
Abstract
With the capability of plasticizing just the small amount of polymer melt required for micro parts, ultrasonic plasticization is believed to be a promising alternative solution for micro injection molding. However, the heat generation mechanism during ultrasonic plasticization process has not been fully understood yet. In this paper, the research focus was put on the heat generation mechanism, specifically the interfacial friction heating mechanism. Experimental and numerical schemes were designed and conducted to understand the characteristics of the interfacial friction heating phenomenon and the influence mechanism of process parameters such as the ultrasonic amplitude and the applied plasticizing pressure. The results indicate that the interfacial friction heating of polymer granulates is a transient process with inhomogeneous temperature field around the interface. The interface could have a steep temperature increase up to polymers flow temperature in 0.078 s in the case of polymethyl methacrylate granulates. The interfacial friction heating phenomenon occurs and lasts only until the interfaces disappear, meaning that it acts only at the initial stage of ultrasonic plasticizing process. The interfacial friction heating flow rate increases with increased ultrasonic amplitude. In comparison, the ultrasonic amplitude was confirmed to have more significant impact than the plasticizing pressure on the interfacial friction heating.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
With the capability of plasticizing just the small amount of polymer melt required for micro parts, ultrasonic plasticization is believed to be a promising alternative solution for micro injection molding (Giboz et al. 2007; Hu 2010; Michaeli and Kamps 2010; Michaeli et al. 2011; Michaeli and Opfermann 2006; Michaeli et al. 2002; Zeng et al. 2014). As a new plasticizing concept for micro injection molding initially reported by Michaeli et al. (2002) since 2002, however, its research and development has been so slow that its first industrial prototype ultrasonic micro molding machine has not been demonstrated by Ultrasion® (Planellas et al. 2014; Sacristán et al. 2014) until 2010. The reason could be attributed to the complexity of the new ultrasonic plasticization process and the challenge of understanding the ultrasonic plasticizing mechanism.
It is believed that the ultrasonic plasticization of polymer relates the energy conversion from mechanical ultrasonic vibration to thermodynamic polymer plasticizing/melting. Based on Michaeli (Mano and Viana 2006; Michaeli et al. 2011; Nonhof and Luiten 1996; Tolunay et al. 1983; Zhang et al. 2010), the energy transformation during ultrasonic plasticization mainly depends on interfacial friction heating and volumetric or viscoelastic heating. Specifically, the lateral movements between two granulates causes interfacial friction heating. While the damping of the oscillations by the polymer itself causes volumetric or viscoelastic heating as a results of the inner friction. Micro injection molding with ultrasonic plasticization have been extensively studied, concentrating on the chemical and physical properties of the molded part and the influence mechanism of the process parameters such as the changes in ultrasonic amplitude and molding pressure (Michaeli and Kamps 2010; Michaeli et al. 2011; Michaeli and Opfermann 2006; Planellas et al. 2014; Sacristán et al. 2014). In the aspect of ultrasonic plasticizing mechanism, however, there are still open issues need to be addressed such as the effect of process parameters on the interfacial friction heating and the volumetric or viscoelastic heating and how would the two heating effects interact and contribute to thermodynamic polymer plasticizing/melting.
Therefore, in this paper, the research focus was put on the interfacial friction heating in ultrasonic plasticization. Both experimental and numerical schemes were designed and tried out especially for interfacial friction heating. The temperature field of the interface between the polymer granulates was simulated and measured quantitatively. The influence mechanism of ultrasonic vibration amplitude and the applied plasticizing pressure on the interfacial friction heating was studied. The morphological evolution of polymer granulates was observed and analyzed as well.
2 Experimentation
2.1 Materials
Polymethyl methacrylate (PMMA) bar with a diameter of 10 mm and granulates in elliptical like form were purchased respectively for the interfacial friction heating and morphological evolution experiment. The material properties are as shown in Table 1.
2.2 Ultrasonic plasticization system
Table 2 indicates the main technical data of the self-developed ultrasonic plasticization system which was used for the interfacial friction heating experiment.
2.3 Methodology
It has been a great challenge to measure the temperature due to the interfacial friction heating during ultrasonic plasticizing. Because the polymer granulates usually have an irregular elliptical like form with an average long axis of about 2–3 mm. The contact surface between two granulates is too small to effectively embed any type of temperature sensor. Therefore, an alternative solution, i.e. two PMMA cylinders contact with each other with an angular surface, was taken to simulate the tiny area of interfacial friction between two granulates, as shown in Fig. 1. This is feasible because the actual contact surface of granulates is nearly a tiny angular surface as a result of the elastic deformation under plasticizing pressure. The PMMA cylinder with an angular surface was cut from the PMMA bar using a laser cutter (Chuangming CM-1810T). The angular surface was polished by 500 grit sandpaper to avoid the influence of the surface roughness. For the initial trial, all PMMA cylinders were cut with the same angular surface with an angle of 30°.

Schematic and experimental setup for interfacial friction heating
To accurate measure the interfacial temperature, a micro temperature sensor 5TC-TT-K-40-36 with a diameter of 0.1 mm and a response time of 50 ms manufactured by Omega was clamped at the interface of the two PMMA cylinder by the plasticizing pressure as shown in Fig. 1 left. The interfacial temperature was collected and processed with a self-developed data acquisition and processing system under various ultrasonic vibration amplitude and plasticizing pressure conditions.
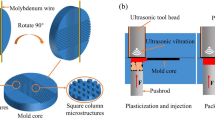
To visually observe the morphological evolution under ultrasonic plasticizing, 0.5 g PMMA granulates were plasticized with various parameters using the experimental setup as shown in Fig. 2. The PMMA granulates were plasticized with a plasticizing pressure of 1.0 MPa under 0.1–0.5 s plasticizing time which is exactly controlled by the ultrasonic generator. The characteristics of interfacial friction heating during ultrasonic plasticizing were qualitatively analyzed with VMS-1510G image measurement instrument.

Ultrasonic plasticizing unit for micro injection molding
3 Modeling and simulation
3.1 Fundamentals
Figure 3 illustrates a simplified ideal interfacial contact model of the polymer granulates, where \(\overrightarrow {{F_{n} (t)}}\) and \(\overrightarrow {{F_{s} (t)}}\) are respectively the normal and shear stresses, \(\overrightarrow {{V_{s} (t)}}\) is the relative sliding velocity between two polymer granulates.

Simplified ideal interfacial friction heating model
Based on dimensional analysis, the total amount of heat flow rate at the interface between two polymer granulates can be described as:
where τ(t) is the equivalent friction stress, t is the time. It is obvious that τ(t) has close relation with the stress field under ultrasonic vibration. While \(\overrightarrow {{V_{s} (t)}}\) depends on the dynamic response of granulates under ultrasonic vibration. Both τ(t) and \(\overrightarrow {{V_{s} (t)}}\) are function with time. Therefore, a thermal–structural coupling mode was chosen to calculate the temperature field of the interfacial friction heating.
3.2 Assumptions
To simplify the problem and concentrate the interfacial friction heating, several assumptions were made as follows:
-
1.
The polymer granulates are ideal sphere particles and can be modeled with 2D planar mesh;
-
2.
The ultrasonic horn and the plasticizing chamber were defined as rigid body and the polymer granulates were defined as elastic body considering the huge difference of the elastic modulus;
-
3.
Interfacial friction between polymer granulates is dry friction type, the interfacial friction heating is mainly contributed by sliding friction;
-
4.
The friction coefficient of polymer granulates stays constant and is not affected by the temperature and sliding velocity;
-
5.
The elastic modulus of polymer materials stays constant;
-
6.
There is no thermal radiation and convection toward environment;
-
7.
There is no morphological change of the polymer granulates, only the interfacial temperature lower than the flow temperature is considered.
3.3 Finite element modeling
The commercial finite element analysis code ANSYS and its LS-DYNA solver were used for modeling and simulation of the interfacial friction heating phenomenon. Figure 4 illustrates the finite element mesh of the thermal-structural coupling model for interfacial friction heating simulation. The plasticizing chamber has a diameter of 10 mm. Polymer granulates with a diameter of 2.5, 2.8 and 3 mm were defined in order to simulate the complex stress field. The 2D element PLANE162 were taken to mesh the model with 4519 elements in total. The ultrasonic horn, the plasticizing chamber and the nine polymer granulates were defined as PART for loading and contact analysis.

Finite element model for interfacial friction heating simulation. a Initial position, b contact position
The material of ultrasonic horn, plasticizing chamber and the polymer granulates were defined as TC4 titanium alloy, 7075 aluminum alloy and PMMA respectively. The contact type between polymer granulates were defined as ASS2D single surface contact. The friction coefficient between polymer granulates is defined as 0.4 according to Zhang et al. (2010). After reaching the yield limit of the polymer, the contact stress is defined as constant and the friction stress remain its maximum because of the plastic nature of the contact between granulates. The viscous coefficient VC in LS-DYNA was used to restrict the maximum friction force.
3.4 Load and boundary conditions
The actual location of the polymer granulates and the initial contact surface between them can be varied by applying different plasticizing pressures. Hence a dynamic calculation with applied pre-compaction was carried out to determine the location of the polymer granulates and the initial contact surfaces as shown in Fig. 5. The ultrasonic vibration was defined as a displacement of ultrasonic horn which is a function with time. The frequency and amplitude of the displacement function were the corresponding ultrasonic vibration frequency and amplitude. As boundary conditions of dynamic analysis, the degree of freedom of the plasticizing chamber and the ultrasonic horn was constrained except the one of the ultrasonic horn translation in Y-direction. The interfacial friction heating under various plasticizing pressure and ultrasonic amplitude was calculated according to the experimental settings.

Determination of the initial contact surface between polymer granulates. a 0.02 s, b 0.078 s
4 Results and discussion
4.1 Characteristics of interfacial friction heating
Figure 6 illustrates the simulated temperature field of interfacial friction heating in ultrasonic plasticizing. The ultrasonic plasticizing pressure, ultrasonic frequency and amplitude were defined as 6.4 MPa, 20 kHz and 30 μm respectively. The result indicates that the interfacial friction heating between polymer granulates is a transient process with extremely fast temperature increasing. The maximum temperature reaches 61.3 °C in 0.02 s and 160.8 °C in 0.078 s as shown in Fig. 6a, b. This transient interfacial friction heating in combination of the low heat conduction coefficient of polymer materials result in a temperature concentration in a limited small area around the interface between two granulates. The extremely fast temperature increasing may be attributed to the extremely strong sliding friction of the interface which could be related to the high movement velocity of the contact point. Figure 7 illustrates the movement track of a selected contact point in 0.01 s. It was found that the transient movement velocity of the contact point is up to 3 m/s.

Simulated temperature field of interfacial friction heating

Movement track of selected contact point in 0.01 s under ultrasonic vibration
Figure 8 illustrates the morphology of PMMA granulate plasticized by 0.1 s ultrasonic vibration. Both the experiment and simulation results demonstrates that the interfacial friction heating is transient and there is a steep increase of interfacial temperature up to 160 °C which is the flow temperature of PMMA. The interface of PMMA granulates melts and decreases once the ultrasonic vibration starts and acts in an extremely short time. The extension of the ultrasonic plasticizing time to 0.2 and 0.5 s, the interface of PMMA granulates further melts and nearly disappears and the plasticized melts fills the gap among the PMMA granulates with the help of the plasticizing pressure as shown in Fig. 9. However, the main body of the PMMA granulates stays still in glass form due to the low heat conduction coefficient and the limited heat conduction time. One of the necessary condition for interfacial friction heating is the existence of the interface between the polymer granulates. As the interface between granulates melts and nearly disappears after 0.5 s ultrasonic plasticizing, the interfacial friction heating would almost stop working as well. It can thus be concluded that the interfacial friction heating is a transient process with extremely short period of action time and strong effect during ultrasonic plasticization process.

Morphology of PMMA granulates plasticized by 0.1 s ultrasonic vibration

Morphology of PMMA granulates plasticized by 0.2 s (left) and 0.5 s (right) ultrasonic vibration
4.2 Influence of ultrasonic amplitude on the interfacial friction heating
Figure 10 illustrates the influence of ultrasonic amplitude on the interfacial friction heating, where Fig. 10 left shows the calculated average heating rate and Fig. 10 right indicates the experimentally measured temperature curve. Both the simulation and experimental results demonstrate the significant influence of ultrasonic amplitude on the interfacial friction heating. The average heating rate increases with increased ultrasonic amplitude. The increase of ultrasonic amplitude from 10 up to 30 μm leads to an increase of the average heating rate from 460.4 to 1687.5 °C/s, when polymer granulates were ultrasonic plasticized from 30 to 160 °C. According to Eq. 1 (see Sect. 3.1), the heat flow rate of interfacial friction heating is related to the relative sliding rate and equivalent friction stress. Both of them increases with increased ultrasonic amplitude. Hence it is benefit to use a higher ultrasonic amplitude for increased ultrasonic plasticizing rate.

Influence of ultrasonic amplitude on the interfacial friction heating: calculated average heating rate (left) and experimentally measured temperature curve (right)
In fact, the experimentally measured temperature curve illustrates similar results that the slope of the temperature curve under 20 μm ultrasonic amplitude is much steeper than the one measured under 10 μm ultrasonic amplitude as shown in Fig. 10 right. For the measurement curve under 20 μm ultrasonic amplitude, the fluctuation at about 0.9 and 1.6 s may be attributed to the movement of the temperature sensor because of the fierce interfacial friction. This becomes truly a problem for the plasticizing experiment with 30 μm ultrasonic amplitude. The temperature sensor was damaged in several trial experiments and resulted no measurement curve in this case. By morphological analysis, the cylinders with an angular interface plasticized under 0.5 and 1 s ultrasonic vibration was studied as shown in Fig. 11. Similarly as the granulate samples, the angular interface already melts locally in 0.5 s and nearly disappears in 1 s, resulting a fusion bonded integral cylinder.

Interfacial morphology of cylinder plasticized with 30 μm ultrasonic amplitude
4.3 Influence of plasticizing pressure on the interfacial friction heating
Figure 12 illustrates the influence of plasticizing pressure on the interfacial friction heating, where Fig. 12a shows the calculated average heating rate and Fig. 10b indicates the experimentally measured temperature curve. The simulation results show that the calculated average heating rate increases with increased plasticizing pressure. The increase of plasticizing pressure from 200 N up to 800 N leads to an increase of the average heating rate from 804.2 to 1187.5 °C/s, when polymer granulates were ultrasonic plasticized from 30 to 160 °C. The increment of the average heating rate is smaller in comparison with the case of increased ultrasonic amplitude. The increase of the average heating rate could be related to the increased equivalent friction stress and the heating flow rate under increased plasticizing pressure.

Influence of plasticizing pressure on the interfacial friction heating: Calculated average heating rate (left) and experimentally measured temperature curve (right)
For the experimentally measured temperature curve as shown in Fig. 12b, it is found that the interfacial friction heating is not the same influenced by the plasticizing pressure as the simulation. Firstly, there is nearly no significant effect of the plasticizing pressure on the temperature increment under 10 μm ultrasonic amplitude. Secondly, an opposite effect of plasticizing pressure can be observed in the case of 20 μm ultrasonic amplitude. Contrary to the simulated results, the increase of plasticizing pressure lead to a decreased average heating rate. This could be probably related to the different loading conditions between simulation (2–10 Mpa) and experiment (15–30 MPa). A higher plasticizing pressure setting in simulation results no convergence during calculation due to the highly nonlinear problem, which should be further addressed in the future. The over loading of the interface of the cylinder may impede the relative sliding velocity and attenuate the interfacial frication heating.
5 Conclusion
With the development of micro injection molding the new ultrasonic plasticization technology has aroused increasingly attention for its potential in plasticizing just the amount of polymer melt needed for the micro parts. To improve the understanding of the heat generation mechanism during ultrasonic plasticization process, the interfacial friction heating phenomenon was studied both numerically and experimentally in this work. The characteristic of the interfacial friction heating and the influence mechanism of process parameters such as the ultrasonic amplitude and the applied plasticizing pressure on the interfacial friction heating were investigated. The results indicate that the interfacial friction heating of polymer granulates is a transient process with inhomogeneous temperature field around the interface. The interface could have a steep temperature increase up to polymers flow temperature in 0.078 s in the case of PMMA granulates. The interfacial friction heating phenomenon occurs and lasts only until the interfaces disappear, meaning that it acts only at the initial stage of ultrasonic plasticizing process. The interfacial friction heating flow rate increases with increased ultrasonic amplitude. In comparison, the ultrasonic amplitude were confirmed to have more significant impact than the plasticizing pressure on the interfacial friction heating.
References
Giboz J, Copponnex T, Mélé P (2007) Microinjection molding of thermoplastic polymers: a review. J Micromech Microeng 17:96–109
Hu J (2010) Ultrasonic plasticizing rate and its influencing factors. Central South University, Changsha
Mano JF, Viana JC (2006) Stress–strain experiments as a mechanical spectroscopic technique to characterise the glass transition dynamics in poly(ethylene terephthalate). Polym Testing 25:953–960. doi:10.1016/j.polymertesting.2006.05.016
Michaeli W, Kamps T (2010) Heating and plasticizing polymers with energetic ultrasound for micro injection molding. In: Paper presented at the Annual technical conference (ANTEC) of the society of plastics engineers (SPE), Orlando (FL), USA
Michaeli W, Opfermann D (2006) Ultrasonic plasticising for micro injection moulding. In: Fillon WMD (ed) Second international conference on multi-material micro manufacture. Elsevier, Oxford, pp 345–348. doi:10.1016/B978-008045263-0/50078-7
Michaeli W, Spennemann A, Gärtner R (2002) New plastification concepts for micro injection moulding. Microsyst Technol 8:55–57. doi:10.1007/s00542-001-0143-9
Michaeli W, Kamps T, Hopmann C (2011) Manufacturing of polymer micro parts by ultrasonic plasticization and direct injection. Microsyst Technol 17:243–249
Nonhof CJ, Luiten GA (1996) Estimates for process conditions during the ultrasonic welding of thermoplastics. Polym Eng Sci 36:1177–1183. doi:10.1002/pen.10511
Planellas M et al (2014) Micro-molding with ultrasonic vibration energy: new method to disperse nanoclays in polymer matrices. Ultrason Sonochem 21:1557–1569. doi:10.1016/j.ultsonch.2013.12.027
Sacristán M, Plantá X, Morell M, Puiggalí J (2014) Effects of ultrasonic vibration on the micro-molding processing of polylactide. Ultrason Sonochem 21:376–386. doi:10.1016/j.ultsonch.2013.07.007
Tolunay MN, Dawson PR, Wang KK (1983) Heating and bonding mechanisms in ultrasonic welding of thermoplastics. Polym Eng Sci 23:726–733. doi:10.1002/pen.760231307
Zeng K et al (2014) Process and properties of micro-ultrasonic powder molding with polypropylene. Int J Adv Manuf Technol 70:515–522. doi:10.1007/s00170-013-5300-7
Zhang Z, Wang X, Luo Y, Zhang Z, Wang L (2010) Study on heating process of ultrasonic welding for thermoplastics. J Thermoplast Compos Mater 23:647–664
Acknowledgments
This research is financially supported by the National Natural Science Foundation of China (No. 51575540). The helpful comments of anonymous reviewers are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wu, W., Peng, H., Jia, Y. et al. Characteristics and mechanisms of polymer interfacial friction heating in ultrasonic plasticization for micro injection molding. Microsyst Technol 23, 1385–1392 (2017). https://doi.org/10.1007/s00542-016-2877-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-016-2877-4