
Abstract
A nanosecond pulse laser generates acoustic waves on a water-material interface. The absorbed beam energy heats and thermoelastically expands the material. The thermoelastic stress of a material is dependent on its absorbance and expansion coefficient. In this work, we used a composite of reduced graphene oxide (RGO) and aluminum thin film to increase the efficiency of conversion from beamed energy to thermoelastic stress. A laser shadowgraph showed enhanced acoustic waves propagating at ~1,500 m/s under water. The effect of RGO on ultrasound generation is examined for different thicknesses of RGO at several laser fluences. The pressure of laser-induced ultrasound on the RGO–aluminum composite was measured to be up to 59 times greater than that produced with an aluminum film alone, and the frequency of laser-induced ultrasound was determined by the thermoelastic response. The strong intensity and broad bandwidth of the laser-induced acoustic wave suggested enhanced repetition time and resolution required for biomedical imaging.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Laser-generated ultrasound is a common tool for nondestructive testing. Laser-induced ultrasound generation effectively provides a high-frequency signal with a broad acoustic bandwidth. A material ejects specific acoustic waves according to its own optical absorbance and thermoelastic properties. By detecting and processing wave signals, surface images and underlying structures can be constructed with high resolution [1].
The stress production by laser impact is classified into four regimes: dielectric breakdown, electrostriction, vaporization, and thermoelastic process [2]. These four regimes are developed by the laser fluences on the material. A highly irradiant focused beam causes dielectric breakdowns and generates shockwaves. When the laser fluence is decreased, stress waves with lower intensity are produced with no damage to the material. These low-intensity stress waves are generated from the thermoelastic process. In the past decade, this thermoelastic generation of ultrasound has been used to excite megahertz ultrasound waves that correspond to laser spectrum. With a broadened frequency range, the laser-induced acoustic wave enables selective imaging with less emerging waves [3]. High-intensity ultrasound with high pressure will result in deeper propagation and a stronger echo for imaging [4]. Also, the enhanced signal will allow ultrasound generation by use of a low-power laser.
For generating a stronger wave, several coatings have been tested to reduce the reflectance on the metal [5–10]. Even a highly thermoelastic material needs sufficient heat to increase in pressure. The high optical reflectivity of the metal interrupts the heat transfer from the laser beam to the metal. The irradiated energy of a Gaussian beam is given by Eq. (1),
where R is a reflection coefficient, μ is the absorption coefficient of a material, and I is the laser fluence.
Several alternative optoacoustic transmitters are available for improving light absorbance. Baac et al. [7] reported strong and high-frequency ultrasound generation using a carbon nanotube composite as the optoacoustic transmitter. Carbon nanotubes are known to efficiently transform absorbed light into thermal energy, making them attractive for optoacoustic generation. They produce 18 times stronger waves than the metal group. Also, a composite film of polydimethylsiloxane (PDMS) and carbon black produced a higher ultrasound signal at 20 dB than a Cr film alone [5]. A nanostructure such as the AuNP 2-D array is another candidate for use as an optoacoustic transmitter. The AuNP 2-D array with an overlying PDMS layer gave improved frequency (~5 dB over 70–100 MHz) compared to carbon black-PDMS composites [6, 7]. Recently, the photonic crystal-metallic (PCM) structure was developed as an innovative light-absorber, able to absorb 100 % optical energy of a specific wavelength under a total-internal-reflection geometry [9]. A PCM and PDMS combined transmitter showed one order of magnitude higher ultrasound signals than the 2-D AuNP nanostructure film with PDMS.
In this work, RGO is tested as an optoacoustic transmitter. Many other researchers have investigated the basic properties of graphene, considered as a miracle material with superior electronic, thermal, optical, and mechanical properties [11]. The fabrication of RGO provided production of graphene at a low cost [12]. The light absorptivity of RGO increases as the thickness of RGO increases [13]. In addition, RGO thin films have exceptionally high thermal conductance. To generate high-frequency waves of high intensity, the properties of the laser-generated ultrasound are tested with a RGO coating on an aluminum thin film. The properties of the laser-generated acoustic wave are characterized by the intensity and pulse width of the pressure wave.
2 Materials and method
To produce photoacoustic waves based on laser-induced thermoelastic expansion efficiently, a short laser pulse is required. A Q-switched Nd:YAG laser (Surelite, Continuum, Inc.) was adopted to provide 532 nm laser pulses with a full-width half-maximum (FWHM) value of 5 ns. Since the excited laser diverged along the beam path, the resulting beam diameter was 10 mm in front of the sample.
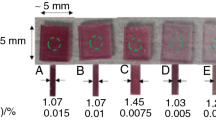
The aluminum and RGO were coated on a 3 cm by 3 cm glass wafer. The glass substrate was a commercial glass wafer (Pyrex 7740) with 500 μm thickness. The graphene oxide (GO) was synthesized from graphite flakes by the modified Hummers method, which dispersed the flakes in water [14]. The prepared GO solution was dropped on a piranha-cleaned glass substrate and was then spin-coated onto the substrate at 5,000 rpm for 30 s to form the GO film. For the reduction in the GO film, the GO-coated glass substrate was annealed at 400 °C for 1 h. Then the aluminum thin film was deposited on the RGO-coated glass substrate using an E-gun evaporator (ZZS550-2/D, Maestech Inc.) with 100 nm depth size [10].
A laser beam was irradiated on the RGO-coated side of the sample (Fig. 1a, b), so that the aluminum film could produce an acoustic wave. Wave generation and detection was carried out under water (Fig. 1c). The pressure of the acoustic wave was converted to voltage by the hydrophone (HMB-0500, Onda Inc.) at 2.8 mm away from the sample. This hydrophone covered the broadband frequencies (0.5–45 MHz). Then the voltage signal was sent to the oscilloscope (Waverunner64xi, Lecroy Inc.).

a Bottom view of 20 nm thick RGO–aluminum composite, b Bottom view of 100 nm thick RGO–Al composite, c Schematic diagram of laser-induced ultrasound (LIUS) generation and detection
3 Results
3.1 Wave generation with the reduced graphene oxide
Figure 2 shows the pressure rise from the thermoelastic expansion of an aluminum thin film for RGO layers of different thicknesses. Each waveform was averaged over five waveforms. The peak pressure was increased from 0.8 bar on Al thin film to 3 bars and 47 bars with the RGO layers. The thicknesses of the RGO layer were 20 and 100 nm, and the laser fluence was 43.3 mJ/cm2. In the thermoelastic process, laser energy acted as the heat source (Q) on the material. The increased thermal energy in a thermoelastic material is converted to the pressure according to the following Eqs. (2) and (3),
where ρ is a density, C p is specific heat capacity, k is thermal conductivity, and β is a thermal coefficient of volume expansion of the material. Aluminum has high thermoelastic expansion and thermal conductivity (Table 1). However, the measured pressure of the generated wave was much smaller than those of other metals [15–17]. Despite the advantageous optoacoustic properties, the aluminum film could not generate sufficient pressure due to its high reflectance. High reflection on the back of the aluminum film disturbed transmission and absorption of beamed energy. The RGO layer between aluminum and glass, however, absorbed the heat from the laser beam and rapidly conducted heat to the aluminum. The heat from the RGO layer enabled aluminum to produce an ultrasonic wave as a result of grown thermoelastic expansion of aluminum.

Optoacoustic waveforms from Al, 20 nm RGO–Al composite and 100 nm RGO–Al composite, respectively, induced by a 43.3 mJ/cm2 laser pulse. Pressure is enhanced by up to 59 times with 100 nm RGO–Al composite from that of the Al thin film
3.2 Heat conduction from the reduced graphene oxide
The beamed energy was absorbed by the irradiated volume, and the bulk stresses were produced. The volume of irradiation is determined by the sample thickness due to the high transparency of graphenic materials. The lack of irradiation on the small volume resulted in the difference in the heat capacity between the 20 and 100 nm RGO films. It is obvious that RGO layer of 100 nm absorbs larger heat than RGO layer of 20 nm. The temperature in the aluminum thin film rose rapidly when sufficient heat was transferred from the RGO.
Transparency of RGO is decreased as its thickness increases and the intensity of transmitted beam is attenuated along the path. As the thickness of RGO increases above 100 nm, conduction in the RGO accompanied the heat loss across the thickness of the RGO film (Fig. 3). The 100 nm RGO layer showed the highest energy transfer efficiency among the thicknesses; 20, 100, and 200 nm.

Optoacoustic waveforms from 200 nm RGO–Al composite induced by 30.6, 43.3, and 56.0 mJ/cm2 laser pulses, respectively, compared with that from 100 nm RGO–Al composite under 56.0 mJ/cm2 laser pulse. The waveform changes with increasing irradiated laser fluences
Under lower conductance, 200 nm RGO generates secondary wave (Fig. 3). Some of the optical energy was transmitted through the RGO layer while the rest was converted to heat on it. Transmitted light was reflected at the RGO–aluminum interface and then re-irradiated to the RGO layer. A second wave occurred right after (~25 ns) the propagation of the main wave due to fast thermal response of the RGO layer and Al film. However, two peaks merged when the laser fluence increased to 56.0 mJ/cm2. As the Al thin film received more thermal energy from the RGO layer, the ablative generation of ultrasonic wave occurred around the Al vaporizing threshold. In comparison, the 100 nm RGO–Al composite entered the ablative region under lower laser energy.
3.3 Wave evaluation by the frequency spectrum
Frequency spectrum was investigated for the RGO. Ultra-thinly coated RGO layer of tens of nanometers rapidly conducted heat to the surroundings. In this case, the frequency spectrum of the 20 nm RGO layer followed the laser pulse heating spectrum (Fig. 4). At the 100 nm RGO layer, a thermal wave having longer duration than that of the laser existed showed signal enhancement by about 10 dB from that of the 20 nm RGO. Laser-induced ultrasound generation was governed by the thermoelastic response of the optoacoustic transmitter. The thermoelastic response of the aluminum film was improved by adding a RGO layer, which swiftly transported heat energy to the aluminum film. The magnitude of the signal was increased by more than 35 dB, and the frequency range was expanded (Fig. 5). The resulting frequency spectrum of the RGO-Al composite had the combined form of the frequency spectra of RGO and Al.

Frequency spectra of a laser pulse and laser-induced stress waves from 20 nm RGO and 100 nm RGO layers

Frequency spectra of optoacoustic waveforms from Al thin film, 100 nm RGO layer, and 100 nm RGO–Al composite, respectively, induced by a 43.3 mJ/cm2 laser pulse
4 Conclusions
In this work, RGO was applied under an aluminum thin film to produce a strong laser-induced ultrasound. Since the optical absorbance of RGO increases with its thickness, appropriate thickness of RGO was determined from experiments. The 100 nm RGO layer was selected to maximize the energy absorption with the least heat loss. RGO absorbed the beamed energy and generated a thermal wave. This heat energy was rapidly transported to the overlying aluminum film, which had great heat conductivity and thermal expansion property. The aluminum generated an enhanced ultrasonic wave by consuming the intense energy supplied by the RGO. The intensity of the ultrasonic wave was enhanced up to 50 bars when a laser pulse of 43.3 mJ/cm2 was irradiated to the 100 nm RGO–aluminum composite. The RGO–aluminum composite showed sufficient potential as an optoacoustic transmitter that produces a strong signal of wide frequency range. This RGO–Al composite transmitter would produce a valid ultrasound signal under lower laser energies. Therefore, the RGO–Al composite transmitter would be attractive for real-time fast imaging which is operated at high, repetitive, and low laser power.
References
X. Wang, Y. Pang, G. Ku, X. Xie, G. Stoica, L.V. Wang, Nature biotechnology 21(7), 803 (2003)
M.W. Sigrist, F.K. Kneububl, J. Acoust. Soc. Am. 64(6), 1652 (1978)
J.L. Whittaker, D.S. Teyhen, J.M. Elliott, K. Cook, H.M. Langevin, H.H. Dahl, M. Stokes, JOSPT 37(8), 434 (2007)
M. Xu, L.V. Wang, Rev. Sci. Instrum. 77, 041101 (2006)
T. Buma, M. Spisar, M. O’Donnell, Appl. Phys. Lett. 79, 548 (2001)
Y. Hou, J.S. Kim, S. Ashkenazi, M. O’Donnell, L.J. Guo, Appl. Phys. Lett. 89, 093901 (2006)
Y. Hou, J.-S. Kim, S. Ashkenazi, S.-W. Huang, L.J. Guo, M. O’Donnell, Appl. Phys. Lett. 91, 073507 (2007)
H.W. Baac, J.G. Ok, H.J. Park, T. Ling, S.-L. Chen, A.J. Hart, L.J. Guo, Appl. Phys. Lett. 97, 234104 (2010)
Y. Guo, H. W. Baac, S.-L. Chen, T. B. Norris, L. J. Guo: Proc. of SPIE 7899, 78992C-1-8 (2011)
S.H. Lee, M. Park, J.J. Yoh, H. Song, E.Y. Jang, Y.H. Kim, S. Kang, Y.S. Yoon, “Reduced graphene oxide coated thin aluminum film as an optoacoustic transmitter for high pressure and high frequency ultrasound generation,” Applied Physics Letters, in press (2012)
A.K. Geim, K.S. Novoselov, Nature Mat. 6, 183 (2007)
D.R. Dreyer, S. Park, C.W. Bielawski, R.S. Ruoff, Chem. Soc. Rev. 39, 228 (2010)
D.W. Lee, T.-K. Hong, D. Kang, J. Lee, M. Heo, J.Y. Kim, B.-S. Kim, H.S. Shin, J. Mater. Chem. 21, 3438 (2011)
I. Jung, M. Vaupel, M. Pelton, R. Piner, D.A. Dikin, S. Stankovich, J. An, R.S. Ruoff, J. Phys. Chem. C 112, 8499 (2008)
R.J. von Gutfeld, H.F. Budd, Appl. Phys. Lett. 34, 617 (1979)
S.H. Ko, S.G. Ryu, N. Misra, H. Pan, C.P. Grigoropoulos, N. Kladias, E. Panides, G.A. Domoto, J. Appl. Phys. 104, 073104 (2008)
C. McKee, B. Culshaw, G. Thursby, A. Cleary, I. Armstrong, AIP Conf. Proc. 1430, 1333 (2012)
Acknowledgments
The authors thank the National Research Foundation of Korea (NSL-2009, DOYAK-2010) and Samsung Electronics for providing grants contracted through the IAAT at Seoul National University. The graphene coating procedure was carried out by E. Y. Jang, H. Song, and Y. H. Kim of Seoul National University, and authors are grateful for their assistance.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Park, Ma., Lee, S.H. & Yoh, J.J. Characterization of laser-induced ultrasound signal by reduced graphene oxide thickness and laser intensity. Appl. Phys. B 113, 389–393 (2013). https://doi.org/10.1007/s00340-013-5475-5
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00340-013-5475-5