
Abstract
Conformal cooling channels (CCCs) are widely employed in the plastic injection molding (IM) due to uniform cooling in the cooling stage. IM is a process that molten materials are pushed into the mold cavity. The cooling stage is an important part in the IM process since it takes most of the cycle time. According to practice experience, it is very difficult to improve the cycle time and quality of injection molded part simultaneously in the conventional straight drilled cooling system. Thus, improving warpage and cooling time simultaneously of the injection molded parts is a critical item in the IM. In this study, an effective method for reducing both warpage and cooling time of the wax patterns was proposed by changing the coolant temperature difference between the core and cavity inserts. It was found that both core insert with series connection CCCs and cavity insert with parallel connection CCCs is a good combination in the IM mold. The cooling efficiency of the core insert is increased from 42 to 54%, while the coolant temperature difference between the core and cavity inserts is 2 °C. The average deformation of the injection molded parts can be improved by 75.2%. The cooling time of the injection molded parts can be further reduced by 6%. The cooling time of the injection molded parts can be saved by about 30%, and the average deformation of the injection molded parts can be improved by about 60% compared with IM mold embedded with conventional cooling channel. The mechanism to minimize the amount of warpage of injection molded parts using coolant temperature difference between the core and cavity inserts is presented. Finally, the proposed method is also verified by practical implementation and comparison with experimental data. The experimental results found that the improvement rate of the average deformation of the molded parts is up to 74.5% and the cooling time of the molded parts can be reduced by approximately 15.7%. The variances compared with the simulation results are approximately 0.7% and 9.7%, respectively.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Rapid tooling technology (RTT) is a cost-effective solution for small volume production since it has been proved to a great impact on the whole product development cycle. It is well known that the conformal cooling channels (CCCs) have the strength to enhance the cooling performance of the injection mold in terms of uniform cooling during the cooling stage compared to conventional straight cooling channels. Low-pressure wax injection molding (WIM) is one of the most widely used methods for producing wax patterns. Shrinkage [1] is the part volume reduction when wax patterns cool down from the molten state to solid state. Wax patterns can be used for investment casting (IC) to manufacture metal components with intricate shapes [2]. Shortening the cycle time is an important consideration for mass production of wax patterns. In general, the cycle time cannot be reduced greatly since WIM with conventional cooling channel gives uneven cooling due to variation in distance of the cooling channel from the mold surface. The cycle time of the wax patterns can be reduced by the wax injection mold with CCCs [3] because heat inside the mold cavity can be dissipated significantly during the cooling stage. Warpage is one of the most frequent defects existed in the injection molding industry. Kitayama et al. [4] optimized the process parameters of plastic injection molding to reduce warpage of the plastic products using CCC. This work confirmed that the CCC provides the reduction on the warpage of the injection molded part. Wang et al. [5] optimized the molds with spherical spiral conformal cooling system and product structure to reduce service stress of the injection molded parts. This work suggested that injection molding defects such as warpage and residual stress cannot be ignored, especially for the assembly edge. Brooks and Brigden [6] presented a concept to design the conformal cooling layers with self-supporting lattices. It was found that the cooling time of the injection molded part can be reduced about 26.34% when the conformal cooling layers were used. Vojnová [7] showed the benefit of molds with conformal cooling systems in the injection molding process. This work suggested that CCC is suitable for geometrically complex molds to remove the heat generated in hotspots. Mercado-Colmenero et al. [8] proposed a new algorithm to design CCC automatically based on the discrete geometry of the plastic part. This work demonstrated that the proposed algorithm is independent of the CAD modeler used to create the part because it performs a recognition analysis of the part surfaces, being able to be implemented in any CAD system. Additionally, the design data can be employed in later applications including the automated design of the injection mold. Lim et al. [9] proposed an approach to design cooling channel using energy balance principle. It was found that both the tensile strengths and hardness of the roof side products were improved. Chen et al. [10] showed segmented finite element models to optimize the geometries of the cooling system. It was found that the computational time is saved up to 92.6% compared with the entire model of the U-shape component. Singraur et al. [11] demonstrated advancements in design and fabrication of CCC for improvement in plastic injection molding process. This work also reviewed the manufacturing processes for fabricating CCCs employed in the injection molds. Mercado-Colmenero et al. [12] presented the geometric design of a new lattice element of CCC for an injection mold. It was found that the new cooling lattices improve the efficiency of thermal exchange in the cooling phase for molded products with large concavities, fine details, internal turrets, and housings. Abbès et al. [13] presented an injection molding tools with CCC to increase productivity. It was found that the injection cycle time can be reduced to 65.6% using steel with CCC. Li et al. [14] developed a topology method to design CCC for an injection mold. This work showed that the proposed method can realize the topology structure design for optimization of the CCC compared with the existing cooling design methods. Liu et al. [15] investigated the cooling performance of internal CCC fabricated via selective laser melting and conventional drilling process. The work indicated that the flow rate of the SLM-fabricated CCC is smaller than that of the drilled channels because it exhibits an elliptic shape due to lack of support along the building direction. Yasin et al. [16] proposed an optimization method to reduce warpage of a protector cover using both topology optimization and deflection analysis. It was found that the warpage conditions can be optimized approximately 79.52%, 76.12%, and 69.06% with respect to the reference model. Izadi et al. [17] investigated the amount of warpage occurring in a polymer–metal hybrid during its manufacturing process. It was found that the warpage is decreased by increasing injection time. Kwak [18] developed a truly in situ and non-contact three-dimensional digital image correlation method using virtually generated speckle pattern. Sun et al. [19] developed the viscoplastic model to predict the warpage of molded products. This work demonstrated that the warpage prediction of plaque has been successfully performed.
Warpage reduction is one of the most important topics for precision wax patterns in the low-pressure WIM. Based on the literature review, adjusting packing profile, packing pressure, packing time, mold temperature, melt temperature, injection time, injection pressure, cooling time, pressure profile, or cooling temperature all do effective warpage of the injection molded parts during the IM process. The cooling stage is the most dominant stage in the injection molding in terms of cycle time and injection molded part quality. The cooling time of the injection molded parts can be reduced by the mold with CCC. Designing the conformal cooling channel for injection mold with high cooling performance is crucial to the mold designers. However, designing the CCC is depended by mold designer’s experiences significantly. The re-design of the CCC is also a time-consuming process. To fabricate precision metal components through IC, it is vital to improve the dimensional accuracy of the wax patterns since the dimensional accuracy of the wax patterns is dependent on the warpage caused by residual stress. The main objective of this study is to minimize the warpage of the injection molded parts by the coolant temperature difference between the core and cavity inserts. The warpage and the cooling time of the wax patterns under different coolant temperature difference between the core and cavity inserts were numerically and experimentally examined. To verify the simulation results, aluminum (Al)-filled epoxy resin mold was fabricated using RTT. The warpage of the wax patterns are investigated using a non-contact 3D scanner. The experimental results of both warpage and cooling time are compared with the simulation results.
2 Experimental details
Physical properties such as cooling time of the injection molded part, transit mold temperature history, transit part temperature history, and warpage of the injection molded part were numerically examined firstly using the Moldex3D simulation software (R14 SP3OR, CoreTech System Inc.) because it is an effective tool for design verification of CCC. Table 1 shows the process conditions used in the simulation. The time to fill the cavity is about 4.247 s. It was found that the injection molded part can be filled completely under the steady-state process settings. In addition, no any short shots were observed. The wax injection molds with CCC were fabricated using Al-filled epoxy resins (TE-375, Jasdi Inc.). Table 2 gives the properties required for the simulation of the injection molds. The wax patterns were fabricated using a low-pressure wax injection molding machine (0660, W&W Inc.). The wax (K512, Kato Inc.) was used as molding materials and the material properties are listed in the Table 3.
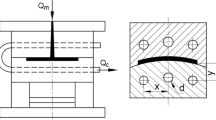
The conventional cooling channel was machined in straight lines. In general, the productivity for the plastic injection mold with conventional cooling channel is low because conventional cooling channel cannot provide consistent cooling throughout the mold cavity. The use of rapid tooling technology can successfully make IM molds with CCC and achieve the benefits of shortening the cooling time of injection molded parts. In this study, a simple ring with a gap of 5 mm was chosen as the injection molded part. Figure 1 shows the computer-aided design (CAD) model and dimensions of the injection molded part. The wall thickness of the injection molded part is 3 mm. The outer diameter, height, and opening gap are 63 mm, 30 mm, and 5 mm, respectively. A gap in the ring was designed to investigate any deformation caused by residual stress in the injection molded part. In general, there are three kinds of CCC, i.e., spiral, zigzag, and parallel. The spiral CCC was used in this study. Figure 2 describes the related geometrical dimensions of the series connection CCC inside the core and cavity inserts. In this study, additive manufacturing (AM) technology was applied to the direct fabrication of CCCs using polyvinyl butyral resin (PVB) filament because it provides the flexibility in the fabrication of CCC compared to conventional machining technologies. The process parameters for making the CCC are printing temperature of 200 °C, the hot bed temperature of 60 °C, the printing speed of 20 mm/s, and the layer thickness of 0.2 mm. The core insert includes a square base with a cylindrical shaped core. The square base is in length of 120 mm, width of 120 mm, and a height of 20 mm. The cylindrical shaped core has a diameter of 53 mm and a height of 30 mm. The cavity insert is a square block having a length of 120 mm, width of 120 mm and a height of 50 mm. In this study, the cross section of the CCC is circular due to best section strength. The diameter of the CCC is 7 mm. According to the guidelines for the design of CCC, the pitch distance between the cooling channels is 12.3 mm. Figure 3 describes the related geometrical dimensions of the parallel connection CCC inside the core and cavity inserts. A standard sprue-runner-gate system was used due to low pressure drop during filling stage. Thus, the molded materials can flow directly into the mold cavity without passing through the intricate runner system. Figure 4 shows the schematic illustrations of the injection molded part and six different cooling channels.

CAD model and dimensions of the injection molded part

Related geometrical dimensions of the series connection CCC inside the a core and b cavity inserts

Related geometrical dimensions of the parallel connection CCC inside the a core and b cavity inserts

Schematic illustrations of the injection molded part and six different cooling channels: a without cooling channels, b conventional cooling channels, c series connection CCC, d parallel connection CCC, e core insert with series connection CCC and cavity insert with parallel connection CCC, and f core insert with parallel connection CCC and cavity insert with series connection CCC
To evaluate the cooling effectiveness of the wax injection molds with different cooling channels, a cooling system composed of a temperature controller (JCM-33A, Shinko Inc.) and a thermo-electric cooler (TEC12706AJ, Caijia Inc.) and a temperature controller (JCM-33A, Shinko Inc.), and three k-type thermocouples (C071009-079, Cheng Tay Inc.) were implemented. Figure 5 shows the schematic diagram of the developed cooling system. The inlet coolant temperature was kept at room temperature. The thermocouples were placed in the wax injection molds for on-line monitoring the temperature history of the wax patterns. Temperature data were recorded by a data acquisition system (MRD-8002L, IDEA System Inc.). To investigate the deformation of the wax patterns, six sensor nodes were set in this study. Figure 6 shows the locations of the six sensor nodes in the wax patterns. In addition, eight measurement nodes were used in this study to ensure the temperature distribution across the whole wax patterns. To investigate the deformation of the injection molded part, an optical scanner (ATOS, GOM GmbH) was performed in this study. Firstly, the TiO2 powder was mixed with ethanol in a weight ratio of 1:4 to create the mixture. To avoid undesired reflections during optical measurement, the surface of the upper punch was sprayed with the mixture. The reference points for optical measurement were attached to the surface of the measurement platform. The stripe patterns were projected on the upper punch surface and captured by two cameras. Finally, three-dimensional coordinate measuring data can be calculated from the beam paths of the projector and both cameras.

Schematic diagram of the developed cooling system

Locations of the six measurement nodes in the wax patterns
3 Results and discussion
3D simulation models were imported from a CAD software to Moldex 3D simulation software through a data exchanges STEP format. The 3D solid mesh includes four kinds of meshes, such as tetra, pyramid, hexahedron, and prism. The number of nodes for tetra, pyramid, and hexahedron are 4, 5, and 6, respectively. In this study, the simulation models are composed of meshes with tetrahedron, pyramid, and hexahedron [20]. Figure 7 shows the number of meshes as a function of cooling time of the injection molded part and computing time of the simulation. In general, the higher the number of meshes, the longer the computing time of the simulation. As can be seen, the cooling time of the injection molded part reaches the steady state when the mesh element counts of exceeding 2,500,000. Thus, the mesh element count of 2,500,000 seems to be the optimal number of meshes based on both the correctness of the cooling time and the computing time of the simulation. To ensure accuracy of mold-filling analyses, the boundary layer mesh (BLM) was used in this study since it is suitable for simulation models with complex geometries. Figure 8 shows the mesh sections of the injection mold, conformal cooling channels, and injection molded parts. Figure 9 shows the magnified mesh structures of the injection mold and conformal cooling channels. The number of elements for hexahedron, tetrahedron, and pyramid are 628,174, 3,414,314, and 1160, respectively. The simulation model include injection molded part, CCC, mold base, and runner. The total elements and nodes are 4,043,648 and 886,726, respectively. The average edge length is about 0.42 mm.

Number of meshes as a function of cooling time of the injection molded part and computing time of the simulation

Mesh sections of the injection mold, conformal cooling channels, and injection molded parts

Magnified mesh structures of the injection mold and conformal cooling channels
Figure 10 shows the numerical simulation results of the mold temperature distributions at the end of cooling for injection mold with six different cooling systems. According to the location and area size of the hot spot, it can be clearly found that the cooling efficiency of the injection mold with CC is obviously better than the injection mold with conventional cooling channel or without cooling channel. Figure 11 shows the numerical simulation results of the average deformation of the injection molded parts for injection mold with six different cooling systems. The average deformations of the injection molded parts for injection mold with six different cooling systems are 2.083 mm, 1.064 mm, 1.911 mm, 1.851 mm, 1.717 mm, and 2.037 mm, respectively.

Numerical simulation results of the mold temperature distributions at the end of cooling: a without cooling channels, b conventional cooling channels, c series connection CCC, d parallel connection CCC, e core insert with series connection CCC and cavity insert with parallel connection CCC, and f core insert with parallel connection CCC and cavity insert with series connection CCC

Numerical simulation results of the average deformation of the injection molded parts for injection mold with six different cooling systems
Figure 12 shows the cooling time and average deformation of the injection molded parts for injection mold with six different cooling systems. The cooling time of the injection molded parts for injection mold with six different cooling systems are 49.3 s, 47.3 s, 35.4 s, 35.3 s, 35.4 s, and 35.3 s, respectively. According to the results described above, four phenomena were found: (a) The cooling time of the injection molded parts fabricated by the injection mold with CCC is obviously better than that of the injection molded parts fabricated by the injection mold with conventional cooling channel and without cooling channels, (b) the average deformations of the injection molded parts fabricated by the core insert with series connection CCC and cavity insert with parallel connection CCC is minimal compared with that fabricated by the injection mold with CCC, (c) the average deformations of the injection molded parts fabricated by the injection mold with CCC is not lower than fabricated by the injection mold with conventional cooling channel, and (d) the average deformation of the injection molded parts fabricated by the injection mold with conventional cooling channel is minimal because the cooling efficiency of the core insert and cavity insert is relatively uniform. The cooling efficiency is defined as Qi/(Qa + Qma) × 100%. Qi stands for the total heat flows into the ith cooling channel surface. Qa stands for the total absorbed heat through cooling channel surface. Qma is the total absorbed heat through mold surface via surroundings. The cooling efficiencies of the core insert and cavity insert are 49% and 51%, respectively. This result is shown in Fig. 13. However, the cooling time of the injection molded parts fabricated by the injection mold with conventional cooling channels is still higher than that fabricated by the injection mold with CCC.

Cooling time and average deformation of the injection molded parts for injection mold with six different cooling systems

Numerical simulation results of the cooling efficiencies for injection mold: a without cooling channels, b conventional cooling channels, c series connection CCC, d parallel connection CCC, e core insert with series connection CCC and cavity insert with parallel connection CCC, and f core insert with parallel connection CCC and cavity insert with series connection CCC
According to the results described above, it was found that the core insert with series connection CCC and cavity insert with parallel connection CCC seems to be a suitable combination in the IM mold. To further improve the average deformations of the injection molded parts fabricated by the core insert with series connection CCC and cavity insert with parallel connection CCC, changing the coolant temperature difference between the core and cavity inserts is proposed in this study. Warpage caused by a non-uniform change of internal stress is a part defect. The warpage of the injection molded part is inevitably excessively high when the cooling efficiency of the core insert and cavity insert is not consistent. Figure 14 shows the numerical simulation results of the cooling efficiencies for the core insert with series connection CCC and cavity insert with parallel connection CCC under different coolant temperature in the core insert. The cooling efficiencies for the core insert and cavity insert are 42% and 58% when the coolant temperatures in both core insert and cavity insert are 25 °C. As can be seen, the cooling efficiency of core insert is lower than that of cavity insert. The cooling efficiencies for the core insert and cavity insert are 49% and 51% when the coolant temperature in the core insert was changed to 24 °C. It should be noted that the cooling efficiency of core insert is still lower than that of cavity insert. The cooling efficiencies for the core insert and cavity insert are 54% and 46% when the coolant temperature in the core insert was changed to 23 °C. Especially, the cooling efficiency of core insert is higher than that of cavity insert. Therefore, the cooling efficiency of the core insert was increased from 42 to 54% when the temperature coolant difference between the core and cavity inserts is 2 °C. Figure 15 shows the numerical simulation results of the average deformations of the injection molded parts fabricated by injection mold with different coolant temperature in the core insert. The average deformation of the injection molded part is 1.717 mm when the coolant temperature in both core insert and cavity insert are 25 °C. The average deformations of the injection molded part are 1.912 mm, 1.175 mm, 0.426 mm, 0.564 mm, 2.066 mm, 3.15 mm, and 3.99 mm when the coolant temperatures in the core insert were changed to 21 °C, 22 °C, 23 °C, 24 °C, 26 °C, 27 °C, and 28 °C, respectively. The average deformation rates of injection molded products are about 38.2%, 23.5%, 8.5%, 11.2%, 34.3%, 41.3%, 63%, and 79.9%, respectively. As can be seen, the average deformation of the injection molded part was reduced to 0.426 mm when the coolant temperature in the core insert was changed to 23 °C. This means that the average deformation of the injection molded parts can be further improved by 75.2% when the coolant temperature in the core insert was changed to 23 °C.

Numerical simulation results of the cooling efficiencies for the core insert with series connection CCC and cavity insert with parallel connection CCC under different coolant temperature in the core insert

Numerical simulation results of the average deformations of the injection molded parts fabricated by injection mold with different coolant temperature in the core insert
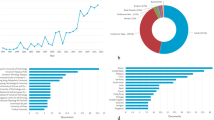
Figure 16 shows the cooling time of the injection molded parts fabricated by injection mold with different coolant temperature in the core insert. The cooling of the injection molded part is 35.4 s when the coolant temperature in both core insert and cavity insert are 25 °C. As can be seen, the cooling time of the injection molded part was reduced to 33.3 s when the coolant temperature in the core insert was changed to 23 °C. The cooling time of the injection molded parts can be further shortened by 2.1 s when the coolant temperature in the core insert was changed to 23 °C. It must be noted that the cooling time of the injection molded parts can be further reduced by 6% when the coolant temperature in the core insert was changed to 23 °C. Figure 17 shows the numerical simulation results of the average deformation of the injection molded part as a function of the part temperature difference between core insert and cavity insert under different coolant temperature in the core insert. It is interesting to note that the cooling time of the injection molded parts can be saved by about 30% and the average deformation of the injection molded parts can be improved by about 60% compared with IM mold with conventional cooling channels. In this study, the coolant temperature difference between the core and cavity inserts was used to improve warpage of the injection molded parts. Two important phenomena were observed: (a) the deformation direction and amount of the warpage of the injection molded parts depends on the cooling efficiency of both core and cavity inserts significantly and (b) the warpage of the injection molded parts can be improved effectively only by properly controlling coolant temperature in both core and cavity inserts. According to the results described above, a mechanism for minimizing the amount of warpage of injection molded parts using coolant temperature difference between the core and cavity inserts was proposed, as shown in the Fig. 18. Warpage is the most noteworthy defect in the thin-walled wax patterns. Figure 19 shows the coolant temperature different as a function of the thickness of the injection molded part. As can be seen, the coolant temperature different between the core and cavity inserts has no is no significant difference in the thickness of the injection molded part. Figure 20 show the radar chart for the four wax injection molds. As can be seen, the core insert with series connection CCCs and cavity insert with parallel connection under the coolant temperature difference between the core and cavity inserts of 2 °C seems to be a good combination in the IM mold because the radar chart contains the smallest area.

Cooling time of the injection molded parts fabricated by injection mold with different coolant temperature in the core insert

Numerical simulation results of the average deformation of the injection molded part as a function of the part temperature difference between core insert and cavity insert under different coolant temperature in the core insert

Mechanism for minimizing the amount of warpage of injection molded parts using coolant temperature difference between the core and cavity inserts

Coolant temperatures different as a function of the thickness of the injection molded parts

Radar chart for the four wax injection molds
To evaluate the simulation results, an Al-filled epoxy resin injection mold comprising the core insert with series connection CCC and cavity insert with parallel connection CCC was fabricated for injection molding, as shown in Fig. 21. The experimental results of both warpage and cooling time were compared to the simulation results. The coolant temperature in the cavity insert was fixed at 25 °C. Figure 22 shows the experimental and numerical simulation results of the average deformations of the injection molded parts fabricated by injection mold with different coolant temperature in the core insert. The average deformation predicted by the numerical simulation software is about 1.912 mm when the coolant temperature in the core insert is 21 °C. The average deformation of the injection molded parts is about 1.486 mm when the coolant temperature in the core insert is 21 °C. The relative error rate of the deformation of the injection molded parts is about 28.7% compared with the simulation results. The average deformation predicted by the numerical simulation software is about 0.426 mm when the coolant temperature in the core insert is 23 °C. The average deformation of the injection molded parts is about 0.42 mm when the coolant temperature in the core insert is 23 °C. The relative error rate of the deformation of the injection molded parts is about 1.4% compared with the simulation results. The average deformation predicted by the numerical simulation software is about 1.717 mm when the coolant temperature in the core insert is 25 °C. The average deformation of the injection molded parts is about 1.646 mm when the coolant temperature in the core insert is 25 °C. The relative error rate of the deformation of the injection molded parts is about 4.85% compared with the simulation results. The average deformation predicted by the numerical simulation software is about 3.995 mm when the coolant temperature in the core insert is 28 °C. The average deformation of the injection molded parts is about 3.403 mm when the coolant temperature in the core insert is 28 °C. The relative error rate of the deformation of the injection molded parts is about 17.4% compared with the simulation results. The relative error rate of the deformation of the injection molded parts obtained by the simulation and experiment is about 1.4–28.7%. The causes of the relative error are the difference between the experiment conditions and process parameters used in the simulation software. The differences include initial and boundary conditions, molding material properties, and injection mold material properties, such as melting point, specific gravity, linear shrinkage, viscosity, specific volume, specific heat capacity, viscoelasticity, thermal conductivity, density, elastic modulus, Poisson ratio, coefficient of linear thermal expansion, coolant inlet temperature, coolant outlet temperature, mold temperature, ambient temperature, and ejection temperature. It was found that the average deformation of the injection molded part can be further improved about 1.226 mm when the coolant temperature difference between the core and cavity inserts is 2 °C. The average deformation improvement about 74.5% can be obtained. This means that the average deformation of the injection molded parts is very close to the simulation results and the error rate is only about 0.7%.

Three wax injection molds: a without cooling channels, b conventional cooling channels, and c core insert with series connection CCC and cavity insert with parallel connection CCC

Experimental and numerical simulation results of the average deformations of the injection molded parts fabricated by injection mold with different coolant temperature in the core insert
Figure 23 shows the experimental and numerical simulation results of the cooling time of the injection molded parts fabricated by injection mold with different coolant temperature in the core insert. The cooling time of the injection molded part predicted by the numerical simulation software is about 33.3 s when the coolant temperature in the core insert is 23 °C. The cooling time of the injection molded part is about 43 s when the coolant temperature in the core insert is 23 °C. The relative error rate of the deformation of the injection molded parts is about 22.6% compared with the computer aided engineering (CAE) analyses due to the different both boundary and initial conditions between CAE analyses and experiment. It must be noted that the cooling time of the injection molded part obtained by experiment is longer than that obtained by computational run since the heat loss in the mold material boundary is zero since it is an adiabatic process in the analytical heat transfer model. Figure 24 shows the cooling times of injection molded parts when the coolant temperature difference between the core and cavity inserts is 2 °C. The cooling time of the injection molded part is about 51 s when the coolant temperature in the core insert is 25 °C. The cooling time of the injection molded part can be further saved about 8 s when the coolant temperature difference between the core and cavity inserts is 2 °C. This result showed that the cooling time reduction about 15.7% can be obtained. The cooling time reduction is very close to the simulation results and the error rate is only about 9.7%.

Experimental and numerical simulation results of the cooling time of the injection molded parts fabricated by injection mold with different coolant temperature in the core insert

Cooling times of injection molded parts when the coolant temperature difference between the core and cavity inserts is 2 °C
According to the results described above, the findings of this study are very practical and provide the greatest application potential in the precision mold industry, especially in the mold design stage. Metal 3D printer was strongly recommended to print molds or dies with CCC using maraging steel powder. Therefore, investigation on the coolant temperature difference between the core and cavity inserts fabricated by metal 3D printing techniques such as vacuum diffusion bonding, selective laser sintering, selective laser melting [21], and selective electron beam melting is also an key research issue. 3D printed conformally cooled molds or dies can be employed for plastic injection molding, blow molding, metal injection molding, powder metallurgy, die casting, hot extrusion, injection-compression molding, rotational molding, thermoforming, transfer molding, and hot stamping. In addition, the Taguchi method can be employed to optimize the design of CCC. In this study, the water was used as the cooling medium in the cooling system. The alternative coolant, such as oil or cool air [22], can also be employed to investigate the difference in the cooling performance. In addition, the profiled conformal cooling channel is also a promising cooling channel to reduce cooling time in the injection molding process compared with a conventional straight drilled cooling channel. Finally, this study found that the internal surface of the CCC fabricated by AM technology possess high surface roughness compared with conventional cooling channel made by computer-numerical control machining. The service life of the mold will be affected significantly because of stress concentration. The main reason is that the mold is repeatedly heated and cooled during the WIM process. Therefore, improving the surface roughness of the CCC by abrasive blasting, abrasive flow machining, electrochemical polishing, chemical polishing, laser polishing, or ultrasonic cavitation abrasive finishing is also an important research topic. These issues are currently being investigated and the results will be presented in a later study.
4 Conclusions
Wax injection molding is one of the common manufacturing processes for producing wax patterns by injecting molten wax into a mold. Warpage is an important quality index in the wax patterns for IC. The cooling time affects the productivity greatly in the IM. Both warpage and cooling time can be reduced by the wax injection mold with CCC. This study demonstrates an original method by changing the coolant temperature difference between the core and cavity inserts to reduce both the cooling time and the warpage of the injection molded parts simultaneously. Based on the results obtained in this study, the following conclusions can be drawn:
-
1.
Those findings in this study can be used as a reference to design CCCs of injection mold built with AM technology.
-
2.
Mechanism for minimizing the amount of warpage of injection molded parts using coolant temperature difference between the core and cavity inserts has been demonstrated. The cooling efficiency of the core insert is increased from 42 to 54% when the coolant temperature difference between the core and cavity inserts is 2 °C.
-
3.
The core insert with series connection CCC and cavity insert with parallel connection CCC seems to be a good candidate in the IM mold. The average deformation of the injection molded parts is improved up to 75.2%. The cooling time of the injection molded parts is further reduced by 6%.
-
4.
The cooling time of the injection molded parts can be saved up to 30%, and the average deformation of the injection molded parts can be improved by about 60% compared with IM mold with conventional cooling channels.
-
5.
The improvement in the average deformation of the molded parts is up to 74.5% and the cooling time of the molded parts is reduced by about 15.7%.
Code availability
Not applicable.
References
Huang W-T, Tsai C-L, Ho W-H, Chou J-H (2021) Application of intelligent modeling method to optimize the multiple quality characteristics of the injection molding process of automobile lock parts. Polymers 13:2515
Dong YW, Li XL, Zhao Q, Yang J, Dao M (2017) Modeling of shrinkage during investment casting of thin-walled hollow turbine blades. J Mater Process Technol 244:190–203
Kuo C-C, Chen W-H (2021) Improving cooling performance of injection molding tool with conformal cooling channel by adding hybrid fillers. Polymers 13:1224
Kitayama S, Miyakawa H, Takano M, Aiba S (2017) Multi-objective optimization of injection molding process parameters for short cycle time and warpage reduction using conformal cooling channel. Int J Adv Manuf Technol 88(5–8):1735–1744
Wang X, Li Z, Gu J, Ruan S, Shen C, Wang X (2016) Reducing service stress of the injection-molded polycarbonate window by optimizing mold construction and product structure. Int J Adv Manuf Technol 86(5–8):1691–1704
Brooks H, Brigden K (2016) Design of conformal cooling layers with self-supporting lattices for additively manufactured tooling. Addit Manuf 11:16–22
Vojnová E (2016) The benefits of a conforming cooling systems the molds in injection moulding process. Procedia Eng 149:535–543
Mercado-Colmenero JM, Rubio-Paramio MA, Marquez-Sevillano JDJ, Martin-Doñate C (2018) A new method for the automated design of cooling systems in injection molds. Comput Aided Des 104:60–86
Lim WS, Choi HS, Ahn SY, Kim BM (2014) Cooling channel design of hot stamping tools for uniform high-strength components in hot stamping process. Int J Adv Manuf Technol 70(5–8):1189–1203
Chen J, Gong P, Liu Y, Zheng X, Ren F (2017) Optimization of hot stamping cooling system using segmented model. Int J Adv Manuf Technol 93(1–4):1357–1365
Singraur DS, Patil BT, Rampariya Y (2019) Advancements in design and fabrication of conformal cooling channels for improvement in plastic injection molding process. Ind Eng J 12(5):1–6
Mercado-Colmenero JM, Martin-Doñate C, Rodriguez-Santiago M, Moral-Pulido F, Rubio-Paramio MA (2019) A new conformal cooling lattice design procedure for injection molding applications based on expert algorithms. Int J Adv Manuf Technol 102(5–8):1719–1746
Abbès B, Abbès F, Abdessalam H, Upganlawar A (2019) Finite element cooling simulations of conformal cooling hybrid injection molding tools manufactured by selective laser melting. Int J Adv Manuf Technol 103(5–8):2515–2522
Li Z, Wang X, Gu J, Ruan S, Shen C, Lyu Y, Zhao Y (2018) Topology optimization for the design of conformal cooling system in thin-wall injection molding based on BEM. Int J Adv Manuf Technol 94(1–4):1041–1059
Liu C, Cai Z, Dai Y, Huang N, Xu F, Lao C (2018) Experimental comparison of the flow rate and cooling performance of internal cooling channels fabricated via selective laser melting and conventional drilling process. Int J Adv Manuf Technol 96(5–8):2757–2767
Yasin SBM, Mohd NF, Mahmud J, Whashilah NS, Razak Z (2018) A reduction of protector cover warpage via topology optimization. Int J Adv Manuf Technol 98(9–12):2531–2537
Izadi O, Silani M, Mosaddegh P, Farzin M (2018) Warpage and bending behavior of polymer–metal hybrids: experimental and numerical simulations. The Int J Adv Manuf Technol 98(1–4):873–885
Kwak JB (2019) Completely in situ and non-contact warpage assessment using 3D DIC with virtual patterning method. Int J Adv Manuf Technol 100(9–12):2803–2811
Sun X, Su X, Mao J, Tibbenham P, Tao J, Bao Z (2016) The application of modified viscoplastic constitutive relationship on the warpage prediction of injection-injection molded part. Int J Adv Manuf Technol 86(9–12):2517–2526
Chung C-Y, Hwang S-S, Chen S-C, Lai M-C (2021) Effects of injection molding process parameters on the chemical foaming behavior of polypropylene and polystyrene. Polymers 13:2331
Pan C-T, Lin C-H, Huang Y-K, Jang JSC, Lin H-K, Kuo C-N, Lin D-Y, Huang JC (2021) Design of customize interbody fusion cages of Ti64ELI with gradient porosity by selective laser melting process. Micromachines 12:307
Zhu Y, Wang D, Fang C, He P, Ye Y-H (2019) A multilayer emitter close to ideal solar reflectance for efficient daytime radiative cooling. Polymers 11:1203
Funding
This study received financial support from the Ministry of Science and Technology of Taiwan under contract nos. MOST 109–2637-E-131–004 and MOST 107–2221-E-131–018.
Author information
Authors and Affiliations
Contributions
Chil-Chyuan Kuo: wrote the paper/conceived and designed the analysis/performed the analysis/conceptualization. Yu-Xin Xu: collected the data/contributed data or analysis tools.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Conflict of interest
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kuo, CC., Xu, YX. A simple method of improving warpage and cooling time of injection molded parts simultaneously. Int J Adv Manuf Technol 122, 619–637 (2022). https://doi.org/10.1007/s00170-022-09925-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09925-3