
Abstract
The effects of molecular weight of PF resin on the deformation behaviour of NaClO2 treated resin-impregnated wood during compression were investigated. Blocks of Japanese cedar were subjected to 2% NaClO2 aqueous solution. This was repeated up to four times resulting in a weight loss of 28%. Treated and untreated samples were impregnated with PF resin having different molecular weight. With increasing molecular weight, weight gain and volume gain decreased for untreated PF resin-impregnated wood, while NaClO2 treated wood impregnated with high molecular weight PF resin showed almost double the weight gain compared to untreated condition. NaClO2 treatment has shown considerable potential for high compression of PF resin-impregnated wood at lower pressing pressure regardless of the molecular weight of the resin. Low to high molecular weight resin was shown to penetrate into NaClO2 treated wood as estimated by weight gain contributing to the plasticization of cell wall considerably and thus resulting in cell wall collapse at low pressing pressure. The density of NaClO2 treated wood impregnated with high molecular weight resin attained a value of over 0.8 g/cm3 which is close to the density of untreated wood impregnated with low molecular weight resin. Such compressed wood exhibited high dimensional stability after boiling for 3 h. Thus, the penetration of resin into wood contributes to highly compressed dimensional stable resin-impregnated wood at low pressing pressure.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Wood as a raw material has decisively contributed to the benefit of mankind since its appearance on earth. This long evolution has allowed wood to become an integral part of the ecological cycle. Termites and fungi have evolved with the capacity to digest wood, and the biodegradable character makes wood an environmental friendly material. Therefore, wood is still one of the most important raw materials used in making thousands of products, from building materials to plastics. There are, however, some properties of wood that are often perceived as negative by the end-user such as dimensional instability with changing moisture, low durability and unsatisfying mechanical properties. In order to enhance the properties of wood, a number of studies have been carried out in terms of resin impregnation and compression.
PF resin impregnation and compression at considerably high hot pressing pressure is attractive for the improvement of strength properties, dimensional stability and durability of wood against decay (Stamm and Seborg 1955). Inoue et al. (1991) found that almost complete fixation of compressed state occurred using PF resin results in high dimensional stability. Also PF resin impregnation caused improved mechanical properties and dimensional stability of bamboo (Deka and Saikia 2000; Anwar et al. 2009). The impregnation of melamine resin also improved the mechanical properties and dimensional stability of wood (Gindl et al. 2003).
The potential strength of PF resin-impregnated compressed wood has been extensively studied by Yano et al. (Yano et al. 1997, 2001; Yano 2001). When wood selected based on sound velocity was impregnated with low molecular weight PF resin and hot pressed at a pressing pressure of 50–80 MPa, the bending strength reached 520–530 MPa (Yano et al. 1997). Furthermore, when lignin and hemicelluloses were removed from the wood and the specimens were impregnated with low molecular weight PF resin and hot pressed at high pressure (50–80 MPa), the Young’s modulus and bending strength attained 62 GPa and 670 MPa, respectively (Yano et al. 2001).
However, the commercial use of this admirable material is severely limited by its high pressing pressure compared to pressing pressures of ordinary wood composites or commercially used PF resin-impregnated compressed wood (Compreg). Hence, the authors developed a method to obtain highly compressed wood at low pressing pressure based on the analysis of the deforming behaviour of PF resin-impregnated wood (Shams et al. 2004; Shams and Yano 2004). To obtain further drastic deformation of PF resin-impregnated wood under compression, the effect of the removal of the matrix substances of the cell wall prior to resin impregnation was studied. Lignin removing treatment using NaClO2 could significantly reduce Young’s modulus of wood perpendicular to the fibre and is effective in utilizing collapse efficiently to obtain a high-strength resin-impregnated wood at a pressing pressure as low as 1 MPa (Shams et al. 2005).
Thus, the plasticization of cell wall is the dominant factor for initiating collapse at lower pressing pressure. Especially, PF resin is effective since it polymerizes before curing and fixes the deformation condition permanently after curing. However, the plasticization effects of PF resin might be influenced by the molecular weight of the resin because molecular size of the resin certainly affects the penetration of resin into cell walls. In this study, the deformation behaviour of NaClO2 treated PF resin-impregnated wood was investigated in relation to the molecular size, pH and solvent types of the resin.
Materials and methods
Raw material
The raw material was Japanese cedar (Cryptomeria japonica) with an air-dried density of 0.34 g/cm3. Flat sawn grain specimens with dimensions of 14 mm (longitudinal) × 14 mm (tangential) × 8 mm (radial) were cut in a series from the sapwood portion of a block. Average annual rings width was 1.7 mm.
Sodium chlorite (NaClO2) treatment
Oven-dried wood blocks were treated with 2% aqueous solution of NaClO2 at 45°C for 12 h. Acetic acid was added to adjust the pH to 4.5. The treatment was repeated up to four times followed by rinsing with running water for 6 h. With these treatments, about 28% weight loss was found.
Treatment with phenol formaldehyde (PF) resin
Seven types of PF resin were supplied from Gui-E-Chemical Industry, Japan as shown in Table 1. Resin types A, B, C are utilized for making Compreg. Resin type D is used as a binder for making tabletops. Resin type E and F are a novolac type resin produced by an acid catalyst to have linear molecular chain. Resin type G is a resole resin that is produced with an alkaline catalyst and a molar excess of formaldehyde.
Four NaClO2 treated and untreated specimens were soaked in 10% aqueous solution of different types of PF resin. The specimens were kept under vacuum for 12 h, then the pressure was released and they were kept at room temperature for 12 h. This process was repeated four times in order to obtain complete penetration of the solution into the wood. After air-drying for 3 days, specimens were subjected to freeze-drying for 2 days to avoid shrinkage during drying. Weight percentage gain (WPG) and volume percentage gain (VPG) due to the treatment were determined using oven-dried weight and volume before and after treatment. For regulating the moisture content, the samples were conditioned in the humidity chamber at 20°C and 65% relative humidity (RH) for 3 days. Finally, the moisture content of the samples ranged between 10 and 12%.
Procedure of wood deformation
Four specimens of each resin type were compressed at 140°C and 10 mm/min in the radial direction up to 2 MPa using hot plates fixed to the Instron universal testing machine UTM 5582. The crosshead movement, load and accumulated time were logged using a computer attached to the UTM. UTM is designed to move precisely and can be programmed to press wood blocks at the desired speed and load. To ensure that platens compress each wood block in an accurate radial direction, a technique was developed to measure and correct platen misalignment.
The strain applied on specimens was based on the movement of the top platen. System error or deflection of the platens might cause errors during movement. A preliminary experiment was carried out to quantify such errors in the platens. The top platen moved downwards until contact to the bottom platen. Contact was pointed out by sudden increase in the load. Additional movement occurred when the top platen was further moved downwards after initial contact with the bottom platen and is recorded as extension on the UTM. The additional strain due to displacement caused some errors in calculating the strain applied on each specimen. Load–displacement curve shows a curvilinear shape up to 1 KN, indicating a great deviation of displacement up to 1 KN. A regression equation from the linear region was used to remove additional displacement as a function of load, and these corrections were applied up to 1KN.
During testing, wood block was placed at the middle position of the bottom platen. UTM was programmed to position the top platen and extend by a certain pressure to compress the block. At the end of pressing (2 MPa), the crosshead movement was stopped and the distance between hot plates was held for 30 min to ensure resin curing.
The relationship between pressing pressure and density was determined based on stress–strain curves. Pressing pressure was measured using the load mounted on the testing machine. Density was evaluated based on the final weight of the compressed samples and changes of thickness during compression provided that area of the sample changed linearly with decreasing thickness.
Water absorption (WA) and thickness swelling (TS)
Four NaClO2 treated and untreated specimens were subjected to boiling water for 3 h. Water absorption (WA) and thickness swelling (TS) were calculated based on oven-dried weight and thickness of the specimens.
Results and discussion
Table 2 shows weight percentage gain (WPG) and volume percentage gain (VPG) of wood due to PF resin impregnation. As expected, with increasing average molecular weight, weight gain decreased for untreated wood. Remarkable differences of WPG were not observed between NaClO2 treated and untreated wood for resin types A, B, C and G. However, significant differences of weight percentage gain were observed for D, E and F types of resin. For example, the weight gain of untreated wood due to E type resin was 21.45% while it was 47.20% for NaClO2 treated wood, twice as high as that of untreated wood. The effect of increasing molecular weight was especially conspicuous in the decreasing of volume percentage gain. The volume percentage gain (VPG) can be considered as an index of volume increase rate of the cell well. Hence, the more molecular weight increases the less quantity of PF resin maintained in the cell wall. It might be interesting to evaluate the volume percentage gain for treated samples; however, the volume percentage gain of treated samples is difficult to calculate because of the softness of the samples due to NaClO2 treatment.
Figure 1 shows the typical stress–strain curve of oven-dried wood compressed in the radial direction. Wood deforms in an elastic manner at the beginning of compression. A yield point occurs at the onset of the cell wall collapse. After that wood continues to deform at a nearly constant stress level, which is called collapse dominant region. The characteristic feature of this region is high compression at lower applied stress. When most of the cells are collapsed, the post collapse region begins. The characteristic feature of this region is the densification of wood with a rapid increase in stress as the compression continues.

Typical stress–strain curve of oven-dried wood compressed in the radial direction (Shams et al. 2004)
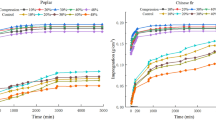
A more practical expression of the stress–strain relationship is the pressing pressure–density relationship, since density is an important parameter in determining the change in mechanical properties of resin-impregnated compressed wood (Shams et al. 2004). The relationship between pressing pressure and density of untreated wood as a function of molecular weight of PF resin is depicted in Fig. 2a. There was a drastic change in density due to resin impregnation. The control sample did not show any deformation at a pressing pressure of 2 MPa, while A, B and C type resin-impregnated wood showed a great extent of compressibility. Low molecular weight resin-impregnated wood (A, B, C) having weight percentage gain of 36–38% and VPG 7–10% enabled a discernible increment of density (0.9 g/cm3) at a pressing pressure of 2 MPa. On the contrary, high molecular weight resin-impregnated wood (E, F) having WPG of 16–18% and VPG about 4% attained a density of around 0.6 g/cm3 at a pressing pressure of 2 MPa. The differences in density may be attributable to the difference in collapse initiating pressure. For example, low molecular weight impregnated wood initiated collapse at around 0.7 MPa, whilst high molecular weight impregnated wood initiated more than 1.5 MPa. Furono et al. (2004) reported that low molecular weight resin penetrated easily into the cell walls, whilst high molecular weight resin filling the cell wall lumen and penetration of resin into the cell wall was very small in quantity. It indicates that low molecular weight resin remaining in the cell wall causes significant softening of the cell wall and thus inducing the reduction in Young`s modulus in the cross fibre direction which results in collapse at lower pressing pressure. Since most of the collapse occurred in the collapse dominant region (Shams and Yano 2004), a significant increment of density occurred for low molecular weight resin-impregnated wood (A, B, C) compared to high molecular weight resin-impregnated wood (E, F).

Effects of molecular weight of PF resin on the densification of untreated and NaClO2 treated resin-impregnated compressed wood. Pressing temperature 140°C and pressing speed 10 mm/min. Legend A–G refers to Table 1. (a) Untreated (b) treated
Despite high molecular weight, G type resin showed considerable deformation at low pressing pressure as shown in Fig. 2a. According to Table 1, pH value of the resin is 12 indicating that presence of high alkalinity of resin may have a pronounced effect on the densification of resin-impregnated wood. High alkaline PF resin caused a decrease in modulus of elasticity of wood and suggested a detrimental swelling of crystalline cellulose and weakening of the inter-molecular bonding of cellulose (Kajita 1992). This result is further confirmed by Shams and Yano (2009) who evidenced that alkaline treatment enhances the densification of resin-impregnated wood at low pressing pressure.
Figure 2b shows the changes of density against pressing pressure due to NaClO2 treatment. The density of low molecular weight resin-impregnated wood (A, B, C) reached over 1.0 g/cm3 at a pressing pressure of 2 MPa, almost 10% higher compared to untreated wood resin-impregnated wood (Fig. 2a). Interestingly, a drastic change in density was noticed for D type resin. The density of D type resin reached 1.0 g/cm3 at a pressing pressure of 2 MPa, a value of more than twice the one of untreated condition. This is due to the fact that the weight percentage gain of D type resin increased twice as much compared to untreated condition, demonstrating that high resin content has a pronounced effect on the compressive deformation of wood.
Interestingly enough when looking at the density of 1 MPa, a practical pressing pressure for the production of plywood, NaClO2 treatment has shown considerable potential for high compression of PF resin-impregnated wood regardless of the molecular weight of resin; that is NaClO2 treated wood deformed significantly whilst control samples did not. This finding indicates that when NaClO2 treated PF resin-impregnated Japanese cedar veneers are laminated on both surfaces of stacked veneers prior to hot pressing, plywood having selectively densified surfaces and a moderate specific gravity as a whole product can be obtained at one-shot hot pressing.
The effect of various types of PF resin treatment on water absorption (WA) and thickness swelling (TS) is shown in Table 3. Treated and untreated wood impregnated with low molecular weight PF resin (A, B, C) exhibited high dimensional stability. When wood is treated with low molecular weight, it is easy to penetrate into the cell wall and after curing of resin, a bulk product is formed which did not leach out in water. Low molecular weight PF resin is reported to fix the compressive deformation of compressed wood resulting in higher dimensional stability (Ryu et al. 1991; Inoue et al. 1991, Kajita and Mukudai 1991). Resins with heavier molecular weight are not able to diffuse through the cell wall and will mainly occupy the lumen (Kajita and Mukudai 1991; Furono et al. 2004). Even after impregnation of high molecular weight PF resin, NaClO2 treated wood reduced both thickness swelling and water absorption compared to untreated wood. This could be related to the higher weight gain percentage of the NaClO2 treated samples as can be seen in Table 2. Thus, penetration of resin into wood contributes to highly compressed, dimensional stable resin-impregnated wood at low pressing pressure.
Conclusion
NaClO2 treatment is a promising treatment for the production of highly compressed PF resin-impregnated wood at low pressing pressure regardless of the molecular weight of the resin. The density of NaClO2 treated wood impregnated with high molecular weight resin was over 0.8 g/cm3, being close to the density of untreated wood impregnated with low molecular weight resin. Such treated compressed wood showed excellent dimensional stability. Thus, penetration of resin into wood contributes to highly compressed dimensional stable resin-impregnated wood at low pressing pressure. Such treated wood elements present promising surface materials for the manufacture of sandwich-like panels which give high strength and dimensional stability with a moderate specific gravity at one-shot application.
References
Anwar UMK, Paridah MT, Hamdan H, Sapuan SM, Bakar ES (2009) Effect of curing time on physical and mechanical properties of phenolic treated bamboo strips. Ind Crop Prod 29:214–219
Deka M, Saikia CN (2000) Chemical modification of wood with thermosetting resin: effect on dimensional stability and strength property. Bioresour Technol 73:179–181
Furono T, Imamura Y, Kajita H (2004) The modification of wood by treatment with low molecular weight Phenol-formaldehyde resin: a properties enhancement with neutralized phenolic resin and resin penetration into wood cell walls. Wood Sci Technol 37:349–361
Gindl W, Zargar-Yaghubi F, Wimmer R (2003) Impregnation of softwood cell walls with melamine-formaldehyde resin. Bioresour Technol 87:325–330
Inoue M, Norimoto M, Otsuka Y, Yamada T (1991) Surface compression of coniferous Lumber III. Permanent set of the surface compression layer by a water solution of low molecular weight phenolic resin. Mokuzai Gakkaishi 37(3):234–240
Kajita H (1992) Report of grant in aid for scientific research (no: 01560193) from the Ministry of Education, Japan
Kajita H, Mukudai J (1991) Improvement of particleboard properties by impregnation of phenolic resin—effect of resin molecular weight. International Symposium on chemical modification of wood, Kyoto, Japan
Ryu JY, Takahashi M, Imamura Y, Sato T (1991) Biological resistance of phenol-resin treated wood. Mokuzai Gakkaishi 37(9):852–858
Shams MI, Yano H (2004) Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin II Effects of processing parameters. J Wood Sci 50:343–350
Shams MI, Yano H (2009) A new method for obtaining high strength phenol formaldehyde (PF) resin impregnated wood composites at low pressing pressure. J Trop Sci 21:175–180
Shams MI, Yano H, Endou K (2004) Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I. Effects of pressing pressure and pressure holding. J Wood Sci 50:337–342
Shams MI, Yano H, Endou K (2005) Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin III Effects of sodium chlorite treatment. J Wood Sci 51:234–338
Stamm AJ, Seborg SM (1955) Forest products laboratory resin-treated laminated compressed wood (Compreg). Forest Product Lab. Report 1381 Rev
Yano H (2001) Potential strength for resin impregnated compressed wood. J Mat Sci Lett 20:1127–1129
Yano H, Hirose A, Inaba S (1997) High strength wood based materials. J Mat Sci Lett 16:1906–1909
Yano H, Hirose A, Collings PJ, Yazaki Y (2001) Effects of removal of matrix substances as a pretreatment in the production of high strength resin impregnated wood based materials. J Mat Sci Lett 20:1125–1126
Acknowledgments
The authors would like to thank Gui-E-Chemical Industry Ltd. for supplying different types of phenol formaldehyde (PF) resins. M. I. Shams acknowledges the financial support of the JSPS Postdoctoral Fellowship for Foreign Researchers from the Japan Society for the Promotion of Science.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Shams, M.I., Yano, H. Compressive deformation of phenol formaldehyde (PF) resin-impregnated wood related to the molecular weight of resin. Wood Sci Technol 45, 73–81 (2011). https://doi.org/10.1007/s00226-010-0310-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-010-0310-1