
Abstract
Screw extrusion 3D printing in the low-cost preparation of high-quality metal products, which offers an edge over fused deposition molding (FDM) and laser-based additive manufacturing. In this study, spherical 304 stainless steel (SS304) micronized powder and polypropylene (PP) pellets were used as raw materials to manufacture composite samples of SS304 with a mass fraction of up to 90 wt%. After high-temperature heat treatment, metal samples with good qualities were obtained. The influence of 3D printing paths and heat treatment processes on the microstructure and mechanical properties of printed parts were studied. The results reveal that the samples printed using 27°/152° cross paths achieved a relative density with 95.78% and a tensile strength with 484 MPa after 6 h of sintering at 1280 °C at a pre-debinding rate with 60%. The overall performance is on par with components created using metal injection techniques (MIM), and this work provides the novel proposals for the production of metal parts using affordable 3D printing.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
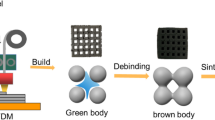
Additive manufacturing technology, also named three-dimensional printing (3D printing), has the characteristics of moldless, rapid prototyping of complex parts, high material utilization, and short production time [1]. In particular, 3D metal printing has a wide range of applications in aerospace, automotive, and biomedical fields in the recent years [2,3,4]. Till now, the additive manufacturing technologies related to metal materials include direct energy deposition (DED) [5], electron beam melting (EBM) [6], selective laser melting (SLM) [7], and others. The powders in specific locations are fused and superimposed layer by layer through high-energy beams to form the metal parts with complicated three-dimensional structures, but these technologies also suffer from the drawbacks, such as low energy efficiency, high equipment, and material costs [8, 9]. In addition, other metal parts are obtained by preparing metal powder and polymer binder composites followed by high-temperature heat treatment [10, 11]. For instance, fused deposition modeling (FDM) [12, 13] and binder jet printing (BJP) [14] are combined with sintering technology to fabricate the metal parts through multiple steps. However, there is still a gap between the performance of metal parts made this way and those made above-mentioned, in detail that mechanical properties. Therefore, how to optimize low-cost additive manufacturing technology to obtain high-quality metal parts has become a problem that needs to be solved.
Recently, with a broadening range of available materials and alterations of feeding process, screw extrusion 3D printing technology is also gradually being developed [15]. In comparison to FDM, the screw extrusion 3D printing [16, 17] varies in that it does not take the tensile strength of wire into account, and it has a wide range of material selection as well as more extensive metal load; Furthermore, the shape changing is not obvious after degreasing due to heat treatment debinding [18, 19]. Therefore, it has been extensively studied; for example, Gurminder Singh et al. [20] used 17-4PH stainless steel metal injection molding raw materials to obtain metal samples with a relative density of up to 95.6% by screw extrusion. Abdullah Riaz et al. [21] used low alloy steel AISI 8740 metal injection molding raw materials to granulate and obtained the metal samples with a relative density of up to 98% through screw extrusion. In addition, some researchers have conducted research on the application of copper (Cu) [16, 22], titanium dioxide [23], and zirconia [24] in extrusion 3D printing. However, the above-mentioned scholars did not develop raw materials suitable for screw extrusion molding, but directly used metal injection molding raw materials for process exploration, mainly focusing on screw extrusion molding technology and heat treatment technology. Meanwhile, the exploration of the process has focused on factors such as layer thickness, print speed, extrusion flow, sintering temperature, and sintering time.
At present, Cu, 316L stainless steel and 17-4PH stainless steel are most of the raw materials used in screw extrusion. SS304 is considered as one of the most widely used stainless steel because of its excellent corrosion resistance and mechanical properties [25,26,27,28], but its research in screw extrusion is less. Therefore, SS304 raw materials suitable for screw extrusion 3D printing technology need to be further researched, and it is also necessary to improve their performance by optimizing the process parameters.
To solve the above problems, this research creates a composite material appropriate for screw extrusion 3D printing using SS304 powder as a metal matrix mixed with PP. The feasibility of the combination for screw extrusion 3D printing process and heat treatment process has been discussed, and the influence of parameters such as printing angle and pre-degreasing rate on the microstructure and mechanical properties of SS304 molded parts have been studied innovatively. The development of this new technique in the microstructure and mechanical properties of SS304 formed parts has been further complemented by characterizing the morphology, microstructure, and mechanical properties of the resulting metal parts.
2 Experiments and methods
2.1 Materials
Here, SS304 powders (Zhuzhou Hanhe Industrial Equipment Co., Ltd.) were selected as the functional component. The elemental composition of SS304 powders was measured by X-ray fluorescence spectrometry (XRF, BRUKER S8 TIGER Germany), and its composition is shown in Table 1. Polypropylene (PP, P800E, Sinopec Shanghai Petrochemical Co., Ltd.) has been selected as an organic binder, which is a thermoplastic resin.
2.2 Fabricating process
2.2.1 Raw material preparation
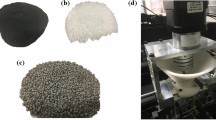
The feedstock formulation adapted in this paper consisted of SS304 with 90wt% and PP with 10wt%, which were mixed in an internal mixer (LKOI-200, Guangzhou POTOP Experimental Analysis Instrument Co., Ltd, China) with counter-rotating rolls. The mixed temperature was 205 °C, the mixed time was 30 min, and the rotor speed was 40 rpm. The raw material is crushed in a pulverizer, sieved through a 100-mesh sieve, and dried at 50 °C for 24 h.
2.2.2 Extrusion 3D printing
First, the model was designed on Pro/E, and then, the software Cura was used to slice the parts and to create the G-code for printing. Here, one self-made single-screw extrusion 3D printer (Fig. 1a). The composite material powders are fed from the barrel, and the rotating screw was applied to convey the composite powder to the bottom. After heating, the adhesive is converted to a viscous flow state and extruded into filaments (Fig. 1b). The layer-by-layer superposition prints the green sample, and the relative printing parameters are shown in Table 2.

a Self-made screw extrusion 3D printer; b working principal diagram
2.2.3 Debinding and sintering
The 3D-printed samples were analyzed for thermal properties using a simultaneous thermal analyzer (TG-DSC, STA 449F3 Germany) to determine the temperature range for debinding, and the analysis was carried out in an argon atmosphere with a temperature range of 30–500 °C and a heating rate of 10 °C/min.
The debinding process is divided into two steps, that are pre-debinding and thermal debinding. Different pre-debinding rates can be obtained by varying the pre-debinding time. Pre-debinding is done in an oven set to 140 °C with a 1 °C/min heating rate and holding periods ranging from 24 to 72 h. Samples with pre-debinding rate of 50%, 60%, and 70% were obtained. The equation for the pre-debinding rate is
where ‘y’ is the pre-debinding rate, ‘m1’ is the sample mass, and ‘m2’ is the sample mass after pre-debinding.
Thermal debinding and sintering were carried out in a tube furnace with a harmonious atmosphere of H2-Ar (8wt%). The PP was thoroughly exfoliated at a heating rate of 5 °C/min to 500 °C for 3 h. The temperature was raised to 1280 °C at a heating rate of 5 °C/min for 6 h. The thermal cycle curve in the tube furnace is shown in Fig. 2.

Debinding—sintering temperature control program
2.3 Characterization
2.3.1 Particle shape characterization
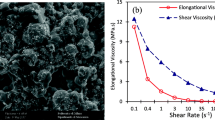
At first, the morphology and particle size of SS304 powders was characterized, and the SEM images and particle size of the powder as shown in Fig. 3a. Most particles have a spherical shape, with a small proportion of the powder having an irregular shape. The powder's particle-size distribution is relatively uniform, with an average particle size of 15.59 μm. Smaller particle sizes are advantageous for screw extrusion and sintering densities, because they increase surface area, reduce diffusion distance during sintering, and speed up the sintering rate [29, 30].

a SEM image of SS304; b particle-size distribution
2.3.2 Morphological characterization
SEM (FEI Quanta FEG 250 USA) and laser confocal microscopy (Zeiss LSM 700 Germany) were used for microstructural observations. At first, the microstructural properties of different printing angles are investigated. Second, the fracture surfaces of tensile specimens and chemically etched surfaces were analyzed to determine the failure mechanism. Finally, the physical phase analysis of the sintered samples was carried out using an X-ray diffractometer (BRUKER D8 ADVANCE Germany). A high-frequency infrared carbon and sulfur analyzer (LECO CS844 USA) was used for carbon content. The density of the sintered specimens was also determined using the Archimedes drainage method, averaging each sample three times.
2.3.3 Thermal properties’ characterization
Differential Scanning Calorimetry (DSC) has been carried out to achieve the temperature at which the endothermic and exothermic heat of the composites occur. It needs to be taken in an argon atmosphere, with the temperature range between 30 and 500 ℃, and the changing rate is 10 ℃/min in two cycles.
Thermogravimetric Analysis (TGA) has been applied to measure the weight of the mixed composites with temperature increasing and determine whether the composites can be decomposed entirely under 500 ℃. During the measurement process, the temperature setting is from 30 to 500 ℃ with a heating rate of 10 ℃/min under the argon atmosphere.
2.3.4 Mechanical properties’ characterization
The mechanical properties of the sintered specimens were examined using a universal material testing machine (Zwick Z2030 30KN Germany). The tensile stretching was carried out at 1 mm/min.
3 Results and discussion
3.1 3D printing of SS304&PP composites
The effect of the print path on sample formation in additive manufacturing is critical. To further improve the performance of the sample, as shown in Fig. 4a, three single angles of 0°, 45°, and 90° as well as 27°/152° cross-angle printing have been set up, respectively, on a flat surface basis. The tensile strengths of 0°, 45°, 90°, and 27°/152° specimens are 271 MPa, 229 MPa, 266 MPa, and 484 MPa, respectively, as shown in Fig. 4b. Its greater porosity results in poorer mechanical properties during printing, which accounts for its lower tensile strength, modulus of elasticity, and relative density at 45°. The tensile strength of sintered samples after printing at 27°/152° was 484 MPa, which is roughly 1.78 times higher than other angles, and its relative density was 95.78% that of 3.33% increase.

a Print angle schematic image; b mechanical properties and relative density of sintered samples printed at different angles; SEM image of different printed angle: c 0°; d 45°; e 90°; f 27/152°
Figure 4c–f displays the SEM images of cross-sections of printed samples at different print angles. The comparison between the cross-section at 27°/152° cross-printing (Fig. 4d) is less porous, while some porosities are presented in the cross-sections at other print angles (Fig. 4c–e). Since the composite has been deposited by melt extrusion during the cross-printing process, such process enables a higher elimination of gaps among layers or lines. The absence of redundant print routes improves sample connectivity and mechanical characteristics even further. This is also shown in Fig. 4b, where the relative density of the cross-printed and sintered sample increases to 103.33%, and its tensile strength increases to 178% contrast to the other angles.
3.2 S304&PP composites’ debinding process
The thermal properties of the composites and PP were analyzed to set the suitable debinding temperature. Before sintering, the debinding process is vital, as the stress from the decomposition of the trapped gas can cause defects in the sample, such as cracking and swelling. However, the binder pre-degreased on the sample surface had sufficient time to decompose to form pre-deposition pores [31], allowing the internal binder to release trapped gas through the pre-deposited pores, preventing defects in the final product. The interaction of the SS304 powders after thermal debinding creates an ideal surface diffusion environment for the formation of sintered necks during subsequent sintering, which can enhance sintering quality and increase the density of the finished product. Figure 5a compares the TGA of the composite and PP in an argon atmosphere (the enlarged image shows the TGA of the composite held in the air at 140 °C for 1 h), and the DSC of the composite in argon is shown in Fig. 5b.

a Thermogravimetric Analysis (TGA) of PP and 3D-printed part; b differential scanning calorimetry (DSC) of PP; c SEM image of 3D printing materials; d SEM image of debonded sample
The weight loss curves for both the binder and the raw materials show that the PP completely decomposed up to 500 °C with a stable final quality without decreasing. As the presence of the metal filler enhances thermal conductivity, the feedstock absorbs heat faster, resulting in a lower decomposition temperature than the PP feedstock [32]. However, the metal filler also improves the thermal stability, which leads to a slightly lower thermal decomposition rate of the PP in the feedstock than that in the pure PP feedstock [33, 34].
The feedstock has a thermal absorption peak at 142.7 °C due to the side group HCL of polypropylene under thermal conditions, while the endothermic peak at 432 °C is owing to the loss HCL of the main chain that was the formation of a polyene structure, with partially conjugated double bonds, accompanied by the fragmentation of part of the leading macromolecular chains; Then, the degradation of the main chain is followed with a maximum weight loss rate of 6.6% (Fig. 5b). As a result, the thermal debinding temperature was set at 500 °C with a ramp-up rate of 5 °C/min under an H2–Ar (8wt%) gas mixture for 3 h, and the pre-debinding temperature was set to 140 °C for 24–72 h.
Further SEM analysis was performed on the degreased samples. Contrasted to the well-coated powder in Fig. 5c, the shape of the powder itself (Fig. 5d) was visible, because the binder no longer covered most of the powder surface. From the TGA curves and SEM of the composites, it is noted that thermal degreasing at 500 °C can completely remove the binder in the powder.
3.3 SS304&PP samples after the sintering process
Figure 6a displays the 3D-printed samples before and after sintering, which should be noted that the sample shrank after sintering; the dimensions of tensile specimen were 91.49 mm × 8.8 mm × 2.8 mm, whereas the size of sintered sample shrank by roughly 11–15% in all three directions. In particular, plastic flow, viscous flow, grain boundary diffusion, and volume diffusion during debinding and sintering lead to shrinkage of 3D-printed objects [13].

a Printed and sintered samples; b stress–stain curves of sintered 3D-printed samples
Figure 6b shows the mechanical properties of specimens prepared by sintering at the same temperature for 6 h with different pre-debonded rates. It can be seen that the maximum tensile strength of the sample was around 276 MPa at a 60% pre-debonded rate, and the maximum elongation at break was 4.15% at a pre-debonded rate with 70%. The scanning electron micrographs of the tensile sections are shown in Fig. 7, which indicated that the section at the 50% pre-debonded rate (Fig. 7a) is fractured along the crystal. There are a series of ductile nests in the sections at the pre-debonded rates with 60% (Fig. 7b) and 70% (Fig. 7c); however, the ductile nests are smaller, and the elongation at fracture is increased compared to the 50% pre-debonded rate. On the basis of metallographic photographs, the microstructure in Fig. 7e, f consists of polygonal ferrite and pearlite. The austenite grains are more uniform in size and distribution, and are the smallest in the 60% pre-debonded rate, followed by the 70% pre-debonded rate and 50% pre-debonded rate. Due to the coarser grains and lamellar carburize (Fig. 7d), the 50% pre-debonded rate has lower toughness, which indicated that the section at the 50% pre-debonded rate (Fig. 7a) is fractured along the crystal. There are a series of ductile nests in the sections at the pre-debonded rates with 60% (Fig. 7b) and 70% (Fig. 7c); however, the ductile nests are smaller, and the elongation at fracture is increased compared to the 50% pre-debonded rate. On the basis of metallographic photographs, the microstructure in Fig. 7e, f consists of polygonal ferrite and pearlite. The austenite grains are more uniform in size and distribution, and are the smallest in the 60% pre-debonded rate, followed by the 70% pre-debonded rate and 50% pre-debonded rate. Due to the coarser grains and lamellar carburize (Fig. 7d), the 50% pre-debonded rate has lower toughness.

SEM image of tensile fracture surfaces with different pre-debonded rates: a 50%; b 60%; c 70%; optical micrographs of etched sintered samples with different pre-debonded rates: d 50%; e 60%; f)70%; g XRD of SS304 sintered samples with different pre-debonded rates; h carbon content of different pre-debonded rates
Figure 7g shows the XRD spectra that indicates austenite diffraction peaks with face-centered (FCC), body-centered cubic (BCC), and (Cr, Fe)7C3 type carbides in the 60% and 70% pre-debonded samples, respectively. The 60% pre-debonded sample was preferentially orientated on the body-centered cube (110), compared to the 70% pre-debonded sample. Therefore, the strength was marginally more significant, but the plasticity was decreased, which was consistent with the pattern of change in tensile strength. Despite having FCC structure, the 50% pre-debonded rate is too low, leaving fewer pores for the gas generated by the decomposition of the internal binder to escape, leading to bubbles forming on the surface of the sintered specimen and resulting in flaws. However, due to its coarse grains, it is prone to stress concentration and brittle fracture, and the tensile strength and elongation at break of columnar crystals are poor. The XRD diffraction peaks of the 60% pre-debonded samples had a higher carbide content than that of the 50% and 70%, which is consistent with the results of the high-frequency infrared carbon–sulfur analyzer test in Fig. 7h, where an increase in carbon content improves tensile strength while decreasing elongation.
4 Conclusions
In this work, the effects of printing angles and heat treatment processes on the mechanical properties and microstructure of SS304&PP composites in the screw extrusion 3D printing technology were investigated.
On the one hand, the printing angle is a significant fact influencing mechanical qualities. In microstructure analysis, the various print angles make effect on the porosity of samples, resulting in a noticeable change in the mechanical characteristics and relative density. The cross-printing with 27°/152° removes porosity between layers and lines more effectively. On the other hand, the pre-debinding rate affects the quality of the thermal-debonded and sintered samples. A 50% pre-debinding does not meet the requirements for maintaining the shape of the sample and being free of surface defects. Also, 60% and 70% pre-debinding create good conditions for subsequent heat treatment, and 60% pre-debinding provides better tensile strength.
Therefore, sintering the 27°/152° cross-printed green samples at 1280 °C for 6 h after 60% pre-debinding was able to densify the samples and eliminate porosity. The tensile strength of the sintered samples is 484 MPa, while their yield strength is 310 MPa, and their density can reach around 95.78%. Based on mechanical test results, the samples created using this approach are comparable to items created using MIM. This achievement provides a completely new concept for inexpensive machining of complex metal parts.
Availability of data and materials
The data that support the findings of this study are available from the corresponding author, [Zhixiang Li], upon reasonable request.
References
D. Herzog, V. Seyda, E. Wycisk, C. Emmelmann, Additive manufacturing of metals. Acta Mater. 117, 371–392 (2016). https://doi.org/10.1016/j.actamat.2016.07.019
E. Davoodi, H. Montazerian, A.S. Mirhakimi, M. Zhianmanesh, O. Ibhadode, S.I. Shahabad, R. Esmaeilizadeh, E. Sarikhani, S. Toorandaz, S.A. Sarabi, R. Nasiri, Y. Zhu, J. Kadkhodapour, B. Li, A. Khademhosseini, E. Toyserkani, Additively manufactured metallic biomaterials. Bioact. Mater. 15, 214–249 (2022). https://doi.org/10.1016/j.bioactmat.2021.12.027
B. Blakey-Milner, P. Gradl, G. Snedden, M. Brooks, J. Pitot, E. Lopez, M. Leary, F. Berto, A. du Plessis, Metal additive manufacturing in aerospace: a review. Mater. Des. (2021). https://doi.org/10.1016/j.matdes.2021.110008
M. Delic, D.R. Eyers, The effect of additive manufacturing adoption on supply chain flexibility and performance: an empirical analysis from the automotive industry. Int. J. Prod. Econ. (2020). https://doi.org/10.1016/j.ijpe.2020.107689
S.M. Thompson, L. Bian, N. Shamsaei, A. Yadollahi, An overview of direct laser deposition for additive manufacturing; Part I: transport phenomena, modeling and diagnostics. Addit. Manuf. 8, 36–62 (2015). https://doi.org/10.1016/j.addma.2015.07.001
D.D. Gu, W. Meiners, K. Wissenbach, R. Poprawe, Laser additive manufacturing of metallic components: materials, processes and mechanisms. Int. Mater. Rev. 57(3), 133–164 (2013). https://doi.org/10.1179/1743280411y.0000000014
K.G. Prashanth, J. Eckert, Formation of metastable cellular microstructures in selective laser melted alloys. J. Alloys Compd. 707, 27–34 (2017). https://doi.org/10.1016/j.jallcom.2016.12.209
T. DebRoy, H. Wei, J. Zuback, T. Mukherjee, J. Elmer, J. Milewski, A.M. Beese, A.D. Wilson-Heid, A. De, W. Zhang, Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 92, 112–224 (2018). https://doi.org/10.1016/j.pmatsci.2017.10.001
W.J. Sames, F.A. List, S. Pannala, R.R. Dehoff, S.S. Babu, The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 61(5), 315–360 (2016). https://doi.org/10.1080/09506608.2015.1116649
S. Singh, G. Singh, C. Prakash, S. Ramakrishna, Current status and future directions of fused filament fabrication. J. Manuf. Process. 55, 288–306 (2020). https://doi.org/10.1016/j.jmapro.2020.04.049
L.G. Blok, M.L. Longana, H. Yu, B.K.S. Woods, An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 22, 176–186 (2018). https://doi.org/10.1016/j.addma.2018.04.039
B. Brenken, E. Barocio, A. Favaloro, V. Kunc, R.B. Pipes, Fused filament fabrication of fiber-reinforced polymers: a review. Addit. Manuf. 21, 1–16 (2018). https://doi.org/10.1016/j.addma.2018.01.002
C. Suwanpreecha, A. Manonukul, A review on material extrusion additive manufacturing of metal and how it compares with metal injection moulding. Metals (2022). https://doi.org/10.3390/met12030429
M. Ziaee, N.B. Crane, Binder jetting: a review of process, materials, and methods. Addit. Manuf. 28, 781–801 (2019). https://doi.org/10.1016/j.addma.2019.05.031
L. Ren, X. Zhou, Z. Song, C. Zhao, Q. Liu, J. Xue, X. Li, Process parameter optimization of extrusion-based 3D metal printing utilizing PW-LDPE-SA binder system. Materials (Basel) (2017). https://doi.org/10.3390/ma10030305
G. Singh, J.-M. Missiaen, D. Bouvard, J.-M. Chaix, Copper extrusion 3D printing using metal injection moulding feedstock: Analysis of process parameters for green density and surface roughness optimization. Addit. Manuf. (2021). https://doi.org/10.1016/j.addma.2020.101778
S. Singamneni, M.P. Behera, D. Truong, M.J. Le Guen, E. Macrae, K. Pickering, Direct extrusion 3D printing for a softer PLA-based bio-polymer composite in pellet form. J. Mater. Res. Technol. 15, 936–949 (2021). https://doi.org/10.1016/j.jmrt.2021.08.044
T.D. Ngo, A. Kashani, G. Imbalzano, K.T.Q. Nguyen, D. Hui, Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos. Part. B-Eng. 143, 172–196 (2018). https://doi.org/10.1016/j.compositesb.2018.02.012
S.C. Ligon, R. Liska, J. Stampfl, M. Gurr, R. Mulhaupt, Polymers for 3D printing and customized additive manufacturing. Chem Rev 117(15), 10212–10290 (2017). https://doi.org/10.1021/acs.chemrev.7b00074
G. Singh, J.-M. Missiaen, D. Bouvard, J.-M. Chaix, Additive manufacturing of 17–4 PH steel using metal injection molding feedstock: analysis of 3D extrusion printing, debinding and sintering. Addit. Manuf. (2021). https://doi.org/10.1016/j.addma.2021.102287
A. Riaz, P. Töllner, A. Ahrend, A. Springer, B. Milkereit, H. Seitz, Optimization of composite extrusion modeling process parameters for 3D printing of low-alloy steel AISI 8740 using metal injection moulding feedstock. Mater. Des. (2022). https://doi.org/10.1016/j.matdes.2022.110814
G. Singh, J.-M. Missiaen, D. Bouvard, J.-M. Chaix, Copper additive manufacturing using MIM feedstock: adjustment of printing, debinding, and sintering parameters for processing dense and defectless parts. Int. J. Adv. Manuf. Technol. 115(1–2), 449–462 (2021). https://doi.org/10.1007/s00170-021-07188-y
A.H. Aleni, I.F. Ituarte, A. Mohite, L. St-Pierre, J. Partanen, Comparing stiffness of solid and scaffold nano-TiO2 structures produced by material extrusion method. Ceram. Int. 44(2), 2231–2239 (2018). https://doi.org/10.1016/j.ceramint.2017.10.181
A. Hadian, M. Fricke, A. Liersch, F. Clemens, Material extrusion additive manufacturing of zirconia parts using powder injection molding feedstock compositions. Addit. Manuf. (2022). https://doi.org/10.1016/j.addma.2022.102966
Y. Zhang, W. Huang, Comparisons of 304 austenitic stainless steel manufactured by laser metal deposition and selective laser melting. J. Manuf. Process. 57, 324–333 (2020). https://doi.org/10.1016/j.jmapro.2020.06.042
J. Xuan, Y. Liu, L. Xu, S. Bai, Y. Xin, L. Wang, G. Zhang, Y. Su, L. Xue, L. Li, Investigation of acidity on corrosion behavior and surface properties of SS304 in simulated PEMFC cathode environments. Int. J. Hydrogen Energy 47(54), 22938–22951 (2022). https://doi.org/10.1016/j.ijhydene.2022.05.077
W. Huang, Y. Zhang, W. Dai, R. Long, Mechanical properties of 304 austenite stainless steel manufactured by laser metal deposition. Mater. Sci. Eng. A 758, 60–70 (2019). https://doi.org/10.1016/j.msea.2019.04.108
Y.T. Sun, X. Kong, Z.B. Wang, Superior mechanical properties and deformation mechanisms of a 304 stainless steel plate with gradient nanostructure. Int. J. Plast. (2022). https://doi.org/10.1016/j.ijplas.2022.103336
H. Miyanaji, N. Momenzadeh, L. Yang, Effect of powder characteristics on parts fabricated via binder jetting process. Rapid Prototyp J 25(2), 332–342 (2019). https://doi.org/10.1108/rpj-03-2018-0069
M. Moghadasi, W. Du, M. Li, Z. Pei, C. Ma, Ceramic binder jetting additive manufacturing: effects of particle size on feedstock powder and final part properties. Ceram. Int. 46(10), 16966–16972 (2020). https://doi.org/10.1016/j.ceramint.2020.03.280
S. Rolere, U. Soupremanien, M. Bohnke, M. Dalmasso, C. Delafosse, R. Laucournet, New insights on the porous network created during solvent debinding of powder injection-molded (PIM) parts, and its influence on the thermal debinding efficiency. J. Mater. Process. Technol. (2021). https://doi.org/10.1016/j.jmatprotec.2021.117163
Y. Zhang, C. Zhi, J. Wang, Study on termal oxidative degradation process of Cl-PP. Polym. Mater. Sci. Eng. 11, 6–86 (1995). https://doi.org/10.16865/j.cnki.1000-7555.1995.06.018
G. Matula, B. Tomiczek, M. Król, A. Szatkowska, M.E. Sotomayor, Application of thermal analysis in the selection of polymer components used as a binder for metal injection moulding of Co–Cr–Mo alloy powder. J. Therm. Anal. Calorim. 134(1), 391–399 (2018). https://doi.org/10.1007/s10973-018-7543-x
M. Sadaf, M. Bragaglia, F. Nanni, A simple route for additive manufacturing of 316L stainless steel via Fused Filament Fabrication. J. Manuf. Process. 67, 141–150 (2021). https://doi.org/10.1016/j.jmapro.2021.04.055
Acknowledgements
This work was supported by the National Key Research and Development Project under Grant No. 2021YFB3701500, the Science and Technology Service Network Initiative of Chinese Academy of Sciences under Grant No. KFJ-STS-QYZD-2021-10-002, and the Zhejiang Provincial Natural Science Foundation of China under Grant No. LZ22E030003.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection, and analysis: TX, YL, HZ, and SS; writing—original draft preparation: TX and FL; writing—review and editing: YC, ZL, and YG; funding acquisition: ZL and GX. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Xu, T., Long, F., Liang, Y. et al. 3D extrusion printing of 304 stainless steel/polypropylene composites and sintering process optimization. Appl. Phys. A 129, 285 (2023). https://doi.org/10.1007/s00339-023-06470-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-023-06470-y