
Abstract
To reduce the dependence on fossil fuel, empty fruit bunch (EFB) lignin residue, a waste material generated from second-generation lignocellulosic biomass was used for the production of biopolyol and biopolyurethanes. The acid–base-catalyzed two-step liquefaction process was carried out to drive residual lignin into value-added products. The reaction condition for the second step (base-catalyzed liquefaction) was optimized to reduce molecular weight and lower the acid number below 5 mg KOH/g for preparing more suitable biopolyol. The optimal condition was determined at 2 wt% of catalyst loading and 130 °C reaction temperature for a reaction time of 60 min. By employing the upgraded two-step liquefaction process, biopolyol with a molecular weight of 4724 g/mol, a viscosity of 1.14 Pa s and a hydroxyl number of 816 mg KOH/g was obtained from low-grade lignin. The resulting biopolyol was converted to biopolyurethane elastomer and biopolyurethane foam with p-TDI and p-MDI as isocyanate, respectively. The biopolyurethane elastomer exhibited a high temperature at 10% weight loss Td10 of 318 °C and temperature at 50% weight loss Td50 of 386 °C. Besides, the biopolyurethane foam possesses a compressive strength and density of 99 kPa and 24.8 kg/m3, which are properties comparable with petroleum-derived polyurethane.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nowadays, environmental problems such as global warming become a critical issue because there has been an increased reliance on petroleum with increasing petroleum consumption. To address these environmental issues, many efforts have been made to utilize renewable resources as alternatives to petroleum resources (Lin and Hsieh 1997; Mohanty et al. 2002; Naik et al. 2010). Among the various renewable resources, particular interest in second-generation biomass has steadily increased. Lignin, as a waste byproduct generated from the pretreatment of second-generation biomass for biosugar production, has many advantages as valuable bioresource because it is the second abundant renewable biomass with low price. It is recognized as a promising feedstock in replacing petroleum resources for producing various biochemicals such as aromatics (Lucia 2008; Watkins et al. 2015).
To produce value-added products from lignin, many thermal conversions and chemical modifications have been studied and reported such as pyrolysis, liquefaction, oxypropylation, epoxidation, hydroxymethylation. Among these methods, liquefaction is one of the most widely known and used methods due to its outstanding performance for generating chemicals and materials from various wastes (Tran and Lee 2018). Fundamentally, liquefaction is a method to decompose the macromolecules of biomass into smaller molecules with increased functionality in the presence of polyhydric alcohol as solvent with an acid or base catalyst (Liang et al. 2006; Maldas and Shiraishi 1996). In general, acid-catalyzed liquefaction has been mainly studied because it can produce biopolyol with low viscosity and also improve liquefaction efficiency (Hu and Li 2014a). However, an unavoidable property of biopolyol produced from acid-catalyzed liquefaction is its high acid number, which might make the subsequent bioplastic production more complex because it needs further pretreatment (Hu and Li 2014a, b). To solve this problem, acid compounds were eliminated by neutralization of the filtrate obtained after removing the residue that was not liquefied through acid-catalyzed liquefaction. In addition, a base catalyst known to lead to depolymerization of lignin was added to neutralized polyol to produce biopolyol with low molecular weight and viscosity (Erdocia et al. 2014). Yip et al. (2009) mentioned that decreasing molecular weight of polyol via liquefaction is an efficient and controllable method for the desired product. In addition, the viscosity of polyol is known to greatly influence the processing efficiency of polyurethane production because using a polyol with relatively low viscosity could facilitate polyurethane synthesis (Kong et al. 2012). Thus, low molecular weight and viscosity of biopolyol are important factors for the preparation of biopolyurethane (Luo et al. 2013).
The production of biopolyol from lignin is the center of attention in the polyurethane industry (Luo et al. 2013; Xiao et al. 2013). Polyurethane is widely used in various fields depending on its physical and chemical properties such as furniture, insulation panel, transportation parts, elastomer, adhesives, coating and sealing (Levin et al. 1985; Saunders 1988; Kwon et al. 2007). Among the different forms of polyurethane, polyurethane foam is the most commonly used material in a wide range of applications such as insulation, packaging, light goods. Although polyurethane is widely used in the plastics industry thanks to its good mechanical properties, there still remain many problems that need to be solved from the environmental and economic point of view because it is mainly produced from petroleum-derived polyol and diisocyanate (El-Shekeil et al. 2012; Tan et al. 2011). Therefore, many efforts have concentrated on producing biopolyol from liquefaction of biomass (El-barbary and Shukry 2008; Ye et al. 2014; Yu et al. 2006).
To synthesize high-performance biopolyurethanes, this study aimed to produce low molecular weight biopolyol without acid compounds via acid–base-catalyzed two-step liquefaction. Although the two-step liquefaction has been studied in another report, the authors mainly investigated the effects of crude glycerol impurities (Hu et al. 2014a). Therefore, this work can be recognized as the first report to reduce the molecular weight of polyol and remove the acid compounds via acid–base-catalyzed two-step liquefaction. Reaction parameters such as reaction time, base catalyst loading and reaction temperature were optimized for the second-step liquefaction via measurement of molecular weight, viscosity and hydroxyl number. Further, the properties of the resulting biopolyol were compared with biopolyol obtained from one-step acid liquefaction. In addition, different biopolyurethane forms were synthesized using p-TDI and p-MDI as isocyanates. The synthesis of biopolyurethanes and their properties as bioplastics were analyzed by Fourier transform infrared spectroscopy (FTIR), thermogravimetric analysis (TGA) and determination of compressive strength and density as the basic mechanical properties. This acid–base-catalyzed two-step liquefaction of EFB lignin would be a promising and feasible approach for biopolyol production from lignin waste such as EFB lignin residue.
Materials and methods
Materials
Empty fruit bunch (EFB) lignin residue was kindly provided from the Research Institute of Chemical Technology in Korea. Polyethylene glycol #300 (PEG300) and glycerol used as solvent were purchased from Dae-Jung Co. (Gyeonggi, South Korea). The 98% sulfuric acid (Sam-Chun Co., Seoul, South Korea) and 1 N standard sodium hydroxide bead (Dae-Jung Co., Gyeonggi, South Korea) were used as acid and base catalysts, respectively. Acetone and 1 N standard sodium hydroxide solution used for fractionation and neutralization of biopolyols were purchased from Dae-Jung Co. (Gyeonggi, South Korea). To measure the acid and hydroxyl numbers of the biopolyols, pyridine, phthalic anhydride and imidazole were obtained from Sam-Chun Co. (Seoul, South Korea), TCI Co. (Tokyo, Japan) and Sigma-Aldrich Co. (St. Louis, Missouri, USA), respectively. Ethyl alcohol and 0.1 N and 0.5 N standard sodium hydroxide solutions were purchased from Dae-Jung Co. (Gyeonggi, South Korea). Poly(propylene glycol) tolylene 2,4-diisocyanate terminated (p-TDI, Sigma-Aldrich Co., St. Louis, Missouri, USA), 1,4-dioxane (Dae-Jung Co., Gyeonggi, South Korea), polymeric methylene diphenyl diisocyanate (p-MDI, Dow Chemical Co., Midland, Michigan, USA) and pre-resin mix (Piusys., Gyeonggi, South Korea) were used to prepare biopolyurethanes. All common chemicals were of reagent grade.
Liquefaction process description and experiment
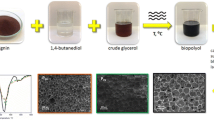
The schematic diagram of the two-step liquefaction of EFB lignin residue is presented in Fig. 1. During the acid-catalyzed liquefaction, macromolecules of biomass were decomposed into smaller molecules with increased functionality. The liquefied product is usually assigned as biopolyol due to the presence of more than two hydroxyl functional groups per molecule. However, the use of acid catalyst might result in the liquefied product with a high acid number, which is considered not suitable for further application to the preparation of biopolyurethane. Therefore, the liquefied biopolyol product was neutralized using NaOH solution. After neutralization, acetone was used for washing and fractionation of the product. The biopolyol was completely dissolved in the acetone medium, while the unreacted lignin and residual biomass were insoluble and subsequently removed from the liquefied product by filtration. After rotary evaporation, acetone was removed and the biopolyol product was obtained and subjected to second liquefaction using a base catalyst. The use of base catalyst was reported to produce biopolyol with low molecular weight and viscosity, which facilitates its further utilization in biopolyurethane.

Schematic representation of two-step liquefaction of EFB lignin residue
The two-step liquefaction of EFB lignin residue was conducted in a 500-mL three-neck flask and heating mantle equipped with a thermometer and mechanical stirrer (Thermo Electron Corp., Madison, WI). In total, 5 g of EFB lignin residue was added into the flask with 50 g of PEG 300 and glycerol (6/4) and the mixture was preheated for 60 min at 170 °C. After preheating, 98% sulfuric acid (1 wt%) was added, and then, acid-catalyzed liquefaction was primarily performed for 60 min. Upon the termination of acid-catalyzed liquefaction, the flask was separated from the heating mantle and the obtained polyol was neutralized using 1 N NaOH solution based on the acid number. Then, the residue was removed via fractionation using acetone and filter paper (Whatman #4). After acetone evaporated from the mixture, the flask was again preheated by the heating mantle for 60 min to the desired temperature (110–190 °C) and, then, the effects of time and base catalyst loading on the base-catalyzed liquefaction step were optimized within the limit of 10–180 min and 0.5–3 wt%, respectively. After the completion of second base-catalyzed liquefaction, the heating mantle was removed immediately and the flask was cooled down.
GPC analysis
The molecular weights (Mw) of biopolyols were confirmed using Waters e2795 separation modules equipped with a Waters 2414 refractive index detector and Styragel® columns, namely Styragel HR 6 DMF, Styragel HR 4E and Styragel HR 5E DMF (7.8 × 300 mm, Waters, Ireland). N, N-dimethylformamide (99.8%) was used as solvent for GPC analysis. The inject volume was 50 μl, and the flow rate was 1 ml/min.
Viscosity determination
Viscometric measurements for biopolyol were taken using a Brookfield laboratory viscometer with an SC4-21 spindle (Model RVT) at 60 rpm.
Acid and hydroxyl number determination
To neutralize the biopolyol that was liquefied using acid catalyst, the acid number was measured according to ASTM D4662-08. In total 2 g of biopolyol was dissolved into 50 ml of ethanol and titrated to pH 8.0 using a 0.1 N NaOH solution. The hydroxyl number of the resulting biopolyols from acid–base-catalyzed two-step liquefaction was measured in accordance with ASTM D4274-05D. One gram of biopolyol was added to 25 mL of the esterification reagent and dissolved completely at 100 °C by stirring for 15 min. After heating, the mixture was cooled down to room temperature and, then, the reaction mixture was titrated using 0.5 NaOH solution by a digital pH meter (PH 200L, Istek). All measurements were conducted in duplicates.
Preparation of polyurethane elastomer and foam
The biopolyurethane elastomer was produced from polymerization between biopolyol obtained under optimal conditions and p-TDI with 1,4-dioxane. One gram of biopolyol and 5 mL of 1,4-dioxane were put into a 100-mL beaker. The amount of biopolyol and p-TDI was set based on the 1:1.1 molar ratio of biopolyl to p-TDI. In total, 18.39 g of p-TDI was added to the mixture and the reaction was continued at room temperature by stirring. Once gelation of mixture began, the mixture was poured into a mold and cured overnight in an oven at 105 °C.
The biopolyurethane foam was produced from biopolyol, pre-resin mix and p-MDI. The amount of biopolyol and pre-resin mix was set based on the biopolyol to pre-resin mix of 1:9 (weight ratio), and the amount of mixed polyol and p-MDI was set at 1:1 based on the weight ratio of mixed polyol and p-MDI. The mixture was mixed under 900 rpm for about 20-25 s. After finishing of the biopolyurethane foam synthesis, the final product was kept at room temperature, and then, it was cured overnight in an oven at 105 °C. For comparison, petroleum-derived polyurethane foam was also synthesized without the addition of biopolyol.
Thermogravimetric analysis
The thermal stability of biopolyurethane was confirmed using an SDT Q600 (TA Instrument). The samples were heated from 20 to 900 °C at a heating rate of 20 °C/min under a nitrogen atmosphere.
FTIR analysis
Fourier transform infrared spectroscopy was conducted using a Spectrum One system (Perkin-Elmer) to analyze the presence of functional groups of biopolyurethane. The FTIR spectra were obtained in attenuated total reflectance (ATR) mode in a frequency range from 4000 to 450 cm−1.
Measurement of compressive strength
The compressive strength of petroleum-derived polyurethane foam and biopolyurethane foam was measured according to ISO 844. At least five samples were tested for measurement of compressive strength, and the average value was presented.
Measurement of density
The density of petroleum-derived polyurethane foam and biopolyurethane foam was measured according to ISO 845. For each test, at least five foam samples were tested and the average value was reported.
Results and discussion
Comparison of two-step liquefaction with acid and base catalysts
As a one-step liquefaction, acid-catalyzed liquefaction of EFB lignin and other lignin residues has been performed and herein the optimized reaction condition for the first step of acid-catalyzed liquefaction was set based on previous studies (Lee and Lee 2017; Jo et al. 2015; Jung et al. 2018). The acid-catalyzed liquefaction produces biopolyol with a high acid number, which might give a negative effect on the subsequent polyurethane synthesis. Thus, the liquefied product obtained after one-step acid-catalyzed liquefaction of EFB lignin (named as polyol-A) was subjected to a second liquefaction in order to increase the biopolyol quality. To understand the effect of adding various catalysts on recondensation and depolymerization reaction of the liquefied products obtained after the first liquefaction followed by neutralization, acid and base catalysts were used in the second liquefaction step.
Figure 2 shows the molecular weight, viscosity and acid number of biopolyols obtained from two-step liquefaction using H2SO4 or NaOH as the second catalyst (named as polyol-AA, polyol-AB, respectively) at 190 °C for 60 min, compared with polyol-A. When H2SO4 was used as the second catalyst, the molecular weight and viscosity of the resulting polyol (polyol-AA) increased from 15,161 to 15,811 g/mol and from 2.63 to 3.51 Pa s, respectively, due to recondensation of degraded fragments (Table 1). On the other hand, the addition of NaOH as the second catalyst gave significantly lower molecular weight (7178 g/mol) and viscosity (0.69 Pa s) of the resulting polyol (polyol-AB). The decrease in molecular weight of polyol-AB when using NaOH as the second catalyst might be due to the presence of nucleophilic reactive functionalities such as –OH groups, which could cleave not only lignin monomer linkages such as C–O–C groups but also other chemical groups such as methoxy groups (Fiori et al. 2000; Xu et al. 2014, 2012). With respect to acid number, polyol-AA showed the highest acid number of 13.7 mg KOH/g due to the addition of acid catalyst, while polyol-AB had zero acid number. Generally, a high acid number of polyol impedes properties of polyurethane because it causes early hardness when preparing polyurethane (Fiori et al. 2000). Based on the above results, NaOH was selected as a second catalyst for the two-step catalyzed liquefaction.

Effect of catalysts on second-step liquefaction. Polyol-A, -AA and -AB refer to fractionated polyols produced from one-step acid catalyzed liquefaction, two-step acid-acid-catalyzed liquefaction and two-step acid–base-catalyzed liquefaction, respectively. Residue was removed after one-step acid-catalyzed liquefaction
Two-step liquefaction process optimization
Effect of reaction time
First, the reaction time was optimized to achieve efficient two-step liquefaction of EFB lignin residue because time is an important factor related to the economic aspect of the production process. Figure 3(a) shows the molecular weight and viscosity of liquefied biopolyols at various reaction times. Chen and Lu (2009) reported that degradation and recondensation reactions occurring during the liquefaction process have a decisive effect on the molecular weight of the material. The molecular weight of biopolyols decreased from 8692 to 7178 g/mol, because degradation reaction was dominant in the range of 10–60 min and then it increased slightly due to the competing recondensation reaction. Next, the viscosity of biopolyols was analyzed. Viscosity is known as an important parameter of a polyol because it is associated with molecular weight. In addition, viscosity is an indicator of how well a polyol mixes with an isocyanate in the polymerization reaction to produce polyurethane (D’Souza et al. 2016). When reaction time increased from 10 to 60 min, the viscosity of biopolyol decreased from 0.79 to 0.69 Pa s, because polymeric compounds remaining after the first-step acid-catalyzed liquefaction degraded into various low molecular weight fragments including phenolic products and polyhydroxy polyols. After 60 min, the viscosity and molecular weight of biopolyol increased due to the predominant recondensation of degraded lignin intermediates and the formation of C–C bonds in the range of 60–180 min (Roberts et al. 2011). In Fig. 3(b), the hydroxyl numbers of biopolyols showed similar values between 766 and 811 mg KOH/g. Li and Ragauskas (2012) mentioned that a suitable hydroxyl number for polyurethane preparation is between 300 and 800 mg KOH/g. Therefore, the obtained biopolyol is suitable for biopolyurethane synthesis. Based on these results, the optimal reaction time for the second-step liquefaction using NaOH catalyst was 60 min, producing a biopolyol with the lowest molecular weight of 7178 g/mol and viscosity of 0.69 Pa s and a suitable hydroxyl number.

Effect of time on second-step liquefaction to produce biopolyol. (a) Molecular weight and viscosity and (b) hydroxyl number. Reaction conditions: liquefaction solvent, PEG 300 and glycerol; liquefaction temperature, 190 °C; acid loading, 1 wt%. Symbols: ◇ molecular weight; ◆ viscosity; ● hydroxyl number
Effect of base catalyst loading
Generally, alkali hydroxide is known to depolymerize lignin into smaller fragments (Pandey and Kim 2011; Strassberger et al. 2014). To confirm how the NaOH loading affects the chemical properties of biopolyol, optimization of catalyst loading was conducted. As shown in Fig. 4(a), there was no significant change in the molecular weight and the viscosity with increasing base catalyst loading from 0.5 to 1 wt%. On the other hand, the molecular weight decreased from 7178 g/mol to 5328 g/mol as the base catalyst loading increased from 1 to 2 wt%, and then, it was almost unchanged. The reduction in molecular weight of biopolyol might be due to the high catalytic activity of NaOH that accelerates the decomposition of lignin units. For the viscosity, it rapidly increased from 0.69 to 2.74 Pa s with increasing NaOH loading from 0.5% to 3% regardless of the molecular weight decrease. The obtained biopolyol becoming more viscous when increasing the amount of base catalyst might be explained by the slurry formation between the catalyst and reactants (Kim et al. 2004; Li et al. 2004). NaOH loading of 2 wt% was selected for producing low molecular weight polyol. The hydroxyl numbers of biopolyols are shown in Fig. 4(b). It increased from 726 to 791 mg KOH/g polyol when the base loading increased from 0.5 to 3 wt%. It is probably due to active cleavage of lignin units and the introduction of hydroxyl groups into the reactant with increased NaOH loading. The hydroxyl number of the biopolyol in the presence of 2 wt% NaOH catalyst loading was 780 mg KOH/g, which is in the range of a suitable hydroxyl index for polyurethane preparation.

Effect of base catalyst loading on second-step liquefaction to produce biopolyol. (a) Molecular weight and viscosity and (b) hydroxyl number. Reaction conditions: liquefaction solvent, PEG 300 and glycerol; liquefaction temperature, 190 °C; time, 60 min. Symbols: ◇ molecular weight; ◆ viscosity; ● hydroxyl number
Effect of temperature
Figure 5 represents the effect of reaction temperature on EFB lignin residue-derived biopolyol production under optimal conditions: liquefaction time of 60 min and base catalyst loading of 2 wt%. Molecular weights of biopolyols decreased from 5328 to 4724 g/mol as temperature decreases from 190 (pre-set temperature in the previous optimization experiment) to 130 °C (Fig. 5(a)). This result indicates that the depolymerization of polyphenolic compounds is predominant during liquefaction with decreasing reaction temperature (Hyon et al. 1997). In case of hydroxyl number of biopolyols, it increased with decreasing molecular weight (Fig. 5 (b)). Accordingly, the biopolyol obtained after second liquefaction at 130 °C had a relatively similar hydroxyl value (816 mg KOH/g) compared with previous studies, indicating that it is suitable for polyurethane preparation (Lee and Lee 2017; Jung et al. 2018). Based on the results, the optimal temperature was selected at 130 °C, where the resulting biopolyol possessed the lowest molecular weight of 4724 g/mol and viscosity of 1.14 Pa s.

Effect of temperature on second-step liquefaction to produce biopolyol. (a) Molecular weight and viscosity and (b) hydroxyl number. Reaction conditions: liquefaction solvent, PEG 300 and glycerol; base catalyst loading, 2 wt%; time, 60 min. Symbols: ◇ molecular weight; ◆ viscosity; ● hydroxyl number
Chemical properties of biopolyurethane elastomer obtained using EFB lignin residue-derived biopolyol
To evaluate the feasible applications of EFB lignin residue-derived biopolyol, the produced biopolyol was simultaneously used for the preparation of biopolyurethane elastomer and biopolyurethane foam using p-TDI and p-MDI as isocyanate, respectively. First, a biopolyurethane elastomer was prepared, and then, thermogravimetric analysis (TGA) was conducted to confirm whether the thermal stability of the resulting biopolyurethane elastomer prepared with EFB lignin-derived polyol was improved. Generally, polyurethane is known as thermally unstable plastic material because urethane bonds are cleaved between 150 and 220 °C (Javni et al. 2000; Damartzis et al. 2011). Thermal stabilities of EFB lignin residue and biopolyurethane elastomer were evaluated by Td10 (10% weight loss temperature) and Td50 (50% weight loss temperature). As shown in Fig. 6(a), Td10 and Td50 values of EFB lignin residue were 238 °C and 371 °C, respectively, and biopolyurethane elastomer showed improved Td10 of 318 °C and Td50 of 386 °C. The improved thermal stability might be due to the increase in intramolecular hydrogen linkages and molecular weight by polymerization of biopolyurethane (Jena et al. 2007). FTIR analysis was also performed to confirm the presence of characteristic functional groups of biopolyol and the resulting biopolyurethane elastomer (Fig. 6(b)). In the biopolyol spectra, it was confirmed that –OH and –CH groups increased compared with EFB lignin residue. It indicates that EFB lignin residue was liquefied successfully via acid–base-catalyzed two-step liquefaction. The C-O groups (1115, 1048 cm−1) increased remarkably due to the ether group of PEG used as solvent. In the biopolyurethane elastomer spectra, intensity reduction of -OH peak was confirmed due to urethane bond formation between –NCO group of isocyanate and -OH group of the biopolyol (Jena et al. 2007). The –C–O–C (1230 cm−1), -N–H (1540 cm−1), -C-N (1600 cm−1), and –C = O (1735 cm−1) peaks attributed to urethane linkages were also observed in the spectrum of the biopolyurethane. Based on the results, a thermally stable biopolyurethane elastomer was synthesized successfully using EFB lignin-derived biopolyol.

Instrumental analysis of EFB lignin residue, biopolyol and biopolyurethane elastomer. (a) TGA curves of EFB lignin and biopolyurethane elastomer. (b) FTIR analysis of EFB lignin, biopolyol and biopolyurethane elastomer
Chemical and mechanical properties of EFB lignin residue-derived biopolyurethane foam
The thermal stability, compressive strength and density of biopolyurethane foam produced from the resulting biopolyol were compared with those of petroleum-derived polyurethane foam. In case of TGA analysis, thermal stabilities were compared based on Td10 and Td50 values, representing the temperature at 10 and 50% mass loss, respectively (Fig. 7). Petroleum-derived polyurethane foam showed Td10 of 295 °C and Td50 of 351 °C. On the other hand, the Td10 and Td50 values of biopolyurethane foam were 287 °C and 339 °C, respectively, showing the thermal stability of biopolyurethane foam was almost similar to petroleum-derived polyurethane foam.

Thermal analysis of petroleum-derived polyurethane foam (a) and biopolyurethane foam (b)
The compressive strength and density were measured to analyze the basic mechanical properties of biopolyurethane foam (Table 2). Compressive strength and density are important factors that affect the physical properties of rigid polyurethane foam as a material for insulator (Thirumal et al. 2008). Compressive strength and density of the petroleum-derived polyurethane foam were 94 kPa and 25 kg/m3, respectively. On the other hand, biopolyurethane foam showed a compressive strength of 99 kPa and density of 24.8 kg/m3. This indicates the biopolyurethane has comparable mechanical properties to the petroleum-derived one. The present biopolyurethane foam has a higher compressive strength than another biopolyurethane foam reported in a previous study (Luo et al. 2013).
Conclusion
Biopolyol was successfully obtained from EFB lignin residue using acid–base-catalyzed two-step liquefaction with sulfuric acid and sodium hydroxide as the catalysts. The molecular weight, viscosity and hydroxyl number of the resulting biopolyol were 4724 g/mol, 1.14 Pa s and 816 mg KOH/g, respectively, which are suitable for biopolyurethane preparation. Moreover, the acid compounds that might decrease the physical properties of biopolyurethane foam were completely removed by the neutralization process. The resulting biopolyol was used for the production of biopolyurethane elastomer and foam with p-TDI and p-MDI as isocyanate, respectively. The biopolyurethane elastomer showed a high Td10 value of 318 °C and Td50 value of 386 °C. The biopolyurethane foam showed similar thermal stability to petroleum-derived polyurethane foam. The compressive strength and density of biopolyurethane foam were 99 kPa and 24.8 kg/m3, respectively, and are comparable mechanical properties to petroleum-derived polyurethane foam. The advantage of this technology is that it is simple and can be directly applied to waste lignin, which is usually considered a low-grade byproduct with a denatured chemical structure obtained from the processing of lignocellulosic biomass.
References
Chen F, Lu Z (2009) Liquefaction of wheat straw and preparation of rigid polyurethane foam from the liquefaction products. J Appl Polym Sci 111:508–516
D’Souza J, Wong SZ, Camargo R, Yan N (2016) Solvolytic liquefaction of bark: understanding the role of polyhydric alcohols and organic solvents on polyol characteristics. ACS Sustain Chem Eng 4:851–861
Damartzis T, Vamvuka D, Sfakiotakis S, Zabaniotou A (2011) Thermal degradation studies and kinetic modeling of cardoon (Cynara cardunculus) pyrolysis using thermogravimetric analysis (TGA). Bioresour Technol 102:6230–6238
El-barbary MH, Shukry N (2008) Polyhydric alcohol liquefaction of some lignocellulosic agricultural residues. Ind Crop Prod 27:33–38
El-Shekeil YA, Sapuan SM, Abdan K, Zainudin ES (2012) Influence of fiber content on the mechanical and thermal properties of Kenaf fiber reinforced thermoplastic polyurethane composites. Mater Des 40:299–303
Erdocia X, Prado R, Corcuera MA, Labidi J (2014) Base catalyzed depolymerization of lignin: Influence of organosolv lignin nature. Biomass Bioenerg 66:379–386
Fiori DE, Ley DA, Quinn RJ (2000) Effect of particle size distribution on the performance of two-component water-reducible acrylic polyurethane coatings using tertiary polyisocyanate crosslinkers. J Coatings Technol 72:63–69
Hu S, Li Y (2014a) Two-step sequential liquefaction of lignocellulosic biomass by crude glycerol for the production of polyols and polyurethane foams. Bioresour Technol 161:410–415
Hu S, Li Y (2014b) Polyols and polyurethane foams from base-catalyzed liquefaction of lignocellulosic biomass by crude glycerol: Effects of crude glycerol impurities. Ind Crop Prod 57:188–194
Hyon S, Jamshidi K, Ikada Y (1997) Synthesis of polylactides with different molecular weights. Biomaterials 18:1503–1508
Javni I, Petrović ZS, Guo A, Fuller R (2000) Thermal stability of polyurethanes based on vegetable oils. J Appl Polym Sci 77:1723–1734
Jena KK, Chattopadhyay DK, Raju K (2007) Synthesis and characterization of hyperbranched polyurethane–urea coatings. Eur Polym J 43:1825–1837
Jo YJ, Ly HV, Kim J, Kim S, Lee E (2015) Preparation of biopolyol by liquefaction of palm kernel cake using PEG#400 blended glycerol. J Ind Eng Chem 29:304–313
Jung JY, Yu J, Lee EY (2018) Completely Bio-based Polyol Production from Sunflower Stalk Saccharification Lignin Residue via Solvothermal Liquefaction Using Biobutanediol Solvent and Application to Biopolyurethane Synthesis. J Polym Environ 26:3493–3501
Kim H, Kang B, Kim M, Park YM, Kim D, Lee J, Lee K (2004) Transesterification of vegetable oil to biodiesel using heterogeneous base catalyst. Catal Today 93:315–320
Kong X, Liu G, Curtis JM (2012) Novel polyurethane produced from canola oil based poly (ether ester) polyols: Synthesis, characterization and properties. Eur Polym J 48:2097–2106
Kwon O, Yang S, Kim D, Park J (2007) Characterization of polyurethane foam prepared by using starch as polyol. J Appl Polym Sci 103:544–1553
Lee JH, Lee EY (2017) Preparation of biopolyol from empty fruit bunch saccharification residue using glycerol and PEG#300 – mediated liquefaction for application to bio-polyester and bio-polyurethane production. J Wood Chem Technol 37:283–293
Levin BC, Paabo M, Fultz ML, Bailey CS (1985) Generation of hydrogen cyanide from flexible polyurethane foam decomposed under different combustion conditions. Fire Mater 9:125–134
Li Y, Ragauskas AJ (2012) Kraft lignin-based rigid polyurethane foam. J Wood Chem Technol 32:210–224
Li ZP, Liu BH, Arai K, Asaba K, Suda S (2004) Evaluation of alkaline borohydride solutions as the fuel for fuel cell. J Power Sources 126:28–33
Liang L, Mao Z, Li Y, Wan C, Wang T, Zhang L, Zhang L (2006) Liquefaction of crop residues for polyol production. BioResources 1:248–256
Lin Y, Hsieh F (1997) Water-blown flexible polyurethane foam extended with biomass materials. J Appl Polym Sci 65:695–703
Lucia LA (2008) Lignocellulosic biomass: A potential feedstock to replace petroleum. BioResources 3:981–982
Luo X, Mohanty A, Misra M (2013) Lignin as a reactive reinforcing filler for water-blown rigid biofoam composites from soy oil-based polyurethane. Ind Crop Prod 47:13–19
Maldas D, Shiraishi N (1996) Liquefaction of wood in the presence of polyol using NaOH as a catalyst and its application to polyurethane foams. Int J Polym Mater 33:61–71
Mohanty AK, Misra M, Drzal LT (2002) Sustainable bio-composites from renewable resources: opportunities and challenges in the green materials world. J Polym Environ 10:19–26
Naik SN, Goud VV, Rout PK, Dalai AK (2010) Production of first and second generation biofuels: a comprehensive review. Renew Sust Energ Rev 14:578–597
Pandey MP, Kim CS (2011) Lignin depolymerization and conversion: a review of thermochemical methods. Chem Eng Technol 34:29–41
Roberts VM, Stein V, Reiner T, Lemonidou A, Li X, Lercher JA (2011) Towards quantitative catalytic lignin depolymerization. Chem-Eur J 17:5939–5948
Saunders KJ (1988) Polyurethanes. Organic polymer chemistry. Springer, Dordrecht, pp 358–387
Strassberger Z, Tanase S, Rothenberg G (2014) The pros and cons of lignin valorisation in an integrated biorefinery. RSC Adv 4:25310–25318
Tan S, Abraham T, Ference D, Macosko CW (2011) Rigid polyurethane foams from a soybean oil-based polyol. Polymer 52:2840–2846
Thirumal M, Khastgir D, Singha NK, Manjunath BS, Naik YP (2008) Effect of foam density on the properties of water blown rigid polyurethane foam. J Appl Polym Sci 108:1810–1817
Tran MH, Lee EY (2018) Green Preparation of Bioplastics Based on Degradation and Chemical Modification of Lignin Residue. J Wood Chem Technol 38:460–478
Watkins D, Nuruddin M, Hosur M, Tcherbi-Narteh A, Jeelani S (2015) Extraction and characterization of lignin from different biomass resources. J Mater Res Technol 4:26–32
Xiao W, Niu W, Yi F, Liu X, Han L (2013) Influence of crop residue types on microwave-assisted liquefaction performance and products. Energy Fuels 27:3204–3208
Xu C, Arancon RAD, Labidi J, Luque R (2014) Lignin depolymerisation strategies: towards valuable chemicals and fuels. Chem Soc Rev 27:3204–3208
Xu J, Jiang J, Hse C, Shupe TF (2012) Renewable chemical feedstocks from integrated liquefaction processing of lignocellulosic materials using microwave energy. Green Chem 14:2821–2830
Ye L, Zhang J, Zhao J, Tu S (2014) Liquefaction of bamboo shoot shell for the production of polyols. Bioresour Technol 153:147–153
Yip J, Chen M, Szeto YS, Yan S (2009) Comparative study of liquefaction process and liquefied products from bamboo using different organic solvents. Bioresour Technol 100:6674–6678
Yu F, Liu Y, Pan X, Lin X, Liu C, Chen P, Ruan R (2006) Liquefaction of corn stover and preparation of polyester from the liquefied polyol. Appl Biochem Biotechnol 130:574–585
Acknowledgment
This work was supported by the R&D Program of the Ministry of Trade, Industry and Energy (MOTIE)/Korea Evaluation Institute of Industrial Technology (KEIT) (Project No. 10049675). This research was also supported by the C1 Gas Refinery Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Science and ICT (2015M3D3A1A01064882).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Lee, Y., Tran, M.H. & Lee, E.Y. Acid–base-catalyzed two-step liquefaction of empty fruit bunch lignin residue for preparation of biopolyol and high-performance biopolyurethanes. Wood Sci Technol 55, 315–330 (2021). https://doi.org/10.1007/s00226-021-01267-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-021-01267-9