech Rock Eng 50:1303–1320
Maidl B, Schmid L, Ritz W, Herrenknecht M (2008) Hardrock tunnel boring machines. John Wiley & Sons
Nelson P, Al-Jalil YA, Laughton C (1994) Tunnel boring machine project data bases and construction simulation, Geotechnical Engineering Report GR94–4. The University of Texas, Austin, p 78712
Oparin V, Tanaino A (2015) A new method to test rock abrasiveness based on physico-mechanical and structural properties of rocks. J Rock Mech Geotech Eng 7:250–255
Ozdemir L (1995) Machine design and performance prediction: short course on mechanical mining technology for hard rock, Colorado School of Mines.
Repetto L, Fidelibus C (2017) Decision Plots for preliminary design of single-shield TBMs. Eng Geol 216:137–139
Roby J, Sandell T, Kocab J, Lindbergh L (2009) The current state of disc cutter design and development directions, Tunneling Underground Const. 3(1):26–34.
Rostami J (1997) Development of a force estimation model for rock fragmentation with disc cutters through theoretical modeling and physical measurement of crushed zone pressure. Colorado School of Mines, Golden
Rostami J, Ozdemir L, Bruland L, Dahl F (2005) Review of issues related to Cerchar abrasivity testing and their implications on geotechnical investigations and cutter cost estimate. Rapid Excavation and Tunnelling Conference, Seattle, 27-29 June 2005, 15-29.
Wang L, Kang Y, Cai Z, Zhang Q, Zhao Y, Zhao H, Su P (2012) The energy method to predict disc cutter wear extent for hard rock TBMs. Tunn Undergr Space Technol 28:183–191
Wang L, Kang Y, Zhao X, Zhang Q (2015) Disc cutter wear prediction for a hard rock TBM cutterhead based on energy analysis. Tunn Undergr Space Technol 50:324–333
West G (1989) Rock abrasiveness testing for tunneling, Int J Rock Mech Min Sci & Geomech 26 (2): 151-160
Wijk G (1992) A model of tunnel boring machine performance. Geotech Geol Eng 10:19–40
Yang Y, Chen K, Li F, Zhou J (2015) Wear prediction model of disc cutter. J China Coal Society 40:1290–1296
Yarali O, Soyer E (2011) The effect of mechanical rock properties and brittleness on drillability. Sci Res Essays 6:1077–1088
Zhang X, Xia Y, Zhang Y, Tan Q, Zhu Z, Lin L (2017) Experimental study on wear behaviors of TBM disc cutter ring under drying, water and seawater conditions. Wear 392–393:109–117
Zhang Z, Aqeel M, Li C, Sun F (2019) Theoretical prediction of wear of disc cutters in tunnel boring machine and its application. J Rock Mech Geotech Eng 11(1):111–120
Acknowledgements
The authors are grateful to the site engineers for their kind cooperation and providing field data.
Funding
The authors declare that this work did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Barzegari, G., Khodayari, J. & Rostami, J. Evaluation of TBM Cutter Wear in Naghadeh Water Conveyance Tunnel and Developing a New Prediction Model. Rock Mech Rock Eng 54, 6281–6297 (2021). https://doi.org/10.1007/s00603-021-02640-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-021-02640-7