
Abstract
Due to low thermal conductivity and high chemical reactivity, the aerospace alloy Ti-6Al-4 V has a high cutting temperature and poor machinability in metalworking operations. It results in poor workpiece quality and low tool life, which increases the processing costs. Therefore, an efficient cooling-lubrication technique is requested to solve this problem. Herein, a new system, supercritical CO2 mixed with nanofluid minimum quantity lubrication (SCCO2-NMQL), is used for the cutting process. Supercritical CO2 (SCCO2) produces a low-temperature jet field because of the Joule–Thomson effect after injection and delivers the nanofluids deep into the cutting zone for cooling and lubricating during the cutting process. In this work, the effectiveness of SCCO2-NMQL cooling-lubrication in turning Ti-6Al-4 V was compared with that of other lubrication conditions (i.e., dry cutting, SCCO2, and supercritical CO2 mixed with minimum quantity lubrication (SCCO2-MQL), respectively), in terms of cutting zone temperature, cutting force, surface roughness, and tool wear. In comparison with dry cutting, SCCO2, and SCCO2-MQL, the cutting temperature drops of SCCO2-NMQL are more than 25%, 15%, and 12%, respectively. The use of SCCO2-NMQL cooling conditions provides lower cutting force and a superior surface finish. Moreover, the SCCO2-NMQL cooling condition has the potential to offer a sufficient cooling-lubrication function to tool wear. Results of the work indicate that SCCO2-NMQL can act as an efficient cooling-lubrication technique.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Owing to high strength, low weight, good corrosion resistance, and excellent high-temperature performance, lucrative characteristics of titanium alloys enabled them to attain functional dominance [1]. In recent years, titanium alloys have been frequently used in the aerospace and defense industries [2]. Among titanium alloys, Ti-6Al-4 V has a very low thermal conductivity, resulting in a higher cutting temperature, which belongs to the typical difficult-to-cut material. It has been proven that the highest temperature in the cutting zone when cutting Ti-6Al-4 V can even exceed 1000 °C [3, 4]. The thermal property of Ti-6Al-4 V can be considered responsible for the diffusive and adhesive wear mechanisms [5]. Moreover, its high chemical activity at high temperatures makes it easy to react with oxygen and hydrogen in the air, forming a surface hardening layer, which will also exacerbate tool wear. Therefore, effective cooling and lubrication methods are needed to remove cutting heat.
Wet cutting is the most common cooling method in cutting titanium alloy. The emulsion-based lubricants can be effective between 30 and 60 m/min. However, cutting fluid and its oil mist are the main sources of severe workshop environments, ecological pollution, and health threats to operators. In addition, cutting fluids’ production, storage, transportation, maintenance, use, and disposal are costly. Therefore, developing green and sustainable cutting fluid (oil) and environmentally efficient cooling-lubrication methods is more urgent in the field of metal cutting, and cryogenic cooling and minimum quantity lubrication (MQL) arise at the moment.
Cryogenic cooling is employed to reduce the heat generated through the cutting process on the tool, workpiece, and chips, utilizing a cryogenic refrigerant effectively. Liquid nitrogen (LN2) and CO2 are often used as cryogenic refrigerants given the aspect of environmental impact. In processing, this technology can strengthen the shear fracture of chips, inhibit the failure of lubricant under heat, and reduce tool wear. Venugopal et al. [6] compared tool wear for turning Ti-6Al-4 V when dry, flood, and cryogenic coolant of LN2 was employed. The authors concluded that the cryogenic LN2 limited the temperature of the cutting zone to reduce adhesion–dissolution–diffusion tool wear, and the tool life increased. Danish et al. [7] compared dry, MQL, cryogenic CO2, and cryogenic LN2 for turning Inconel 718 based on cutting force, tool wear, and surface roughness. LN2 was proved to be significant to reduce such machining outputs. Moreover, total machining costs and energy usage were reduced by 18% through using cryogenic LN2 in comparison. However, it has been proven that the extremely low temperature under LN2 cooling leads to brittleness behavior in Ti-6Al-4 V, resulting in a high cutting force. In addition, the transportation of liquid nitrogen requires heat insulation, which means the transportation pipe must be covered with thick insulation cotton to prevent the temperature from dropping. These problems put higher requirements on the cutting environment and make more limitations in the application of cryogenic LN2 cooling.
Another most common medium for cryogenic machining is CO2 which is stored in high-pressure gas cylinders normally. When it comes out of the nozzle and fuses with ambient air, it becomes gas and solid-dry ice. Jamil et al. [8] were devoted to investigating the effectiveness of LN2 and CO2 compared to dry cutting in terms of cutting forces, temperature, surface roughness, tool wear, chip shape, and morphology analysis in the turning of Ti-6Al-4 V. Findings have shown 14–20% and 62% lower cutting temperatures under CO2 compared to LN2 and dry cutting under 100 m/min respectively. Also, there were overall less tool wear, cutting forces, and surface roughness, with maximum chip curl diameter under CO2 followed by LN2 and dry condition. Furthermore, Clarens et al. [9] innovatively proposed the application of supercritical CO2 (SCCO2) in metal cutting to achieve the functions of lubrication, cooling, and chips removal. SCCO2 refers to CO2 fluid whose temperature and pressure are higher than the critical temperature and pressure. The critical temperature of carbon dioxide Tc = 31.1 °C and the critical pressure Pc = 7.28 MPa [10]. Supekar et al. [11] investigated the feasibility of using SCCO2 in the micromilling of stainless steel and copper. Analysis shows that tool wear, specific cutting energy, burr formation, and surface roughness by using SCCO2 were reduced to varying degrees in both materials compared to dry machining. The SCCO2 in high pressure expands at the nozzle exit and produces a low-temperature jet field because of the Joule–Thomson effect, which takes away the cutting heat and achieves endothermic cooling. Wang and Clarens [12] proposed an analytical framework for assessing metalworking fluid penetration into the flank cutting zone in orthogonal cutting which is based on the Navier–Stokes equation and the Reynolds equation, and validated the accuracy of the model through turning experiments. The result showed that SCCO2 with lubricant does penetrate the cutting zone completely and its penetration is much higher than the conventional emulsion and straight oil. Because SCCO2 has good dissolving capacity and permeability, it can be a medium of lubricant. The jet which is made through SCCO2 and lubricant not only has good cooling effect, but also has the potential to improve lubrication. More importantly, SCCO2 can be transported at room temperature compared with LN2, which is why it could be widely used.
Different from cryogenic machining, MQL is another green and efficient cooling-lubrication method that uses extremely small amounts of lubricant. It not only reduces the amount of lubricating oil to a very small degree (generally 0.03 ~ 0.2 L/h) but also introduces a cooling-lubrication medium, which can greatly improve the cutting performance. In addition, vegetable oils which are extracted mostly from plant seeds such as coconut, sunflower, soybean, rapeseed, olive, and palm are gradually replacing the harmful cutting fluids and making the production environment more sustainable in MQL. Sankaranarayanan et al. [13] analyzed the prospect of accomplishing sustainable green manufacturing through the deployment of eco-friendly cutting fluids based on vegetable oil. They reviewed and compared the appropriateness of several vegetable oils for various metal-cutting applications, and thought that vegetable oils have a good application prospect. In processing when using MQL, atomized micron droplets are sprayed into the cutting zone to reduce friction and cutting heat. It is widely believed that MQL can improve the machinability of difficult-to-cut materials [14, 15]. However, problems still exist, for example, insufficient cooling and rupture of the lubricating oil film when processing difficult-to-cut materials including Ti-6Al-4 V. Khanna et al. [16] explored the machining of Ti-6Al-4 V under flood, MQL, and cryogenic machining based on the machining performance and life cycle analysis. The authors summarized that MQL machining has lower impacts on the environment, but it is not sustainable as it has 75% reduced tool life and a higher cutting force and surface roughness in comparison. Nanofluid minimum quantity lubricant (NMQL) as an advancement to MQL is carried out to enhance the performance of MQL regarding cutting of titanium alloys.
Nanofluids, adding a certain proportion of nanoparticles to the lubricating oil, are considered potential lubricants to improve the cooling performance of lubricants because of their excellent heat transfer and tribological properties. Ferrouillat et al. [17] investigated the convective heat transfer of SiO2/water colloidal suspensions at different proportions, flow rates, and temperatures. The result showed that the heat transfer capacity of fluids with the inclusion of nanoparticles has enhanced from 10 to 60% in comparison. Nanofluids have good friction-reduction and wear-resistance performance because of the protective film formed by nanoparticles at the cutting interface. Although the film is thin, it is of great significance to improve the tribological properties of the surface. Sayuti et al. [18] machined aerospace AL6061-T6 to investigate the influence of SiO2 nanofluids on the morphology of the machined surface. From the experimental results and analysis, 0.2% SiO2 nanoparticles can enhance the film by breaking the process from the rolling action and increasing the growth. Bai et al. [19] studied the performances of six 1.5 wt% nanofluids in milling Ti-6Al-4 V compared with MQL. The result indicated that SiO2 and Al2O3 nanofluids had better performance regardless of milling force, surface roughness, and morphology. Furthermore, the SiO2 and Al2O3 nanoparticles are more suitable as environment-friendly additives for the base oil. The application of nanofluids in the MQL technique not only exhibits all the advantages of MQL machining but also eases the fatal defect of insufficient heat transfer capability.
As shown above, cryogenic cooling has a better cooling capacity and MQL has a better lubricating ability. Therefore, the combination of cryogenic cooling and MQL is developed to take advantage of both technologies. Holistic literature on hybrid N2-MQL [20] and CO2-MQL [21, 22] has shown outperformed results in cutting difficult-to-machine materials at elevated cutting speeds. Cai et al. [23] evaluated the cutting force, cutting temperature, surface morphology, and surface roughness when they machined Ti-6Al-4 V under four cutting environments including SCCO2-MQL. The authors’ findings have shown that SCCO2-MQL is better than dry and SCCO2 in the above aspects expect surface roughness at cutting speeds below 40 m/min.
Therefore, a new system mixing SCCO2 with nanofluid minimum quantity lubricant (SCCO2-NMQL) application as a cooling and lubricating method was developed. SCCO2 not only acts as the carrier of nanofluids because of its great dissolving capacity but also has a good cooling effect on the cutting zone. Meanwhile, NMQL can also improve the cooling and lubrication effects. In this work, Ti-6Al-4 V was subjected to turning tests, where the efficiency of SCCO2-NMQL was compared with that of dry cutting, SCCO2, and SCCO2-MQL techniques regarding the performances including cutting force, cutting temperature, surface roughness, and tool wear. Finally, it is concluded that SCCO2-NMQL can provide better cutting conditions in the green turning of Ti-6Al-4 V, to achieve the sustainability of cutting difficult-to-cut materials.
2 Experimental setup
2.1 Materials and methods
The workpiece is Ti-6Al-4 V with a diameter of 100 mm. Its elemental composition is shown in Table 1. The machining tests are conducted using a CA6140 lathe, and the cutting tool is WNMG432MS carbide turning cutters shown in Table 2 which is often used to turn titanium alloy. Silicon dioxide (SiO2) nanoparticles were chosen as an additive because they are widely used as a solid lubricant. Vegetable oils have been investigated as a sustainable, biodegradable, and eco-friendly alternative. The vegetable oil Mircolube Cryo 55 is used as both the base liquid for the manufacture of nanofluids and the lubricating oil (Fig. 1). Mircolube Cryo 55 has good lubrication performance and biodegradability, and is an environmentally friendly lubricant. Sodium dodecyl sulfate (SDS), a kind of surfactant, is used to ensure stable dispersion of the nanoparticles in the lubricant. Once many nanoparticles coalesce to form large particles, they will be likely to affect the effect of nanofluids and damage the surface of the workpiece. Nanofluids were prepared by a two-step process. Firstly, the nanoparticles, which had been weighed as expected by an electronic scale, were directly added to the weighed lubrication, and then a certain number of surfactants were added. After half an hour of ultrasonic vibration in the ultrasonic cleaner, the nanofluids with stable dispersion of nanoparticles could be obtained and put into use through the liquid path. The operation diagram of the two-step preparation of nanofluids is shown in Fig. 2a. The parameters of nanofluids are shown in Table 3.
Turning process parameters are shown in Table 4. The control variable method was used, and a single factor test was carried out at the appropriate level. The influence of cutting conditions on the detection parameters was studied by changing the parameters of cutting speeds at different cutting conditions. The experimental cutting time of each group is 20 s, and the data of detection parameters are taken from the last 10 s.
2.2 Experimental scheme
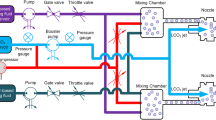
A schematic of the SCCO2-NMQL delivery system is shown in Fig. 1. Under the SCCO2-NMQL condition, the liquid CO2 in the CO2 tank was pressurized by the booster pump, and heated in the heater, until the pressure and temperature of CO2 reached 7.5 MPa and 35 °C, exceeding its critical pressure of 7.28 MPa and critical temperature of 31.1 °C, respectively. Then, it was transferred to the mixing chamber, where it was fully mixed with nanofluids. The ratio of SCCO2 to nanofluids in the mixing chamber was controlled by a control valve. After mixing, SCCO2 and nanofluids were atomized through the atomizer and sprayed through the nozzle into the cutting zone. In the SCCO2-MQL cooling condition, the nanofluids were replaced with vegetable oils without nanoparticles. Even for the SCCO2 cooling condition, the control valve of nanofluids was closed. The SCCO2-NMQL equipment is jointly developed by us and the company Dongguan Armorine Machinery Manufacturing Technology Co., Ltd., China. The SCCO2-NMQL system equipment and external related equipment are shown in Fig. 2b.

Schematic of SCCO2-NMQL delivery system

Experimental: a preparation of nanofluids by two-step method. b The SCCO2-NMQL system equipment and external related equipment. c Schematic of response measurements
The detection parameters are cutting zone temperature, cutting force, surface roughness, and tool wear. The cutting force in three directions was measured by an online force measurement system including a multicomponent dynamometer (Kistler 9257B, Kistler Instrument), a multichannel charge amplifier for multicomponent force measurement (Kistler 5070A, Kistler Instrument), and a personal computer (PC)–based data acquisition system (Dynoware). The surface roughness was observed by a 3D laser measuring microscope (VK-X250, Keyence). As for surface morphology and tool wear, a tungsten filament scanning electron microscope (JSM-6490LV, JEOL) was used. The thermal imager (FLIR A655sc, FLIR) was used to observe the overall temperature distribution of the measured target in the whole process. The schematic of the experimental setup including cooling and response measurements is shown in Fig. 2c.
3 Results and discussion
3.1 Temperature
The cutting heat generated by turning is 50–80% taken away by chips, 10–40% passed into turning tool, 3–9% passed into the workpiece, and about 1% passed into the surrounding air [24]. The higher temperature affects not only the tool life but also the surface quality of the workpiece. Therefore, cutting zone temperature is an important index to evaluate the cooling effect. The temperature of each cutting condition was measured by a thermal imager to evaluate the cooling capacity of each strategy during Ti-6Al-4 V turning, as can be seen in Fig. 3. It can be seen that with the increase of cutting speed, cutting zone temperature has been increasing which is because of more metal removal per unit time, more work consumption, and more cutting heat generated. When vc = 160 m/min under dry cutting, the cutting zone temperature zone increases sharply because the tool rapidly enters the stage of sharp wear, the cutting heat generated by friction increases, and the tool breaks.

The variation of the maximum cutting zone temperature under dry, SCCO2, SCCO2-MQL, and SCCO2-NMQL cutting conditions
At the same time, it can be seen that SCCO2, SCCO2-MQL, and SCCO2-NMQL cooling conditions all have a better cooling effect compared with dry cutting, and the cooling effect under different cutting speeds is SCCO2-NMQL > SCCO2-MQL > SCCO2. The temperature difference between SCCO2-MQL and SCCO2 is less than 10%, and it is at most 41 °C at 160 m/min. It can be said that the cooling effect of SCCO2-MQL is not different from that of SCCO2, and in general, SCCO2-MQL is slightly better than SCCO2. When vc = 70 m/min, the cutting zone temperature under the cooling condition of SCCO2-MQL is slightly higher than that under SCCO2, 423 °C and 408.6 °C, respectively, shown in Fig. 4b, c, which can be due to fluctuations caused by environmental factors.

Thermal images captured at a speed of 70 m/min under a dry, b SCCO2, c SCCO2-MQL, and d SCCO2-NMQL
The cutting zone temperature under the SCCO2 cooling condition is generally more than 10% lower than that in dry cutting, which is due to forced heat transfer formed by the trans-critical expansion of supercritical CO2, thus achieving the cooling effect. Piles of chips and higher temperature of chips than the cutting zone are observed at the cutting speed of more than 130 m/min under the dry cutting, but not in the other three cooling conditions, indicating that supercritical CO2 also has a good effect on inhibiting chips accumulation and cooling chips. In addition, the workpiece’s temperature after dry cutting is higher than that after cooling. In general, supercritical CO2 plays a critical role in the cooling of the cutting zone, chips, and workpiece.
At all cutting speeds, the cutting zone temperature at SCCO2-NMQL is the lowest. Compared with the dry cutting, the cutting zone temperature under the SCCO2-NMQL cooling condition is reduced by more than 100 ℃ and the drops are more than 25%, reaching the ideal cooling effect. For example, as shown in Fig. 4, the cutting zone temperature under the SCCO2-NMQL cooling condition is 294.9 °C, but 465 °C under dry cutting at the cutting speed of 70 m/min. Moreover, the reduction in temperature is more than 15% and 12% under SCCO2-NMQL compared to SCCO2 and SCCO2-MQL, respectively. This is because high-pressure CO2 delivers nanofluids to the cutting zone which improves the thermal conductivity of lubricants.
3.2 Cutting force
Cutting force is an important index to measure the power required and energy consumed by machine tools in the turning process [25]. The process of tool wear, workpiece’s work hardening, temperature changes in the tool-workpiece interface, and thermal expansion of the tool and workpiece all will influence the cutting force components [26]. When the feed rate is 0.1 mm/rev and the depth of cut is 0.5 mm, the influence of the cutting speed on measured force components for distinct cutting conditions during turning Ti-6Al-4 V is shown in Fig. 5. It should be stated that the value of the cutting force is the average force of the tool during the selected process of steady cutting. As can be seen from Fig. 5, the Fx and Fy of the four cutting conditions all increase with the increase of cutting speed. This is because of the increased material strain rate per unit time. Moreover, although Fz also increases with the cutting speed, the increase is less than 1%. Fz is almost the same at different speeds under different cutting conditions. Liang et al. [27] also observed this phenomenon in their experiments.

The variation of the cutting force under dry, SCCO2, SCCO2-MQL, and SCCO2-NMQL cutting conditions
At the same time, it can be seen from Fig. 5 that at 40, 70, and 100 m/min, the difference between the cutting forces under dry cutting and that under the other three cooling conditions is less than 1%, which could be because high temperature softened the material under dry cutting [28]. The high cutting force is observed at low cutting speed due to cooling which can be associated with less shearing, material hardening, and plastic deformation [29]. With the increase of cutting speed, Fx and Fy increase rapidly under dry cutting conditions and far exceed the cutting forces under the other three cooling conditions.
Figure 6 shows the cutting forces measured in turning Ti-6Al-4 V when vc = 160 m/min. It can be seen that the cutting forces increase rapidly after starting for 2 s because the tool entered the stage of sharp wear, which is also illustrated by the rapid increase of temperature in the cutting zone measured by the thermal imager.

The variation of cutting force at vc = 160 m/min under the dry cutting condition
When vc = 160 m/min, Fx and Fy under SCCO2-NMQL cooling conditions are only 20% and 19% lower than those under dry cutting conditions, respectively, slightly lower than those under SCCO2-MQL and SCCO2 conditions. Gupta et al. [30] also found that the cutting force was reduced by approximately 10% owing to cryogenic cooling, and they attributed this relatively low rate to the strength and hardness of the workpiece provided by cryogenic cooling in their study. The cutting forces under the conditions of SCCO2-NMQL are lower than those under the other three cutting conditions when more than 100 m/min. This is because after supercritical CO2 was sprayed from the nozzle, the high-speed jet formed as a carrier to take the atomized nanofluids through the gas barrier layer and the rough surface where peaks and valleys exist, into the cutting zone. Nanofluids formed a lubricating film with a higher thermal conductivity than lubricating oil and served as spacers limiting the rubbing at the tool-workpiece interface. In addition, the nanoparticles played a mending role and acted as a kind of “micro-bearing” during machining, transforming sliding friction into rolling friction, thereby reducing the friction coefficient shown in Fig. 7a, b [19]. Moreover, the cooling effect of SCCO2 could prevent the failure of lubrication at high temperatures. While the lower temperature increases the strength and hardness of Ti-6Al-4 V, i.e., work hardening due to the quenching effect, the lower temperature further ensures the excellent lubrication performance of the nanofluids, reducing the cutting force.

Mechanism of action of nanoparticles [31]. a Rolling effect, b protecting-film effect, c mending effect, d polishing effect
3.3 Surface roughness
Surface roughness refers to microscopic geometry errors of the machined surface. The states of the machined surface are responsible for critical tasks in terms of product yield. Surface roughness has a great influence on the fit properties, wear resistance, corrosion resistance, fatigue strength, and contact stiffness of parts, especially on high-speed and heavy-duty parts [32]. Figure 8 shows the influence of cutting speed on surface roughness under different cutting conditions when the feed rate is 0.1 mm/rev and the depth of cut is 0.5 mm. In each cutting parameter under cutting conditions, the surface roughness of the workpiece was measured five times, and then the average value was taken to evaluate the quality of the machined surface.

The variation of surface roughness under dry, SCCO2, SCCO2-MQL, and SCCO2-NMQL cutting conditions
When the cutting speed is lower than 160 m/min, the workpiece surface roughness under dry cutting, SCCO2, and SCCO2-MQL conditions increases with the increase of cutting speed. Under the SCCO2-NMQL cooling condition, the higher surface roughness is at 40 and 70 m/min. Yuan et al. [33] thought that it was because there are too many detrital particles escaping from the basis, and the wear effect on the workpiece surface was greater than the polishing effect in Fig. 7d.
It is found from Fig. 8 that the workpiece under dry cutting also has low surface roughness, which can be because the high temperature in the cutting zone softened the workpiece for cutting easily. SCCO2-NMQL and SCCO2-MQL have better workpiece quality at different cutting speeds compared with SCCO2. The participation of oils is likely the reason for the improvement in surface quality. When vc = 100 m/min, the workpiece surface roughness under SCCO2-NMQL cooling condition is 38.4% lower than that under dry cutting, and 29.6% and 30.9% lower than that under SCCO2 and SCCO2-MQL cooling conditions, respectively. At medium and high speeds, the surface quality of the workpiece under the SCCO2-NMQL cooling condition is better than those of the other three cutting conditions, indicating that the cooling-lubrication method can achieve good results. On the one hand, the cooling mode of supercritical CO2 significantly reduced the temperature of the cutting zone; on the other hand, nanoparticles formed a lubricating film on the tool chips and tool-workpiece contact interface or helped the lubricating oil to form a lubricating film (Fig. 7b). The nanoparticles suspended in film can fill and repair the surface damage for the loss of mass which is called the “mending effect” (Fig. 7c). Otherwise, some nanoparticles got embedded into the surface, changed their shape, and were sheared under high pressure. The debris which was sheared off can assist in cutting and the plowed-off nanoparticles left a thin exfoliated film on the contact spot (Fig. 7d) [18].
Figure 9 shows the SEM images of machined surfaces produced at four cutting conditions, dry, SCCO2, SCCO2-MQL, and SCCO2-NMQL at 100 m/min. After dry cutting, the machined surface of the titanium alloy shows serious plastic deformation, large areas of exfoliation, adhered micro-chip debris, irregular friction tracks, and scratch marks as shown in Fig. 9a. Compared with dry cutting, the exfoliation in the workpiece surface under the SCCO2 cooling condition is inhibited, but the amount of adhered micro-chip debris increases (Fig. 9b). The surface quality of SCCO2-MQL and SCCO2-NMQL is better than that of dry cutting and SCCO2. Most obviously, scratch marks on both workpiece surfaces were significantly reduced or even disappeared, thanks to the chips’ removal ability of the oil at high pressure. In addition, the adhered micro-chip debris under SCCO2-MQL and SCCO2-NMQL become smaller and less, because lubricating oil cleaned the workpiece surface. SCCO2-NMQL (Fig. 9d) has a highly smooth surface texture with only a very small amount of micro-chip debris, much better than SCCO2-MQL with adhesive materials and more micro-chip debris (Fig. 9c). The regular friction tracks can be seen on the cutting surface of SCCO2-NMQL, indicating that SiO2 nanoparticles show a great polishing effect (Fig. 7d).

SEM images of surface morphology in turning at vc = 100 m/min under a dry, b SCCO2, c SCCO2-MQL, and d SCCO2-NMQL
3.4 Tool wear
Figure 10 shows the SEM images of the worn-coated carbide tool in turning Ti-6Al-4 V after 100 s tested under dry, SCCO2, SCCO2-MQL, and SCCO2-NMQL cutting conditions. In other words, the cutting distance of each tool is about 167 m. It should be noted that the cutting time is only about 83 s because the tool quickly failed at the dry cutting speed of 160 m/min. The high chip-tool interface temperature, low thermal conductivity, and strong chemical reactivity of the Ti-6Al-4 V alloy promote the diffusion of the tool material to chips. It causes adhesion of the chips to the tool, and then the adhesion was torn by sliding chips, resulting in wear. Ikuta et al. [34] evaluated the tendency of the titanium alloys to form adhesive wear according to the adhesion area on the tool, and it represented that the adhesive wear is the predominant wear mechanism during the turning of titanium alloys. It can be seen from Fig. 10a that dry cutting leads to significant loss of tool material at the cutting edge and on the rake face, causing the failure of coatings and the fracturing of the cutting edge. Coating failure exposed the original tool material to a harsh operating environment. After the failure of the coating in cutting, the cutting edge was not sharp enough to cut material effectively, and the removing of the material turned to be pushed instead of cutting [26]. The sharp rise in temperature shown in Fig. 3 and the sharp increase in cutting forces shown in Fig. 6 are due to this. In dry cutting (Fig. 10a), the main failure modes are built-up edge (BUE), chipping, and abrasion in the rake face, while coating breakage and adhesion at flank wear. As depicted in Fig. 10b–d, under SCCO2, SCCO2-MQL, and SCCO2-NMQL cooling conditions, tool wear greatly becomes less in comparison to the dry cutting either flank wear or rake face wear. It is clearly shown that under the SCCO2 cooling condition, adhesion is significant in a certain range at the primary shearing zone. The excellent cooling effect of SCCO2 prevents failure of the tool coating. BUE under dry cutting was carried away by chips due to coating damage at high temperatures. The BUE under SCCO2 is in the center of the cutting edge, compared to the BUE under dry cutting which is more at both ends. The BUE can assist the tool in cutting, but the presence of BUE can also lead to the poor surface quality of the workpiece. The rake face wear under SCCO2-MQL and SCCO2-NMQL cooling conditions has shown BUE and crater wear. The thinner and shorter BUE appeared under SCCO2-MQL and SCCO2-NMQL, indicating that the isolation and lubrication effect of lubricating oil at the tool-workpiece interface can effectively inhibit the generation of BUE. In addition, sufficient lubrication changes the rapid wear to slow wear. Moreover, there are more carbide grains under SCCO2-MQL, and SCCO2-NMQL compared with SCCO2 because of the BUE instability consequence of the adhesive wear. In summary, it can be concluded that SCCO2-MQL and SCCO2-NMQL cooling conditions all have enough potential to offer cooling as well as lubrication at the cutting zone.

SEM images of the coated tool in turning Ti-6Al-4 V alloy about 167 m under a dry, b SCCO2, c SCCO2-MQL, and d SCCO2-NMQL
4 Conclusions
A new cooling-lubrication method in cutting difficult-to-cut material has been presented, which mixes supercritical CO2 with nanofluid minimum quantity lubrication (SCCO2-NMQL). Its cooling and lubrication performance in turning Ti-6Al-4 V alloy is evaluated and compared with that of dry, SCCO2, and SCCO2-MQL cutting conditions, respectively, in the viewpoint of cutting zone temperature, cutting force, surface roughness, and tool wear. The major conclusions are briefly stated as follows:
-
1.
SCCO2-NMQL can effectively cool the cutting zone, chips, and workpiece. Compared with dry cutting, SCCO2, and SCCO2-MQL, the temperature drops under SCCO2-NMQL are more than 25%, 15%, and 12%, respectively. This is likely due to the cooling effect of supercritical CO2 and the increased thermal conductivity of the lubricant which is enhanced by nanoparticles.
-
2.
In general, Fx and Fy under SCCO2-NMQL cooling conditions are lower than those of the dry, SCCO2, and SCCO2-MQL cutting conditions, and the higher the cutting speed, the greater the difference between dry cutting and SCCO2-NMQL.
-
3.
At more than 100 m/min, the SCCO2-NMQL cooling condition has lower surface roughness than that of other cutting conditions. The surface quality under SCCO2-NMQL at 40 and 70 m/min is bad because of the excessive content of nanoparticles in contrast to the lower cutting speed. SCCO2-NMQL gets the lowest surface roughness at 100 m/min in overall groups. As for surface morphology, the surface under SCCO2-NMQL has a highly smooth surface texture with only a very small amount of micro-chip debris and regular friction tracks.
-
4.
Tool wear under SCCO2-MQL and SCCO2-NMQL is less compared to the severe tool damage caused by dry cutting. The SCCO2-MQL and SCCO2-NMQL can effectively release a large amount of heat from the cutting zone and achieve a lubrication effect, thereby reducing flank wear and crater wear. SCCO2-MQL and SCCO2-NMQL cooling conditions have enough potential to offer the cooling-lubrication effect at the cutting zone.
Based on the above research, it can be concluded that SCCO2-NMQL is a promising solution for improving the performance of cutting difficult-to-cut material. It can be considered as an attractive alternative for environmentally harmful metal-cutting lubricants, expensive lubrication, and cooling delivery technologies. Compared with current green cooling and lubrication technologies, supercritical CO2 has good solubility in lubricating medium and nanoparticles, and the cooling and lubrication capacity of SCCO2-NMQL can be adjusted in a large range. The changes in the supply of supercritical CO2, lubricating medium, the type of nanoparticle, and the content of nanoparticles in nanofluids have an important influence on the machining effect. Therefore, the in-depth study of its parametric control, integration, and application to the automation system has a good prospect for its industrial application in the machining center.
Data availability
All data generated or analyzed during this study are included in this published article.
Abbreviations
- SCCO2-NMQL:
-
Supercritical CO2 mixed with nanofluid minimum quantity lubrication
- MQL:
-
Minimum quantity lubrication
- SCCO2 :
-
Supercritical CO2
- SCCO2-MQL:
-
SCCO2 mixed with minimum quantity lubrication
- LN2 :
-
Liquid nitrogen
- SiO2 :
-
Silicon dioxide
- SDS:
-
Sodium dodecyl sulfate
- v c :
-
Cutting speed (m/min)
- a p :
-
Depth of cut (mm)
- f :
-
Feed rate (mm/rev)
- F x :
-
Cutting force along the feed direction (N)
- F y :
-
Cutting force along the radial direction (N)
- F z :
-
Cutting force along the cutting speed (N)
- Ra :
-
Surface roughness of workpiece (μm)
- SEM:
-
Scanning electron microscope
- BUE:
-
Built-up edge
References
Singh R, Dureja JS, Dogra M, Gupta KM, Jamil M, Mia M (2020) Evaluating the sustainability pillars of energy and environment considering carbon emissions under machining of Ti-3Al-2.5V. Sustain Energy Technol Assess 42
Gupta MK, Song Q, Liu Z, Sarikaya M, Jamil M, Mia M, Khanna N, Krolczyk GM (2021) Experimental characterisation of the performance of hybrid cryo-lubrication assisted turning of Ti-6Al-4V alloy. Tribol Int 153
Singh R, Dureja JS, Dogra M, Gupta MK, Mia M, Song Q (2020) Wear behavior of textured tools under graphene-assisted minimum quantity lubrication system in machining Ti-6Al-4V alloy. Tribol Int 145
Mia M, Dhar NR (2017) Influence of single and dual cryogenic jets on machinability characteristics in turning of Ti-6Al-4V. Proc Inst Mech Eng Part B J Eng Manuf 233:711–726
Sartori S, Moro L, Ghiotti A, Bruschi S (2017) On the tool wear mechanisms in dry and cryogenic turning additive manufactured titanium alloys. Tribol Int 105:264–273
Venugopal KA, Paul S, Chattopadhyay AB (2007) Tool wear in cryogenic turning of Ti-6Al-4V alloy. Cryogenics 47:12–18
Danish M, Gupta MK, Rubaiee S, Ahmed A, Sarıkaya M, Krolczyk GM (2022) Environmental, technological and economical aspects of cryogenic assisted hard machining operation of inconel 718: a step towards green manufacturing. J Clean Prod 337
Jamil M, He N, Zhao W, Li L, Gupta MK, Sarikaya M, Khan AM, Singh R (2021) Heat transfer efficiency of cryogenic-LN2 and CO2-snow and their application in the turning of Ti-6AL-4V. Int J Heat Mass Transfer 166
Clarens AF, Hayes KF, Skerlos SJ (2006) Feasibility of metalworking fluids delivered in supercritical carbon dioxide. J Manuf Process 8:47–53
Clifford T (1998) Fundamentals of supercritical fluids. Oxford University Press, Oxford
Supekar SD, Gozen BA, Bediz B, Ozdoganlar OB, Skerlos SJ (2013) Feasibility of supercritical carbon dioxide based metalworking fluids in micromilling. J Manuf Scie Eng 135
Wang S, Clarens AF (2013) Analytical model of metalworking fluid penetration into the flank contact zone in orthogonal cutting. J Manuf Process 15:41–50
Sankaranarayanan R, Hynes NRJ, Kumar JS, Krolczyk GM (2021) A comprehensive review on research developments of vegetable-oil based cutting fluids for sustainable machining challenges. J Manuf Process 67:286–313
Özbek O, Saruhan H (2020) The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J Market Res 9:2762–2772
Mia M, Gupta MK, Pruncu CI, Sen B, Khan AM, Jamil M, Faraz S, Asef F, Imran GS, Rahman MA (2020) Six sigma optimization of multiple machining characteristics in hard turning under dry, flood, MQL and solid lubrication. J Prod Syst Manuf Sci 1:57–68
Khanna N, Shah P, López-De-Lacalle LN, Rodríguez A, Pereira O (2021) In pursuit of sustainable cutting fluid strategy for machining Ti-6Al-4V using life cycle analysis. Sustain Mater Technol 29
Ferrouillat S, Bontemps A, Ribeiro J-P, Gruss J-A, Soriano O (2011) Hydraulic and heat transfer study of SiO2/water nanofluids in horizontal tubes with imposed wall temperature boundary conditions. Int J Heat Fluid Flow 32:424–439
Sayuti M, Erh OM, Sarhan AAD, Hamdi M (2014) Investigation on the morphology of the machined surface in end milling of aerospace AL6061-T6 for novel uses of SiO2 nanolubrication system. J Clean Prod 66:655–663
Bai X, Li C, Dong L, Yin Q (2018) Experimental evaluation of the lubrication performances of different nanofluids for minimum quantity lubrication (MQL) in milling Ti-6Al-4V. Int J Adv Manuf Technol 101:2621–2632
Sartori S, Ghiotti A, Bruschi S (2017) Hybrid lubricating/cooling strategies to reduce the tool wear in finishing turning of difficult-to-cut alloys. Wear 376–377:107–114
Pereira O, Rodríguez A, Fernández-Abia AI, Barreiro J, López-De-Lacalle LN (2016) Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J Clean Prod 139:440–449
Pereira O, Català P, Rodríguez A, Ostra T, Vivancos J, Rivero A, López-De-Lacalle LN (2015) The use of hybrid CO2+MQL in machining operations. Procedia Eng 132:492–499
Cai C, Liang X, An Q, Tao Z, Ming W, Chen M (2020) Cooling/lubrication performance of dry and supercritical CO2-based minimum quantity lubrication in peripheral milling Ti-6Al-4V. Int J Precis Eng Manuf-Green Technol
Hao G, Liu Z (2020) The heat partition into cutting tool at tool-chip contact interface during cutting process: a review. Int J Adv Manuf Technol 108:393–411
Yıldırım ÇV, Kıvak T, Sarıkaya M, Erzincanlı F (2017) Determination of MQL parameters contributing to sustainable machining in the milling of nickel-base superalloy waspaloy. Arab J Sci Eng 42:4667–4681
Li HZ, Zeng H, Chen XQ (2006) An experimental study of tool wear and cutting force variation in the end milling of Inconel 718 with coated carbide inserts. J Mater Process Technol 180:296–304
Liang X, Liu Z, Liu W, Li X (2019) Sustainability assessment of dry turning Ti-6Al-4V employing uncoated cemented carbide tools as clean manufacturing process. J Clean Prod 214:279–289
Wang F, Wang Y (2021) Cleaner milling on Ti-6Al-4V alloy cooled by liquid nitrogen: external spray and inner injection. Int J Adv Manuf Technol 112:1193–1206
Jamil M, Khan AM, Gupta MK, Mia M, He N, Li L, Sivalingam V (2020) Influence of CO2-snow and subzero MQL on thermal aspects in the machining of Ti-6Al-4V. Appl Therm Eng 177
Gupta MK, Song Q, Liu Z, Sarikaya M, Mia M, Jamil M, Singla AK, Bansal A, Pimenov DY, Kuntoğlu M (2021) Tribological performance based machinability investigations in cryogenic cooling assisted turning of α-β titanium alloy. Tribol Int 160
Rahmati B, Sarhan AAD, Sayuti M (2014) Morphology of surface generated by end milling AL6061-T6 using molybdenum disulfide (MoS2) nanolubrication in end milling machining. J Clean Prod 66:685–691
Maruda RW, Krolczyk GM, Wojciechowski S, Powalka B, Klos S, Szczotkarz N, Matuszak M, Khanna N (2020) Evaluation of turning with different cooling-lubricating techniques in terms of surface integrity and tribologic properties. Tribol Int 148
Yuan S, Hou X, Wang L, Chen B (2018) Experimental investigation on the compatibility of nanoparticles with vegetable oils for nanofluid minimum quantity lubrication machining. Tribol Lett 66
Ikuta A, Shinozaki K, Masuda H, Yamane Y, Kuroki H, Fukaya Y (2002) Consideration of the adhesion mechanism of Ti alloys using a cemented carbide tool during the cutting process. J Mater Process Technol 127:251–255
Acknowledgements
The authors would like to thank the company Dongguan Armorine Machinery Manufacturing Technology Co., Ltd., China, for the supporting experimental equipment and technology.
Funding
This research is supported by the National Natural Science Foundation of China (Grant No. [51905144]).
Author information
Authors and Affiliations
Contributions
All of the authors contributed to the study’s conception and design. All of the authors commented on versions of the manuscript. All of the authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
The authors consent to participate.
Consent for publication
The authors consent to transfer the copyright of the article to publish.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Huang, H., Liu, ·., Zhu, L. et al. Cooling and lubrication performance of supercritical CO2 mixed with nanofluid minimum quantity lubrication in turning Ti-6Al-4 V. Int J Adv Manuf Technol 122, 2927–2938 (2022). https://doi.org/10.1007/s00170-022-10091-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10091-9