
Abstract
In this study, WC-17Co-based cemented carbides reinforced with hexagonal boron nitride (h-BN) were processed to investigate the microstructural evolution and effect on the mechanical properties of cemented carbides. In order to verify the potential of h-BN in additively built cemented carbides, the study focused primarily on determining the ideal concentration and how it influences microstructure and mechanical characteristics. Commercial powders of WC-17Co composite mixed with 10 vol. % h-BN, 5 vol. % h-BN, and 3 vol. % h-BN were processed using selective laser melting (SLM). Benchmarked against an unmodified SLM-processed WC-17Co, evaluation of the h-BN composites was primarily dependent on the volume fraction of h-BN added. WC-17Co with 10 vol. % h-BN composite resulted in high levels of pores (~ 3% porosity) and microcracks. This was attributed to poor adhesive bonding between h-BN and WC-17Co, leading to the onset of pores and cracks during processing. However, high densification was observed in both 3 vol. % and 5 vol. % h-BN with the 3 vol. % h-BN attaining the highest densification (0.83% porosity) while having a density 0.07% lesser than the unmodified specimen (11.33 g/cm3). Comparing the XRD analyses of the specimens yielded two distinct findings. Unlike the unmodified WC-17Co specimen, none of the reinforced specimens contained the undesirable W2C phase at all. It is thus possible to prevent the formation of the W2C phase by adding hBN to WC-17Co. There were no hexagonal BN phases found in the specimens, either. Rather, phases like Co-W-B and W-B were indexed in the specimens. WC carbides, WC platelets, and a secondary phase (Co-W-B) were observed in both the 5 vol. % and 3 vol. % h-BN composites. The volume fraction of WC platelets increased as the h-BN content increased. This was attributed to the sluggish grain growth favorable for WC platelets induced during processing due to h-BN addition. Hardness increased 28.7% with 3 vol. % h-BN as opposed to the unmodified WC-17Co. This was attributed to the reduced WC carbide grain sizes observed in the WC-17Co with 3 vol. % h-BN. In addition, the 5 vol. % h-BN specimen had the highest fracture toughness value (6.97 MPa√m) due to the high-volume fraction of WC platelets in that specimen. WC platelets contain few basal planes resulting in lower possibility in stacking faults interfering with crack propagation. In all, the specimen with 3 vol. % h-BN showed better mechanical properties than its unmodified counterpart. Thus, utilizing 3 vol. % h-BN in cemented carbide could be beneficial for SLM-processed cemented carbides.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Tungsten-based cemented carbides (WC–Co) are materials widely used in the cutting tools industry due to its high hardness and excellent fracture toughness properties [1,2,3]. Because of the lengthy processing time and high cost associated with creating complicated geometries, processing WC–Co using traditional processes has become uncommon in recent years. The emergence of additive manufacturing (AM), which is a rapid high temperature manufacturing process, is a robust and effective way to fabricate such materials with complex geometries. Additionally, AM offers the advantage of generating these components in the shortest amount of time possible [4]. Also, WC-Co parts with internal cooling structures which has historically been challenging to fabricate using conventional techniques can be fabricated with AM. These cooling structures extend the life of WC–Co molds and tools significantly [5].
Numerous studies have been conducted on the processing of WC–Co utilizing AM techniques such as selective laser sintering/melting (SLS/SLM) [6, 7], binder jet additive manufacturing (BD-AM) [8], and 3D gel printing [9], with the results recommending SLS/SLM. The studies also concluded that using SLM with energy densities between 185 and 280 J/mm3 is ideal for processing good quality WC–Co [10,11,12,13]. These “optimized” AM products, however, do not have the same attributes as traditional WC–Co [1, 5, 14,15,16]. Thus, studies were now geared towards manipulating the composition to achieve quality parts with better mechanical properties using AM [6, 17,18,19]. Li et al. printed WC material using 8.3wt.% Ni, and very high laser power (240–280 W), which in the long run heated the specimen above the WC melting temperature (2870 °C) and decomposed several WC into unwanted W2C [20]. A complex microstructure of partially melted carbide, carbide precipitates, and dendritic structures was also observed. Campanelli et al. [6] investigated the possibility of printing WC/Co/Cr as a remedy to improve the performance of WC–Co in abrasion and corrosion. They found out that 4vol. % Cr with energy density of 12.5 J/mm2 had a low porosity, with about 98% relative density, as well as few hair-line cracks. These findings demonstrated that by strengthening the microstructure of AM WC–Co with a third material, the mechanical properties could be enforced. With the efforts made with Cr and Ni to improve corrosion and abrasion, using hexagonal boron nitride (h-BN) could yield better microstructure and mechanical properties.
Hexagonal boron nitride (h-BN) is a low-density ceramic material with a theoretical density of 2.27 g/cm3 [21], significantly less dense than pure aluminum (2.68 g/cm3) [22] and commonly used reinforcing particles such as SiC (3.22 g/cm3) [23] and Al2O3 (3.98 g/cm3) [24]. Additionally, it possesses superior properties including high thermal shock resistance, low thermal expansion, high electrical resistance, and high thermal conductivity. h-BN is weak in shear, which occurs when slips propagate down the crystallographic plane, aiding it in contact loading resistance [21]. This is due to its lamellar crystalline structure and its weak Van der Waals forces. As a result, it has been extensively investigated as a ceramic reinforcement in a variety of alloys [25,26,27,28,29,30]. Haghgooye et al. investigated the effects of h-BN (0, 1, 3, and 5%wt) on ZrB2-30vol.%SiC. They discovered that adding h-BN improved the material’s relative density (from 97 to 99.9%), hardness (from 19.2 to 23.8 GPa), and fracture toughness (from 4.2 to 5.7 MPa√m) [25]. Carrapichano et al. investigated the tribological behavior of ceramics composed of Si3N4 and BN. They observed a slight decrease in the material’s friction coefficient, which decreased from 0.82 in Si3N4 to 0.67 in Si3N4-10vol.%BN [27]. Thus, reinforcing AM-processed WC–Co with h-BN may result in a significant improvement in component performance and even achieve parity with traditional WC–Co in terms of mechanical properties.
While the inclusion of h-BN has the potential to significantly improve the physical and mechanical properties of WC–Co, such work is absent. This is because it appears to be dependent on a defined optimal concentration of h-BN. Other studies which had employed h-BN to a corresponding matrix accustomed the comparable or degrading mechanical properties of their composites as to the amount h-BN that was added to the matrix [3, 26, 28, 31,32,33,34]. Hammes et al. investigated Fe-Si–C matrix composites containing h-BN at concentrations of 5, 7.5, and 10 vol.%. They concluded that none of the composites demonstrated satisfactory mechanical and tribological properties until they fabricated specimens containing 1vol.% h-BN, which demonstrated the best combination of mechanical and tribological properties [26] which was even better than the unmodified specimen. Mahathanabodee et al. on the other hand, prepared 316 L stainless steel embedded with varying amounts of h-BN (10, 15, and 20 vol. %). They observed that the composite with 20vol. % h-BN had the lowest friction coefficient and specific wear rate at a sintering temperature of 1200 °C [28]. As a result, it will be necessary to pay particular attention to the appropriate h-BN concentration for WC–Co. However, with WC–Co, a few more considerations must be made. For example, h-BN has structural similarities to carbon’s allotrope: graphite, which is known to degrade the microstructure and mechanical properties of cemented carbides [16, 35,36,37]. Additionally, phase transformations between h-BN and its crystalline hard cubic boron nitride (cBN) are possible [38, 39]. When as little as 10% vol cBN is present, it is known to drastically impair the sinterability of cemented carbides [38]. Thus, employing AM could avoid this, as the phase transition of h-BN to cBN happens below 1300 °C, where cBN is thermally stable, and AM is capable of rapidly attaining temperatures above 1300 °C. Combining these, an investigation of the influence of h-BN on WC–Co has been conducted, with an emphasis on printing WC/Co/h-BN powder and altering the h-BN concentration. The densification, microstructure, and mechanical characteristics of the material will be investigated (hardness and fracture toughness).
2 Experimental procedure
2.1 Materials and specimen fabrication
For this study, a powder mixture of pre-alloyed WC–Co powder (Buffalo Tungsten) and h-BN powder (M K Impex Corp.) was used. Table 1 summarizes the various chemical compositions of the pre-alloyed powder and the hBN powder. The pre-alloyed WC–Co powder contains 83 wt.% WC and 17 wt.% Co. Air atomization was used to obtain the near-spherical shapes WC-17Co powders. EOS M280, which is an SLM AM system was adopted for this study because it allows for processing of customized powder compositions. The processing chamber was vacuumed and filled up with nitrogen gas to prevent oxidation of the powders. As an adopted improvement from the previous parametric studies on cemented carbides [10, 13], the chamber was preheated and maintained at 200 °C. Thick metal steel plate was adopted as substrate on which the specimens were fabricated. Using the derived formula (Eq. 1) by Kruth et al. [40] termed as volumetric energy density (VED), cylindrical specimens were fabricated.
Where VED is the volumetric energy density, Pl is the laser power, vs is the scan speed, hs is the hatch spacing, and lz is the layer thickness.
Based on studies performed by Kumar and Czekanski [10] and Uhlmann et al. [13], higher energy densities (185–280 J/mm3) are favorable for WC–Co composites. Thus, a VED of 256.94 J/mm3 was adopted based on results from the preliminary tests and parametric studies gathered from that literature [10, 13]. The parameter combination used for this study which includes the laser power, scan speed, hatch spacing, and layer thickness among others have been outlined in Table 2 below. Cylindrical specimens with 1 cm diameter and a height of 5 mm were proposed to achieve at least 125 scans/layers for each specimen fabricated.
2.2 Experimental characterization techniques
The fabricated specimens were removed from the substrate using wire electric discharge machining. The density of the detached specimens was then measured using (Mettler Toledo Density Kit) equipped with the Archimedes’ principle tools. The measured density was used to calculate the relative density of the specimens in reference to a conventional WC-17Co [12]. The surface of the specimens was also prepared for both mechanical and microstructural characterization. The surface preparation was done by first mounting specimens in epoxy and subjecting them to grinding and polishing using piano diamond discs and polishing cloth respectively. Using optical microscopy (Zeiss microscope) and scanning electron microscopy (Thermo Scientific Quanta 3D), the surface morphology, chemical composition, and microstructural defects were observed and analyzed in all the specimens. Porosity measurements were made using ImageJ software coupled with the optical micrographs. The ImageJ was also used to determine the size of the powders by measuring lengthwise a number of individual powders. X-ray diffraction analysis was performed using a Philips XRD machine at 35 kV and 20 mA with a scanning rate of 3°/min. This technique was utilized to determine the major phases and crystallographic properties of both the unmodified and reinforced specimens as well as the starting powders of the material. Data were gathered and analyzed using Match software. Two scans were acquired for each specimen, and noise was eliminated from each pattern, as is typical in X-Ray diffraction investigations. Microhardness (HV30) was carried out using a digital Vickers hardness tester with a load of 1 kgf for 15 s. The fracture toughness (KIC) was calculated using the measured radial cracks emanating from the Vickers indent diagonals according to Shetty’s formula [41]. In Fig. 1, a micrograph and schematic diagram is shown to depict the calculation of the fracture toughness of the printed specimens. The reported hardness and fracture toughness were calculated as average values of 25 or more indents and 7 indents respectively.

Optical micrograph and schematic diagram of WC–Co-hBN sample with Vickers indentation with emanating cracks and indentation with characteristics values to calculate the fracture toughness respectively
3 Results
3.1 Microstructural and phase characterization of the starting powders (WC-17Co and hBN)
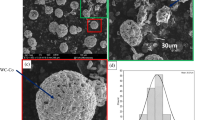
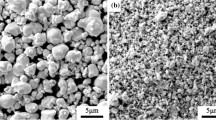
Figure 2 illustrates the morphology and particle size distribution of the WC–Co and h-BN powders. The WC-17Co powders are shown in Fig. 2a to have a very spherical shape and a smooth texture. There was little or no sign of particle agglomeration observed. Additionally, particle sizes ranged from 15 to 45 µm (Fig. 2e). Averagely, a high-volume fraction of the particle sizes was around 36 µm (60% volume fraction). In Fig. 2b, an SEM micrograph of the h-BN powder is shown. Two different morphologies were observed: spherical/round pellets (Fig. 2c) and platelike/flaky pellets (Fig. 2d). The latter had a higher volume fraction. The average size of the h-BN powders generally ranged between 5 and 14 µm (Fig. 2f). This data was critical in determining the excellent flowability required for the SLM machine (> 5 µm/ < 50 µm).

Scanning electron micrograph of a WC-17Co powders at low and high magnification, b h-BN powder at low magnification, c h-BN powder with spherical morphology at high magnification, and d h-BN powder with flaky morphology at high magnification; and particle size distribution of e WC-17Co powder and f bulk h-BN powder
In Fig. 3, the XRD patterns of the WC-17Co (Fig. 3a) and hBN (Fig. 3b) powders are shown, together with the associated crystalline peaks for the WC, Co, and hBN phases. The distinct shapes detected for each peak of the XRD patterns indicate that there was little or no impurities present, suggesting that there was no significant interaction between the elemental powders before processing. In Fig. 3a, characteristic diffraction peaks of WC and Co were found with distinct intensities, indicating that WC has a hexagonal phase (PDF 00–061-0244) and Co has a cubic phase (PDF 04–001-2681). A qualitative study of the quantity of each phase revealed 82.78% of WC and 17.22% of Co using the Match software’s Rietveld refinement module. We see a typical diffraction pattern for hBN material in Fig. 3b, with intensities confirming hexagonal BN phase (PDF 00–034-0421). However, substantial BN diffraction peaks with low intensities that were difficult to overlook were also investigated and results are shown in Fig. 3c. A significant set of rhombohedral BN phases (PDF 00–045-1171) were detected. This may account for the varied morphology of the hBN powders. Since platelike/flaky pellets are typically associated with hexagonal BN [36], the round pellets may be associated with the rhombohedral phase.

X-ray diffraction patterns of the two starting powders: a WC–Co (red line) and b hBN (black) and a section of the h-BN pattern from 2θ of 40 to 90, illustrating the phases present in the starting structure
3.2 Microstructural and phase characterization of unmodified specimen (WC–Co-0hBN)
In Fig. 4, scanning electron micrographs depicting the unmodified specimen are shown. The most prominent structure observed in the specimen was the multi-faceted WC carbides. This was also confirmed by the EDS analysis done on the specimen shown in Fig. 4e. The sizes of the WC carbides heterogeneously varied between 15 and 35 um in length. The WC carbides were embedded in both grey and dark regions. The dark regions were indicated as the Co binder regions whereas the grey regions were observed to have both W, C, and Co present in them (Fig. 4e). This latter was named hereafter as the secondary phase. When looking attentively at the secondary phase in Fig. 4c, it had no distinct morphology. However, few tiny WC carbides were observed to be embedded in this secondary phase. Another observation made was that some binder (Co) regions were embedded with dendritic structures rather. In other areas, however, many of these secondary phases had clusters of micropores.

Scanning electron micrographs for as-printed WC–Co-0 h-BN sample describing the microstructural features and discontinuities identified as a result of processing technique and EDS analysis to verify the chemical composition of structures
Figure 5 illustrates the XRD analysis of the unmodified specimen. The hexagonal WC phase (PDF 04–010-7447), the orthorhombic W2C phase (PDF 01–089-2371), and the cubic W3Co3C (PDF 01–078-3750) phase were all observed. Additionally, the intensities indicate that the W2C occupied a sizable percentage of the material (44.53%). This demonstrates clearly also that the secondary phase of the material will be composed of W3Co3C.

X-ray diffraction pattern of WC–Co as-printed sample showing the WC, W2C, and W–C-Co phases
In summary, the unmodified specimen exhibited a heterogeneous microstructure composed of WC carbides and small Co-rich regions, as well as WC dendritic structures and W–C-Co secondary phases. In the unmodified specimen, XRD identifies the WC, W2C, and W3Co3C phases. This demonstrates that the secondary phase can be attributed to W3Co3C.
3.3 Microstructural characterization of modified WC–Co with 10 vol. % h-BN
In Fig. 6, scanning electron micrographs of the specimen WC–Co-10 h-BN are shown. In general, a good, consolidated specimen was observed. However, a lot of microstructural discontinuities were unavoidable. The specimen was observed to be covered with micropores (< 3 um), pores (> 5 um) and thick microcracks. Some of the cracks were very short in length (ranging between 100 and 300 um) but with deep trenches (Fig. 6a). There was a higher volume fraction of pores (26% higher) compared to micropores. Many of these pores were irregularly shaped and varied in size. Also, circular cavities were observed on the specimen (Fig. 6b). However, pores with an irregular shape had a 32.6% higher average count than circular pores. These pores were observed to be aligned contributing to crack formation (Fig. 6c). Furthermore, distinguishing characteristics such as carbides and the binder region or secondary phase could not be determined (Fig. 6d). This is because identifying such structures on micrographs proved challenging. It may be deduced from this that a quality part cannot be achieved utilizing cemented carbide (WC–Co) with 10 vol. % h-BN addition.

Scanning electron micrographs for as-printed WC–Co-10 h-BN sample describing the microstructural features and discontinuities identified
3.4 Microstructural characterization of modified WC–Co with 5 vol. % h-BN
In Fig. 7, scanning electron micrographs of the specimen WC–Co-5 h-BN are shown to analyze the microstructure critically. Generally, the microstructure was more homogenous compared to the previous specimen. The WC carbides observed had two dominant shapes: (1) multi-faceted (Fig. 7a) and (2) platelet-like WC carbides (Fig. 7b). The WC platelets were observed to be mostly collocated at regions where the multi-faceted WC carbides were absent. Additionally, the two structures were not necessarily embedded in a Co-rich matrix but in the secondary phase (Fig. 7c). Close examination of the platelets revealed that they lacked distinct smooth edges. They were either connected to other platelets by their tails (or heads) or connected to the sides of other platelets. Most of them had the same aspect ratio making them look long and slender like pins (Fig. 7b). The multi-faceted WC carbides were very distinct. The carbides sizes varied from 5 to 10 um. A few interfaces were also observed. These included carbide to carbide interface, carbide to binder interface, and carbide to platelet interface. The most prevalent interface was the carbide to binder interface which occupied over 40% in volume fraction. Micropores were observed mostly on the polygonal WC carbides (Fig. 7d). A few micropores were observed also on both the carbide platelets and the binder regions. In summary, the specimen with 5 vol. % h-BN presented a better microstructure with WC carbides (platelets and polygonal) and a secondary phase. No dendritic structures were observed in this specimen.

Scanning electron micrographs for as-printed WC–Co-5hBN sample describing the microstructural features and discontinuities identified
3.5 Microstructural characterization of modified WC–Co with 3vol. % h-BN
In Fig. 8, scanning electron micrographs of the specimen WC–Co-3 h-BN are observed. The structures on this specimen were distinct and homogenous. There were various phases that were noticed: WC carbides, a secondary phase, platelets, and dark Co binder regions are all included. The WC carbides had indefinite shapes and sizes less than 8 um in length (Fig. 8a). The volume fraction of WC platelets in this specimen was less than 30%. When compared to the platelets in the specimen with 5 vol. % h-BN content, most of the platelets looked like thinner needles (Fig. 8b). A secondary phase was found to have infused both the WC carbides and the platelets. The binder region, on the other hand, was found to take up a lesser fraction of the specimen (Fig. 8c). There were a few micropores in the specimen and they were predominantly found on the WC carbides and platelets. There were no distinct shapes or patterns to these pores. In summary, this specimen presented a stable microstructure with few microstructural defects. Even though, the WC carbides are not observed as the traditional triangular prisms, there was a high concentration of the irregularly shaped WC carbides on the specimen smaller in size than the other specimens including the unmodified specimen.

Scanning electron micrographs for as-printed WC–Co-3 h-BN sample describing the microstructural features and discontinuities identified
3.6 Phase characterization of specimens with hBN
The XRD patterns of WC–Co-10hBN (Fig. 9a), WC–Co-5hBN (Fig. 9b), and WC–Co-3hBN (Fig. 9c) were obtained and indexed. Generally, two distinct observations were made when the specimens were compared to each other. To begin, none of the specimens contained any W2C phase, in contrast to the unmodified WC-17Co specimen. Thus, the development of the W2C phase may be inhibited by adding hBN to WC-17Co. This could be the result of the rapid high heat generated during processing breaking down the hBN into B and N, which then forms compounds with the W and Co upon cooling in the melt pool. Additionally, none of the specimens exhibited the characteristic hexagonal BN phases observed in hBN starting powder. Rather than that, specimens were indexed with phases such as Co-W-B (PDF 00–023-0194) and W-B (PDF 04–001-2965).

X-ray diffraction pattern of a WC–Co-10hBN, b WC–Co-5hBN, and c WC–Co-3hBN specimens showing their corresponding phases
Numerous distinct peaks were seen in the specimen containing 10 vol.% hBN (Fig. 9a). Each of these peaks was completely indexed to a certain phase. There were hexagonal WC0.98 (PDF 04–004-5823) phases, orthorhombic W3CoB3 (PDF 04–005-4033), and WB phases. Qualitatively, WC0.98 exhibited a somewhat lower phase volume fraction (29.2%) than W3CoB3 (39%) and WB (31.8%). As a result, you can observe that the WB peaks are higher than the WC0.98 peaks.
In the specimen containing 5 vol.% hBN (Fig. 9b), fewer peaks were found in comparison to the previous specimen. The peak heights were also considerably distinct compared to the previous specimen. WC0.98, W3CoB3, W2CoB2, and WB phases were indexed. In comparison to the preceding specimen, a greater phase volume percentage of WC0.98 (55.4%) was obtained.
The typical eight distinctive WC phase peaks with a high degree of sharpness were observed in the specimen containing 3 vol.% hBN (Fig. 9c). Furthermore, two additional phases were indexed: W2CoB2 and CoWB. Despite their low intensities, these two phases were notable enough to include. In this specimen, a phase volume percentage of 78% for the WC0.98 phase was estimated.
In summary, the addition of hBN to WC-17Co resulted in the absence of undesirable W2C phases. Additionally, no BN phases were detected, but rather W-Co-B and WB compounds. Finally, when the concentration of hBN supplied was lowered, the WC phases gradually increased with more distinct degree of sharpness in peaks.
3.7 Effect of h-BN addition on density of the printed specimens
The nominal density value of a WC-17Co component, produced by hot pressing conventional powder metallurgy, is 13.68 g/cm3 [3]. In measuring the relative density of these samples, the density value of the hot-pressed WC-17Co was used as comparison. For each fabricated specimen, the density was calculated from an average of three density measurements. Relative density of the fabricated specimens was calculated considering the density of the hot-pressed WC-17Co component. The results of relative density measurements on the specimens as a characteristic of composition are stated in the graph shown in Fig. 10. From the graph, it is possible to define h-BN addition as suitable for exhibiting a density comparable to the hot pressed component. Looking at the error bars of the specimens especially the unmodified specimen and the specimen with 3 vol. % h-BN, the calculated relative densities had values that were nearly identical. Therefore, using only this graph analysis could not make the density measurements conclusive. This may be due to the open porosities on the surface that may compromise the correct determination of the weight of the specimen immersed in water. So, to verify the correspondence of density measurements, surface porosity measurements were done on polished cross-sections of specimens using the ImageJ software for image analysis and results are reported also in Fig. 11 as the shaded bars coupled with micrographs for description purposes. The graph clearly illustrates that even though both the unmodified specimen and the specimen with 3 vol. % h-BN content have similar density values in Fig. 11, the unmodified specimen recorded a higher percentage porosity than the specimen with 3 vol. % h-BN content. Thus, the specimen with 3 vol. % h-BN content had a better consolidation and a lower density value. The density recorded for the unmodified specimen was coherent with those found by Uhlmann et al. [13] and Liu et al. [42] for a WC–Co material produced using SLM.

The relative density of SLM processed WC–Co-h-BN samples with varying volume percent of h-BN is shown in a graph with error bars reflecting the standard error

A graph coupled with scanning electron micrographs of each composition showing the influence of the h-BN on the total surface porosity (2D measurements) of WC-17Co-h-BN as a function of varying h-BN content (volume percent)
3.8 Effect of h-BN addition on the micropores of the specimen
The micropores used to analyze the porosity was now studied closer using scanning electron microscopy to characterize their geometry, volume fraction, and spatial distribution. In Fig. 12a–d, a micrograph depicting the micropores of each composition has been shown. The micropores observed in the unmodified specimen had different geometries (Fig. 12a). Additionally, the sizes of these pores based on diameter were generally between 0.35 and 0.8 um (Fig. 12b). However, the volume fraction was skewed towards pores sizes less than 0.5 um. Looking at the specimens with h-BN, there were several micropores distributed on the specimen with 10 vol. % h-BN. At higher magnifications, these pores resembled cavities with irregular geometries (Fig. 12c). Most of these pores had sizes averaging at 0.5 um ± 0.35 um (Fig. 12d). The volume fraction/count of pores decreased with the decrease in h-BN content. As seen in Fig. 12g, few micropores were observed in the specimen with 3 vol. % h-BN and the pores had sizes below 0.3 um.

Scanning electron micrographs showing the micropores of a unmodified sample, b sample with 10 vol. % h-BN, c sample with 5 vol. % h-BN, and d sample with 3 vol. % h-BN with their corresponding surface residual pore size distribution graph (e, f, g, h) corresponding to each sample
3.9 Effect of h-BN composition on the microcracks
Figure 13 shows microscopic images of all the different specimen compositions depicting the microcracks of the material after processing. In all the images, defects (microcracks) could be observed. However, there were variations in the sizes and orientations with corresponding specimens. In Fig. 13a, we observe the microcracks of the unmodified specimen. A series of different cracks are observed to be connected leaving the thick cracks as stems and thin cracks as branches. Additionally, these cracks are embedded in swamps of micropores especially in the “branches.” With the addition of h-BN content, the microcracks were progressively suppressed as the concentration of h-BN decreased. In summary, when the h-BN content was equal or higher than 5 vol. %, there were severe microcracks and macrocracks along with coarse voids (Fig. 13b). These microcracks were also interconnected along aligned pores as seen in Fig. 13b and c. However, in the case of 3 vol. % h-BN content, the specimen contained minor microcracks with a length of several tens of micrometers lower than even the unmodified specimen. Generally, the h-BN addition reduced microcrack formation in the specimen during processing.

Scanning electron micrographs showing the micro cracks of a unmodified sample, b sample with 10 vol. % h-BN, c sample with 5 vol. % h-BN, and d sample with 3 vol. % h-BN
3.10 Effect of h-BN addition on the mechanical properties of WC-17Co
Figure 14a illustrates the effect of h-BN addition on the microhardness properties of the material. The unmodified specimen has a microhardness value of 1200HV ± 23. When hBN was added at a concentration of 3 vol.%, the specimen had a hardness of 1722HV ± 13. However, a lower value was obtained for the specimen containing 5% hBN (1288HV ± 43) and even lower for the specimen containing 10% hBN (998HV ± 21). When compared to the unmodified specimen, the addition of hBN resulted in an increase of the specimen’s hardness. However, the concentration cannot exceed 5% by volume, or the hardness would decline.

Graph showing the effect of h-BN addition to WC-17Co on a microhardness and b fracture toughness properties of the material
Using cracks coming from indents and governing equations, Fig. 14b shows the results of the effect of h-BN addition on fracture toughness. The unmodified specimen recorded a fracture toughness of 6.23 MPa√m. This is often low in comparison to standard cemented carbides manufactured by sintering owing to the specimen’s processing history, which introduces micropores and cracks as well as residual stresses, reducing the material’s ductility. The fracture toughness of the modified specimens (5 vol. % and 3 vol. %) was greater than the unmodified specimen. The specimen with a 5 vol. % h-BN content was the best among the specimens with h-BN addition. It recorded a 12% increase in fracture toughness as compared to the unmodified specimen. Another significant observation was the significant reduction in fracture toughness for the specimen containing 10 vol. % h-BN. It recorded a value that was 40% lower than the value of the unmodified specimen. In conclusion, with h-BN addition of less than 5 vol. %, good fracture toughness can be attained.
4 Discussion
The microstructure and mechanical properties of materials have been greatly dependent on its composition and processing technique. Using AM, defects such as pores and cracks have also become unavoidable in addition to the complex microstructure and anisotropic mechanical properties it presents [43]. In this study, using optimal AM processing conditions, WC–Co-h-BN was fabricated with varying h-BN content.
Large pores were observed predominantly on the specimen with 10 vol.% h-BN. This may be caused by the poor bonding (adhesion strength) of h-BN with metallic alloys [25]. Additionally, for the residual pores and cracks, numerous modes of heat, mass, and momentum transfers caused by repetitive localized laser scanning can dictate them [17]. But we observed a decrease in the defects as we decrease the h-BN content even at the same energy density. This may have been caused by the reduced effect of the high thermal shock resistance of h-BN when the concentration was reduced. This gives way for enough heat energy to be dissipated to the binder (Co) for it to fully melt and wet the WC granules. Thus, a lesser concentration of h-BN had less effect of its poor adhesion strength on the matrix.
A reduction in pores will also extensively have a large effect on the material’s density. From the results, there was an increase in relative density as the h-BN content was reduced. The best specimen among them was the 3 vol. % h-BN specimen which was at par in density with the unmodified specimen. But an important observation was made: the percentage porosity of the unmodified specimen was higher than the 3 vol. % h-BN specimen. This was unclear since the relative density could be relayed as 1-porosity. Thus, the addition of h-BN resulted in a more consolidated material that can be portrayed as light-weighted than the unmodified specimen. Also, from the XRD analysis, the h-BN is observed to break down to form compounds with the WC and Co (CoWB). These phases can create a volume increase, which can reduce the density of the WC–Co even if it was 100% dense.
Looking at the microstructure, the specimen with 10 vol. % h-BN saw numerous pores and cavities. No observable microstructure which includes WC carbides and binder regions was clearly seen. As discussed earlier, the effect of low adhesive strength of h-BN addition may have caused the deterioration of the microstructure of that specimen. Additionally, the different phases indexed for this specific specimen were complex having low intensities and non-distinct sharp peaks. In the specimen with 5 vol. % h-BN, a different microstructure is observed which included WC platelets, Co matrix, a secondary phase among others. A typical carbide crystal exhibits a truncated trigonal prism shape known as hexagonal carbide. They develop a truncated trigonal prism shape and are formed by basal (0001) and prismatic (1010) planes [44]. However, WC carbide grain growth rate anisotropy can result in a platelet shape. This crystal growth is predominantly diffusion controlled. Thus, in the unmodified specimen, the coalescence of carbides and carbide growth by the diffusion of carbon and tungsten atoms in cobalt took place more easily. However, in the specimens with h-BN content, the grain growth of WC could be inhibited to some extent by the h-BN particles. Furthermore, the irregular heating rates associated with the processing technique could also inhibit the WC grain growth [45, 46]. Thereby, creating WC platelets in the 5 vol. % h-BN specimen. Therefore, the 3 vol. % h-BN specimen depicted; fewer WC platelets due to the reduced effect of the h-BN content on the slow diffusion of carbide grain growth. A schematic diagram describing both compositions and morphology of WC carbides because of grain growth rate anisotropy has been shown in Fig. 15.

Schematics of the grain growth rate anisotropy on the WC carbides of the reinforced WC–Co specimens
Overall, the mechanical performance of the cemented carbides composites reinforced with h-BN was seen to be largely related to the content of h-BN added, microstructure and volume fraction of defects generated during the processing. The hardness generally increased as the h-BN content decreased. Higher hardness in materials is generally linked to the grain size of the material. In Table 3, a description of the carbide grain size of each specimen has been listed. The carbide grain size is observed to generally decrease with the addition of hBN. A further observation is made with the change of carbide grain size with respect to the concentration of hBN: carbide grain size decreases with decrease in hBN concentration. This was attributed to the high thermal stability and chemical stability hBN offers which aided in impeding the growth of WC grains. This was also confirmed by Liu et al. when they observed a phase transformation from cubic boron nitride (c-BN) to h-BN [42]. The h-BN transformation reduced the grain sizes and morphology of the cemented carbides they were attempting to infuse with c-BN. According to Hall Petch, reducing the grain size of a material naturally enhances a material’s strength and hardness, which is exactly what we are seeing in these specimens [47].
Additionally, the fracture toughness of all specimens also generally increased with the content of the h-BN. We observed rather a rise in fracture toughness for the specimen with 5 vol. % h-BN. This was attributed to the high-volume fraction of WC platelets. The shape of carbide crystals varies with the crystallographic structure of the carbide and the nature of the binder influences the properties of sintered cemented carbides [46]. It is claimed that WC crystallites presenting a platelet structure may improve the toughness of cemented carbides. Basal crystal planes in WC grains have higher hardness than the others [44]. Platelets contain fewer basal plane layers, resulting in a lower possibility for stacking faults and have a high aspect ratio that interferes with the crack propagation, improving the fracture toughness in the material [48]. Additionally, h-BN is likened to graphite allotrope of carbon because of the crystal structure it presents. When graphite is added to WC, more platelets are created in the microstructure. In 1999, Zhang et al. created a platelet cemented carbide by a mixture of W and graphite powder. The fracture toughness and transverse-rupture strength were superior to those of a conventional WC–Co alloy at an identical Co content and hardness. The plate-like grains were suggested to act as a strong barrier for crack propagation [49]. In short, fracture toughness could be improved by the addition of h-BN which induces WC platelets in the microstructure. Simultaneously, the hardness of the material is also improved. The specimen with 3 vol. % h-BN showed excellent mechanical properties combination (Vickers hardness of 1700HV and fracture toughness KIC of 6.03 MPa√m).
5 Conclusions
In the current work, WC-17Co cemented carbides reinforced with hexagonal boron nitride (h-BN) was produced using selective laser melting (SLM). Three compositions containing 3 vol. %, 5 vol. %, and 10 vol. % of h-BN respectively were studied. The work focused on the effect h-BN had on the microstructural evolution and mechanical properties of the material. The main remarks are listed below:
-
1.
3 vol. % addition of h-BN significantly improved the densification (12.85 g/cm3) of cemented carbides coupled with low porosity (0.86%) which was better than the unmodified specimen. A further addition of h-BN content (> 3%) rather creates a lot of pores in the structure of the material and reduces the material’s densification.
-
2.
According to the results of the XRD analysis, none of the h-BN samples included the W2C phase, which is known to be inevitable and undesirable in cemented carbides. Thus, the creation of the W2C phase may be prevented by adding hBN to WC-17Co. In addition, no hexagonal BN phases were detected in the specimens. Instead, phases such as Co-W-B and W-B were observed.
-
3.
There was an improvement in the hardness property with the h-BN addition. However, it gradually reduced when h-BN added was increased. The best specimen among them was the specimen with 3 vol. % h-BN (1722 ± 13HV).
-
4.
Due to the high-volume fraction of WC platelets in the 5 vol. % h-BN specimen, it recorded the highest fracture toughness value as compared to the unmodified specimen. Additionally, the specimen with 3 vol. % h-BN had a similar fracture toughness value when compared to the unmodified specimen.
-
5.
In general, the addition of 3 vol.% h-BN as a reinforcement to cemented carbides has been found to be as beneficial as earlier experiments in which h-BN was applied to various ceramics and metallic alloys. Even though we see a threshold in the proportion that has to be added, the outcomes are much improved compared to their unmodified counterpart.
Availability of data and material
The authors affirm that the supporting data in this publication are included within the articles and will make the raw data provided in this study available to the corresponding author upon request (S. Boakye-Yiadom).
Code availability
Not applicable.
References
Jonke M et al (2017) Strength of WC-Co hard metals as a function of the effectively loaded volume. Int J Refract Met Hard Mater 64:219–224. https://doi.org/10.1016/j.ijrmhm.2016.11.003
Teppernegg T et al (2016) High temperature mechanical properties of WC-Co hard metals. Int J Refract Met Hard Mater 56:139–144. https://doi.org/10.1016/j.ijrmhm.2016.01.002
Kresse T, Meinhard D, Bernthaler T, Schneider G (2018) Hardness of WC-Co hard metals: preparation, quantitative microstructure analysis, structure-property relationship and modelling. Int J Refract Met Hard Mater 75(March):287–293. https://doi.org/10.1016/j.ijrmhm.2018.05.003
King WE et al (2015) Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl Phys Rev 2(4):041304. https://doi.org/10.1063/1.4937809
Yang Y, Zhang C, Wang D, Nie L, Wellmann D, Tian Y (2020) Additive manufacturing of WC-Co hardmetals: a review. Int J Adv Manuf Technol 108(5–6):1653–1673. https://doi.org/10.1007/S00170-020-05389-5
Campanelli SL, Contuzzi N, Posa P, Angelastro A (2019) Printability and microstructure of selective laser melting of WC/Co/Cr powder. Materials (Basel) 12(15):2397. https://doi.org/10.3390/ma12152397
Gu D, Meiners W (2010) Microstructure characteristics and formation mechanisms of in situ WC cemented carbide based hardmetals prepared by selective laser melting. Mater Sci Eng A 527(29–30):7585–7592. https://doi.org/10.1016/j.msea.2010.08.075
Xinyue Z, Zhimeng G, Cunguang C, Weiwei Y (2018) Additive manufacturing of WC-20Co components by 3D gel-printing. Int J Refract Met Hard Mater 70:215–223
Breu F, Guggenbichler S, Wollmann J (2003) Three dimensional printing of tungsten carbide-cobalt using a cobalt oxide precursor. Solid Free Fabr Symp 13:616–631. https://doi.org/10.1016/j.ijrmhm.2006.02.002
Kumar S, Czekanski A (2017) Optimization of parameters for SLS of WC-Co. Rapid Prototyp J 23(6):1202–1211. https://doi.org/10.1108/RPJ-10-2016-0168
Gu D, Shen Y, Xiao J (2008) Influence of processing parameters on particulate dispersion in direct laser sintered WC-Cop/Cu MMCs. Int J Refract Met Hard Mater 26(5):411–422. https://doi.org/10.1016/j.ijrmhm.2007.09.005
Bricín D et al (2020) Development of the structure of cemented carbides during their processing by slm and hip. Metals (Basel) 10(11):1–17. https://doi.org/10.3390/met10111477
Uhlmann E, Bergmann A, Gridin W (2015) Investigation on additive manufacturing of tungsten carbide-cobalt by selective laser melting. Procedia CIRP 35:8–15. https://doi.org/10.1016/j.procir.2015.08.060
Agyapong J, Czekanski A, Boakye-Yiadom S (2021) Effect of heat treatment on microstructural evolution and properties of cemented carbides (WC-17Co) reinforced with 3% volume hexagonal-boron nitride (h-BN) and processed by selective laser sintering (SLS). Mater Charact 174(February):110968. https://doi.org/10.1016/j.matchar.2021.110968
Bolton JD, Keely RJ (1983) Fracture toughness (Kic) of cemented carbides. Fibre Sci Technol 19(1):37–58. https://doi.org/10.1016/0015-0568(83)90031-3
Sun L, Yang T, Jia C, Xiong J (2011) Effects of graphite on the microstructure and properties of ultrafine WC-11Co composites by spark plasma sintering. Rare Met 30(1):63–67. https://doi.org/10.1007/s12598-011-0198-4
Ku N, Pittari JJ, Kilczewski S, Kudzal A (2019) Additive manufacturing of cemented tungsten carbide with a cobalt-free alloy binder by selective laser melting for high-hardness applications. Jom 71(4):1535–1542. https://doi.org/10.1007/s11837-019-03366-2
Enneti RK, Prough KC, Wolfe TA, Klein A, Studley N, Trasorras JL (2018) Sintering of WC-12%Co processed by binder jet 3D printing (BJ3DP) technology. Int J Refract Met Hard Mater 71:28–35. https://doi.org/10.1016/j.ijrmhm.2017.10.023
Khmyrov RS, Safronov VA, Gusarov AV (2016) Obtaining crack-free WC-Co alloys by selective laser melting. Phys Procedia 83:874–881. https://doi.org/10.1016/j.phpro.2016.08.091
Li CW, Chang KC, Yeh AC, Yeh JW, Lin SJ (2018) Microstructure characterization of cemented carbide fabricated by selective laser melting process. Int J Refract Met Hard Mater 75(May):225–233. https://doi.org/10.1016/j.ijrmhm.2018.05.001
Roy S et al (2021) Structure, properties and applications of two-dimensional hexagonal boron nitride. Adv Mater 2101589:1–48. https://doi.org/10.1002/adma.202101589
Zhukov IA et al (2019) Pure aluminum structure and mechanical properties modified by Al2O3 nanoparticles and ultrasonic treatment. Metals (Basel) 9(11):1–10. https://doi.org/10.3390/met9111199
Abderrazak H, Hadj Hmi ESB (2011) Silicon carbide: synthesis and properties. Prop Appl Silicon Carbide (April). https://doi.org/10.5772/15736
Hannouche D, Zingg M, Miozzari H, Nizard R, Lübbeke A (2017) Third-generation pure alumina and alumina matrix composites in total hip arthroplasty: what is the evidence? EFORT Open Rev 3(1):7–14. https://doi.org/10.1302/2058-5241.3.170034
Haghgooye Shafagh S, Jafargholinejad S, Javadian S (2021) Beneficial effect of low BN additive on densification and mechanical properties of hot-pressed ZrB2–SiC composites. Synth Sinter 1(2):69–75. https://doi.org/10.53063/synsint.2021.1224
Hammes G et al (2017) Effect of hexagonal boron nitride and graphite on mechanical and scuffing resistance of self lubricating iron based composite. Wear 376–377:1084–1090. https://doi.org/10.1016/j.wear.2017.01.115
Carrapichano JM, Gomes JR, Silva RF (2002) Tribological behaviour of Si3N4-BN ceramic materials for dry sliding applications. Wear 253(9–10):1070–1076. https://doi.org/10.1016/S0043-1648(02)00219-3
Mahathanabodee S, Palathai T, Raadnui S, Tongsri R, Sombatsompop N (2013) Effects of hexagonal boron nitride and sintering temperature on mechanical and tribological properties of SS316L/h-BN composites. Mater Des 46:588–597. https://doi.org/10.1016/j.matdes.2012.11.038
Çelik ON, Ay N, Göncü Y (2013) Effect of nano hexagonal boron nitride lubricant additives on the friction and wear properties of AISI 4140 steel. Part Sci Technol 31(5):501–506. https://doi.org/10.1080/02726351.2013.779336
Chen B, Bi Q, Yang J, Xia Y, Hao J (2008) Tribological properties of solid lubricants (graphite, h-BN) for Cu-based P/M friction composites. Tribol Int 41(12):1145–1152. https://doi.org/10.1016/j.triboint.2008.02.014
Cao T et al (2021) Mechanical properties of WC-Si3N4 composites with ultrafine porous boron nitride nanofiber additive. Front Mater 8(June):1–9. https://doi.org/10.3389/fmats.2021.534407
Barick P, Saha BP (2021) Effect of boron nitride addition on densification, microstructure, mechanical, thermal, and dielectric properties of β-SiAlON ceramic. J Mater Eng Perform 30(5):3603–3611. https://doi.org/10.1007/s11665-021-05692-6
Yanar H, Purcek G, Demirtas M, Ayar HH (2022) Effect of hexagonal boron nitride (h-BN) addition on friction behavior of low-steel composite brake pad material for railway applications. Tribol Int 165:107274. https://doi.org/10.1016/j.triboint.2021.107274
Tatarková M, Tatarko P, Kovalčíková A, Dlouhý I, Dusza J, Šajgalík P (2021) Influence of hexagonal boron nitride nanosheets on phase transformation, microstructure evolution and mechanical properties of Si3N4 ceramics. J Eur Ceram Soc 41(10):5115–5126. https://doi.org/10.1016/j.jeurceramsoc.2021.01.057
Joost R, Pirso J, Tenno T, Viljus M (2010) Effect of free carbon on the mechanical and tribological properties of cemented carbides. Proc Int Conf DAAAM Balt (March 2015)
Pease RS (1952) An X-ray study of boron nitride. Acta Crystallogr 5(3):356–361. https://doi.org/10.1107/s0365110x52001064
Peng W, Hao S, Zhao L, Chen J, Li W (2019) Formation mechanism of graphite nanospheres in W-C-Co system under high current pulsed electron beam irradiation. Mater Lett 244:207–210. https://doi.org/10.1016/j.matlet.2019.02.110
Martínez V, Echeberria J (2007) Hot isostatic pressing of cubic boron nitride-tungsten carbide/cobalt (cBN-WC/Co) composites: effect of cBN particle size and some processing parameters on their microstructure and properties. J Am Ceram Soc 90(2):415–424. https://doi.org/10.1111/j.1551-2916.2006.01426.x
Zhang G, Chen H, Dong L, Yin Y, Li K (2016) Microstructure and mechanical properties of ultrafine WC/Co cemented carbides with cubic boron nitride and Cr3C2 additions. Ceram - Silikaty 60(1):85–90. https://doi.org/10.13168/cs.2016.0013
Kruth JP, Wang X, Laoui T, Froyen L (2003) Lasers and materials in selective laser sintering. Assem Autom 23(4):357–371. https://doi.org/10.1108/01445150310698652
Shetty DK, Wright IG, Mincer PN, Clauer AH (1985) Indentation fracture of WC-Co cermets. J Mater Sci 20(5):1873–1882. https://doi.org/10.1007/BF00555296
Liu J et al (2021) Role of Co content on densification and microstructure of WC–Co cemented carbides prepared by selective laser melting. Acta Metall Sin (English Lett) 34(9):1245–1254. https://doi.org/10.1007/s40195-021-01195-4
Aramian A, Razavi SMJ, Sadeghian Z, Berto F (2020) A review of additive manufacturing of cermets. Addit Manuf 33(February):101130. https://doi.org/10.1016/j.addma.2020.101130
Exner HE (1979) Physical and chemical nature of cemented carbides. Int Met Rev 24(1):149–173. https://doi.org/10.1016/b978-012241540-1/50005-3
Lay S, Loubradou M, Schubert WD (2006) Structural analysis on planar defects formed in WC platelets in Ti-doped WC-Co. J Am Ceram Soc 89(10):3229–3234. https://doi.org/10.1111/j.1551-2916.2006.01218.x
Shatov AV, Firstov SA, Shatova IV (1998) The shape of WC crystals in cemented carbides. Mater Sci Eng A 242(1–2):7–14. https://doi.org/10.1016/S0921-5093(97)00509-1
Naik SN, Walley SM (2020) The Hall-Petch and inverse Hall-Petch relations and the hardness of nanocrystalline metals. J Mater Sci 55(7):2661–2681. https://doi.org/10.1007/S10853-019-04160-W/FIGURES/30
Nam H, Lim J, Kang S (2010) Microstructure of (W, Ti)C-Co system containing platelet WC. Mater Sci Eng A 527(27–28):7163–7167. https://doi.org/10.1016/j.msea.2010.06.056
Zhang L, Liu J, Yang Y, Yang G, Jiang K (2019) Sintering of BN/cemented carbide composites under an electric field for improved mechanical performances. Mater Sci Eng A 761. https://doi.org/10.1016/j.msea.2019.06.028
Acknowledgements
The Additive Manufacturing Resource Center at Mohawk College provided invaluable technical assistance.
Funding
The authors received funds from the Natural Sciences and Engineering Research Council of Canada (NSERC) for this investigation.
Author information
Authors and Affiliations
Contributions
All authors were involved in the experiments, detailed analysis, and discussions presented in this paper. J. Agyapong drafted the manuscript which was reviewed and edited by S. Duntu, A. Czekanski, and S. Boakye-Yiadom.
Corresponding author
Ethics declarations
Ethics approval
This manuscript is our original work, and it has not been submitted to another journal.
Consent to participate
Not applicable. The article no studies on humans.
Consent for publication
All the authors have consented to publication.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Agyapong, J., Duntu, S.H., Czekanski, A. et al. Microstructural evolution and properties of cemented carbides alloyed with hexagonal boron nitride (h-BN) using selective laser melting. Int J Adv Manuf Technol 122, 3647–3666 (2022). https://doi.org/10.1007/s00170-022-10047-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10047-z