
Abstract
True three-dimensional (3D) micromixers in fused silica are highly desirable for efficient and compact mixing in microfluidic applications. However, realization of such devices remains technically challenging. Here, we report high-quality fabrication of 3D helical microchannels in fused silica by taking the full advantage of an improved femtosecond laser irradiation followed by chemical etching process, and a glass-PDMS interface structure is introduced for assembling 3D helical micromixer. Highly efficient mixing is achieved in the helical micromixer at low Reynolds numbers, whose excellent mixing performance is approved by the experimental evaluation and computational fluid dynamics simulation.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Microfluidic systems have attracted wide attention as tools for analytical chemistry, systems for biomedical assay, and devices for chemical and biochemical synthesis (Manz et al. 1990; Chin et al. 2011; Blazej et al. 2006). Microfluidic devices to conduct biomedical research and clinically applications have a number of significant advantages over conventional large-scale facilities, such as less volume of sample consumption, increased precision and accuracy, and faster analytical process.
As an essential component of many microfluidic systems, micro-mixing devices are used to homogenise samples or reactants. Since the development of microfluidic systems, numerous micromixers based on kinds of materials have been reported in the literature (Mansur et al. 2008). In order to achieve mixing in microfluidic systems quickly, efficiently and compactly, true three-dimensional (3D) micromixers like the true-3D helical micromixers are continuously pursued (Yasui et al. 2011; Therriault et al. 2003; Sasmito et al. 2012; Dean and Hurst 1927; Dean and Hurst 1928; Jang and Funakoshi 2009; Verma et al. 2008; Jani et al. 2011). Besides, as chemically inert, UV-transparent and non-autofluorescent materials are highly preferred for most bio-applications, high-quality fused silica is a kind of ideal material that is perfect for microfluidic applications and has been widely studied, e.g., for capillary electrophoresis (Ujiie et al. 2000) and fluorescence detection (Schulze et al. 2005).
However, technical realization of high-efficiency 3D micromixers for fused silica based microfluidic systems remains challenging despite massive efforts toward compact true-3D structures which can achieve highly efficient mixing (Liu et al. 2000; Kim et al. 2005; Vijayendran et al. 2003; Liao et al. 2012). For example, the reported micromixers with 3D helical microchannels are mainly at the order of millimeter using twisted pipes of polymer materials (Verma et al. 2008; Jani et al. 2011). Sayah et al. (2010) have present 3D mixers on glass substrates using oblique powder blasting, but this method can only provide limited-3D structures on the surface of glass substrates. Traditional micro-fabrication of fused silica microchips often involves a planar photolithographic process which has limitations to provide 3D microstructures.
Recently, the femtosecond (fs) laser micromachining methods have been used to fabricate 3D microchannels in fused silica, including water-assisted femtosecond laser ablation (Li et al. 2011) and femtosecond laser irradiation followed by chemical etching (FLICE) (Marcinkevicius et al. 2001). However, the microchannel length by water-assisted femtosecond laser ablation depends on whether the debris can be removed completely from the microchannel during the fabricating process, which is limited by the aspect ratio of the microchannel. The FLICE technology is generally used to provide microchannels in fused silica of a few millimeters for the limited etch ratio between the areas with and without irradiation by fs laser.
To acquire highly efficient micromixers for fused silica based microfluidic systems, the FLICE technology was investigated in this work to fabricated true-3D helical microchannels embedded in bulk fused silica. Typically, the scale of microstructures by FLICE technology is confined by the limited etching selectivity, and the fabricated channels are strongly tapered that a conical geometry in the microchannel of millimeters is unavoidable. Here, these problems were addressed by means of writing complex 3D microstructures with extra accesses and laser power compensation, and true-3D helical microchannels of nearly arbitrary length were fabricated in fused silica.
In this paper, a micromixer with true-3D helical microchannel was provided to achieve high-efficiency mixing in microfluidic systems based on fused silica substrates. The FLICE technology was applied to the fabrication of the true-3D helical micromixer, with novel methods of writing complex 3D microstructures with extra accesses and laser power compensation. Meanwhile, a glass-PDMS packaging method was employed to achieve the connection between the micromixer and external liquid feed system. Fast mixing was achieved by the micromixer in an extremely short length at low Reynolds number (Re) in the evaluation experiment and investigated by the numerically simulations.
2 Methods development
2.1 Structure design and fabrication
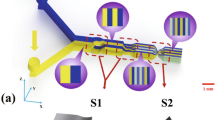
The selective etching of materials after fs laser irradiations was utilised to fabricate 3D microstructures inside fused silica. By writing the programmed pattern in fused silica with fs laser pulses followed by the diluted hydrofluoric (HF) acid etching, 3D helical microchannels and other microstructures were fabricated, as shown in Fig. 1a.

Schematic illustrations of a the principle of FLICE technology, b the finished helical micromixer and c construction and fabricating processes of the helical micromixer
The fs laser micromachining system to fabricate the micromixer involves a fs laser source (wavelength: 800 nm, pulse duration: 50 fs, repetition rate: 1 kHz), a microscope objective, a programmable three-axis stage, a CCD camera and a laser beam control system.
The 3D helical micromixer was composed of a Y-junction construction with two symmetrical inlets, a helical microchannel and an outlet, as shown in Fig. 1c. Two streams of solution were piped into the 3D helical microchannel through the inlets and outflowed through the outlet. The helical micromixer was fabricated embedded in the fused silica substrate (10 × 10 × 1.2 mm3). The chemical etching process was carried out in HF solution assisted by the ultrasonic bath after fs laser irradiation. The processing parameters were kept constant as indicated in Table 1.
To enhance the processing capability of FLICE technology, an extra access structure was employed. As illustrated in Fig. 1a, an extra access was designed at every coil of the helical microchannel and the straight microchannel analogically. The extra accesses were designed as extra entrances for the etching solution during the etching process. This method actually divides the fabrication of bulk microfluidic chips by FLICE technology into several smaller parts, and makes the fabrication of large-scale microfluidic chips in fused silica available.
A fabricating strategy of tuning laser power by a computer-controlled attenuator during the laser irradiation process was used to improve the microchannel geometry quality. According to our previous study (Liu et al. 2010), an increase of the diameter of microchannels with the increasing laser power was verified. To achieve microchannels of uniform geometry, fs laser of lower power was utilised scanning near the entrances and extra accesses than in the middle of two adjacent entrances or extra accesses, as illustrated in Fig. 2. The laser power was modified linearly from 1 mW at the entrances to 11 mW in the middle of two adjacent entrances along the helical microchannel.

Schematic illustration of the laser power compensation method
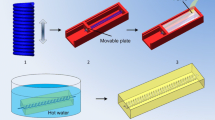
As the external diameter of industrial pipes reaches millimeter, the commonly used pipe-microchip or pipe-PDMS-glass assembly methods are disabled to assemble the fabricated chips with an assembling size in sub-millimeter. Here, a glass-PDMS interface design was used to accomplish the micromixer by which direct observation through glass could be achieved. The microfluidic system was equipped with a fabricated fused silica chip and a cover of PDMS substrate. Hollow hole-punchers were used to drill holes in the PDMS blocks to fit the steel tubes. The schematic illustrations of the construction and fabricating processes of the micromixer are showed in Fig. 1c. The fabricated helical micromixer is shown in Fig. 1b.
2.2 Experimental mixing evaluation setup
The reaction of phenolphthalein and oxyhydrogen sodium (NaOH) was used to characterize the mixing. As a pH indicator, phenolphthalein changes colour from transparent to red when the pH is >8. Mixing results were evaluated by observing the colour intensity being varying along the micromixer. Two different flows were injected into the micromixer through two symmetrical inlets respectively: one stream contained a 0.05 mol l−1 phenolphthalein solution and the other contained a 0.5 mol l−1 NaOH solution. The volumetric flow rate was controlled using a syringe pump. Finally, the colour intensity was obtained from the captured images, pixel by pixel. The intensity of each pixel was normalized. The normalized value corresponds to the degree of mixing for each pixel, 0 for ‘unmixed’ and 1 for ‘fully mixed’. The mixing index σ was calculated as
where \( I_{ni} \) is the normalized pixel intensity,\( I_{i} \) the pixel intensity, \( I_{unmix} \) the intensity at the unmixed region, \( I_{mix} \) the intensity at the fully mixed region and N the number of pixels.
2.3 CFD modelling and simulation
The micromixer designs were modelled and simulated using the ANSYS CFD-fluent software, and the species transport model was used. All simulations were performed in steady state for 3D mode. Controlling equations for the CFD simulation are shown in the supplementary material.
The 3D flow was modelled with the dimension of each meshing cell less than 2.5 μm. Two streams of liquid with the same properties were introduced into the micromixer. The physical properties of the liquid were set the same as water and permanent, as mentioned in Table 2. Comparison of the mixing performance was carried out between the 3D helical microchannel and the straight microchannel. A 3D helical micromixer (with channel internal diameter 30 μm, external diameter 100 μm and helical pitch 70 μm) and a micromixer of straight microchannel (with channel internal diameter 30 μm) were investigated and compared in the CFD analyses. In this study, the Re is defined as
where \( v \) denotes the fluid velocity, \( \rho \) the density, \( \mu \) the viscosity and \( D_{h} \) the hydraulic diameter of the inlet microchannels.
3 Results and discussion
3.1 Fabrication of the micromixer
To improve the processing capability of FLICE technology and the microchannel uniformity, methods of writing complex 3D microstructures with extra accesses and laser power compensation were employed during the fabricating process. 3D helical microchannels with an extra access at every coil were fabricated embedded in fused silica. The extra accesses served as the additional entrance for etching solution and enhance the etching efficiency after fs laser irradiation. By applying different laser power at different spots of the designed pattern during laser irradiation process, the microchannel uniformity was improved and the tapered geometry was reformed. Thus, microchannels of almost optional length and configurations could be achieved. The comparison of the fabricating methods involved is available in the supplementary material.
A helical micromixer inside fused silica (about 120 μm below the surface of the chip) is illustrated in Fig. 3a–d. Figure 3a presents the helical micromixer of 30 coils (with channel internal diameter 30 μm, external diameter 100 μm, helical pitch 70 μm and upriver straight microchannel 200 μm). Figure 3b shows the extra accesses (about 120 μm long). Fine features of the construction and surface geometry were observed from the detailed images of the helical microchannel (Fig. 3c) and the Y-junction (Fig. 3d); straight and helical microchannels of uniform sections were achieved.

Images of a the fabricated helical micromixer, b the extra accesses at the helical microchannel, c the Y-junction and d the 3D helical microchannel
Three-dimensional helical microchannels with different geometry parameters (channel internal diameter, external diameter, channel length, helical pitch included) were also fabricated by the FLICE technology, as shown in Fig. 4a–d. Because of its processing flexibility, the FLICE technology can be used to provide more complex and effective micromixers and other components for microfluidic systems.

Image of the fabricated helical microchannels with different geometry parameters
By covering the fabricated fused silica chip with the PDMS substrate, the glass-PDMS micromixer was built compactly. The extra accesses at the ends of the inlets/outlets could be also used as the ducts connected to the external liquid feed system. The extra accesses were sealed by the PDMS without extra operations. It provides an easy way to assemble microfluidic chips with an overall size in a few millimeters or less if needed. And observation of the biochemical processes in the micromixer can be carried out directly through the fused silica.
3.2 Experimental mixing performance
The colour reaction of phenolphthalein and NaOH was utilised to indicate the extent of mixing along the helical micromixer and testify the mixing performance. The two kinds of solution were piped into the helical micromixer (with channel internal diameter 30 μm, external diameter 100 μm, helical pitch 70 μm and upriver straight microchannel 200 μm). The volumetric velocity of each solution (0.1 ml h−1) was controlled using a syringe pump.
Figure 5 shows the experimental mixing of the helical micromixer. Mixing of the solution is very slow in the upriver straight microchannel. A sharp increase of mixing occurs at the joint of the helical microchannel and the straight microchannel where the chaotic flow is supposed to arise, as shown in Fig. 5a. From the mixing index σ of the normalized pixel intensity \( I_{ni} \), as illustrated in Fig. 5b, fully mixing can be verified in 200 μm along the helical micromixer. The experimental performance shows that fully mixing can be achieved in the helical micromixer fast and highly efficiently.

Experimental mixing performance of the helical micromixer: graphics of a the mixing index σ and b the microscopy image of the mixing experiment at Re ≈ 2.25
3.3 CFD simulation results
An index of mass fraction was employed to evaluate the mixing performances. The mass fraction indicates the mixing of the flow particles of different fluids. As two streams of liquid of the same properties are introduced into the micromixer at the same volumetric velocity, the mass fraction at each node of the mesh cell will reach 50 % when the mixing is completely finished.
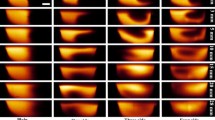
Mixing was enhanced in the helical microchannel compared to the performance of the straight microchannel, according to the computational fluid dynamics (CFD) analyses at various Reynolds numbers, as shown in Figs. 6, 7. Complex geometry of the 3D helical microchannel could promote the agitation performance due to the twisted flow and chaotic advection in the micromixer. Figure 6 shows the fully mixing length for each micromixer and the actual mixing length of the helical microchannel at different Re. Completely mixing is achieved within less microchannel length for the helical micromixer than that of the straight microchannel for Re > 1. For Re < 1, the actual mixing length of the helical micromixer is almost the same as the straight microchannel. In this case, the laminar flow and diffusing effect play a leading role in the mixing process. As the volumetric velocity increases, influence of the centrifugal forces contributes increasingly to the mixing of fluids in the helical micromixer, as illustrated from the pathlines of fluidic particles and the velocity vectors in flow sections in the Fig. 7a, b.

Mixing lengths of simulation for straight microchannel, helical micromixer and actual mixing length of the helical microchannel at different Re

CFD simulation results at Re = 90. The pathlines of the flow particles and the velocity vectors at sections of the flow in a the straight microchannel and b the helical microchannel
Besides its positive influence of centrifugal force on micro-mixing, the complex space geometry of the 3D helical microchannel can also extend the actual diffusion length for it compresses microchannel of large length into much tiny space. Compact space layout and short mixing length will be achieved by the distribution of the microstructures in 3D space. In this way, micromixers of more complex space geometry can achieve better mixing at a certain length. Thus, the narrower internal diameter of microchannel and smaller helical pitch are suggested to geometry design of the 3D helical micromixer. At the same time, this geometry design principle will enhance the centrifugal force effect, as has been discussed by Jani et al. (2011) and Verma et al. (2008).
4 Conclusions
A true-3D helical micromixer for fused silica based microfluidic systems, with excellent mixing performance, was proposed in this work by a flexible method. Microstructures of arbitrary length and optional complexity could be fabricated in fused silica by the FLICE technology, by introducing extra accesses into the geometry design and employing a laser power compensation technique. Fast prototyping of true-3D microfluidic systems with the characters of high-efficiency, easy-to-observation and enhanced-flexibility can be obtained by combing a glass-PDMS interface design for assembling operation with the FLICE technology. Furthermore, side effects of the extra access structure on microfluidic systems’ performance can be eliminated by post-treatments, such as filling the extra access with polymeric materials. Particularly, the flexible fabrication of microstructures embedded in fused silica will promote the application of biochemical detection, e.g., fluorescence assay, into microfluidic chips.
References
Blazej RG, Kumaresan P, Mathies RA (2006) Microfabricated bioprocessor for integrated nanoliter-scale Sanger DNA sequencing. PNAS 103:7240–7245
Chin CD, Laksanasopin T, Cheung YK, Steinmiller D, Linder V, Parsa H, Wang J, Moore H, Rouse R, Umviligihozo G, Karita E, Mwambarangwe L, Braunstein SL, Wijgert JVD, Sahabo R, Justman JE, Sadr WE, Sia SK (2011) Microfluidics-based diagnostics of infectious diseases in the developing world. Nat Med 17:1015–1019
Dean WR, Hurst JM (1927) Note on the motion of fluid in a curved pipe. Phil Mag 4:208–223
Dean WR, Hurst JM (1928) The stream-line motion of fluid in a curved pipe. Phil Mag 5:673–695
Jang B, Funakoshi M (2009) Chaotic mixing in a helix-like pipe with periodic variations in curvature and torsion. Fluid Dyn Res 42: 035506
Jani JM, Wessling M, Lammertink RGH (2011) Geometrical influence on mixing in helical porous membrane microcontactors. J Membr Sci 378:351–358
Kim DS, Lee SH, Kwon TH, Ahn CH (2005) A serpentine laminating micromixer combining splitting/recombination and advection. Lab Chip 5:739–747
Li Y, Qu SL, Guo ZY (2011) Fabrication of microfluidic devices in silica glass by water-assisted ablation with femtosecond laser pulses. J Micromech Microeng 21:075008
Liao Y, Song J, Li E, Luo Y, Shen Y, Chen D, Cheng Y, Xu ZZ, Sugiokad K, Midorikawa K (2012) Rapid prototyping of three-dimensional microfluidic mixers in glass by femtosecond laser direct writing. Lab Chip 12:746–749
Liu RH, Stremler MA, Sharp KV, Olsen MG, Santiago JG, Adrian RJ, Aref H, Beebe DJ (2000) Passive mixing in a three-dimensional serpentine microchannel. J Microelectromech S 9:190–197
Liu HW, Chen F, Yang Q, Si JH, Hou X (2010) Investigation on femtosecond laser-assisted microfabrication in silica glasses. In: Proceedings of SPIE-The International Society for Optical Engineering 7843. doi:10.1117/12.869845
Mansur EA, Ye MX, Wang YD, Dai YY (2008) A state-of-the-art review of mixing in microfluidic mixers. Chin J Chem Eng 16:503–516
Manz A, Graber N, Widmer HM (2011) Miniaturized total chemical analysis systems: a novel concept for chemical sensing. Sens Actuat B Chem 1:244–248
Marcinkevicius A, Juodkazis S, Watanabe M, Miwa M, Matsuo S, Misawa H, Nishii J (2001) Femtosecond laser-assisted three-dimensional microfabrication in silica. Opt Lett 26:277–279
Sasmito P, Kurnia JC, Mujumdar AS (2012) Numerical evaluation of transport phenomena in a T-junction microreactor with coils of different configurations. Ind Eng Chem Res 51:1970–1980
Sayah A, Thivolle PA, Parashar VK, Gijs MAM (2010) Three-dimensional mixers with non-planar microchannels in a monolithic glass substrate using oblique powder blasting. J Micromech Microeng 20:085028
Schulze P, Ludwig M, Kohler F, Belder D (2005) Deep UV laser-induced fluorescence detection of unlabeled drugs and proteins in microchip electrophoresis. Anal Chem 77:1325–1329
Therriault D, White SR, Lewis JA (2003) Chaotic mixing in three-dimensional microvascular networks fabricated by direct-write assembly. Nat Mater 2:265–374
Ujiie T, Kikuchi T, Ichiki T, Horiike Y (2000) Fabrication of quartz microcapillary electrophoresis chips using plasma etching. Jpn J Appl Phys 39:3677–3682
Verma MKS, Ganneboyina SR, Vinayak RR, Ghatak A (2008) Three-dimensional multihelical microfluidic mixers for rapid mixing of liquids. Langmuir 24:2248–2251
Vijayendran RA, Motsegood KM, Beebe DJ, Leckband DE (2003) Evaluation of a three-dimensional micromixer in a surface-based biosensor. Langmuir 19:1824–1828
Yasui T, Omoto Y, Osato K, Kaji N, Suzuki N, Naito T, Watanabe M, Okamoto Y, Tokeshi M, Shamoto E, Baba Y (2011) Microfluidic baker’s transformation device for three-dimensional rapid mixing. Lab Chip 11:3356–3360
Acknowledgments
This work is supported by the National Science Foundation of China under the Grant Nos. 61176113, the Program for Changjiang Scholars and Innovative Research Team in University (IRT1033) and the Fundamental Research Funds for the Central Universities of China.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article
Cite this article
Liu, K., Yang, Q., He, S. et al. A high-efficiency three-dimensional helical micromixer in fused silica. Microsyst Technol 19, 1033–1040 (2013). https://doi.org/10.1007/s00542-012-1695-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-012-1695-6