
Abstract
The effects of electron beam irradiation for crosslinking of polymers used for wire and cable insulations are still being researched. In this research, the influence of electron beam irradiation on the different blends of low-density polyethylene (LDPE) filled with aluminum trihydrate and magnesium hydroxide (ATH, MH) were studied. It was revealed by melt flow index, tensile strength, and elongation at break tests that addition of MH to LDPE increases the adhesion forces inside polymer matrices more efficient than similar ATH/LDPE compounds. Field emission scanning electron microscopy test showed that MH is platy in structure and more homogenous mixed than ATH with LDPE. The results on thermogravimetric analysis and limiting oxygen index tests revealed that the thermal stability and incombustibility properties of MH blends are more efficient than similar ATH blends. Meanwhile, it was observed by smoke density test that MH blends produce the lowest smoke density compared with virgin LDPE and similar ATH blends. It was also observed that increasing irradiation by electron beam had impressive affections on the density, gel content, and mechanical properties for all the polymeric samples in this study.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Requirements for low smoke emissions, low generation of corrosive and toxic gases, and low fire propagation characteristics have produced a rapidly growing market for halogen-free flame retardant (HFFR) cable materials. HFFR cables are used in all locations where a high degree of protection against fire and fire damage has to be provided, including public buildings, public transportation, telecommunication centers, and industrial structures [1]. The irradiation of polymers results in crosslinking, main-chain scission, and evolution of hydrogen. These reactions are related to the chemical and physical state of the polymer and the nature of irradiation [2, 3]. Low-density polyethylene (LDPE) is one of the most important and applicable plastic for wire and cable insulations. Many studies have been done on the structure, and properties of irradiated LDPE [3–5]. LDPE could be easily crosslinked without any additives [6]. It shows a quite desirable low-chain scission in comparison with other polyolefins. Crosslinking is an important way to improve the thermal and chemical resistance of LDPE which mainly occurs in the amorphous phase of polyethylene [5–7]. In research for halogen-free fire retardant, there is increasing attention paid to intumescent and metallic fillers [1, 7, 8]. Some metallic hydroxide fillers [e.g., Al(OH)3 and Mg(OH)2] are proper replacements for halogen-based fire retardants and smoke suppressant fillers [9–11]. However, metallic hydroxide must be present at high concentrations (usually higher than 50 %) to provide adequate fire resistance. The high loading of metallic hydroxides in the thermoplastic composition results in significant deterioration of mechanical properties [12]. This is possible due to insufficient interactions between LDPE and aluminum hydroxide or LDPE and MH. In this study, LDPE was first filled with different values of MH or ATH then irradiated at different dose rate by electron beam. The irradiated samples were then based on standard test methods conducted for some physical, mechanical, thermal, and flammability tests.
Experimental
Material
LDPE in the form of granules with grade LH0075, density of 0.921 g cm−3 and a melt flow index (MFI) of 0.89 g/10 min−1, was obtained from the Bandar Imam Petrochemical Company (Iran). Alumina trihydrate (ATH) and magnesium hydroxide (MH) manufactured by Martinswerk (Germany) with grade OL-104/LE and H-7 was used in this research.
Sample preparation
LDPE and LDPE blends were mixed and melt-blended in a twin-screw extruder model Brabender DSE-25. The length to diameter (L/D) ratio of the screw was 20 with a 150–160 °C temperature profile. The compound were pre-heated for 5 min, and then compression molded according to ASTM D-1928-96-2001 into sheets (with dimensions of 150 × 150 × 2 mm) at 150 °C under a pressure of 10 MPa for 3 min.
Irradiation
Irradiation of the sheets were carried out using an electron accelerator (Rhodotron TT200, Belgium) with energy of 3 MeV under various irradiation doses (50–250 kGy).
Melt flow properties
The melt index test measured the rate of extrusion of a thermoplastic material (ASTM D 1238-04c-2004) through an orifice of specific length and diameter under prescribed conditions of temperature and pressure. The melt index apparatus was pre-heated at 190 °C. The material was loaded into the cylinder under a specific weight (2.16 kg) at the temperature of 190 °C and a specified weight was placed on a piston. The material was allowed to flow through the die. The extrudate was weighed and melt index values were calculated in g/10 min.
Density measurement
The density of samples was determined according to ASTM D-1505-03-2003 and measured using a Toyoseiki automatic densitometer model DH-100.
Gel content (GC)
The GC of the electron beam-treated samples was determined using the solvent-extraction method according to the ASTM D-2765-01-2001 method. The samples were refluxed with hot xylene for 20 h then the remaining insoluble sample was dried in a vacuum oven to a constant weight.
Hot set (HS) test
The HS test was carried out in a HS oven Heraes UT 6050 HS. The samples in the form of dumbbells were placed in the HS oven under a definite static load at 200 °C and the elongation between two marks was measured after 15 min.
Tensile strength (TS) and elongation at break (EB)
The TS and EB were determined according to ASTM D-638-03-2003 on an Instron model 4411 testing machine (UK). The test procedure was carried out at a cross head speed of 50 mm/min and room temperature conditions.
Instrumented falling weight impact test
All falling weight impact experiments were performed according to ASTM D-3029-95-1995 on a Hung-Sun impact tester, model 208, at 25 °C. The impact energy was calculated by determining the area under the force versus the displacement graph. The specimens described in this study were used as test specimens and were supported by an annular anvil with an internal diameter of 37.5 mm.
Field emission scanning electron microscope (FESEM)
The morphology of the fractured surfaces of the specimens was investigated with a JEOL JSM-6335F FESEM. The specimens were fractured after cooling in liquid nitrogen, and the fractured surfaces were sputter-coated with gold under argon. The electron micrographs were taken using an acceleration voltage of 5.0 kV.
Thermal analysis
Thermogravimetric analysis (TGA) of the samples was carried out using Shimadzu Analyzer TGA-50. The TGA test was performed under nitrogen environment and the rate of heating was 10 °C/min.
Smoke emission properties
Smoke emission properties were determined using a smoke chamber conforming to the National Bureau of Standards (NBS) specifications in non-flaming conditions (ASTM E662-03-2003). This gives a dynamic record of smoke intensity measured as percentage transmittance (T%) of light as a function of time. The equipment used for the measurement of smoke evolution was a Polymer Laboratories instrument System SN-2400.
Measurements of combustion characteristics
The limiting oxygen index (LOI) measurements were carried out in accordance with ASTM D 2863-00-2000. The specimens used for the test are of dimensions 100 × 6.5 × 3 mm. The Cone Calorimeter based on the oxygen consumption principle has been used to evaluate the combustion behavior of LDPE. The Cone Calorimeter test was performed according to ISO 5660-1:2002 standard procedures. Each specimen, with dimensions of 100 × 100 × 3 mm, was wrapped in aluminum foil and exposed horizontally to an external heat flux of 35 kW/m2.
Results and discussion
Figure 1 shows that the MFI values of ATH compounds were higher than those of MH compounds at each metal hydroxide content. Addition of ATH or MH to the blends [0–100 parts per hundred grams LDPE (phr)] decreased MFI values. Consequently, MH compounds were more resistance to flow than ATH compounds at each metal hydroxide content. This was due to internal physical adhesion forces for MH compounds which were stronger than the similar ATH compounds [12].

Effect of ATH and MH on MFI values of compounds
Figure 2 shows the density changes of blends at each various irradiation rate. In all blends, densities of unirradiated samples showed maximum value and when these samples were exposed to irradiation up to 110 kGy, a slight reduction occurred. When the crosslinking took place by electron beam irradiation, the molecular structure was modified and hindered the growth of crystal; it has been studied that the reduction in density was consistent with reduction in the crystallinity regions of polymers [8]. Slight reductions of density values in polymer blends with increasing irradiation (0–110 kGy) related to the decrease of crystalline regions with slightly increasing of amorphous regions [12]. Radiation crosslinking occurred mainly within the amorphous regions and led to decrease of density of polymer blends [1]. The density of MH is higher than ATH; consequently, compounds including MH had higher density values than the similar ATH compounds at each irradiation rate.

Effect of irradiation on density values of compounds
Figure 3 shows the GC changes of polymer compounds at various irradiation (70–110 kGy). Increasing irradiation leads to generate high free radicals inside polymer matrices which have the high tendency toward combining with each other and produce network structure inside polymer blends [13]. Therefore, GC values steadily increased with the irradiation. The higher values of the GC at higher irradiation showed the formation of three-dimensional network structures [14]. In this test, the GC value for samples with ATH content is bigger than the similar MH compound at each radiation dose. The enhancing rate of GC values for all ATH compounds were higher than similar MH compounds. The higher values of the GC for ATH compounds at any radiation dose (70–110 kGy) shows formation of three-dimensional network structures for ATH compounds were bigger than similar MH compounds which made the polymer insoluble in hot xylene [15]. In each irradiation rate (70–110 kGy), GC values for all ATH blends were greater than the similar compound for MH. It shows that addition of ATH (0–100 phr) made the blend more amorphous and tended to be crosslinked in a higher degree at each radiation dose than the similar MH compounds.

Effect of irradiation on GC values of compounds
Tables 1 and 2 show the influence of ATH and MH content at 70, 90, and 110 kGy on HS test of compounds. Increasing irradiation (0–110 kGy) led to formation of high crosslink networks in polymer blends which prevented the polymer samples to be elongated easily at high temperatures; these results are in agreement with other researchers [13]. Addition of metallic hydroxides (0–100 phr) due to increasing adhesion forces inside polymer matrices decreased HS% values of blends at each irradiation rate (0–110 kGy). Mechanical property tests in this research showed that MH in each compounds had stronger adhesion forces with polymeric matrices than similar polymer blends containing ATH. Therefore, HS% values of polymeric blends containing MH were lower than polymeric blends containing ATH at each radiation dose.
Figure 4 shows the TS values of blends at various ATH, MH content, and irradiation. TS values of blends increased with irradiation (0–110 kGy) and were also influenced with the amount of ATH or MH in the blends. Blends with lower content of ATH or MH showed higher TS values. Fillers such as ATH or MH reduced the adhesion forces in the polymer matrix; therefore, addition of ATH or MH deteriorated mechanical properties [9]. Increasing irradiation generated more crosslink bonds in the polymer matrix and a larger network structure began to extend [15]. Therefore, TS values of polymer blends enhanced with increasing irradiation (0–110 kGy) at similar metal hydroxide content (0–100 phr). The physical adhesion forces and chemical hydrogen bonds inside polymer matrix contain MH were stronger than the similar ATH blends [1]. Thus, the TS values for all ATH blends were lower than the similar MH blends in each irradiation rate.

Effect of irradiation on TS values of compounds
Figure 5 shows that EB values of blends were altered with irradiation (0–110 kGy) and addition of ATH or MH amount (0–100 phr) to the polymer blends. In general, increasing irradiation resulted in reduction in EB of the blends. As the dose increased, higher crosslinks were produced in the polymer blends which prevented the structural reorganization during drawing; these results are in agreement with other researchers [10]. This ever increasing three-dimensional gel-like structure brought about a decrease in internal chain mobility and elongation [11]. The EB of the blends also decreased with increasing the dose (0–110 kGy). Fillers such as ATH or MH reduced adhesion forces in the polymer matrix; therefore, the addition of ATH or MH to LDPE reduced EB values. Thus, EB values for all ATH blends were higher than the similar polymeric matrices containing MH in each irradiation rate (0–110 kGy).

Effect of irradiation on EB values of compounds
Figure 6 shows the total impact energy of blends at different metal hydroxide contents. It reveals how polymer blends are able to absorb energy. Figure 6 reveals a sudden decrease of total impact energy with addition of MH and ATH to the LDPE matrix. The impact properties of the samples are directly related to the overall toughness of material. Consequently, addition of metallic hydroxide to LDPE decreased the impact strength of the samples and consequently decreased the toughness. This was due to incompatibility of ATH, MH with LDPE which leads to reduce the total impact energy of blends [16, 17].

Effect of metallic hydroxide content on the total impact energy of compounds
Morphologies of the LDPE with ATH and MH blends are shown in Figs. 7 and 8, respectively. Comparison of the filler particles reveals that MH is platy in structure, has a considerably broad size distribution and well homogeneous distributed, whereas ATH particles are smaller and much more homogeneous in size. Figures 7 and 8 show that the ATH and MH particles are not attached to the polymeric matrix which is in agreement and was reported earlier [18].

SEM micrographs of LDPE/ATH (60/40) (×5,000)

SEM micrographs of LDPE/MH (60/40) (×5,000)
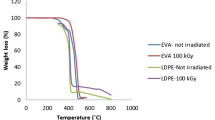
Figure 9 shows the thermogravimetric curves for ATH and MH. The starting decomposition temperature of MH (~320 °C) is significantly higher than for ATH (~220 °C) and the amounts of water evolved from MH at temperatures ranging from 320 to 550 °C is slightly lower than that evolved for ATH at temperatures ranging from 200 to 600 °C. Thus, MH exhibits greater thermal stability than ATH. These results suggest that MH perform better than ATH as a fire retardant for polyethylene resins, because it remains more thermally stable during the compounding process and decomposes closer to the decomposition temperature of LDPEs (about 300–400 °C). These results are in agreement with the previous study [16].

Thermogravimetric analyses of ATH and MH
The LOI and compositions of metallic hydroxide-filled samples are summarized in Table 3. The LOI of samples including metallic hydroxides improved significantly. The LOI values are proportional to the amount of ATH or MH contains in the compounds (Table 3). In addition, at the same loadings, MH was found to inhibit combustion more effectively than ATH, and about 50–60 % of filler loadings are required to confer an adequate level of fire retardancy on LDPE. This phenomenon has been explained that MH releases water at a later stage of combustion and appears to influence the rate of pyrolytic gas formation by increasing char formation. These results are in agreement with the previous studies [19, 20].
Figure 10 summarizes the smoke emission properties of the LDPE and metallic hydroxides-filled LDPE samples. As shown in Fig. 10, it is observed that addition of ATH and MH made a significant reduction in smoke emission. In addition, it is also revealed that, at similar flame retardant contain, MH blends were effectively more inhibited smoke emission than ATH blends. However, it has been suggested that smoke generation during the combustion of LDPE follows a stepwise ring-growth mechanism and consists of three phases [16]. The polymer was first thermally degraded to form simple fuel. The simple fuel was then converted to reactive aromatic intermediates before it formed the smoke nuclei. Finally, the smoke nuclei continued to grow into smoke particles [17]. These results suggest that these char-like residues or their precursors may retain the smoke nuclei and particles during the process of combustion and hence, significantly inhibit the rate and amount of smoke particles.

The smoke emission densities of the LDPE, LDPE/ATH, and LDPE/MH
Conclusion
It was observed that addition of ATH or MH to the LDPE decreased MFI values and MFI values for LDPE/MH blends were smaller than similar LDPE/ATH blends. Increasing irradiation reduced the density of LDPE/ATH or MH compounds due to decreasing crystalline regions of LDPE matrix. It was observed that for all ATH blends, HS and GC values were greater than the similar compound for MH at each irradiation rate. TS values of polymer blends enhanced with increasing irradiation (0–110 kGy) at similar loadings of metal hydroxides content. The TS values for all ATH blends were lower than the similar MH blends in each irradiation rate. The EB of the blends also decreased with increasing the dose (0–110 kGy). The EB values for all ATH blends were higher than the similar polymeric matrices containing MH in each irradiation rate (0–110 kGy). Addition of metallic hydroxide to LDPE decreased the impact strength of the samples and consequently led to a decrease of the toughness. SEM micrographs of LDPE/ATH or MH revealed that MH is platy in structure and has a considerably broad size distribution, whereas ATH particles are smaller and much more homogeneous in size. Thermogravimetric curves for ATH and MH showed that MH remains more thermally stable during the compounding process and decomposes closer to the decomposition temperature of LDPE. Results from LOI and smoke emission tests showed that addition of LDPE with MH inhibited the combustion reaction and smoke emission more efficient than the similar ATH compounds. These results show that addition of MH to LDPE blends for the cable insulation applications as a flame retardant is more efficient and suitable than ATH.
References
Akin A, Demirhan E (2008) The investigation of using magnesium hydroxide as a flame retardant in the cable insulation material by crosslinked polyethylene. Mater Des 29:1376–1379
Gheysari D, Behjat A (2001) The effect of high-energy electron beam on mechanical and thermal properties of LDPE and HDPE. Eur Polym J 38:295–302
Hassanpour S, Khoylou F, Jabbarzadeh E (2002) Thermal degradation of electron beam crosslinked PE and (ethylene–vinylacetate) blends in hot water. Appl Polym Sci 89:2346–2352
Wang Z, Hu Y, Gui Z, Zong R (2003) Halogen-free flame retardation and silane crosslinking of polyethylenes. Polym Test J 22:533–538
Hassan MA (2004) Effect of incorporation of butyl acrylate–iron chelate resin on the flammability properties of Mg(OH)2–LDPE compositions. Polym Plast Technol Eng 43(5):1487–1501
Modesti M, Lorenzetti A (2003) Halogen-free flame retardants for polymeric foams. Polym Degrad Stab 78:167–173
Almeras X, Le Baras M, Hornsby P, Bourbigot S, Marosi G, Keszei S, Poutch F (2003) Effect of fillers on the fire retardancy of intumescent polypropylene compounds. Polym Degrad Stab 82:325–331
Dadbin S, Frounchi M, Sabet M (2005) Studies on the properties and structure of electron-beam crosslinked LDPE/EVA blends. Polym Int 54:686–691
Mohammed A, Jaroslav B, Mosnacek J, Basfar A, Shukri T (2010) Crosslinked poly(ethylene vinyl acetate) (EVA)/low density polyethylene (LDPE)/metal hydroxides composites for wire and cable applications. Polym Bull 64:569–580
Basfar AA (2002) Flammability of radiation crosslinked low density PE as an insulating material for wire and cable. Radiat Phys Chem 63:505–508
Camino G, Maffezzoli A, De Braglia M, Lazzaro M, Zammarano M (2001) Effect of hydroxides and hydroxycarbonate structure on fire retardant effectiveness and mechanical properties in ethylene–vinyl acetate copolymer. Polym Degrad Stab 74:457–464
Sabet M (2011) Flame-retarded irradiated LDPE/EVA blends for wire and cable applications. Ph.D. thesis, University Technology Malaysia (UTM)
Dadbin S, Frounchi M, Haji Saeid M, Gangi F (2002) Molecular structure and physical properties of E-beam crosslinked low-density PE for wire and cable insulation applications. Appl Polym Sci 86:1959–1964
Chantara T, Zahid A (2006) Electron beam irradiation of EVA/ENR blend. Polym Plast Technol Eng 45:555–559
Gheysari D, Behjat A (2002) The effect of high-energy electron beam irradiation and content of ATH upon mechanical and thermal properties of EVA copolymer. Eur Polym 38:1087–1093
Yeh JT, Yang HM (1995) Combustion of polyethylene filled with metallic hydroxides and crosslinkable polyethylene. Polym Degrad Stab 50:229–234
Pasternak M, Zinn RT, Browner RF (1982) Combustion of polyethylene filled with metallic hydroxides and crosslinkable polyethylene. Polym Degrad Stab 50:229–234
Hippi U, Mattila J, Korhonen M, Seppala J (2003) Compatibilization of PE/aluminum hydroxide (PE/ATH) and PE/magnesium hydroxide (PE/MH) composites with functionalized PEs. Polymer 44:1193–1201
Yeh JT, Yang MJ, Hsieh H (1998) Combustion of polyethylenes filled with metallic hydroxides and ethylene vinyl acetate copolymer. Polym Degrad Stab 61:465–472
Keating L, Petrie S (1986) Magnesium hydroxide: halogen-free flame retardant and smoke suppressant for polypropylene. Plast Compd 4:40
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Sabet, M., Hassan, A. & Ratnam, C.T. Electron beam irradiation of low-density polyethylene filled with metal hydroxides for wire and cable applications. Polym. Bull. 69, 1103–1114 (2012). https://doi.org/10.1007/s00289-012-0794-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-012-0794-y