
Abstract
We propose the suspended membrane GaN light-emitting diodes with reflective mirror on silicon platform by back wafer processing. Silicon substrate under emission region is removed. Suspended membrane is thinned from backside and evaporated a reflective metal mirror. Multiple optical and electrical measurements are taken to characterize the performance of LEDs. Current density of suspended LED with reflective mirror is improved from 383.08 to 641.03 mA/mm2 compared to common LED. The reflectivity is 2.72 times of common LED in visible range. Emitted light increased by 330 % at 3 mA current in electroluminescent measurements. Light emission improvements are more obvious at larger current.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
GaN light-emitting diodes (LEDs) have attracted much attention as high-brightness lighting device in the past several decades [1–4]. It has many possible applications in visible communications, automobile, health care and so on [5–7]. GaN epitaxial films are commonly grown on sapphire and SiC substrate due to low lattice mismatch [8, 9], whereas high-quality GaN growth on silicon substrate has been extensively reported by introducing buffer layer and thick GaN-based epitaxial films to compensate the thermal and lattice mismatches between GaN and silicon substrate [10–12]. Silicon substrates provide much lower cost compared to sapphire and SiC, especially for substrates with large size (>6 inch) [13–15]. However, the light extraction efficiency of GaN light-emitting diodes is strongly limited by the light-absorbing in visible range of silicon substrate [16, 17]. In addition, silicon substrate and thick GaN-based epitaxial films also impose the negative influence on the electrical performance of LEDs [18, 19]. Lau et al. [20] also demonstrated GaN-based membrane LED through the removal of silicon substrate by HNA solution to improve the light extraction efficiency of LEDs. Wakui et al. [21, 22] fabricated GaN LEDs for suspended membrane by etching silicon substrate from backside for the application to microsystem. With well-established fabrication process of silicon fabs, we have removed silicon substrate to achieve suspended membrane LEDs and tuned the LEDs performance by thinning membrane from backside [23, 24]. However, although the optical and electrical performances of LEDs were significantly improved, our reported work presented that there was still a part of wasted emitted light due to escaping from the backside cones [25, 26]. Mikulics et al. [27, 28] presented the successful growth of III/V materials on top of metallic substrate with good electrical behavior. It indicated that III–V materials grown on metallic substrate might be used for low-cost and large-area electronic and photonic devices.
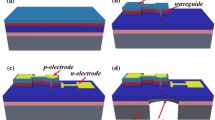
In this work, we demonstrate here the fabrication and characterization of suspended membrane GaN light-emitting diodes on a silicon platform with reflective mirror as shown in Fig. 1. Silicon substrate underneath the emission region of LED is removed, and the thickness of membrane is controlled by backside III–V materials etching. Then, a metal mirror with high reflectivity is evaporated at the bottom of the emission region of LED. A part of light is reflected by reflective mirror and extracted from top escape cones. We obtained the remarkable improvement in optical and electrical performance of the suspended membrane LED with reflective mirror.

Schematic of suspended membrane GaN LED on a silicon platform with reflective mirror: a view from topside and b view from backside. A part of emitted light is reflected by reflective mirror and extracted from top escape cones into air
2 Experimental setup
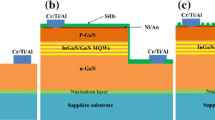
The suspended membrane LED device with reflective mirror is implemented on a commercial GaN-on-silicon wafer from Lattice Power Corporation. The epitaxial films consist of ~220-nm-thick p-GaN layer, ~250-nm InGaN/GaN MQWs layer, ~3.2-μm-thick n-GaN layer, ~400-nm-thick undoped GaN layer and ~900-nm-thick Al(Ga)N buffer layer. The total thickness of top epitaxial films is ~5.07 μm. The fabrication process is schematically illustrated in Fig. 2. The silicon substrate is firstly thinned by chemical mechanical polishing process from 1500 to 200 μm (step a). The wafer is patterned by photolithography from LED layer side and etched down to expose n-type GaN layer by 1 μm (step b). Then, semitransparent p-electrode with 5 nm Ni/15 nm Au is formed by liftoff (step c). The 5-nm Ni/15-nm Au film is semitransparent in visible light range, and its good conductivity is beneficial to the electrical performance of LEDs [29]. Thick p-electrode (20-nm Ni/180-nm Au films) and n-electrode (20-nm Ti/180-nm Au films) are also obtained by liftoff (steps d–e). Liftoff process for electrode preparation as mature technology includes lithography, electron beam evaporation of metal films and acetone cleaning [30]. The suspended LED is annealed at 500 °C in air for 10 min to obtain ohmic contacts. The processed structures on top side are protected by photoresist. Silicon substrate underneath the semitransparent p-electrode is patterned through backside alignment photolithography and removed by deep reactive ion etching with alternating steps of SF6 etching and C4F8 passivation (step f) [21]. Suspended LED membrane is finally thinned to 3.47 μm from backside (step g). 20-nm Ni/180-nm Ag films are finally evaporated onto the bottom of LED membrane by electron beam evaporation as reflective mirror (step h).

Fabrication process of suspended membrane LED with reflective mirror. Step (a) thinning silicon substrate, step (b) exposing n-type GaN, step (c) liftoff of semi transparent p-electrode, step (d) and step (e) liftoff of p-electrode and n-electrode, step (f) removing silicon substrate, step (g) back thinning of LED membrane, step (h) evaporating reflective mirror
3 Results
Figure 3a shows the optical micrograph (Keyence VHX-2000) of suspended membrane LED with reflective mirror. The emission region (semitransparent p-electrode) is a circle with diameter d p ~ 120 μm. The white region around the semitransparent p-electrode is the suspended membrane with diameter ~400 μm and thickness ~3.47 μm. The silicon substrate is completely removed in this region. Ni/Ag films are evaporated on backside as reflective mirror. Figure 3b shows the SEM image of suspended membrane LED with reflective mirror from backside. The LED membrane is well supported after silicon etching. The silicon substrate is completely removed, and only LED membrane exists in the circular region. The suspended membrane and Ni/Ag films are complete and no cracks. Experimental results indicate that the membrane is strong and suitable for membrane LED light source, and the process of preparing reflective mirror is feasible.

a Optical micrograph of suspended membrane LED with reflective mirror (view from topside). b SEM image of suspended membrane LED with reflective mirror (view from backside). The membrane structure is complete and no cracks
The current–voltage (I–V) characteristics of LEDs are measured by on a probe station connected to an Agilent B1500A semiconductor device parameter analyzer. Figure 4 presents the typical I–V characteristics of LEDs with different structures. We only remove the silicon substrate under semitransparent p-electrode and a part of p-electrode with 20-nm Ti/180-nm Au films. Therefore, the current of LEDs with different structures is shown as
where I c is the current of common LED with silicon substrate, I s is the current of suspended LED, I m is the current of suspended LED with reflective mirror, J c is the current density of the region with silicon substrate, J s is the current density of membrane region, I m is the current density of membrane region with mirror, A is the area of semitransparent p-electrode and a part of p-electrode (silicon substrate removed) and B is the other part of p-electrode (silicon substrate remained). The current at forward voltage ~15 V is I c ~ 46.47 mA, I s ~ 49.74 mA and I m ~ 50.34 mA. The area of A region is 15,005 μm2. The area of B region is 106,300 μm2. Then, we take the above values to Eq. 1–3 to obtain the current density of LEDs with different structures.

Measured current–voltage (I–V) characteristics of LEDs with different structures. I–V performance of membrane LED with reflective mirror is improved compared to common LED with silicon substrate
The current density increases from 383.08 to 601 mA/mm2 for suspended membrane LED. I–V performance is significantly improved in comparison with the common LED with silicon substrate. The epitaxial films on silicon substrate are imposed by high dislocation density because of the lattice mismatch between III–V materials and silicon. It results in a reduced mobility of the carriers. The spreading resistance is negatively affected. The compressive stress between the epitaxial films and silicon substrate is released by backside process. Then, the carrier concentration is increased and the conductivity of LED is improved [31]. The current density of suspended LED with reflective mirror slightly increases to 641.03 mA/mm2 owing to the good conductivity of Ni/Ag films.
We establish the 2D electric currents models in the COMSOL Multiphysics® (COMSOL, Inc., Sweden) to analyze the I–V performance of LEDs with different structures. The geometry of 2D models is the cross section of LEDs along the centerline of membrane region. The p-electrode is in the center of models, and the n-electrode is on the both sides of models. The electrical conductivity and geometry parameters in simulation are set according to experiment and reference. The applied voltage is set as 15 V. The distribution of electrical potential and current density on p-electrode with different LED structures is shown in Fig. 5. The current density maximum is on the edge of p-electrode, and the current density decreases from the edge to the center. The conductivity of freestanding LED is enhanced by removing the silicon substrate to release the compressive stress in epitaxial layer. The current density of freestanding LED is increased as shown in Fig. 5d. The maximum current density of freestanding LED with mirror is lower than that of freestanding LED. However, the minimum current density of freestanding LED with mirror is greatly increased. Ni/Ag mirror with good conductivity improves the distribution of electrical potential and current density.

Finite element simulation analysis of I–V performance of LEDs with different structures. a The distribution of electrical potential and current density arrow of common LED, b freestanding LED, c freestanding LED with mirror and d the current density distribution on p-electrode of LED with different structures. The maximum current density of membrane LED increases compared to common LED with silicon substrate. The distribution of current density is improved owing to the good conductivity of reflective mirror
Figure 6 shows the reflectivity of LEDs with different structures in visible range. An input white light is incident normally to the top side of LEDs. The interference fringes of reflectivity curves are generated by the multiple reflection at the interfaces between LED/air or LED/mirror. The measured reflectivity of suspended LED without reflective mirror is slightly larger than that of common LED. As to the suspended LED with reflective mirror, the reflectivity is apparently enhanced in Fig. 6. The average reflectivity of suspended LED with reflective mirror is 69.23 % in spectra of 400–800 nm, 2.45 times of suspended LED without reflective mirror (28.28 %) and 2.72 times of common LED (25.44 %). The reflective mirror increases the reflectivity of visible light in membrane LED and could extract more emitted light from top escape cones of LEDs.

Measured reflectivity of LEDs with different structures in visible range. The reflective mirror increases the reflectivity of visible light in membrane LED to 2.72 times compared to common LED with silicon substrate
In association with microscopy system and a fiber-coupled photonic multi-channel analyzer (Hamamatsu, C10027), LEDs with different structures are lighted by DC power supply (Kikushui, PMC500) on probe station. Figure 7a compares the light emission and electroluminescence (EL) spectra of LEDs with different structures at 3 mA current injection. EL measurements show that the peak intensity of suspended LED is about 102 % higher at 3 mA injection current compared with common LED. The silicon absorption of the emitted light is eliminated by removing silicon substrate and back wafer thinning of suspended membrane. We evaporate the reflective mirror on the backside of emission region to increase the reflectivity of LED membrane and extract emitted light to air from topside. Hence, continual light emission improvements are observed for suspended membrane LED with reflective mirror for 330 % higher at 3 mA injection current compared with common LED. The EL peak wavelength is 455.1 nm (2.725 eV) for membrane LEDs with or without reflective mirror and 455.9 nm (2.720 eV) for LEDs with silicon substrate. The 0.8 nm (5 meV) blueshift of the EL peak wavelength is caused by removing the silicon substrate. The III–V epitaxial layers of LED grown on silicon substrate are under tensile strain [28]. The blueshift in spectra is generated by releasing the tensile strain of III–V epitaxial layers by removing silicon substrate. The strain relaxation may also lead to a change of radiative recombination and then improve the light emission. However, we could not separate the influence of eliminating silicon absorption and strain relaxation on EL intensity in this experiment. The EL peak shift is consistent with previous reports about the influence of strain on emission spectra in GaN nanocolumns and blue nano-LED grown on silicon substrate [32, 33]. Figure 7b compares the peak intensity of LEDs with different structures versus forward current. The light emission improvement of membrane LED with reflective mirror is greater at larger current injection.

a Measured electroluminescence spectra of LEDs with different structures at 3 mA forward current injection. Light emission of membrane LED with reflective mirror increases to 330 % compared to common LED with silicon substrate. b Measured electroluminescence peak intensity of LEDs with different structures versus forward current. Light emission improvement of membrane LED with reflective mirror is greater at larger current injection
4 Conclusion
Suspended membrane GaN LED with reflective mirror is implemented on a silicon platform by back wafer processing. The silicon substrate underneath emission region is removed, and then, suspended membrane is thinned by back wafer etching from 5.07 to 3.47 μm and evaporated a reflective metal mirror from backside. The current density of suspended membrane LED with reflective mirror is improved from 383.08 to 641.03 mA/mm2 compared to the LED with silicon substrate. The reflectivity of suspended LED with reflective mirror is 2.72 times of common LED in visible range. We also observed peak intensity of emitted light increased by 330 % at 3 mA injection current in EL measurements. The light emission improvements of suspended LED with reflective mirror are more obvious at larger current injection. This work provides a reasonable technology to realize high efficiency GaN LEDs on silicon substrate.
References
A. Dadgar, C. Hums, A. Diez, F. Schulze, J. Bläsing, A. Krost, in Proceedings of SPIE, vol. 6355 (2006), p. 63550R
T. Fujii, Y. Gao, R. Sharma, E.L. Hu, S.P. DenBaars, S. Nakamura, Appl. Phys. Lett. 84, 855 (2004)
S. Nakamura, M. Senoh, T. Mukai, Appl. Phys. Lett. 62, 2390 (1993)
R. Dylewicz, A.Z. Khokhar, R. Wasielewski, P. Mazur, R. Rahman, Appl. Phys. B 107, 393 (2012)
C.L. Liao, C.L. Ho, Y.F. Chang, C.H. Wu, M.C. Wu, IEEE Electron Device Lett. 35, 563 (2014)
J.W. Shi, J.K. Sheu, C.H. Chen, G.R. Lin, W.C. Lai, IEEE Electron Device Lett. 29, 158 (2008)
H. Nakazato, H. Kawaguchi, A. Iwabuchi, K. Hane, Lab Chip 12, 3419 (2012)
S.J. Pearton, J.C. Zolper, R.J. Shul, F. Ren, J. Appl. Phys. 86, 1 (1999)
D.G. Zhao, S.J. Xu, M.H. Xie, S.Y. Tong, H. Yang, Appl. Phys. Lett. 83, 677 (2003)
F. Reiher, A. Dadgar, J. Bläsing, M. Wieneke, M. Müller, A. Franke, L. Reißmann, J. Christen, A. Krost, J. Phys. D Appl. Phys. 42, 055107 (2009)
F. Semond, Y. Cordier, N. Grandjean, F. Natali, B. Damilano, S. Ve, J. Massies, Phys. Status Solidi A 188, 501 (2001)
A. Krost, A. Dadgar, Mater. Sci. Eng., B 93, 77 (2002)
D. Zhu, C. McAleese, K.K. McLaughlin, M. Häberlen, C.O. Salcianu, E.J. Thrush, M.J. Kappers, W.A. Phillips, P. Lane, D.J. Wallis, T. Martin, M. Astles, S. Thomas, A. Pakes, M. Heuken, C.J. Humphreys, Proc. SPIE 7231, 723118 (2009)
T. Egawa, B. Zhang, H. Ishikawa, IEEE Electron Device Lett. 26, 169 (2005)
K. Cheng, H. Liang, M. Van Hove, K. Geens, B. De Jaeger, P. Srivastava, X. Kang, P. Favia, H. Bender, S. Decoutere, J. Dekoster, J.I. Del Agua Borniquel, S.W. Jun, H. Chung, Appl. Phys. Express 5, 5 (2012)
D. Zhu, D.J. Wallis, C.J. Humphreys, Rep. Prog. Phys. 76, 106501 (2013)
M. Tchernycheva, A. Messanvi, A. de Luna Bugallo, G. Jacopin, P. Lavenus, L. Rigutti, H. Zhang, Y. Halioua, F.H. Julien, J. Eymery, C. Durand, Nano Lett. 14, 3515 (2014)
L.F. Feng, Y. Li, C.Y. Zhu, H.X. Cong, C.D. Wang, IEEE J. Quantum Electron. 46, 1072 (2010)
R.L. Lin, Y.F. Chen, Industry Applications Society Annual Meeting, (2009), p. 1
K.M. Lau, K.M. Wong, X.B. Zou, P. Chen, Opt. Express 19, A956–A961 (2011)
M. Wakui, H. Sameshima, F.R. Hu, K. Hane, Microsyst. Technol. 17, 109 (2010)
M. Wakui, F.R. Hu, H. Sameshima, K. Hane, in Proceedings of Power MEMS (2008), p. 217
Z. Shi, X. Li, G. Zhu, Z. Wang, P. Grünberg, H. Zhu, Y. Wang, Appl. Phys. Express 7, 082102 (2014)
X. Li, Z. Shi, G. Zhu, M. Zhang, H. Zhu, Y. Wang, Appl. Phys. Lett. 105, 031109 (2014)
Z. Shi, X. Li, X. Fang, X. Huang, H. Zhu, Y. Wang, Opt. Lett. 39, 4931 (2014)
X. Li, D. Bai, Z. Shi, G. Zhu, M. Zhang, Z. Cao, H. Zhu, P. Grunberg, Y. Wang, IEEE Photonics J. 7, 1 (2015)
M. Mikulics, M. Kocan, A. Rizzi, P. Javorka, Z. Sofer, J. Stejskal, M. Marso, P. Kordos, H. Luth, Appl. Phys. Lett. 87, 212109 (2005)
M. Mikulics, R. Adam, Z. Sofer, H. Hardtdegen, S. Stanček, J. Knobbe, M. Kočan, J. Stejskal, D. Sedmidubský, M. Pavlovič, V. Nečas, D. Grützmacher, M. Marso, Semicond. Sci. Technol. 25, 075001 (2010)
Y.C. Lin, S.J. Chang, Y.K. Su, T.Y. Tsai, C.S. Chang, S.C. Shei, C.W. Kuo, S.C. Chen, Solid State Electron. 47, 849 (2003)
E. Stern, G. Cheng, J.F. Klemic, E. Broomfield, D. Turner-Evans, C. Li, C. Zhou, M.A. Reed, J. Vac. Sci. Technol., B 24, 231 (2006)
B.S. Kang, S. Kim, J. Kim, F. Ren, K. Baik, S.J. Pearton, S.N.G. Chu, in Proceedings-Electrochemical Society, (2003), p. 292
N. Thillosen, K. Sebald, H. Hardtdegen, R. Meijers, R. Calarco, S. Montanari, N. Kaluza, J. Gutowski, H. Lüth, Nano Lett. 6, 704 (2006)
M. Mikulics, H. Hardtdegen, Nanotechnology 26, 185302 (2015)
Acknowledgments
The authors thank Prof. K. Hane (Tohoku University) for his help in this work. This work is jointly supported by National Science Foundation of China (11104147, 61322112, 61401233), China Scholarship Council (201408320096), NUPTSF (NY213065), research project (2014CB360507, RLD201204, BJ211026, SJZZ_0105, XXRJ-010). The device fabrication was carried out in MNC at Tohoku University.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Li, X., Gao, X., Bai, D. et al. Improved characteristics of suspended membrane GaN light-emitting diodes on a silicon platform with reflective mirror. Appl. Phys. B 122, 160 (2016). https://doi.org/10.1007/s00340-016-6443-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00340-016-6443-7