
Abstract
Micro molding of polymers is one of the main methods for large mass non-electronic micro devices, in which the micro mold fabrication is very critical. Metallic glass can be thermoplastic forming without any internal stress and shrinkage defects when it is in the supercooled liquid region and it will behave as a sticky meta-stable liquid at the temperature. This paper is to execute superplastic forming to fabricate micro mold using the metallic glass Pd40Cu30Ni10P20 in the supercooled liquid region instead of the lithography, electroplating, and molding (LIGA) processing about electroforming technology. Experimental results verify the feasibility of this method, and successfully duplicate the microstructure to the polymers. Furthermore, the metallic glass mold with varies features has higher strength and longer life than silicon mold. This method provides a new fabrication approach for large quantities of replication of micro-fluidic chip and micro-optics device.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Micro molding of thermoplastic polymers is one of the most promising fabrication techniques for the large-scale production of non-electronic micro devices with low cost (Giboz et al. 2007; Yao and Kuduva-Raman-Thanumoorth 2008). Micro mold fabrication is one of the important problems of polymer micro molding. At present, two kinds of methods are generally used in fabrication of micro structured mold insert or cavity. One is direct structuring methods, like mechanical machining, electric discharge machining (EDM) or laser structuring; and the other is the field of lithographic methods, like E-beam lithography, UV-lithography, and for structures with high aspect ratio, X-ray lithography (Brinksmeier et al. 2008). Mold materials are varied, with stainless steel, aluminum, silicon, nickel or a combination of different materials. Each structuring method has different characteristics and is therefore suited for different kinds of applications. Direct structuring processes are well suited for large microstructured areas. However, the surface of quality does not achieve the quality of lithographic processes. Independent of the lithographic process, the post-process step of electroforming is required to obtain a mold insert of metal. Nevertheless, electroforming for microstructure has some disadvantages, such as non-uniformity, time-consuming, etc. Etched silicon wafer is used as mold but the silicon is brittle with short life (Heckele and Schomburg 2004). Lithography, electroplating, and molding (LIGA), the German acronym for LIGA, has been used to manufacture precision metal microparts such as mold insert (Katoh et al. 2008) but the complexity and resulting costs of LIGA impose a major limitation for its commercial viability (Kumar et al. 2011).
Bulk metallic glasses (BMGs) are a new burgeoning field of materials with many desirable and unique properties, such as high strength, good corrosion resistance, high impact fracture energy, low thermal expansion coefficient, high hardness, good wear resistance, and better physical, chemical, mechanical properties than traditional materials (Suryanarayana and Inoue 2011). Additionally, BMGs can be thermoplastically processed, like plastics, at low temperatures (Chiu et al. 2009), also called superplastic forming (Schroers 2005). Recently, BMG processing methods have been developed that can create precise and versatile geometries on length scales ranging from ten nanometers to several centimeters (Kumar et al. 2009; Wang et al. 2009). It brings possibility to BMGs used as a new potential mold material for micro/nano molding. Ironically, tremendous research effort has been dedicated in the last two decades to developing BMGs with larger critical casting sizes only to reveal that the ideal use for these materials may in fact be in smallscale applications (Kumar et al. 2011).
As early as 2001, Saotome et al. (2001) had found that Pd40Cu30Ni10P20 metallic glass in supercooled liquid state exhibited Newtonian viscous flow and excellent micro- and nanoformability under very low stresses. The material was expected to become one of the most useful materials for fabricating various components for microsystems or nanodevices. Recently, it’s still difficult to fabricate BMGs which size bigger than 10 cm, but it’s no problem to molding small BMGs microstructures, it’s just satisfied the need of micro molding mold insert.
According to above all, BMG is a good choice of mold material for polymer micro molding. We chose Pd40Cu30Ni10P20 BMGs as mold insert material in this investigation. Micro pattern was transferred from silicon mold to Pd40Cu30Ni10P20 BMG using thermoplastic forming process, and then assemble the BMG mold insert into tool. Experimental results present BMGs are potential and promising material to fabricate micro mold for polymer micro even nano-scale molding instead of conventional crystalline alloys.
2 Fabrication of bulk metallic glass mold
A temperature–time-transformation (TTT) diagram of metallic glass which was performed by isothermal crystallization studies, as presented in Fig. 1. The whole region is divided into three phase areas: liquid phase, crystallization phase and glass phase. Curve (1) in Fig. 1 is demonstrated the alloy has critical cooling curve, alloy can transform into glass state not crystallization state and form metallic glass if cooling rate is enough fast. Moreover, curve (2) in Fig. 1 shows the processing curve of thermoplastic forming.

Schematic TTT diagram for a BMG former
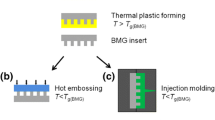
Metallic glasses have glass transition temperature (Tg), and crystallization temperature (Tc), metallic glasses represent the liquid properties when heated in temperature range of Tg and Tc. In the temperature region, metallic glasses have the similar property of thermoplastic polymer and process with hot embossing (Schroers et al. 2007) even injection molding (Wiest et al. 2009).
At present, several hundreds kind of bulk metallic glasses were fabricated, and detail components of alloy are even more. Three aspects were considered when choose appropriate BMG as mold material. First of all, good glass forming ability is necessary. Poor glass forming ability means the size of bulk metallic is limited, it’s difficult to fabricate big size BMG. And secondly, wider SLCR is better. Alloy will transform into crystallization quickly when the temperature is above Tc. So, large SLCR means wide process windows in favor of performance of thermoplastic forming. Thirdly, the Tg of bulk metallic glass should be higher than that of polymer melt. The mechanical properties decrease rapidly if the temperature of polymer melt exceeds the Tg of bulk metallic glass, therefore, the Tg of chosen bulk metallic had better be higher than the polymer processing temperature.
Considering the above conditions, in this work, we chose the typical amorphous alloy with excellent superplastic forming ability, Pd40Cu30Ni10P20 (at. %) as mold insert material. Pd-based BMG has relative large supercooled liquid region and good resistance to oxidation and crystallization. Moreover, it still keeps strong and tough below its Tg (about 573 K), which is enough for molding most thermoplastic polymers.
Prepared bulk metallic glass using the suction casting method, gate diameters of copper mold is 3 and 5 mm, forming BMG dimensions are 10 mm × 50 mm × 1.5 mm and 20 mm × 50 mm × 2 mm.
Figure 2 shows the schematic diagram of the superplastic forming process of the BMG mold insert using silicon mold with microstructure. First step is to fabricate BMG plates and silicon molds with microstructues. The silicon molds were prepared by conventional lithography and induction coupling plasma (ICP) etching method. The Pd-based BMG plate was heated to 620 K (the temperature is in the supercooled liquid region of the BMG) by a resistance heating stage, and then a maximum objective force of 20 MPa at the rate of 0.5 mm/min was applied and held for 5 s. Owing to the low viscous state in its supercooled liquid region, the BMG plate replicated the micro structures of silicon mold.

Schematic diagram of the superplastic forming process
Second step, BMGs show Newtonian flow characteristics at low strain rate when heated to a certain temperature between Tg and Tc, constitutive relation represent as Eq. (1). In the equation σ is flow stress, can determine by experiment, η is Newtonian viscosity of BMGs above Tg, \(\dot{\varepsilon }\) is strain rate.
According to the Hagen–Poiseuille law, the pressure difference between the ends of the circular cavity is proportional to the viscosity of the BMG supercooled liquid and the second power of cavity depth.
Here P is the required pressure, L is the depth of micro circular cavity, η is the dynamic viscosity, t is the filling time and d is diameter of circular cavity. The viscosity of metallic glass is generally in the range of 105–1012 Pa·s from current research results, once into supercooled liquid region, do not need too big pressure, lower than 50 MPa in general. The microstructures transfer to BMG after solidification. This process is similar as hot embossing of polymer, only process materials are different, one is polymer and the other is metallic glass supercooled liquid.
3 Results and discussion
The BMG plate was then cut into a length of about 8 mm with a diamond saw. The surface of the plate was first polished by hand with abrasive papers up to No. 1,200 and then 1.5 μm diamond paste on the polishing machine. Figure 3 shows the XRD pattern of the as-prepared BMG plate, diffraction peaks of crystalline material do not appear, the preparation of amorphous metallic glass alloy is successful.

X-ray diffraction pattern of the BMG sample
Scanning electron microscope (JSM-7500F, JEOL) was used to observe the embossed micro structures on BMGs. Figure 4a presents the micro cubes array on Pd-based BMG mold insert which the micro cube size is 20 μm × 20 μm and the pitch is 25 μm. Figure 4b presents the micro cylinder array on BMG mold insert which cylinder diameter is 20 μm and pitch is 5 μm.

Micro mold insert fabricated by Pd40Cu30Ni10P20 metallic glass with superplastic forming
When superplastic forming, the thickness of the BMG plate is thin, the area becomes larger simultaneously. Therefore, ultra-precision machining methods, such as low speed wire cut electrical discharge machining (WEDM-LS) or femtosecond laser was employed to cut BMG plate to regular shapes with appropriate size easy to assemble. Processed BMG with micro pattern was assembled into tool and completed the tool making.
Polymer micro hot embossing and micro injection molding were performed to investigate the micro pattern replication from BMGs to polymer. High-density polyethylene (SABIC HDPE M30054), PC (BAYER Makrolon 2805) and PMMA (PERSPEX CP-81) were used as molding materials. The polymer substrates with replication micro pattern are displayed in Fig. 5. Micro patterns were replicated by hot embossing showed in Fig. 5a–d and Fig. 5e was replicated by micro injection molding. We found polymer micro patterns were successfully replicated by all of the two approaches.

Polymer micro structures replication by micro molding
Compare micro pattern dimensions of different polymer with BMG mold, slight different was found because polymers have different shrinkage ratio. Typically, the shrinkage ratio of amorphous polymer is smaller than crystalline polymer. In this study, PMMA is the lowest, followed by PC, HDPE maximum shrinkage ratio. Shrinkage is smaller, higher dimensional stability.
We also found in some condition the replications of hot embossing were better than micro injection molding because polymer melt has shorter flow length than in micro injection molding. Due to the high injection speed, high shear stress, and in combination with short cooling times, high residual stress inside molded parts can occur in micro injection molding. Nevertheless, because of the moderate fixed costs, micro hot embossing is well suited for small and medium series. Because of the short cycle times and moderate variable costs, micro injection molding is suited for large-series production.
Metallic glass will crystallize at certain temperature for a certain period of time, which may result in brittleness, dimensional change. In order to avoid the occurrence of crystallization, the mold temperature is not too high. The processing temperature of most polymers is below 200 °C in hot embossing, far away the crystallization temperature of Pd40Cu30Ni10P20 metallic glass. According to the TTT curve, the higher temperature metallic glass, the shorter time for crystallization. The time span before crystallization is defined as the service life of a metallic glass mold insert, then the service life of the Pd40Cu30Ni10P20 metallic glass mold insert estimated from the TTT diagram is 875 days for the hot embossing of PC which processing temperature is high. However, it is 200 years for the hot embossing of HDPE because low processing temperature (Ma et al. 2012).
Micro injection molding need higher processing temperature than micro hot embossing, most polymer melt temperature is between 200 and 300 °C. However, the mold temperature is low in the range of 50–100 °C, and the time is short for polymer melt contact mold, 10 s even less. From this aspect, metallic glass molds will have longer service life applied in injection molding. Selection of metallic glass forming the appropriate corresponding polymer can ensure that the metallic glass not crystallized in a fairly long period of time, while maintaining the excellent properties of metallic glass.
4 Conclusions
(1) This study applies Pd40Cu30Ni10P20 metallic glass as mold material which has good forming ability in supercooled liquid region. Micro features are transferred from silicon mold to BMG mold insert above its glass transition temperature with superplastic forming technology. BMG mold insert are assembled into tool, and we use it to replicate polymer microstructure with micro hot embossing and micro injection molding, respectively. (2) Pd-based metallic glass has good surface quality, mechanical property and fatigue life, provides a new choice to micro mold material for polymer micro/nano pattern replication. (3) Zr-based metallic glass also has better ability of superplastic forming, is a low cost potential material for micro/nano mold fabrication.
References
Brinksmeier E, Gläbe R, Riemer O, Twardy S (2008) Potentials of precision machining processes for the manufacture of micro forming molds. Microsyst Technol 14:1983–1987. doi:10.1007/s00542-008-0656-6
Chiu HM, Kumar G, Blawzdziewicz J, Schroers J (2009) Thermoplastic extrusion of bulk metallic glass. Scripta Mater 61:28–31. doi:10.1016/j.scriptamat.2009.02.052
Giboz J, Copponnex T, Mélé P (2007) Microinjection molding of thermoplastic polymers: a review. J Micromech Microeng 17:R96–R109. doi:10.1088/0960-1317/17/6/R02
Heckele M, Schomburg WK (2004) Review on micro molding of thermoplastic polymers. J Micromech Microeng 14:R1–R14. doi:10.1088/0960-1317/14/3/R01
Katoh T, Tokuno R, Zhang Y, Abe M, Akita K, Akamatsu M (2008) Micro injection molding for mass production using LIGA mold inserts. Microsyst Technol 14:1507–1514. doi:10.1007/s00542-007-0533-8
Kumar G, Tang HX, Schroers J (2009) Nanomoulding with amorphous metals. Nature 457:868–872. doi:10.1038/nature07718
Kumar G, Desai A, Schroers J (2011) Bulk metallic glass: the smaller the better. Adv Mater 23:461–476. doi:10.1002/adma.201002148
Ma J, Zhang X, Wang WH (2012) Metallic glass mold insert for hot embossing of polymers. J Appl Phys 112:024506. doi:10.1063/1.4737484
Saotome Y, Itoh K, Zhang T, Inoue A (2001) Superplastic nanoforming of Pd-based amorphous alloy. Scripta Mater 44:1541–1545. doi:10.1016/s1359-6462(01)00837-5
Schroers J (2005) The superplastic forming of bulk metallic glasses. JOM 57:35–39. doi:10.1007/s11837-005-0093-2
Schroers J, Pham Q, Desai A (2007) Thermoplastic forming of bulk metallic glass—a technology for MEMS and microstructure fabrication. J Microelectromech Syst 16:240–247. doi:10.1016/j.msea.2006.02.398
Suryanarayana C, Inoue A (2011) Bulk metallic glasses. CRC Press, Boca Raton
Wang D, Liao G, Pan J, Tang Z, Peng P, Liu L, Shi T (2009) Superplastic micro-forming of Zr65Cu17.5Ni10Al7.5 bulk metallic glass with silicon mold using hot embossing technology. J Alloy Compd 484:118–122. doi:10.1016/j.jallcom.2009.04.092
Wiest A, Harmon JS, Demetriou MD, Conner RD, Johnson WL (2009) Injection molding metallic glass. Scripta Mater 60:160–163. doi:10.1016/j.scriptamat.2008.09.021
Yao D, Kuduva-Raman-Thanumoorth YR (2008) An enlarged process window for hot embossing. J Micromech Microeng 18:045023. doi:10.1088/0960-1317/18/4/045023
Acknowledgments
This work was financially supported by the National Key Basic Research Program of China (973 Program) (No. 2012CB626809), the Basic & Cutting-edge Technology Research Project of Henan Province (No. 132300410102), and the Key Project of Science & Technology of Education Department of Henan Province (No. 12A430018, 14A130001).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhang, X., Ma, J., Fang, G. et al. Polymer micro molding with bulk metallic glass mold. Microsyst Technol 21, 1453–1457 (2015). https://doi.org/10.1007/s00542-014-2221-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-014-2221-9