
Abstract
Surface hardness and microstructural properties are important parameters of plasma-facing material and play a key role in long pulse operation of fusion reactor. Nowadays, nuclear reactors are facing the problem of change in physical properties especially surface hardness due to dominant extreme conditions. Consequently, it is important to monitor these changes. Laser-induced breakdown spectroscopy (LIBS) has a potential diagnostic ability to monitor in situ surface hardness and their correlation with plasma wall interaction. In this work, the hardness of different tungsten heavy alloy grades is measured by stand-off approach using LIBS. The difference in hardness was attributed to grain size, crystal size, dislocations density and energy band gap (Eg) of materials. These microstructural and electronic structure properties have direct impact on electron temperature in laser-ablated plasma. Plasma electron temperature has been determined using Boltzmann plot method in the range from 1.76 ± 0.01 to 1.90 ± 0.02 eV, while electron density has been derived using Stark broadening spectral profile of (W-I) 429.47 nm line. The obtained direct relation between the ionic to atomic species of (WII/WI) and the material hardness are associated to increase in the value of plasma electron temperature (Te). The energy band gap of these tungsten heavy alloy targets has been observed from 3.24 to 3.59 eV as hardness increases from 314 ± 2.2 to 354 ± 1.1. The results showed that the energy band gap of these targets increases with hardness and have direct relation with plasma electron temperature. Ablation efficiency was also measured as a function of laser irradiance from crater depth analysis. The results showed that average ablation rate is decreased from soft to hard material.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In recent years, a large-scale studies were conducted to examine the degradation and erosion of plasma facing components in fusion devices for successful operation of experimental advance superconducting Tokomak (EAST) and international thermonuclear experimental reactor (ITER). In EAST operation, a high-energy load, on the divertor and first wall, is unprotected to large fluence of particles (D/H) and heat flux [1]. The material sputtering and erosions of plasma-facing materials under high heat flux and energy load during edge localized mode affect the performance of ITER [2].
Contemporary tungsten is a vital candidate for PFM in divertor and in the activated phase of ITER due to its high melting point, erosion resistance, superior thermal and mechanical properties, low activation and deuterium, tritium retention [3, 4]. In such devices, its surface is exposed to high heat load, fluxes of particle and radiation that leads to melting and erosion during higher power transient event. The major drawback of tungsten when using as a target material of divertor is its low ductile-to-brittle transition (DTBT) point 600–800 K which easily produces large and small dust particles from cracks during operation revealed in many campaigns [5]. However, DTBT condition, material hardness, cracking behavior and structural integrity mainly depend upon the microstructure and electronic structure, such as grain size, crystallization condition, matrix composition, rolling temperature and energy band gap (Eg) of material [6].
The possible substitute of tungsten as PFM could be tungsten heavy alloys as they are cheaper than bulk tungsten. These alloys have accomplished pronounced changes in metallurgical properties due to inclusion of nickel (Ni)- and iron (Fe)-binder phase ratio [7]. They consist of up to 85–97% tungsten spheroidized bcc phase and alloying element Ni and Fe used as an fcc binder phase that increase its ductility. This composite structure has high density, strength and outstanding thermo-mechanical properties making this class of alloys an attractive candidate for civil and military applications. The typical application involved in radiation shields, kinetic energy penetrators, rocket nozzles, vibration dampers and machining tools. They are easily machineable and comparatively cheaper than pure tungsten. The key advantage of using tungsten heavy alloy instead of pure tungsten is endurance limit that is higher than tungsten which could help to avoid cracks under cyclic load [8,9,10].
The problem facing in Tokamak reactors is erosion, sputtering and change in its properties such as hardness of first wall on a long-run operation which affect the performance. These changes in the physical properties especially surface hardness of first wall due to dominant extreme conditions are major hindrance. Therefore, it is important to monitor these changes in a remote way. This needs an in situ diagnostic technique that does not need any sample preparation to be applied for Tokamak and nuclear reactor walls to measure its physical properties.
For this reason, LIBS with its vast application has potentially diagnostic ability to investigate these changes especially surface hardness on-line in the Tokamak fusion devices such as ITER and EAST [11, 12]. This technique has also capability to determine in situ depth, chemical composition as well as cleaning and removal of multilayered materials of nuclear-fusion devices [13,14,15,16,17]. It has been reported that LIBS has also potential to measure hardness of material and an advantage of non-contact with samples comparing with other conventional techniques such as Vicker’s hardness testing, which is destructive, geometry and surface dependent, and time consuming [6, 18]. The key advantage of LIBS to measure the hardness of Tokamak first wall over other conventional methods, i.e., it is real-time monitoring tool which is non-destructive and needs no sample preparation. This technique has been so far applied on concrete sample with different humidity level, calcified tissues, bioceramics, aluminum lithium and Fe–V–C alloys to measure the hardness. The principle is based on the correlation of the electron temperature of laser-ablated plasma and Vicker’s hardness of target material. These studies revealed that hardness can also be evaluated by monitoring the plasma electron temperature produced by laser ablation and has also shown a positive relationship between plasma parameter and material hardness [18,19,20,21,22]. Recently, this methodology has been employed on titanium samples after bombardment of carbon ions to monitor the surface hardness. The bombardment of carbon ions on titanium sample gives rise to change its hardness [23].
According to best of our knowledge, no one has yet reported the LIBS characterization of tungsten heavy alloy samples to monitor surface hardness stand-off and to develop the relationship between energy band gap and material hardness. Keeping in mind about tungsten heavy alloy potential application in fusion devices, insufficiency of the literature reported, and studying about the cracking behavior of tungsten, we have selected this composite as target material exposed by high-energy laser pulses.
In the present work, an effort has been put to monitor the change in surface hardness by in situ LIBS technique and study the influence of grain size, crystallization condition and energy band gap on tungsten heavy alloy hardness. The impact of microstructural and electronic structure properties on surface hardness is very significant factor.
2 Experimental setup for hardness measurement using LIBS
A Q-Switched Nd:YAG pulsed laser (Quantel Brilliant Big sky Easy Laser US, CRF) operating on fundamental wavelength of 1064 nm with pulse duration of 5 ns, repetition rate of 10 Hz and pulse energy of 100 mJ was used as an excitation source to exposed the material surface shown in Fig. 1. The incident laser pulse was focused on to the sample through plano-convex lens with 25 mm in diameter and 100 mm focal length normal to the surface. The calculated laser spot area was 4.01 × 10−4 cm2 corresponding to laser irradiance of 2.99 × 1010 W/cm2. The sample was mounted on xy-translational stage that provide fresh surface and for good spectral signal at each laser shot.

Schematic diagram of experimental setup for measuring hardness
These targets were placed 1 mm before the focus point to prevent from air breakdown. The emission spectra of laser induced plasma were collected through quartz lens at variant distance of stand-off measuring plasma emission spectra. The induced plasma emission light guided into fiber optics bundle of 600 µm core diameter of placed at 45° along the propagation of plasma plume. Fiber bundle is coupled with spectrograph Mx LIBS 2500+ (Ocean optics Inc, US) detection system that has seven channel linear silicon CCD detector. The linear CCD array detector has optical resolution of 0.1 nm and covers the spectral wavelength from 200 to 980 nm. The spectrograph gate width integration time was 1 ms, while its delay time was adjusted at 1 µs. The depth of ablated crater was measured at 3.99 × 1010 W/cm2, 4.98 × 1010 W/cm2, 5.48 × 1010 W/cm2 and 5.98 × 1010 W/cm2 irradiances by (profilometer) Micro-figure measuring instrument (SURFCORDER ET-4000M). A UV–Vis spectrophotometer (Varian Cray 100) combine with sphere (DRA-CA-30I) is used to measure the diffuse reflectance of samples to establish the band gap energy. The measurement of DR by UV–Vis spectrophotometer is a conventional method to regulate the optical properties.
2.1 Tungsten heavy alloy sample preparation
The W–Ni–Fe alloy samples are used in this study having 2 × 2 cm size produced by two companies: Advanced Technology & Materials Beijing and Wolfmet Tungsten Alloys—M&I Materials Manchester. The liquid-phase sintering process for manufacturing this class of composite alloys is very important. This involves (1) powder blending and mechanical mixing for homogeneity; (2) pressing the powder with high pressure; (3) LPS in the presence of H2 at T > 1460 °C and (4) machining to specific shape for final configuration. Prior to laser treatment, these samples were grinded in UNIPOL-810 precision lapping machine with different grades of silicon paper (300–2000P) that involved plane grinding and fine grinding. For mirror-like finish, the surface of these targets was then polished by diamond paste. Diamond polishing is necessary, because it uses an abrasive for fastest removal and for best possible planeness of surface. After precision lapping polishing, it was observed that there is a presence of distortion layer at the sample surface after fine mechanical grinding and even after polishing with diamond suspension. Although the obtained surface of polished sample have mirror-like. The whole procedure for mirror-like polishing was done to obtain exact microstructural measurement of grain size.
2.2 Tungsten heavy alloy composition and properties
The important mechanical properties of this composite alloy mainly depend on tungsten particle size, volume fraction, closeness of particle with each other as well as with the binder phase element [24]. The W–Ni–Fe have special properties such as high density, wear resistance, melting point, radiation absorption capacity, tensile strength, low vapor pressure and thermo-mechanical properties proving this class of material a potential candidate as compared to other material with same density. Table 1 summarizes the properties of these alloys with their nominal composition, density, hardness, elongation, tensile strength, thermal conductivity as well as modulus of elasticity under investigation.
Due to high-pulse operation and energy cyclic load during steady-state operation in Tokamak, enrich properties of tungsten heavy alloy provide necessary advantages when used in PFM in future fusion devices. The drawback of using Ni/Fe as a binder is its melting point 1455 °C and 1538 °C, respectively, which restricts the operational phase. However, when avoid to recrystallization of tungsten to protect its mechanical properties, the temperature should be kept below 1300 °C, that means alloying element Ni and Fe should not affect the operation steadily [7].
3 Results and discussion
3.1 Effect of crystal and grain size on hardness
For microstructural characterization of these samples, X-ray diffractometer (XRD) (Bruker D8 Advance with CuKα radiation λ-1.5406°A) was used to analyze crystal size. The XRD pattern in Fig. 2a reveals that W (111), (200), (220) and (311) are well oriented at 2θ position of 38.36, 44.60, 64.90, and 77.99 regarding to JCPD reference number 01-088-2339. In addition to this, the combine phase of W–Ni–Fe at peak position of 44.60 confirms the presence of alloy phase. The peak intensities of these targets indicated the amount of diffracted material.

The microstructural measurements of tungsten heavy alloy a X-ray diffraction, b hardness via diamond indenter, c SEM microstructure of polished section
However, by evaluating FWHM of the emitted peaks and using Scherer formula [6], the crystal size can be defined as:
In above equation, D indicated the crystal size, while K, λ, ∆ (2θ) and θ represent dimensionless shape factor (0.9), X-ray wavelength of 0.15406 nm, line broadening (FWHM) and Bragg’s diffraction angle, respectively. While the dislocation line density (δ) which is defined by the number of dislocation lines intersecting unit crystal is calculated using δ = 1/D2. The measurement of crystal size and dislocation density regarding different tungsten heavy alloys grade are depicted in Table 2. The hardness of these alloy targets were tested by Vicker’s tester using a load of 500 g and dwell time 15 s. The diamond indenter of Vicker’s tester of pyramid shape have tip at an angle of 136°. Ten separate tests were performed for each target at different position shown in Fig. 2b. For the measurement of grain size, a linear intercept technique was employed at polished section of SEM micrograph of Fig. 2c for each sample. Ten separate test lines of known length are fixed on SEM micrograph at polished area and the number of intercept between line and grain boundary was measured. The value of average grain size regarding to different hardness is indicated in Table 2.
The estimated crystal and grain size indicated that smallest the microstructure hardest the material. This phenomenon could be better explained by Hall–Petch relation that yield strength of material is equal to frictional stress plus \(K\) times inverse square root of grain size expressed in the following relation:
where σy indicates yield strength, while K, σ0 and \(d\) are material constant, coefficient of strength and average grain size, respectively. However, yield strength correlated to the hardness by HV= \(\frac{\sigma y }{3}\) and dislocation density by ∆σy = Gb \(\sqrt {\delta_{ \bot } }\) where G indicates shear modulus, b is Burgers vector and \(\delta_{ \bot }\) is the dislocation density. The strength of a material refers to the motion of dislocations, where grain boundaries act as a hindrance to these dislocations. The grain density is high if the grain size is smaller and these dislocations piles up on the boundaries. Fine grain size has small pile-up dislocations as compared to coarse grain. For a material where coarse grain there needs to be lower value of applied stress to collapse the grain boundary as compared to fine grain size. Generally, we can say that for smaller stress the dislocations moves freely in coarse grain material.
3.2 Correlation of LIBS emission intensity with hardness
After setting parameters, i.e., delay time (tdelay), laser power density and lens to sample distance the maximum signal to background ratio (S/B) and minimum relative standard deviation (RSD) with less interference were obtained at a tdelay of 1 µs with power density of 4.98 × 1010 W/cm2. The typical LIBS spectra of tungsten heavy alloy were obtained at these parameters with an average of 15 single-shot spectra at different orientations of the sample, shown in Fig. 3a.

a The observed ionic and atomic spectral lines at power density 4.98 × 1010 W/cm2 of different hardness. b Normalized ionic and atomic lines intensity versus hardness. c Ionic to atomic lines ratio versus surface hardness
The spectral range from 220 to 310 nm contains persistent W-I, W-II, Fe-I, Fe-II, and only Ni-I lines. Consequently, the dominancy of tungsten atomic linese in the spectral region lies from 320 nmto 550 nm. The selection of lines in this study was based on intermediate intensity, resonance-free and less interference illustrated in Table 3 with their spectroscopic parameters. Figure 3b shows the spectral intensity response of tungsten atomic and ionic lines with hardness. It can be seen from Fig. 3b that intensity of ionic lines increases with hardness at initial but there is level off response at the hardness value of HV-346 to HV-354. While on the other hand, intensity of atomic lines response with hardness was continual. The spectral line intensity of emitted spectra is mainly related to the ionic or neutral atom in the upper level of transition. However, to confirm this phenomenon and to verify the proportionality approach of ionic to atomic line ratio with hardness is cited in [6, 18,19,20,21] relevant to metallic alloys; Fig. 3c shows the WII/WI line ratio response with different surface hardness of tungsten heavy alloy samples. This relationship reveals the association between the ionization ratios with the material hardness. It indicates that there is a linear relationship between WII/WI lines ratio to the mechanical surface hardness. The maintained linearity of WII/WI ratio vs the Vickers’s hardness demonstrates the feasibility of LIBS approach. The increasing trend of ionic-to-atomic line ratio with hardness is related to plasma electron temperature. Therefore, not merely the relationship exist between WII/WI line ratio, plasma parameters have also association with surface hardness.
3.3 The plasma electron temperature vs hardness
The electron plasma temperature (Te) is important parameter to justify the collisional ionization process and correlation with surface hardness. In this study, the Boltzmann plot method is used to evaluate the plasma temperature based on relative line intensities of the same element regarding to similar ionization level. The typical Boltzmann equation used to calculate the plasma temperature is as follows [25]:
The spectroscopic parameters λij, Iij, and Aij are wavelength, intensity and transition probability of upper state (j) to lower state (i); Ej, and gj are energy and statistical weight of upper level, respectively. While \(K_{\beta }\), Te, U(T) and N(T) represents Boltzmann constant, electron temperature, total partition function and number density, respectively. The electron plasma temperature was calculated using W-I lines listed in Table 3 [26]. The obtained values of Te related to different hardness of tungsten heavy alloy samples is shown in Fig. 4. It can be observed that Te follows linearly as hardness increases. With the increase of surface hardness average Te increase linearly.

Electron plasma temperature (Te) with surface hardness (HV). Every data point depict the average of 15 (HV) test versus the average of 15 single shot LIBS spectra. The error bars describe the standard deviation
The value of Te increases from 1.76 ± 0.01 eV to 1.90 ± 0.02 eV in from the soft to hard materials. Therefore, the surface hardness follows linear plasma excitation temperature by following semi-empirical linear function
The above equation showed that the value of stand-off LIBS Te indeed follows a linear relationship with the hardness of the samples (Hardness = f (Te)). Therefore, utilizing the LIBS plasma electron temperature (Te) values of tungsten heavy alloy samples in above empirical formula relation the stand-off hardness values were evaluated which are indicated in Table 4. The comparison of stand-off LIBS measuring hardness via excitation temperature (Te) and other conventional methods are listed in Table 4. It can be seen that stand-off LIBS measuring hardness have good agreement with pristine samples of company listed hardness values. Consequently, the above linear relation in Eq. 4 is not a general empirical formula but it only applicable for W–Ni–Fe alloys sample series and the existing experimental conditions to evaluate the hardness using plasma excitation temperature. Therefore, the benefit of this technique to measure hardness over other conventional methods especially in Tokamak, is that it can monitor on-line in non-contact.
3.4 Correlation of electron density (N e) with hardness
The method used to study the electron density is to measure the broadening of suitable line of emitted spectra. The Stark brodening is most important and commonly used for this purpose [25]:
where ∆λ1/2 is FWHM, \(\omega\) is electron impact parameter and \(N_{\text{e}}\) is electron density. The value of electron impact parameter \(\omega\) is taken as reported by [27]. In our study, tungsten emission line 5d5 (6S) 6 s 7S → 5d5 (6S) 6p 7p0 at 429.47 nm line was used to determine Ne.
The FWHM obtained by fitting Lorentzian over line profile is shown in Fig. 5a and Ne was calculated by Eq. 5. The value of Ne decrease exponentially from 4.91 × 1018 cm−3 to 1.36 × 1018 cm−3 from soft to hard material shown in Fig. 5b. The error bars were up to ± 10% caused by uncertainties in the measurement of FWHM when fitting Lorentzian. The electron density mainly depends on mass ablation rate of material. The ablation of mass is inversely related to hardness \(\left( {{\text{mass}}\,{\text{ablation}}\,\alpha \frac{1}{\text{hardness}}} \right)\) and directly related to the value of electron density. Generally, if the material is harder the ablation rate is less results in decrease of Ne value. The measurement of Te and Ne in this study was based on LTE. The condition of LTE according to Mc Whirter criterion is as follows [28]:

a Indicated Stark broadening profile of W–I transition line at 429.47 nm. b Variation in electron density with surface hardness
From above equation, \(\Delta E\) (eV) is the largest energy difference of W 352.19 nm line that was about 3.52 eV and T = 22,048 K the maximum value of plasma temperature. Using these, the value of Ne is 1.036 × 1016 cm−3 which was less than measured one. This indicated that condition of LTE holds in our experiment.
3.5 Correlation of energy band gap with hardness
The studies showed that electronic structural properties have also directly associated to the material hardness. Therefore, the energy band gap (Eg) in our study is evaluated by UV–Visible diffused reflectance spectroscopy. However, using Kubelka–Munk equation [29],
where \(F\left( {R_{\infty } } \right)\) is the Kubelka–Munk function, \(R_{\infty }\) is the diffused reflectance which is calculated by \(R_{\infty }\) = \(R_{\text{sample}} /R_{\text{standard}}\) and K, S is absorption and scattering coefficient, respectively. Consequently, the absorption coefficient α and band gap energy (Eg) are related to each other through renowned Tauc relation [30]. The Tauc relation for direct band gap material is given by
where α is the absorption coefficient, hν is the energy of photon and \(C_{1}\) is the proportionality constant. From Eq. 7, the absorption coefficient K becomes equal to 2α when incident radiation scatters ideally in a diffused manner and K–M scattering coefficient S is constant with wavelength, then K–M function is proportional to absorption coefficient α, applying this into Eq. 8, we obtain:
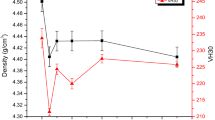
By obtaining \(F\left( {R_{\infty } } \right)\) from Eq. 7 and plotting the value of [\(F\left( {R_{\infty } } \right)h\nu ]^{2}\) against energy of photon (hν) the band gap of tungsten, heavy alloys samples can be determined. Figure 6a represents the value of energy band gap (Eg) evaluated by Kubelka–Munk theory regarding to different hardness of tungsten heavy alloy grades. The value of energy band gap (Eg) increases from 3.24 eV to 3.59 eV as hardness increases from HV-314 to HV-354.

a Indicated energy band gap evaluated by Kubelka–Munk theory regarding to different hardness of tungsten heavy alloy grades. b Relationship between hardness and Eg
It can be seen that hardness of these alloy target is directly related to energy band gap (Eg) shown in Fig. 6b. However, according to Goldschmidt theory, [31] hardness, energy band gap and interatomic distance are closely related to each other. From the theory, hardness is inversely related to interatomic distance while the band gap is directly related to hardness. This means that strongly bonded metals have smaller interatomic distance in their valence band. It needs a large amount of energy to break this bonding to move the atoms from valence band to conduction band, results in the production of large band gap. Thus, the strongly bonded materials have broader energy band gap than weekly bonded materials do. The obtained band gap of tungsten in previous work has a good agreement with our calculated values. The obtained value of WC and WO are 3.3 eV and 3.5 eV, respectively [32, 33].
3.6 Crater depth analysis
Laser-induced crater depth was measured by profilometer (SURFCORDER ET-4000M) micro-figure measuring instrument after exposing the sample surface by 200 pulses with increasing laser irradiance. Many factors such as laser repetition rate, sample surface reflectivity, material strength, specific heat, boiling point and the density influence on the shape and size of crater. The measurement of crater depth with increasing laser irradiance corresponding to all hardness is shown in Fig. 7a.

a Variation of the measured crater depth with laser irradiance b average ablation rate with hardness (HV)
The crater depth showed monotonically increasing trend as laser irradiance increase from 3.99 × 1010 W/cm2 to 5.99 × 1010 W/cm2. The measured value of crater depth of ATM-1700 increases from 48.6 to 78.95 µm, while in case of HM-490 it varies from 40.4 to 57.5 µm at aforementioned laser irradiances. This lower value of crater depth from ATM-1700 to HM-490 tungsten heavy alloy grade is due to higher hardness. However, the increasing depth of crater with laser irradiance is due to strong coupling efficiency between laser pulse energy and material surface [34]. When the laser fluence reaches to a predetermined threshold value the mass ablation occur. After this the surface of material absorbed laser energy which results the heating, melting, splashing and erosion of material. However, with increasing laser irradiance, the agglomeration of photon energy increases and high temperature free electrons from photons absorbed by multi-photons, which lead to increase the ionization process. In this way, the ablation is more and features regarding size of crater depth evidently increases. In addition to this the material thermal and mechanical properties plays an important role in crater shape and average ablation rate. The average ablation rate is inversely related to material hardness, thermal conductivity and modulus of elasticity values [35]. In our case, the average ablation rate decreases as hardness increased is shown in Fig. 7b. The decrease of average ablation rate with increasing hardness is attributed to increase in thermal conductivity and modulus of elasticity values which is indicated in Table 1. This showed that under the same irradiation condition the crater morphology is different for different hardness and thermal conductivity values. Therefore, the determined relation between the thermo-mechanical properties and crater size analysis of tungsten heavy alloy developed the application in the field of material detection.
4 Conclusion
Laser induced breakdown spectroscopy is not only in situ elemental analysis technique, it is also a powerful tool to determine the surface hardness of plasma facing material in a remote way. In this work, tungsten heavy alloys with the different microstructural and electronic structure properties have been used to determine the hardness by applying stand-off LIBS approach. The results demonstrated that there exist a linear relationship between surface hardness and ionic to atomic line ratio as well as plasma electron temperature. This linear relationship of hardness based on the measurement of electron temperature (Te) shows good reproducibility comparing to those based on conventional Vicker’s hardness measurement. In addition to this, the energy band gap has also been measured at different hardness value of tungsten heavy alloy. The results showed that energy band gap is directly related to hardness and electron plasma temperature. Crater depth and ablation efficiency of tungsten heavy alloy samples were also measured at different laser irradiance for the application of fusion devices. The results of this study indicate that LIBS has a potential to be used as an on-line diagnostic technique to monitor the surface hardness under the extreme conditions such as encountered in a first wall of EAST devices.
References
V. Philipps, Tungsten as material for plasma-facing components in fusion devices. J. Nucl. Mater. 415(1), S2–S9 (2011)
A. Loarte, B. Lipschultz, A.S. Kukushkin, G.F. Matthews, P.C. Stangeby, N. Asakura, A. Mahdavi, Power and particle control. Nucl. Fusion 47(6), S203 (2007)
J. Karhunen, A. Hakola, J. Likonen, A. Lissovski, P. Paris, M. Laan, K. Sugiyama, Development of laser-induced breakdown spectroscopy for analyzing deposited layers in ITER. Phys. Scr. 2014(T159), 014067 (2014)
J.N. Brooks, L. El-Guebaly, A. Hassanein, T. Sizyuk, Plasma-facing material alternatives to tungsten. Nucl. Fusion 55(4), 043002 (2015)
N. Farid, D. Zhao, H.Y. Oderji, H. Ding, Cracking and damage behavior of tungsten under ELM’s like energy loads using millisecond laser pulses. J. Nucl. Mater. 463, 241–245 (2015)
S.M. Aberkane, A. Bendib, K. Yahiaoui, S. Boudjemai, S. Abdelli-Messaci, T. Kerdja, M.A. Harith, Correlation between Fe–V–C alloys surface hardness and plasma temperature via LIBS technique. Appl. Surf. Sci. 301, 225–229 (2014)
R. Neu, H. Maier, M. Balden, S. Elgeti, H. Gietl, H. Greuner, I. Zammuto, Investigations on tungsten heavy alloys for use as plasma facing material. Fusion Eng. Des. 124, 450–454 (2017)
P. Lorenzo, M. Miralda, S. Iyengar, S. Melin, E. Noah, Fatigue properties and characterization of tungsten heavy alloys IT180 & D176. Int. J. Refract. Met. Hard Mater. 41, 250–258 (2013)
M. Pasalic, F. Rustempasic, S. Iyengar, S. Melin, E. Noah, Fatigue testing and microstructural characterization of tungsten heavy alloy Densimet 185. Int. J. Refract. Met. Hard Mater. 42, 163–168 (2014)
J. Habainy, S. Iyengar, Y. Lee, Y. Dai, Fatigue behavior of rolled and forged tungsten at 25, 280 and 480 C. J. Nucl. Mater. 465, 438–447 (2015)
C. Li, D. Zhao, Z. Hu, X. Wu, G.N. Luo, J. Hu, H. Ding, Characterization of deuterium retention and co-deposition of fuel with lithium on the divertor tile of EAST using laser induced breakdown spectroscopy. J. Nucl. Mater. 463, 915–918 (2015)
P. Paris, K. Piip, A. Hakola, M. Laan, M. Aints, S. Koivuranta, V. Rohde, Development of laser induced breakdown spectroscopy for studying erosion, deposition, and fuel retention in ASDEX Upgrade. Fusion Eng. Des. 98, 1349–1352 (2015)
T.O. Nagy, U. Pacher, H. Pöhl, W. Kautek, Atomic emission stratigraphy by laser-induced plasma spectroscopy: quantitative depth profiling of metal thin film systems. Appl. Surf. Sci. 302, 189–193 (2014)
R. Hai, N. Farid, D. Zhao, L. Zhang, J. Liu, H. Ding, G.N. Luo, Laser-induced breakdown spectroscopic characterization of impurity deposition on the first wall of a magnetic confined fusion device: experimental Advanced Superconducting Tokamak. Spectrochim. Acta B. 87, 147–152 (2013)
J. Karhunen, A. Hakola, J. Likonen, A. Lissovski, M. Laan, P. Paris, J.E. Contributors, Applicability of LIBS for in situ monitoring of deposition and retention on the ITER-like wall of JET-comparison to SIMS. J. Nucl. Mater. 463, 931–935 (2015)
R. Hai, X. Wu, Y. Xin, P. Liu, D. Wu, H. Ding, L. Yan, Use of dual-pulse laser-induced breakdown spectroscopy for characterization of the laser cleaning of a first mirror exposed in HL-2A. J. Nucl. Mater. 447(1–3), 9–14 (2014)
S. Wurster, N. Baluc, M. Battabyal, T. Crosby, J. Du, C. García-Rosales, R.J. Kurtz, Recent progress in R&D on tungsten alloys for divertor structural and plasma facing materials. J. Nucl. Mater. 442(1–3), S181–S189 (2013)
J.S. Cowpe, R.D. Moorehead, D. Moser, J.S. Astin, S. Karthikeyan, S.H. Kilcoyne, R.D. Pilkington, Hardness determination of bio-ceramics using laser-induced breakdown spectroscopy. Spectrochim. Acta B. 66(3–4), 290–294 (2011)
K. Tsuyuki, S. Miura, N. Idris, K.H. Kurniawan, T.J. Lie, K. Kagawa, Measurement of concrete strength using the emission intensity ratio between Ca(II) 396.8 nm and Ca(I) 422.6 nm in a Nd:YAG laser-induced plasma. Appl. Spectrosc. 60(1), 61–64 (2006)
Z.A. Abdel-Salam, A.H. Galmed, E. Tognoni, M.A. Harith, Estimation of calcified tissues hardness via calcium and magnesium ionic to atomic line intensity ratio in laser induced breakdown spectra. Spectrochim. Acta B. 62(12), 1343–1347 (2007)
Z.A. Abdel-Salam, Z. Nanjing, D. Anglos, M.A. Harith, Effect of experimental conditions on surface hardness measurements of calcified tissues via LIBS. Appl. Phys. B. 94(1), 141–147 (2009)
T.A. Labutin, A.M. Popov, V.N. Lednev, N.B. Zorov, Correlation between properties of a solid sample and laser-induced plasma parameters. Spectrochim. Acta B. 64(10), 938–949 (2009)
A.H. Galmed, C. Steenkamp, I. Ahmed, A. du Plussis, H. von Bergmann, M.A. Harith, M. Maaza, Using laser-induced breakdown spectroscopy to monitor the surface hardness of titanium samples bombarded by carbon ions. Appl. Phys. B. 124(12), 225 (2018)
S.H. Islam, X.H. Qu, F. Akhtar, P.Z. Feng, X.B. He, Microstructure and tensile properties of tungsten heavy alloys. In: Materials science forum. Trans Tech Publ. http://doi.org/10.4028/www.scientific.net/MSF.534-536.561 (2007)
H. Sattar, L. Sun, I. Muhammad, R. Hai, D. Wu, H. Ding, Effect of parameter setting and spectral normalization approach on study of matrix effect by laser induced breakdown spectroscopy of Ag-Zn binary composites. Plasma Sci. Technol. 21(3), 034019 (2019)
M. Akram, S. Bashir, M.S. Rafique, A. Hayat, K. Mahmood, A. Dawood, M.F. Bashir, Morphological and spectroscopic characterization of laser-ablated tungsten at various laser irradiances. Appl. Phys. A. 119(3), 859–870 (2015)
D. Nishijima, R.P. Doerner, Stark width measurements and Boltzmann plots of WI in nanosecond laser-induced plasmas. J. Phys. D. 48(32), 325201 (2015)
R. McWhirter, in Plasma Diagnostic Techniques, ed. by R.H. Huddlestone, S.L. Leonard (Academic Press, New York, 1965)
A.E. Morales, E.S. Mora, U. Pal, Use of diffuse reflectance spectroscopy for optical characterization of un-supported nanostructures. Rev. Mex. Fis. 53(5), 18–22 (2007)
R. López, R. Gómez, Band-gap energy estimation from diffuse reflectance measurements on sol–gel and commercial TiO2: a comparative study. J. Sol Gel. Sci. Technol. 61(1), 1–7 (2012)
G.A. Wolff, L. Toman, N.J. Field, J.C. Clark, In Halbleiter und Phosphore/Semiconductors and Phosphors/Semiconducteurs et Phosphores. Relationship of Hardness, Energy Gap and Melting Point of Diamond Type and Related Structures. (Vieweg + Teubner Verlag, Wiesbaden, 1958), pp. 463–469
A. Pawbake, R. Waykar, A. Jadhavar, R. Kulkarni, V. Waman, A. Date, S. Jadkar, Wide band gap and conducting tungsten carbide (WC) thin films prepared by hot wire chemical vapor deposition (HW-CVD) method. Mater. Lett. 183, 315–317 (2016)
L.G. Teoh, J. Shieh, W.H. Lai, I.M. Hung, M.H. Hon, Structure and optical properties of mesoporous tungsten oxide. J. Alloys. Compd. 396(1–2), 251–254 (2005)
B. Zheng, G. Jiang, W. Wang, K. Wang, X. Mei, Ablation experiment and threshold calculation of titanium alloy irradiated by ultra-fast pulse laser. AIP Adv. 4(3), 031310 (2014)
D. Bigoni, M. Milani, R. Jafer, C. Liberatore, S. Tarazi, L. Antonelli, D. Batani, Influence of mechanical and thermal material properties on laser-produced crater-morphology and their study by focused ion beam & scanning electron microscope imaging. Cal 1, M1 (2010)
Acknowledgements
This work was supported by the National Key R&D Program of China (Nos. 2017YFE0301304, 2017YFA0402501, 2017YFA0402502), the National Natural Science Foundation of China (Nos. 51837008, 11475039, 11405022, 11605023, and 11705020), China Postdoctoral Science Foundation (No. 2018M630285) and Lianoing Provincial Natural Science Foundation of China (No. 20170540153).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sattar, H., Ran, H., Ding, W. et al. An approach of stand-off measuring hardness of tungsten heavy alloys using LIBS. Appl. Phys. B 126, 5 (2020). https://doi.org/10.1007/s00340-019-7355-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00340-019-7355-0