
Abstract
We demonstrate a new method for fabricating a (6 + 1) × 1 pump–signal combiner based on the reduction of signal fiber diameter by corrosion. This method avoids the mismatch loss of the splice between the signal fiber and the output fiber caused by the signal fiber taper processing. The optimum radius of the corroded signal fiber was calculated according to the analysis of the influence of the cladding thickness on the laser propagating in the fiber core. Besides, we also developed a two-step splicing method to complete the high-precision alignment between the signal fiber core and the output fiber core. A high-efficiency (6 + 1) × 1 pump–signal combiner was produced with an average pump power transmission efficiency of 98.0% and a signal power transmission efficiency of 97.7%, which is well suitable for application to high-power fiber laser system.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Pump–signal combiner has been extensively investigated as a key component of high power fiber laser or amplifier system in recent years [1,2,3,4]. With the development of all-fiber laser system, a pump–signal combiner is required to be capable of handling higher signal power as well as higher pump power. Therefore, a high signal power transmission efficiency of the combiner is necessary for the fiber laser to minimize the leakage of signal laser which leads to the deterioration of laser beam quality or even damages the pump LD sources [5]. Meanwhile, a higher pump power transmission efficiency of the pump–signal combiner can ensure stable operation of the combiner in high power fiber laser system.
There are two types of pump–signal combiners which are based on end-pumping technology [6, 7] and side-pumping technology [8, 9], respectively. An (N + 1) × 1 fused tapered fiber bundle is the most common configuration because of the reliable and mature fabrication process. It is capable of handling several hundred watts of pump power [10]. In 2011, Braglia et al. [11] demonstrated a (6 + 1) × 1 pump–signal combiner, whose six 105/125 μm pump fibers (NA = 0.22) and an 8/125 μm signal fiber (NA = 0.14) were combined and coupled via a tapered capillary into a 25/250 μm double cladding (DC) fiber (NA = 0.08/0.46). The signal and pump power transmission efficiency were both 94%. In Ref. [12], Zhao et al. reported a thermally expanded core technique to realize mode field match between the mode field sizes of the signal fiber and the output fiber. The signal power transmission efficiency of the (6 + 1) × 1 pump–signal combiner with an 8/125 μm signal fiber (NA = 0.14) and a 25/250 μm output fiber (NA = 0.08/0.46) was increased from 51 to 94%. In Ref. [13], Dorota Stachowiak used a signal fiber (9/80 μm and NA = 0.13) whose cladding diameter was smaller than that of multimode pump fibers (105/125 μm and NA = 0.15) and the output fiber (8/125 μm and NA = 0.14) to reduce the taper ratio parameter. They achieved a (5 + 1) × 1 pump–signal combiner with a signal power transmission efficiency of 94.3%. Xiao et al. [14] presented an (8 + 1) × 1 pump–signal combiner with a large-core signal and output fiber (100/200 μm, NA = 0.054/0.46 and 100/400 μm, NA = 0.054/0.46). The pump and signal power transmission efficiencies were 96.8 and 98.0%, respectively.
The signal power transmission efficiency of the combiner is mainly influenced by two factors. One is the mismatch loss of the splice between the tapered signal fiber and the output fiber. The other is the alignment precision between the signal fiber core and the output fiber core. Generally, the diameter of the output DC fiber in high power fiber laser is 20/400 μm with NA = 0.06/0.46. It is optimal to choose the same fiber parameters for both the signal fiber and the output fiber of the pump–signal combiner. The 200/220 μm pump fibers with NA = 0.22 are commonly used to provide high pump power in the fiber combiner. In this case, the taper ratio of the fiber bundle of the fiber combiner should be larger than 2, which leads to large deformation of the signal and pump fiber. So, it is difficult to achieve high signal and pump power transmission efficiency simultaneously. At present, the signal insertion loss of this kind of commercially available combiner product made by ITF Corporation is less than 0.5 dB (transmission efficiency is 89%) and the pump insertion loss is less than 0.3 dB (transmission efficiency is 93%), which is not enough for application to multi-kilowatt fiber lasers.
In this paper, we theoretically analyze the mismatch loss of the splice between the tapered signal fiber and the output fiber of the same type with 20/400 μm core/cladding diameter and NA = 0.06/0.46. Then we present a new method for fabricating the pump–signal combiner based on the reduction of signal fiber diameter by corrosion, which avoids the mismatch loss of the splice between the signal fiber and the output fiber caused by the signal fiber taper processing. Also, we adopt a two-step splicing method in the pump–signal combiner fabrication for the first time. An integrated hollow pump fiber bundle was fabricated by tapering with a capillary tube package. The signal fiber after being corroded and cleaved was inserted into the bundle and spliced to the output fiber, which resulted in high-precision alignment between the signal fiber core and the output fiber core. There was almost no deformation of the signal fiber. The pump fiber bundle was then spliced to the output fiber without twisting. A (6 + 1) × 1 pump–signal combiner consisting of six 200/220 μm pump fibers (NA = 0.22), a 20/400 μm signal fiber (NA = 0.06/0.46) and a 20/400 μm output fiber (NA = 0.06/0.46) was produced with an average pump power transmission efficiency of 98.0% and a high signal power transmission efficiency of 97.7%. To the best of our knowledge, this is the highest signal and pump power transmission efficiency ever achieved for this kind of pump–signal combiner. The low transmission loss avoids the temperature rise and potential optical damage to the fiber when the combiner is used in high power fiber lasers.
2 Theoretical analysis and design
There are two propagation modes (LP01 and LP11) in the DC fiber core with a diameter of 20 μm and NA of 0.06. The mismatch loss L for two fiber core modes between the tapered signal fiber and the output fiber as shown in Fig. 1 can be calculated using the following equation [15]:
where \(\varphi_{1} \left( {r,\theta } \right)\) and \(\varphi_{2} \left( {r,\theta } \right)\) are the normalized field amplitudes of the propagation modes in two fibers. When a 20/400 μm DC fiber (NA = 0.06/0.46) is used as the signal fiber and the output fiber in a (6 + 1) × 1 fused tapered fiber combiner, the mismatch losses for the LP01 mode and the LP11 mode as a function of the tapered fiber core radius d are simulated and the results are shown in Fig. 2.

Schematic side view of a tapered signal fiber spliced to the output fiber, in which two DC fibers are the of the same type with a core/cladding diameter of 20/400 μm and an NA of 0.06/0.46

The mismatch loss curves for the LP01 mode and the LP11 mode as a function of the tapered fiber core radius
To conserve the brightness of the beam and ensure lossless transmission of the combiner, the structure design of the fiber combiner should be based on the principle of brightness conservation which is given as follows [15]: TR·NAin ≤ NAout and (2D p + D c)/TR ≤ D out, where TR is the taper ratio of the input fiber bundle, NAin = 0.22 is the numerical aperture of the pump fibers, NAout = 0.46 is the numerical aperture of the output fiber cladding, and D p = 220 μm is the diameter of the pump fiber; D out = 400 μm is the diameter of the output fiber, D c = 400 μm is the diameter of the signal fiber, and (2D p + D c)/TR is the maximum diameter of the input fiber bundle after being tapered. The taper ratio is calculated to be 2.1. So, the tapered fiber core radius is about 4.8 μm. Correspondingly, the mismatch loss of the LP01 mode in the tapered combiner is about 0.31 dB and the LP11 mode cannot propagate in the tapered fiber core and convert into cladding modes when the signal fiber core radius is smaller than 6.8 μm. Therefore, the pump–signal combiner fabricated by tapering the input fiber bundle would inevitably result in transmission loss of the signal power.
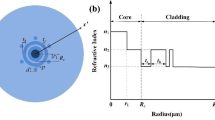
To avoid the deformation of the signal fiber, we first reduced the signal fiber cladding thickness until the signal fiber could be inserted into the middle hole formed by tapering the surrounding pump fibers. Moreover, with the decrease of the numbers of the pump fibers in a (N + 1) × 1 pump–signal combiner, the diameter of the signal fiber inserted should be reduced accordingly. Since the thickness of the cladding would influence the light propagating in the fiber core, we theoretically calculated the radial power distribution of two modes in the signal fiber based on the following deduced equations:
where P 01 and P 11 are the powers within the radius r of the LP01 mode and the LP11 mode, respectively, P t is the total power in the DC fiber, a is the core radius of the fiber, U and W are transverse propagation coefficients of the light field, U 2 + W 2 = V 2, and V is normalized frequency. J 0, J 1, and J 2 are the zero-order, first-order and second-order Bessel functions, respectively. K 0, K 1, and K 2 are the zero-order, first-order, and second-order modified Bessel functions, respectively.
The calculated results show that when r is larger than 23 μm, P 01/P t = 1, and when r is larger than 30 μm, P 11/P t = 1. Therefore, the whole power of the two modes is concentrated within the radius of 30 μm in the DC fiber, which means that as long as the reduced radius of the signal fiber is > 30 μm, the cladding thickness reduction has no influence on the laser propagating in the fiber core.
3 Fabrication of the fiber combiner
We adopted a method of fabricating the input fiber bundle without tapering the signal fiber. A Vytran GPX-3600 glass processing system was used to make the pump–signal combiner. First, a capillary tube was tapered down from the inner/outer diameter of 1000/1300 to 670/870 μm, respectively. Six identical pump fibers with a diameter of 200/220 μm and NA = 0.22 were inserted into the tapered capillary tube and all contacted with the wall of the tube, which formed a ring shape. Then they were tapered together and formed a bundle. The bundle was then cleaved at the waist by a Vytran LDC-400 device, and the cross section of the end face is shown in Fig. 3. The diameter of the whole bundle was about 380 μm. An approximate hexagon hole was formed in the middle and its diameter was about 100 μm. Therefore, the diameter of the signal fiber to be inserted should be reduced to < 100 μm. The coating of the signal fiber was first stripped at the end of the fiber with a stripped length of 100 mm. We inserted a 90 mm-long bare fiber end into HF acid with a concentration of 27%. The cladding diameter of the signal fiber end was reduced from 400 to 98 μm after about 6 h of corrosion. Then the corroded signal fiber was cleaved at a distance of 20 mm from the end to obtain a smooth cross section. The produced cladding thickness ensured no effect on the signal laser according to the above calculated result. The signal fiber cladding after corrosion had a smooth surface and a very low concentricity deviation from the fiber core. The signal fiber was then inserted into the hole in the middle of the cleaved bundle.

The cross-sectional image of the end face of the pump fiber bundle
After that, we adopted a two-step splicing method, in which the signal fiber was first spliced to the output fiber to ensure the high-precision alignment of the two fiber cores as shown in Fig. 4a. The bundle was placed at a certain distance from the end of the output fiber and outside the high temperature zone of the filament when splicing the signal fiber. Then the bundle was moved slowly toward the end of the output fiber. Considering that the diameter of the signal fiber spliced to the output fiber was only 98 μm and the pump fiber bundle had some air holes like a photonic crystal fiber, the bundle was first tacked on to the output fiber at a relatively low fusion temperature to avoid the deformation of the signal fiber and the collapse of the air holes in the pumped fiber bundle [16] and then the splicing point was reheated to strengthen the structure. The completed pump–signal combiner is illustrated in Fig. 4b.

a The side view of the splice between the output fiber and the signal fiber after the signal fiber was inserted into the hole in the middle of the hollow pump fiber bundle. b The side view of the pump–signal combiner after the pump fiber bundle was moved toward the end of the output fiber and spliced to the output fiber
4 Experimental results
As shown in Fig. 5, the pump and signal power transmission efficiency was measured using six 200 W LDs with a pigtail fiber of 200/240 μm (NA = 0.22) and a 30 W fiber laser with an output fiber of 20/400 μm (NA = 0.06/0.46), respectively. To exclude the interference of cladding light, we inserted two homemade cladding light strippers (CLS, 20/400 μm and NA = 0.06/0.46), whose attenuation was as high as 35 dB, with one in front of the signal fiber and the other at the back of the output fiber during the measurement of the signal transmission. The signal power transmission efficiency was 97.7%. Then the latter CLS was removed when measuring the pump power transmission. We, respectively, spliced the six 200/220 μm pump fibers (NA = 0.22) of the combiner to the six 200/240 μm pigtail fibers (NA = 0.22) of the six 200 W LDs, as shown in Fig. 5. The splicing loss was lower than 0.05 dB owing to the identical fiber core size (200 μm) and NA (0.22). The average pump power transmission efficiency was 98.0% when the input test power of single pump fiber was about 150 W. The test results of each pump fiber of the combiner are shown in Table 1. Benefiting from almost deformation-free fabrication and high-precision alignment of the signal fiber core, we obtained a high signal power transmission efficiency of the pump–signal combiner. Meanwhile, a high pump power transmission efficiency of the combiner was also achieved. This pump–signal combiner was suitable for high power operation.

Schematic of the experimental setup for testing the pump and signal power transmission efficiency of the pump–signal combiner
5 Conclusion
We have theoretically analyzed the mismatch loss of the splice in the pump–signal combiner caused by the signal fiber taper processing. By reducing the diameter of the signal fiber cladding with chemical corrosion based on the calculated results and using the two-step splicing method, the signal fiber of the combiner did not need to be tapered and could be aligned precisely with the output fiber. A high-efficiency (6 + 1) × 1 pump–signal combiner was achieved with the average pump power transmission efficiency of 98.0% and the signal power transmission efficiency of 97.7%, which was well suitable for a high power fiber laser system. This new fabrication method presented here can also be applied to produce other types of high-efficiency pump–signal combiners.
References
Q.R. Xiao, X. Chen, H.C. Ren, P. Yan, M.L. Gong, Fiber coupler for mode selection and high-efficiency pump coupling. Opt. Lett. 38, 1170–1172 (2013)
A. Kosterin, V. Temyanko, M. Fallahi, M. Mansuripur, Tapered fiber bundles for combining high-power diode lasers. Appl. Opt. 43, 3863–3900 (2004)
B.H. Kima, S. Kimb, Y. Yoonb, S. Hannc, Fabrication of the reliable (14 − 18) × 1 fiber laser power combiner by the novel double bundling method. Proc. SPIE 8621, 862118-1 (2013)
D.L. Sipes, J.D. Tafoya, D.S. Schulz, T.T. Alkeskjold, J. Weirich, C.B. Olausson, High-power monolithic fiber amplifiers based on advanced photonic crystal fiber designs. Proc. SPIE 8961, 896114 (2014)
Y. Xiao, F. Brunet, M. Kanskar, M. Faucher, A. Wetter, N. Holehouse, 1-kilowatt CW all-fiber laser oscillator pumped with wavelength-beam-combined diode stacks. Opt. Express 20, 3296–3301 (2012)
D.J. DiGiovanni, A.J. Stentz, Tapered fiber bundles for coupling light into and out of cladding-pumped fiber devices. U.S. Patent 5864644 (1999)
C. Headley III, M. Fishteyn, A.D. Yablon, M.J. Andrejco, K. Brar, J. Mann, M.D. Mermelstein, D.J. DiGiovanni, Tapered fiber bundles for combining laser pumps (invited paper). Proc. SPIE 5709, 263–272 (2005)
C. Jauregui, S. Böhme, G. Wenetiadis, J. Limpert, A. Tünnermann, Side-pump combiner for all-fiber monolithic fiber lasers and amplifiers. J. Opt. Soc. Am. B 27, 1011–1015 (2010)
Q.R. Xiao, P. Yan, H.C. Ren, X. Chen, M.L. Gong, A side-Pump coupler with refractive index valley configuration for fiber lasers and amplifiers. J. Lightwave Technol. 31, 2715–2722 (2013)
T. Theeg, H. Sayinc, J. Neumann, L. Overmeyer, D. Kracht, Pump and signal combiner for bi-directional pumping of all-fiber lasers and amplifiers. Opt. Express 20, 28125–28141 (2012)
A. Braglia, M. Olivero, A. Neri, G. Perrone, Fabrication of pump combiners for high power fiber lasers. Proc. SPIE 7914, 79142-V (2011)
K. Zhao, X.Z. Chang, Z.L. Chen, Z.F. Wang, H.M. Jiang, Fabrication of high-efficiency pump and signal combiner based on a thermally expanded core technique. Opt. Laser Technol. 75, 1–5 (2015)
D. Stachowiak, P. Kaczmarek, K.M. Abramski, (5 + 1) × 1 pump and signal power combiner with 9/80 μm feed-through signal fiber. Opt. Laser Technol. 93, 33–40 (2017)
Q.R. Xiao, P. Yan, H.C. Ren, X. Chen, M.L. Gong, Pump–signal combiner with large-core signal fiber feed-through for fiber lasers and amplifiers. Appl. Opt. 52, 409–414 (2013)
B. Wang, E. Mies, Review of fabrication techniques for fused fiber components for fiber lasers (invited paper). Proc. SPIE 7195, 71950A-1 (2009)
J.G. Liu, T.H. Cheng, Y.K. Yeo, Y.X. Wang, L.F. Xue, Z.W. Xu, D.W. Wang, Light beam coupling between standard single mode fibers and highly nonlinear photonic crystal fibers based on the fused biconical tapering technique. Opt. Express 17, 3115–3123 (2009)
Acknowledgements
This research has been supported by the National Key R&D Program of China (No. 2016YFB0402204). The authors are affiliated to the Laboratory of All-Solid-State Light Sources, Institute of Semiconductors, Chinese Academy of Sciences, Beijing, 100083, China.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zou, S., Chen, H., Yu, H. et al. High-efficiency (6 + 1) × 1 pump–signal combiner based on low-deformation and high-precision alignment fabrication. Appl. Phys. B 123, 288 (2017). https://doi.org/10.1007/s00340-017-6862-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00340-017-6862-0