
Abstract
The models of temperature prediction in manufacturing processes have advanced considerably in the last decades, either by applying numerical methods or by the development of techniques and methods of temperature measurement, which feed and compare the results of models. Associated with the advancement of prediction models is the improvement in the analysis of heat generation and distribution during materials machining. This work presents state of the art in research related to heat flux estimation in metal cutting processes using direct and inverse methods, through analytical, numerical, and empirical models. Pioneering and current research approaching the problem of estimating heat flux, as the main focus or means to predict the temperature distribution during the process, are reviewed. Its particularities, such as boundary conditions, techniques used, and innovations concerning previous works, are discussed. Therefore, this paper will present and detail different methods to estimate the heat flux during machining, aiming to help researchers identify the advantages and limitations in several cases discussed. The heat flux estimation using inverse methods can be more accurate with the development of data acquisition systems, reducing errors in measured temperatures during the process. In addition, multiphysics numerical simulations characterizing plastic deformation and heat transfer can be improved to help estimate the heat generated in machining.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Conventional machining has been highlighted among the most used manufacturing processes and with the highest production cost per component. The development of new tools, coatings, and materials that can increase tool life, reduce production process time, improve the surface quality of components, and reduce costs greatly influences an increasingly competitive industry. In this context, prediction models are important in developing new cutting tools and machining processes planning.
The metal cutting process is not a fully understood phenomenon due to its nonlinear nature and the complex coupling between the deformation and temperature fields. High temperatures in the cutting process have a strong influence on the phenomena involved. Plastic deformation and shear are restricted to a small volume and the heat generated in chip formation affects all parts involved in the formation [1].
The study of the temperature influence on the machining process started a long time ago. There are records of machining experiments analyzing the thermal effect since 1798 [2]. In 1907, Taylor [3] presented a work that evaluated the temperature effect on the wear of cutting tools. Shore in 1925 [4] was one of the pioneers of the tool-workpiece thermocouple method for measuring temperatures during machining. In 1926, Herbert [5] related the temperature effect to the deformation process in cutting materials. In 1938, Schallbroch et al. [6] presented an equation that related the tool life of high-speed steel with temperature field. These and many other authors have been studying the temperature effects on machining processes for over a century.
Several studies have focused on understanding the consequences of the temperature increase in the tool, workpiece, and chip system. Temperatures in the tool-chip interface influence tool wear and process quality [1, 7,8,9]. Thus, cutting process modeling is fundamental for a better understanding of the phenomenon. Several problems are related to the cutting process modeling, such as: material properties, cutting speed, feed rate, tool-chip interface, workpiece moving, chip obstruction, and small contact area [10,11,12,13,14].
The heat generated due to cutting represents an important heat source in the machine tools system. This heat causes thermoelastic deformations and is dissipated through the spindle, the workpiece, and the fixing system. The heat source in machining results from deformation energy and friction converted into heat, generated between the contact between tool, workpiece, and chip [15].
In this sense, the heat generated and temperature field in the tool, workpiece, and chip system are fundamental to understanding the phenomena related to the cutting tool, workpiece’s wear, and surface integrity. However, research has focused on temperature prediction models that depend on previous heat flux estimation, which has some limitations that hinder the effectiveness of solving the problem. This work presents the theory related to generation, distribution, and measurement of heat and temperatures during the machining processes, discussing the main researches that present techniques to estimate the heat flux.
2 A brief history on determining heat flux and temperature distribution in metal cutting
2.1 Origin and evolution of analytical model studies in machining
Literature involving the temperature distribution in machining processes started around in the late 18th century with Benjamin Thompson. Still, it was in the early 20th century that Taylor’s work [3] highlighted by associating the evolution of cutting tool wear to temperature increase.
In the mid-1940s and early 1950s, analytical model studies on the subject began to appear. In 1942, Jaeger [16] was one of the pioneers in studies of heat transfer problems with moving sources. In these years, several authors developed analytical models to predict the temperature field or heat generation in machining problems [17,18,19,20,21,22,23].
The determination of temperature field depends on knowledge about the amount of heat generated during the machining process. In this historical context, in 1946 the solids theory heated by the movement of heat flux stood out, which is well developed by Rosenthal [22], and it has been widely applied in solidification, welding, machining processes, among others. In 1954, Rapier’s work [21] presented analytical solutions for the temperature distribution and heat flux in similar problems to those found in metal cutting. In 1969, Watts [24] presented analytical solutions obtained by using Hankel’s finite transformations in order to understand the temperature field in cylinders using a mobile heat source, similar to cutting.
Although the literature presents advances in analytical solutions and empirical correlations to relate the distributions of temperature, the heat generated, and cutting parameters during machining processes [25,26,27,28,29], the most recent works seek to estimate the effect with the aid of inverse problem solutions.
The great advantage of the inverse technique is obtaining the solution to a physical problem that cannot be solved directly. In orthogonal cutting, for example, direct temperature measurement using contact-type sensors in the tool-workpiece interface is very difficult. The use of inverse techniques is a good alternative, as measurements are made directly at easier access points for the sensors.
2.2 Origin and evolution of inverse heat transfer problems
Inverse problems are widely applied to engineering problems. The main characteristic of this type of approach is to obtain the solution of the physical problem indirectly, where the boundary conditions are not known or difficult to access.
The problem can be solved using information from sensors located at accessible points. In direct problems of heat conduction, if the heat flux (the cause) is known, the temperature field (the effect) can then be determined. Whereas for an inverse problem, the heat flux is estimated from knowledge of the temperature at a location of easy access (see Fig. 1). Thus experimental temperatures can be used to obtain thermal properties, surface heat flux, internal heat source, or the temperature at a surface without direct access [30,31,32,33,34,35].

Direct and inverse heat transfer problem sequence
Inverse problems belong to an exciting and common class of mathematically said problems to be ill-posed. It is observed that mathematically a problem is considered well placed if it satisfies three essential requirements: i) Existence; ii) Uniqueness; iii) Stability.
A solution to an inverse problem in heat conduction is ensured by physics: if there is an effect, then there is a cause.
Among its characteristics, the inverse problems present the possibility of having more than one solution to the same problem, which leads to the need to use mathematical tools based on additional information. In this case, the commitment to modeling is cited as an example, so the solution’s uniqueness to inverse problems can be mathematically proven only for some special cases. The inverse problem is also susceptible to the degenerative effects of additive noise on the input data, the operator, or even the limitations imposed by the numerical process’s iterative character. Thus, it is necessary to use special techniques for the solution to meet the stability criterion. The instability problem was addressed by reformulating the inverse problems in approximation to a well-posed problem using some regularization techniques [30, 36].
2.3 Origin of inverse heat transfer problems in machining processes
Several studies claim that almost all the energy consumed when cutting metal is converted to heat. The total amount of heat distributed during metal cutting can be calculated as the product of cutting force and cutting speed [1, 37]. Several works were dedicated to determining the heat flux and its thermal effect on the tool, workpiece, and chip in different machining processes, such as grinding, drilling, turning, threading, milling, among others [38,39,40,41,42].
As ever mentioned, inverse methods can be used to estimate temperatures and heat generation in the machining process from temperature measurements [43]. According to Kryzhanivskyy et al. [44], inverse heat conduction problem has become a major heat flux forecasting tools in machining processes. The solution of inverse heat conduction problem can be performed by several techniques, such as: modal approach, sequential algorithm, heuristic methods, transfer function, among others [45,46,47,48,49].
3 Theory of heat generation in machining process
3.1 Fundamentals of heat generation during chip formation
The heat generated during machining directly influences the chip formation mechanism, friction, tool wear mechanism, tool life, integrity, and surface finish, as well as machining tolerances. Understanding the heat partition and temperature distribution is of great importance for machining processes [50].
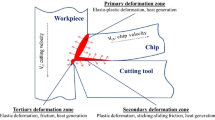
There are three heat generation zones active during the chip formation process associated with phenomena such as plastic deformation, shear, and friction, as shown in Fig. 2.
-
(i)
Primary shear zone: The heat generated in this region is associated with the plastic deformation that occurs in the material before the shear plane and the shear that occurred in the primary shear plane. The heat generated in this zone is transferred to the chip and workpiece, and the increase in cutting speed and thermal conductivity of the workpiece material causes an increase of heat transfer to the chip [51].
-
(ii)
Secondary shear zone: The classical theory regarding the heat generated in the secondary shear zone considers friction and disregards the phenomena in the flow zone. The sticking (flow zone) and sliding can occur simultaneously, with sticking responsible for the most important characteristics and the most common sliding in peripheral regions due to the lower compression stress [51]. The heat generated in this zone plays a secondary role in increasing the tool temperature because the highest temperatures are at the cutting edge and in the flow zone, so the heat cannot be transported from the chip body (lower temperature) to the tool (higher temperature) [52].
-
(iii)
Tertiary shear zone: This region is generally neglected in cutting process modeling, but it can greatly influence the heat generated. When the material is plastically deformed but not sheared in the primary shear zone, it comes into contact with the tool’s clearance surface. In metal cutting conditions, as described in the Wallbank study [53], where the tool is new, and the clearance angle is significant, the small contact length, about 0.2 mm, the heat generated in the tertiary zone is insignificant. However, for conditions where there is a need for small clearance angles or where flank wear has accentuated this contact length of the clearance surface, a heat source in the tertiary zone similar to the flow zone may be present. Under certain conditions, the heat generated in the tertiary shear zone may be higher than in the secondary zone because the material speed on that surface is the same as the cutting speed. On the exit surface, the movement speed is chip exit speed [51].

Heat sources in the orthogonal cutting process [54]
The values of heat partitioning during metal cutting change according to the analyzed process. Table 1 shows the thermal energy partition between the tool, workpiece, and chip in drilling, turning, and milling processes.
3.2 Variables that influence heat generation in shear zones
The cutting conditions and interaction between workpiece, tool, and chip strongly influence the method selected for determining the heat generated and heat partition between the parties involved in the process. Parameters such as feed, cutting speed, and cut depth, or tool geometric characteristics (exit angle, clearance, and nose radius), or thermal properties of workpiece, tool, and coating material, all of them can significantly change the amount of heat generated and its distribution. Many output parameters in the machining process depend on the heat generation and temperature field [37].
Denkena et al. [57] evaluated the chamfer effect on the heat generation in the milling process with aluminum alloy. The authors show that extra contact due to the chamfer can influence the heat generation transported to the workpiece. This is critical in the aluminum workpieces with thin walls due to the tendency to soft spots. This work also evaluated the effect of advance and rotation of spindle on the heat generation and, consequently, the workpiece temperature. The workpiece temperature with chamfered tools was higher than in those without chamfer. Analyzing the increase in spindle rotation (1000 - 10000 rpm), the tool without chamfer did not show a pattern in the temperature behavior, and its temperature changes were small. Still, the tool with chamfer a significant temperature increase (100 to 300\(^\circ C\)), and tool temperatures without chamfer were always lower than a chamfered tool.
Ceretti et al. [58] developed a model to calculate the global heat transfer coefficient as a function of contact pressure and tool-workpiece interface temperature. Experiments using medium carbon steel, carbide tools with and without coating, showed that global heat transfer coefficient is directly proportional to the temperature and contact pressure at tool-workpiece interface, and this occurred with increase in cutting speed.
4 Temperature distribution during metal cutting
Different methods can be used to try to obtain the temperature distribution during machining processes (Fig. 3), such as: analytical or numerical mathematical solutions; experimental measurements; or by coupling more than one of the techniques via the hybrid method.

Methods for obtaining temperature distribution in metal cutting
Temperature measurement in the cutting process is a fundamental step for parameter prediction models, both for model validation or input data in inverse algorithms. However, measuring temperature is a major challenge over time, either due to the difficulty in reaching the temperature measurement region (mainly the chip-tool interface) or the difficulty of sensors calibrating. Several techniques have been used over time, highlighting in this review only the techniques considered most important that have been applied in recent works.
The temperature distribution in tool holder set (Fig. 4) can be described by classic heat equation (Eq. 1), thus reflecting the energy conservation for any point inside the body.

Thermal modeling of tool holder set [59]
where \(T = T(x,y,z,t)\) is temperature function, k is thermal conductivity coefficient, \(\rho\) is material density, \(c_p\) is specific heat, and t is time.
The heat flux specified in tool-workpiece or tool-chip contact interface, and the convective heat transfer with environment are generally considered as boundary conditions during the machining process. The characterization of contact between tool and holder is also necessary information for the problem solution. The analytical solutions (separation of variables, Green’s functions, Duhamel’s superposition, etc.), numerical solutions (finite difference method, finite volume method, finite element method, etc.), or hybrid solution can be used with or without the aid of commercial software (ANSYS, COMSOL, ABAQUS, DEFORM, etc.) to obtain the appropriate temperature distribution for the machining problem.
In 1986, Byrne [60] commented that in the past sixty years, several techniques had been developed to evaluated temperatures in the cutting zone during machining processes. Figure 5 shows a flowchart with the main temperature measurement methods in machining.

Methods used for the experimental determination of temperatures in metal machining [60]
The tool-workpiece thermocouple method is the most used technique for measuring temperature during metal cutting, allowing to observe the effect of cutting parameters on the temperature of the chip-tool interface, but there is significant uncertainty in the measured values [61]. One of the problems with this technique is the existence of a temperature gradient along with the chip-tool contact, so the thermocouple is not able to measure the highest and lowest temperatures, but an approximate temperature gradient. The disadvantage of the tool-workpiece thermocouple method is the need to perform calibration for all combinations of tool materials and workpiece, in addition, there is uncertainty about the validity of static calibration (performed in a controlled environment) for the dynamic situation (real conditions of the process) [9].
Countless researchers like Hebert [5], Braiden [62], Stephenson [63], Lima et al. [64], and Pereira et al. [65] used the tool-workpiece thermocouple method in their work. Figure 6 shows the assembly scheme of the tool-workpiece thermocouple using contact pins.

Assembly scheme of the tool-workpiece thermocouple [66]
Kaminise et al. [67] developed a tool–work thermocouple calibration system with physical compensation. With this system, they also studied the influence of tool-holder material on cutting temperature in machining. Dry machining of gray cast iron was performed with uncoated carbide inserts. Five tool-holders were made with materials having different thermal conductivity: copper, brass, aluminum, stainless steel, and titanium alloy. The temperature of the tool-chip interface was measured using the tool-work thermocouple method. The surface temperatures on the insert and tool holder were obtained by conventional T-type thermocouples. The system was modified to develop an experimental procedure for the physical compensation of the secondary junctions and parasite thermoelectric e.m.f. signals. Also, modifications were carried out in a conventional tail-stock to obtain the e.m.f the signal between the rotating workpiece and the stationary insert, without significantly altering the system’s stiffness. The tail-stock with mercury bearing inside was insulated electrically.
Modifications of the tool–work thermocouple-system proposed in this paper proved to be effective to compensate for the formation of secondary junctions in the circuit. Besides, modifications of the conventional tail-stock provided better continuity of the electric circuit of the system. The electrical insulation of the system concerning other elements was obtained using emery paper. The fixing system at the chuck with an elastic steel sleeve conferred firmness to the jaws’ grip on the workpiece. The improved stiffness of the experimental set-up during the machining tests diminished the limitations of this technique. The results obtained in this work allow concluding that the tool-holder materials’ thermal conductivity has a great effect on the temperature distribution in the insert and tool holder. However, it has less effect on the maximum temperature at the tool–chip interface.
Another widely used method is the thermocouple inserted or fixed to an exposed surface. It is an excellent method to measure the temperature at a point on a surface since the thermocouple is a simple and versatile sensor, with good accuracy, low cost, known calibration curves for commercial types, and low response time. However, it does not reach the chip-tool interface and has limitations on moving surfaces and materials with low thermal conductivity. Chen et al. [68], and Karaguzel et al. [69] used the method to compare the results obtained with a numerical model. Liang [48] considers the inserted thermocouple method unsatisfactory, as it interferes with heat flux at the interface and limits the tool strength (see Fig. 7).

Scheme inserted thermocouple system [69]
Another method similar to the inserted thermocouple and characteristics similar to the tool-workpiece thermocouple is a thin-film thermocouple (TFTC). This method overcomes some limitations presented by other methods, such as rapid temperature change, cutting fluid, high-temperature gradients, reach of the chip-tool interface, and calibration difficulty.
According to Basti et al. [70], the built-in thin-film thermocouple technique can only be used on coated tools. Several other works applied the direct temperature measurement method and validated its application in machining processes [71,72,73,74]. Figure 8a shows tool drawing and positive/negative poles of the thermocouple that come together at tool edge, and Fig. 8b shows micro-channels made for deposition of the thermocouple material.

Schematic diagram of thin film thermocouples embedded in cemented carbide insert: (a) Three-dimensional view, and (b) Local section view [72]
Infrared thermography temperature measurement (IRT) has been applied in machining. Kramer [75] was one of pioneers in the use of IRT to measure temperatures in metal cutting, followed by the works of Reichenbach [76] and Boothroyd [77]. IRT is a non-destructive, non-invasive technique that does not require contact which allows the mapping of thermal patterns, i.e. thermograms, on the objects surface, bodies and systems by infrared imaging instrument (IR), such as an IR camera [78]. IRT has been applied in several studies, but the difficulty in applying cutting fluid due to interference in thermal emissivity, high cost of equipment, and difficulty in calibrating emissivity has limited its further application in machining. Valiorgue et al. [79] presented an emissivity curve for austenitic stainless steel 316L and performed experiments in orthogonal section (see Fig. 9). The experimental data were treated with aid of emissivity values extracted from calibration to determine the thermal gradient during metal cutting. Several studies have used infrared thermography to analyze the effect of cutting conditions on temperature [39, 80, 81]. The comparison between temperature data obtained by infrared thermography and analytical models was also performed [82].

Schematics of the infrared thermography experimental set-up on a CNC vertical milling machine [80]
Two-color fiber pyrometer has been highlighted among temperature measurement methods. This sensor type’s advantage is the elimination of emissivity influence, making instrument calibration simpler and more accurate. Hosseini et al. [83], Han et al. [84], and Saelzer et al. [85] use the method for temperature measuring according to some cutting parameters and present satisfactory results (see Fig. 10).

(a) Set-up of the two-colour pyrometer, and (b) Fibre position for the measurement of the chip temperature [86]
The methods presented above are examples of different types that exist and have been addressed here due to their great application, advantageous characteristics, or growing and recent application. The aim of this work is not to review the temperature measurement methods (as performed by Da Silva and Wallbank [61] and Davies et al. [87]) but to present the most used techniques and those that have been gaining more space over time in the validation and feeding of temperature and heat flux prediction models.
5 Heat generated estimation in machining
The determination of heat generated during a machining process and its partition in a temperature prediction problem can be considered a major challenge. Several authors have presented methods and models to overcome this barrier. Some studies estimate the heat generated by plastic deformation and friction, while other studies, for example, use inverse techniques to determine the transient heat distribution by direct temperature measurement. The heat generation estimation and its partition by the calorimeter method help validate and understand the problem.
The heat flux estimation is possible in various manufacturing processes using the calorimeter or measuring forces during cutting materials. However, temperature measurement is not simple in machining processes. The heat partition during machining is a complex problem, mainly due to the variation of material properties (mechanical and thermal) with temperature [9, 88]. The calorimeter’s use presents difficulties such as liquid temperature homogenization, errors associated with temperature measurement techniques, heat exchanges with the environment, and heat generated determination in a single component of the system (workpiece, chip, or tool).
One of the major reviews on the modeling of machining problems was performed by Arrazola et al. in 2013 [89]. In this work, the authors highlighted that analytical models could provide information to optimize numerical models. Also, highlight the need for advances in numerical modeling for three-dimensional phenomena, assisting the industry in predicting parameters with more reliability. Many of the perspectives for future work by Arrazola et al. [89] have been developed; however, there are still several limitations to be overcome. In the following text, several studies that estimate the heat generated at the cutting zone interface from temperature measurements and analyze the effect of cutting parameters on the thermal phenomenon during the cutting process are highlighted.
Before specifying the estimation methods, it is known that one of the objectives of research involving manufacturing processes is to try to present analytical, numerical, experimental, empirical and hybrid models that can ensure energy conservation during cutting processes, and therefore use some theoretical model to estimate unknown parameters. To characterize the energy conservation in a control volume, the First Law of Thermodynamics is used, where the input, output, generated, and accumulated energy must always satisfy the following equation:
In order to guarantee the First Law in cutting processes, the estimation of heat generation in shear zones is investigated in the literature mainly in two different ways, using empirical methods or inverse methods, as shown in Fig. 11. Thus, several studies on the estimation of heat generated in machining processes are presented and discussed in these two categories.

Heat source estimation in machining processes
5.1 Empirical methods
In 1951, Hahn [19] calculated the temperature distribution in the primary zone and disregarded the influence of other heat source on it. Thus, assuming that all mechanical work carried out in the machining process is converted to heat, the heat source in the heat form (\(W/m^2\)) is expressed as
where the product of the shear force, \(F_s\), and the velocity, \(V_s\), is the power expended in the primary zone. The heat region is characterized by area wl. However, this expression does not account for the fact that the velocity direction changes beyond the shear plane.
At that time, Trigger and Chao [23] calculated the average temperature in the chip by determining the heat generation. Based on the power spent in the primary, \(F_sV_s\), and secondary, \(FV_c\), shear plans, they assumed that there is no interaction between these two heat sources, which requires an exact knowledge of the heat partition during the cutting process. They also considered the latent energy due to plastic deformation that is stored in the chip. The material was characterized before and after the shear plane as a single body, this simplification limits the determination of maximum temperatures during the chip formation process.
Therefore, one of the most valid assumptions according to Quinney and Taylor [90], Bever et al. [91], and Radulescu and Kapoor [92] is that the heat generation rate could be expressed by
where \(f_c\) is the cutting or tangential force, \(f_f\) is the feed force, V is the cutting speed, and F is the feedrate. The forces needed to determine the heat source can be determined from the different models in the literature [93,94,95,96].
The surface heat source due to friction at the tool-chip interface was considered by Moufki et al. [97] acting on a layer along the tool interface como sendo igual a
where \(\bar{\mu }\) is the average friction coefficient, and \(V_c\) is the chip velocity. P(x) represents the pressure distribution, and x is the distance on the rake face from the tool tip.
The dual-zone model [98], which considers the sticking friction and sliding friction was recently used by Barzegar and Ozlu [99] to determine the heat generation and temperature distribution in the secondary and tertiary deformation zone, as shown in Fig. 12. The heat flux at the tool-chip interface and due to friction conditions in the third deformation zone can be expressed by Eq. 6 and Eq. 7, respectively. The inclusion of the tertiary zone increases the accuracy in predicting heat generation and maximum temperature at the clearance surface. However, the limitations of the dual zone model refer to the difficulty in determining the contact area and the dependence with Johnson-Cook model.

Heat generation and boundary conditions in orthogonal cutting [99]
Möhring et al. [100] estimated the heat flux density and temperature in the machining zones. The method is based on the Jaeger’s model [16] and incorporates the thermomechanical model of Kushner and Storcak [101]. The method characterizes the dependence of heat flux density and temperature. The heat flux density is calculated in different areas in chip formation, as shown in Fig. 13: material deformation in chip forming area (A), where the heat flux density of is proportional to the specific deformation work; material deformation under adiabatic conditions in accumulation zone (B), where the heat flux density is independent of temperature; plastic contact between the chip and the rake face (C), where the heat flux density is calculated by numerical method, a decrease in density is considered for each interval due to the increase in temperature; and plastic contact between tool and workpiece (G), where the heat flux density is considered a constant. Therefore, the heat flux estimation depends on several parameters, such as: tangential force, shear plane angle, strain ratio, shear plane areas, and velocities involved in chip formation.

Layout of heat flows in orthogonal cutting [100]
The determination of heat partition equations developed after the work of Trigger and Chao [23] who established through experiments a constant for thermal partition. Loewer and Shaw [102], Boothroyd [103], Reznikov [104], Karo and Fujii [105], List et al., and Zhao and Liu [106] developed models for thermal partitioning in the primary or secondary shear plane. Because of the simplifications, these models do not consider several factors that can influence the machining process, such as the wear and built-up edge of the cutting tool, etc.
Komanduri and Hou presented three essential works on thermal modeling in machining processes. In the first part [107], the authors analyzed temperature distribution near the shear zone, workpiece, and chip. The shear plane was considered an infinitely long oblique heat source over an extension of the shear zone as an imaginary area. Hahn [19] used an oblique moving band heat source, model based on the chip formation process, wherein Komanduri and Hou modified this model considering a semi-infinite medium. The modified model used Hahn’s solution for the thermal partition, avoiding the explicit superposition on the thermal partition, i.e., the partition is part of the solution and not additional information. Thus, the partition fraction includes all heat by conduction and due to material flow. The heat flux was calculated using the orthogonal cutting classical theory, facilitating its determination regardless of cutting conditions, but it associates the uncertainties of the estimates of area and forces.
In the second part of the work, Komanduri and Hou [108] evaluated a thermal model based on the study by Jaeger [16] to calculate the temperature distribution in chip and tool due to frictional heat source. The model by Chao and Trigger [18] was compared with the model proposed for conventional machining and aluminum ultra-precision machining with diamond tool. The model by Chao and Trigger did not show a combination of temperature distribution between the chip and tool sides. The problem was caused by the discrepancy between the uniform moving band heat source and the uniform stationary rectangular heat source. The proposed model has a difference of up to 5% for conventional machining and 1% for ultra-precision machining. Another factor associated with this difference between the models was the assumed heat partition.
The third work by Komanduri and Hou [109] evaluated the temperature distribution in metal cutting due to the combined effect of heat source on the shear plane in the primary zone, and friction heat source at the chip-tool interface. The results show a significant increase in temperatures and a change in conduction heat fraction to the chip and tool due to a combination of heat source effects. Yin et al. [110] and Shan et al. [26] used as a basis the model proposed by Komanduri and Hou [109] to estimate the temperature distribution in the orthogonal cutting.
A problem in many machining conditions is non-uniform heat partition. Hu et al. [111] presented a three-dimensional model for temperature prediction based on semi-infinite contour theory and used a non-uniform heat partition model, as process characteristics use a circular tool. A circular tool is used in the process, which generates an irregular contact surface in turning. The authors compared a uniform model with a non-uniform heat partition and extracted the tool and chip interface temperature curves. Figure 14a and b show the tool and chip temperature increase curves for a model with uniform and non-uniform thermal partition, respectively. The non-uniform model has more consistent temperature rise curves for both sides and therefore provides a more accurate prediction and consistent temperature increase in the chip-tool interface.

Temperature increase distribution along tool-chip interface considering (a) uniform heat partition, and (b) non-uniform heat partition [111]
Johnson-Cook’s models [112, 113] are well accepted, numerically robust, and widely disseminated in research on modeling and simulation in machining processes [89]. Authors such as Umbrello et al. [114], Haddag at al. [115], Zhang et al. [116], Klocke et al. [117], Daoud et al. [118], and Caudill et al. [119] estimated chip compression ratio, forces, plastic deformation, temperature distributions, chip morphology, and residual stresses using the Johnson-Cook models. According to Zhang et al. [116], machining must be treated as a purposeful fracture and consequently, not only the material flow stress determination, but also the conditions in which the fracture occurs and how to model properly. According to the authors, Johnson Cook’s parameters for the same material are found in other works.
Models for estimating heat flux and its partition have evolved over the past few decades and several gaps have been filled. However, there is no consensus on an ideal method and model that should be used due to different limitations, facilities, and applications. In the 50’s and 60’s, works that measured temperatures experimentally and through Fourier’s Law estimated the heat flux were common, but the method depends on experimental measurements, which provides practical difficulties and errors in temperature measurement methods, limiting the separation of heat generated in the different shear zones.
The heat flux determination from estimated power using the classical theory of the orthogonal cutting is widely used because of its ease, the computational cost is low and it is possible to obtain satisfactory results. However, the tertiary shear zone is not evaluated, the material accumulation zone is disregarded, and heat flux variation with temperature cannot be estimated.
Modeling that characterize the material behavior have been widely used to help estimate heat flux, the Johnson-Cook’s model being one of the most used, but there are other models that can be associated with both Fourier’s Law and orthogonal cutting classical theory. These models help to estimate the heat flux as a function of temperature variation during material cutting. One of the problems of these models are the different sets of constants found in the literature for the same material and their determinations.
5.2 Inverse methods
The use of inverse methods in estimating heat flux will be discussed, highlighting the most found and relevant techniques in the literature, such as: sequential function specification method, conjugate gradient method, golden section method, steepest descent method, Newton-Raphson iterative method, Nelder-Mead method, TFBGF, and other potential methods.
Lin’s pioneering 1995 work [120] estimated heat generation and temperature in the tool-work interface in milling using Beck’s sequential function specification method [30]. The three-dimensional model was transformed into a 1D problem in elliptic coordinates. The results showed a significant difference between the temperatures recovered after estimating the heat flux and the experimental temperatures measured with a pyrometer. The heat flux and temperatures estimated during the milling process indicated that the method could be capable of achieving good results.
In 2000, Battaglia and Batsale [38] also used the sequential specified function method to estimate the heat flux and temperature at the tool tip during turning. The results indicated that method underestimated the value of heat flux and temperature distribution. Regardless of the measurement noise magnitude, the method was considered the best for estimating the heat flux in such processes.
The works by Battaglia [121] and Battaglia and Kusiak [7] used the sequential specified function method to estimate the heat flux and temperature in the tool-work interface in milling and high-speed drilling processes, respectively. The results showed evolution, mainly due to improvements in the choice of temperature sensors, where the measurements started to have reduced noise during machining. However, some inaccuracies were still observed, such as the non-comparison between the measured and recovered temperatures in milling, and the non-comparison between the estimated heat flux with reference values in the drilling process, perhaps showing limitations, but highlighting the capacity of the method in achieving different goals.
Samadi et al. [122] used the sequential method to estimate the heat flux in a cutting tool from simulated temperatures with noise using commercial software ANSYS. Considering the thermal conductivity dependence with temperature, the estimates for triangular heat flux showed stability using a reduced number of future times and good agreement with the original values. However, the non-presentation of a comparison between the retrieved and simulated temperatures limits the conclusion about the performance of the method, even in cases of numerical simulations.
Jiang et al. [123] evaluated the thermal behavior of the interrupted cutting process in milling. One of the working steps was to estimate the heat flux using the sequential method from the experimental temperatures measured by thermocouples during the milling of 1045 steel. The results showed a reasonable agreement between the estimated heat flux and the experimental temperatures. However, the temperatures recovered from the estimated heat flux were not obtained, making it impossible to conclude on the effectiveness of the inverse method in interrupted cutting application.
Norouzifard et al. [124] used a specified sequential function method to estimate the heat flux in the cutting tool during the turning process on AISI 1045 and AISI 304 sheets of steel. Numerical simulations of heat transfer in the cutting tool were performed by commercial software ANSYS to recover the temperatures distribution (Fig. 15). Future time regularisation method is used to reduce the errors caused by noise in the measured data. The difference between the experimental and recovered temperatures showed maximum errors approximately 10 %. The authors used Peclet’s dimensionless number to understand the heat transfer between the tool and chip during the machining process. During machining of AISI 1045, heat flux increases as cutting speed also increase, up to a certain cutting speed value where the heat flux decreases due to the decrease in Peclet number. For both analyzed workpiece materials, heat flux transferred to the cutting tool decreases when the feeding rate increases because the chip thickness increases and heat transferred in the chip material also increases.

Temperature distribution in (a) cutting tool, and (b) the tool holder at 60th second of machining of AISI 1045 material under cutting velocity of 89 m/min and feed rate of 0.11 mm/rev [124]
Brito et al. [8] used the specified sequential function method to estimate heat flux in turning gray cast iron with a carbide tool. The numerical simulations considering tool and holder were performed in COMSOL. The results of heat flux estimation in tests and replicates had a low standard deviation. These differences are caused by small variations in the interface area that occur in the process (Fig. 16a). Compared with literature (Fig. 16b), heat flux estimation showed that the methodology of this work presented advances. Ferreira et al. [11] also used the sequential specified function method to estimate the heat flux (Fig. 17a) and temperature distribution in cutting tools with and without coating during metal cutting. This study also evaluated the thermal effects of coatings on the carbide tool during simulations performed by COMSOL. Considering that coatings must reduce heat dissipated to the tool, the results presented show that the contact area’s highest temperatures occur in machining with coated tools (Fig. 17b). The greater coating thickness, the higher temperature in the contact area. The coating isolates heat transfer due to low thermal conductivity, thus reducing heat transfer to the tool substrate, increasing the tool’s life.


In 2018, Kryzhanivskyy et al. [12] presented a new method to estimate heat flux with the help of a sequential function specification method and a sequential regularization method in orthogonal cutting processes. The inverse procedure had as objective function the difference between experimental temperatures (obtained by thermocouples embedded in cutting tools) and simulated temperatures (obtained through the solution of finite element method by commercial software COMSOL). The results for three heat flux behavior hypotheses are presented in Fig. 18. Errors greater than 10 % were observed in temperature recovery. The behavior of decreasing heat flux (L-shaped) was responsible for returning the best convergences between measured and calculated temperatures, thus showing to be the most appropriate. However, the authors claim that exact knowledge of decreasing heat flux is still a challenge, which can change significantly with cutting parameters.

Comparison of the three hypotheses of heat flux over process time [12]
Huang et al. [125] compared the heat flux estimation between the sequential Tikhonov regularization method (STRM) and the sequential function specification method (SFSM) in turning processes.Numerical tests were carried out to verify the accuracy, stability, and robustness of the proposed STRM, as shown in Fig. 19. STRM was as stable as SFSM and there was little or no time delay. Experimental tests have also shown effectiveness in estimating heat flux via STRM, since the difference between the measured and recovered temperatures were negligible. The experimental tests used the same cutting speed of 30 m/min, limiting the analysis to the variation of this machining parameter.

Comparison between the assumed exact heat flux and the estimated heat flux for (a) the SFSM with regularization parameter r = 5, and (b) the STRM with regularization parameters \(\alpha\)= (3,100,10) [125]
In another work published in 2019, Kryzhanivskyy et al. [44] presented the sequential method to determine the thermal conductance coefficient of the chip-tool interface during the machining process from the solution of an inverse heat transfer problem. The conductance coefficient was correlated to heat flux modeling at the chip-tool interface. The inverse problem solution was dependent on the mean chip temperature obtained via infrared thermography. The heat flux estimation as a time function strongly depends on the knowledge of the thermal convection coefficient (Fig. 20a), which was determined numerically. The results obtained for the heat flux estimation were compared with the literature, and the recovered and experimental temperatures were in agreement, as shown in Fig. 20b. The tool–chip thermal conductance coefficient is governed by a change in tool surface topography as the tool wears.

(a) Heat flux time dependency for different values of h, and (b) Time dependency for thermal conductance coefficient
In 2000, Lima et al. [126] estimated heat flux in experiments analogous to a turning process using the conjugate gradient method. The 3D direct solution, adjoint equation, and sensitivity problem were numerically solved using the finite volumes method. With this technique, the cutting temperatures are estimated for various cutting conditions. In this case, the results were limited to a time below 10s. After this time, the thermal inertia of the tool holder affects the thermal problem. Some works that came after have corrected this problem, modeling the tool, support, and tool holder thermally as in Kryzhanivskyy et al. [12], and Carvalho et al. [59]. The heat flux estimates were stable, but still out of phase with the values measured by transducers. The dimensionless Fourier number was fundamental for the effectiveness of the inverse problem due to the difficulty in controlling the parameters as a function of time during the machining processes.
The conjugate gradient method was also used by Luchesi and Coelho [127] to estimate the heat flux during milling of AISI 4340. The heat source area at the tool-work interface was modeled as a moving heat source. The assumptions of uniform, parabolic, and Gaussian distribution were assumed and verified for the heat source. The heat source estimate for higher cutting speed conditions showed disagreement with the literature. The increase in cutting speed influences the heat convection coefficient, which can influence the performance of the inverse method. In this context, the ambient temperature, cutting fluid, and intermittent milling process are also parameters that influence the convection heat transfer.
The conjugate gradient method was presented by Liang et al. [48] an inverse procedure to estimate heat flux and temperature distribution at the chip-tool interface during the dry turning. The temperature measurement in the tool used as input data for the inverse procedure was performed by infrared thermography (Fig. 21). The numerical solution using the finite difference method was used for the thermal model, considering the holder-tool assembly. The results showed good agreement between experimental and calculated temperatures (obtained after heat flux estimation) at the cutting tool-tip, including comparisons with the literature (Fig. 22). The authors highlighted that infrared thermography guaranteed the tool integrity since it did not interfere with heat transfer (which occurs when inserting thermocouples, for example), giving more accurately estimating the heat flux. The study was also limited only to estimating the parameters at the chip-tool interface, not evaluating the accuracy of the estimates in tool temperature distribution, which can be influenced by different parameters in cutting process.

The infrared images of the cutter acquired in the cutting experiment (vc = 100 m/min, ap = 1.6 mm, and f = 0.15 mm/rev): (a) during steady cutting; (b) right after the chip had left the rake face; (c) 0.1 s after cutting; (d) 1 s after cutting [48]

The simulated temperature fields of the insert and toolholder with optimized heat flux of 2.95 × 107 W/m2 (vc = 100 m/min, ap = 1.6 mm and f = 0.15 mm/rev): (a) at the cutting time of 60 s; (b) at the cutting time of 120 s; (c) 0.1 s after cutting; (d) 1 s after cutting [48]
In a relevant study, Carvalho et al. [59] conceived a thermal model for the tool holder assembly from a 3D transient heat equation to estimate the heat flux at the tool-chip-workpiece interface. Eight thermocouples were attached to the carbide tool surface for three different combinations of machining parameters. The direct thermal model was solved numerically using the finite difference method. The inverse problem for estimating heat flux was solved using the golden section method. The results obtained for heat flux allowed the recovered cutting tool temperature field with values close to those measured by thermocouples during experiments (Fig. 23). The interface contact temperature during machining of gray cast iron workpiece by carbide tool is directly proportional to the increase of the cutting speed and feed rate. Several analyzes were performed, but the comparison between measured and recovered temperatures by the inverse method was not clear. The estimated heat flux was also not compared with values measured empirically or from the literature.

Temperature distribution in assembly via inverse problem [59]
Huang and Lo [128], and Huang et al. [39] used the steepest descent method (SDM) to estimate the heat flux in the cutting tool in turning simulations and drilling experiments, respectively. The numerical results showed that the SDM does not require a priori information for the heat flux shape and reliable estimated values can always be obtained. The errors obtained between the temperatures measured in the drill flank face and calculated from the estimated heat flux were less than 10 %, thus showing a good effectiveness of the study in experimental tests.
Yvonnet et al. [129] presented the Newton-Raphson iterative method for estimating heat flux and thermal convection coefficient during the orthogonal cutting process. The experiments were carried out using thermocouples on HSS tools during aluminum alloy cutting. The estimation of the experimental tests determined the temperature distribution and heat flux in the tool (Fig. 24). The heat convection coefficient was also estimated in the inverse method as 0.5 \(W/m^2K\). This work presented the heat flux distribution in the tool, while the literature was limited only to the heat generated estimation in the interface zones. However, it was not possible to satisfactorily conclude the quality of the results, as the heat flux was not properly compared with real or literature values, and the recovered temperatures were presented for only a single point of the tool.

(a) Temperature distribution calculated at 0.65 mm from the tool tip, and (b) Estimation of heat flux in the tool [129]
Kryzhanivskyy et al. [130] selected the Derivative free Nelder-Mead method as the most appropriate to estimate the heat flux by minimizing the error between retrieved temperatures and measured by thermocouples inside the tool holder during turning. The results obtained did not differ in relation to the other studies previously presented, showing good agreements between the estimated and measured temperatures, and the heat flux as expected, but without more specific comparisons.
The transfer-function-based Green’s function (TFBGF) inverse technique was proposed by Fernandes et al. [46] to estimate the heat flux in an experimental case of temperature estimation at the tool-workpiece interface during a machining process. The results highlighted the advantage of using an analytical solution to solve inverse and direct problems. The analytical solution did not present any difficulty in characterizing the area exposed to the heat flux, provided that previously known. Numerical solutions would require an extremely refined mesh with a consequent high computational cost. However, accurate estimation of the heat flux was not possible, because the calculated and experimental temperatures showed divergences, mainly in the initial times of the cutting process, probably due to an instability of the inverse technique proposal. Oliveira et al. [131] also used the TFBGF inverse technique to estimate the heat flux and temperature distribution at coated tool-chip interface.
An iterative identification algorithm using particle swarm optimization (PSO) was used by Medeiros and Crichigno [132] for estimating heat flux distribution in drilling process. The results showed that the linear and polynomial heat flux models can present a good approximation between the experimental and recovered temperature curves (Fig. 25). However, hybrid model showed the best results in relation to maximum and average residual temperatures. In terms of the number of particles needed to calibrate the models using PSO, the hybrid needed about 10% more than the polynomial and four times more than the linear. The number of particles to calibrate the models using PSO was 10 % and four times higher for the hybrid model compared to the polynomial and linear, respectively. Although the study has shown the ability of PSO to estimate heat flux, significant differences between experimental and simulated data were observed, making it a challenge to reduce errors in estimates in experimental tests. An overview of PSO techniques to optimize parameters in machining processes was presented by Norfadzlan et al. [133].

Comparison between experimental and simulated temperatures rise (a) Thermocouple T1, and (b) Thermocouple T2 [132]
Over the years, modeling and optimization techniques have constantly undergone significant development Mukherjee and Ray [134]. In addition, other intelligent algorithm can also solve the inverse heat conduction problem, such as as artificial neural network with Bayesian regularization algorithm presented by Deng and Hwang [135], Genetic Algorithms (GA) and Simulated Annealing (SA) are also optimization techniques widely used in complex inverse problems [136,137,138], robust and fast hybrid algorithms are constantly being developed to increase efficiency in reconstructing instantaneous heat fluxes from experimentally measured temperature data [139]. More recently, advanced types of artificial intelligence such as deep neural networks are employed to learn the physics of conduction heat transfer [140].
The different methods of optimizing parameters during metal cutting try to provide a single, unified and systematic approach to determining ideal or near-optimal cutting conditions in various types of problems. The use of one or more inverse techniques may result in more effective optimizations. The optimization method adopted must be based on the user’s knowledge and the complexity of the problem to be solved, highlighting the importance of the criticality of modeling the problem and obtaining experimental data.
In addition to choosing the best optimization method, there are still other difficulties that must be overcome to increase efficiency in estimating the heat flow during the machining process. The knowledge of the shape variation of the heat flow during metal cutting is a limitation to predict the temperature distribution, and its inverse estimation strongly depends on temperature measurements and accurate modeling. The dependence of the heat flux on the different cutting parameters is still poorly investigated. The complexity of fluid flow in the interface zones is one of the main problems especially in machining with high cutting speeds and cutting fluid.
6 Conclusions
This paper reviews methods for estimating heat flux during machining processes using analytical, numerical or empirical models. Based on the studies, the following conclusions can be highlighted:
-
Analytical models have evolved considerably, correcting basic limitations, such as ignoring the heat generation zone between the tool clearance surface and workpiece. However, there are still difficulties in estimating the heat flux considering temperature variations, which causes changes in the mechanical and thermal properties of the workpiece and tool material, thus influencing the heat flux behavior. The constitutive equations for material models minimize this problem, but are limited due to the difficulty in determining several constants in the equations.
-
Empirical correlations may rely weakly on experimental measurements and generally require less computational effort than numerical methods. Correlations for heat partition are important to estimate the thermal problem, but they still have limitations in the characterization in machining processes involving greater complexity, for example using cutting fluids.
-
The inverse methods can estimate temperatures and heat generation during the machining process from temperature measurements far from interface workpiece-chip-tool. Although there are different technique in the literature that deals with this problem, the inverse technique has become one of the main tools for solving thermal prediction problems in the cutting process.
-
The heat flux estimation by inverse methods is usually based on minimizing an objective function. Most recent research uses some commercial software (ANSYS, COMSOL, ABAQUS, etc.) to simulate and calculate the temperature distribution during a machining process. The methods of the specified function, conjugated gradient, genetic algorithm, Newton Raphson, Transfer Function, among others, are examples of methodologies used to estimate the heat flux generated at the interface.
-
One of the major challenges to improving heat flux estimation using inverse methods is to deal with the effect of errors present in the temperature signal acquisition. Inverse techniques amplify the measurement errors, and usually, some regularization technique must be implemented in the inverse code to minimize them.
-
An experimental technique that has been widely used in recent works is Infrared thermography. Good results have been presented, showing that it is possible to acquire temperature data with less interference and reduce the error in estimating the heat generated during metal cutting.
-
Numerical solutions that approach the machining process as a multiphysics problem, characterizing both the phenomenon of plastic deformation and the heat transfer, are still rarely found in the literature.
Availability of data and material
Not applicable.
Code availability
Not applicable.
References
Abukhshim N, Mativenga P, Sheikh MA (2006) Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. Int J Mach Tools Manuf 46(7–8):782–800. https://doi.org/10.1016/j.ijmachtools.2005.07.024
Rumford BC (1798) An inquiry concerning the source of the heat which is excited by friction. by benjamin count of rumford, frsmria. Philosophical Transactions of the Royal Society of London pp 80–102. https://doi.org/10.1098/rstl.1798.0006
Taylor FW (1907) On the Art of Cutting Metals. American society of mechanical engineers, New York
Shore H (1925) Thermoelectric measurement of cutting tool temperatures. J Wash Acad Sci 15(5):85–88
Herbert EG (1926) The measurement of cutting temperatures. Proceedings of the Institution of Mechanical Engineers 110(1):289–329. https://doi.org/10.1243/PIME-PROC-1926-110-018-02
Schallbroch H, Schaumann H, Wallichs R (1938) Testing for machinability by measuring cutting temperature and tool wear. Vartrage den Hamptversammlung pp 34–38
Battaglia JL, Kusiak A (2005) Estimation of heat fluxes during high-speed drilling. Int J Adv Manuf Tech 26(7–8):750–758. https://doi.org/10.1007/s00170-003-2039-6
Brito R, Carvalho S, Silva SLE (2015) Experimental investigation of thermal aspects in a cutting tool using comsol and inverse problem. Appl Therm Eng 86:60–68. https://doi.org/10.1016/j.applthermaleng.2015.03.083
Komanduri R, Hou Z (2001) A review of the experimental techniques for the measurement of heat and temperatures generated in some manufacturing processes and tribology. Tribol Int 34(10):653–682. https://doi.org/10.1016/S0301-679X(01)00068-8
Deppermann M, Kneer R (2015) Determination of the heat flux to the workpiece during dry turning by inverse methods. Prod Eng Res Devel 9(4):465–471. https://doi.org/10.1007/s11740-015-0635-6
Ferreira DC, dos Santos Magalhães E, Brito RF, Silva SMMLE (2018) Numerical analysis of the influence of coatings on a cutting tool using comsol. Int J Adv Manuf Tech 97(1–4):1305–1314. https://doi.org/10.1007/s00170-018-1855-7
Kryzhanivskyy V, Bushlya V, Gutnichenko O, M’Saoubi R, Ståhl JE (2018) Heat flux in metal cutting: Experiment, model, and comparative analysis. Int J Mach Tools Manuf 134:81–97. https://doi.org/10.1016/j.ijmachtools.2018.07.002
da Silva LRR, Favero Filho A, Costa ES, Pico DFM, Sales WF, Guesser WL, Machado AR (2018) Cutting temperatures in end milling of compacted graphite irons. Procedia Manufacturing 26:474–484. https://doi.org/10.1016/j.promfg.2018.07.056
Storchak M, Stehle T, Möhring HC (2021) Determination of thermal material properties for the numerical simulation of cutting processes. Int J Adv Manuf Tech. https://doi.org/10.1007/s00170-021-08021-2
Putz M, Schmidt G, Semmler U, Dix M, Bräunig M, Brockmann M, Gierlings S (2015) Heat flux in cutting: importance, simulation and validation. Procedia CIRP 31:334–339. https://doi.org/10.1016/j.procir.2015.04.088
Jaeger JC (1942) Moving sources of heat and the temperature of sliding contacts. Proceedings of the royal society of New South Wales 76:203–224
Administration I, Group EPGAM, Boothroyd G (1963a) Temperatures in orthogonal metal cutting. Proceedings of the Institution of Mechanical Engineers 177(1):789–810. https://doi.org/10.1243/PIME-PROC-1963-177-05802
Chao B, Trigger KJ (1956) Temperature distribution at tool-chip and tool-work interface in metal cutting. ASME
Hahn RS (1951) On the temperature developed at the shear plane in the metalcutting process. In: J Appl Mecha-Trans of the ASME, ASME-AMER Soc Soc Mechanical Eng 345 E 47th St. New York, NY 10017, vol 18, pp 323–323
Loewen E (1954) On the analysis of cutting-tool temperatures. Tras ASME 76:217
Rapier A (1954) A theoretical investigation of the temperature distribution in the metal cutting process. Br J Appl Phys 5(11):400. https://doi.org/10.1088/0508-3443/5/11/306
Rosenthal D (1946) The theory of moving sources of heat and its application of metal treatments. Transactions of ASME 68:849–866
Trigger K (1951) An analytical evaluation of metal-cutting temperatures. Trans ASME 73:57
Watts RG (1969) Temperature distributions in solid and hollow cylinders due to a moving circumferential ring heat source. J Heat Transfer 91(4):465–470. https://doi.org/10.1115/1.3580228
Arndt G, Brown R (1967) On the temperature distribution in orthogonal machining. International Journal of Machine Tool Design and Research 7(1):39–53. https://doi.org/10.1016/0020-7357(67)90024-8
Chenwei S, Zhang X, Bin S, Zhang D (2019) An improved analytical model of cutting temperature in orthogonal cutting of ti6al4v. Chin J Aeronaut 32(3):759–769. https://doi.org/10.1016/j.cja.2018.12.001
Di C, Dinghua Z, Baohai W, Ming L (2017) An investigation of temperature and heat partition on tool-chip interface in milling of difficult-to-machine materials. Procedia CIRP 58:49–54. https://doi.org/10.1016/j.procir.2017.03.180
Jen TC, Anagonye AU (2001) An improved transient model of tool temperatures in metal cutting. J Manuf Sci Eng 123(1):30–37. https://doi.org/10.1115/1.1334865
Yang D, Liu Y, Xie F, Xiao X (2019) Analytical investigation of workpiece internal energy generation in peripheral milling of titanium alloy ti-6al-4v. Int J Mech Sci 161:105063. https://doi.org/10.1016/j.ijmecsci.2019.105063
Beck JV, Blackwell B, Clair CRS Jr (1985) Inverse heat conduction: Ill-posed problems. James Beck, New York
Junior JAS, Oliveira JRF, do Nascimento JG, Fernandes AP, Guimaraes G (2022) Simultaneous estimation of thermal properties via measurements using one active heating surface and bayesian inference. Int J Therm Sci 172:107304. https://doi.org/10.1016/j.ijthermalsci.2021.107304
Malheiros FC, Figueiredo AA, Ignacio LHdS, Fernandes HC (2019) Estimation of thermal properties using only one surface by means of infrared thermography. Appl Therm Eng 157:113696. https://doi.org/10.1016/j.applthermaleng.2019.04.106
Ozisik MN (2000) Inverse heat transfer: fundamentals and applications. CRC Press, New York
Tian N, Sun J, Xu W, Lai CH (2011) Estimation of unknown heat source function in inverse heat conduction problems using quantum-behaved particle swarm optimization. Int J Heat Mass Transf 54(17–18):4110–4116. https://doi.org/10.1016/j.ijheatmasstransfer.2011.03.061
Wu TS, Lee HL, Chang WJ, Yang YC (2015) An inverse hyperbolic heat conduction problem in estimating pulse heat flux with a dual-phase-lag model. Int Commun Heat Mass Transfer 60:1–8. https://doi.org/10.1016/j.icheatmasstransfer.2014.11.002
Tikhonov AN, Arsenin VY (1977) Solutions of ill-posed problems. New York pp 1–30
Dogu Y, Aslan E, Camuscu N (2006) A numerical model to determine temperature distribution in orthogonal metal cutting. J Mater Process Technol 171(1):1–9. https://doi.org/10.1016/j.jmatprotec.2005.05.019
Battaglia JL, Batsale JC (2000) Estimation of heat flux and temperature in a tool during turning. Inverse problems in Engineering 8(5):435–456. https://doi.org/10.1080/174159700088027740
Huang CH, Jan LC, Li R, Shih AJ (2007) A three-dimensional inverse problem in estimating the applied heat flux of a titanium drilling-theoretical and experimental studies. Int J Heat Mass Transf 50(17–18):3265–3277. https://doi.org/10.1016/j.ijheatmasstransfer.2007.01.031
Jin T, Stephenson D (2006) Heat flux distributions and convective heat transfer in deep grinding. Int J Mach Tools Manuf 46(14):1862–1868. https://doi.org/10.1016/j.ijmachtools.2005.11.004
Su G, Xiao X, Du J, Zhang J, Zhang P, Liu Z, Xu C (2020) On cutting temperatures in high and ultrahigh-speed machining. Int J Adv Manuf Tech 107(1):73–83, On cutting temperatures in high and ultrahigh-speed machining
Yi J, Jin T, Zhou W, Deng Z (2020) Theoretical and experimental analysis of temperature distribution during full tooth groove form grinding. J Manuf Process 58:101–115. https://doi.org/10.1016/j.jmapro.2020.08.011
Stephenson DA (1991) An inverse method for investigating deformation zone temperatures in metal cutting. J Eng Ind 113(2):129–136. https://doi.org/10.1115/1.2899669
Kryzhanivskyy V, M’Saoubi R, Ståhl JE, Bushlya V (2019) Tool-chip thermal conductance coefficient and heat flux in machining: Theory, model and experiment. Int Mach Tools Manuf 147:103468, https://doi.org/10.1016/j.ijmachtools.2019.103468
Battaglia JL (2002) A modal approach to solve inverse heat conduction problems. Inverse Problems in engineering 10(1):41–63. https://doi.org/10.1080/10682760290022537
Fernandes AP, Santos MB, Guimaraes G (2015) An analytical transfer function method to solve inverse heat conduction problems. Appl Math Model 39(22):6897–6914. https://doi.org/10.1016/j.apm.2015.02.012
Kim HJ, Kim NK, Kwak JS (2006) Heat flux distribution model by sequential algorithm of inverse heat transfer for determining workpiece temperature in creep feed grinding. Int J Mach Tools Manuf 46(15):2086–2093. https://doi.org/10.1016/j.ijmachtools.2005.12.007
Liang L, Xu H, Ke Z (2013) An improved three-dimensional inverse heat conduction procedure to determine the tool-chip interface temperature in dry turning. Int J Therm Sci 64:152–161. https://doi.org/10.1016/j.ijthermalsci.2012.08.012
Lima FR, Machado AR, Guimarães G, Guths S (2000a) Numerical and experimental simulation for heat flux and cutting temperature estimation using three-dimensional inverse heat conduction technique. Inverse Problems in Engineering 8(6):553–577. https://doi.org/10.1080/174159700088027747
Abouridouane M, Klocke F, Döbbeler B (2016) Analytical temperature prediction for cutting steel. CIRP Ann 65(1):77–80. https://doi.org/10.1016/j.cirp.2016.04.039
Trent EM, Wright PK (2000) Metal cutting. Butterworth-Heinemann, New York
Trent E (1988) Metal cutting and the tribology of seizure: Iii temperatures in metal cutting. Wear 128(1):65–81. https://doi.org/10.1016/0043-1648(88)90253-0
Wallbank J (1979) Structure of built-up edge formed in metal cutting. Metals Technology 6(1):145–153. https://doi.org/10.1179/030716979803276426
Artozoul J, Lescalier C, Bomont O, Dudzinski D (2014) Extended infrared thermography applied to orthogonal cutting: Mechanical and thermal aspects. Appl Therm Eng 64(1–2):441–452. https://doi.org/10.1016/j.applthermaleng.2013.12.057
Fleischer J, Pabst R, Kelemen S (2007) Heat flow simulation for dry machining of power train castings. CIRP Ann 56(1):117–122. https://doi.org/10.1016/j.cirp.2007.05.030
Kronenberg M (1966) Machining science and application. Pergamon Press
Denkena B, Brüning J, Niederwestberg D, Grabowski R (2016) Influence of machining parameters on heat generation during milling of aluminum alloys. Procedia CIRP 46(46):39–42. https://doi.org/10.1016/j.procir.2016.03.192
Ceretti E, Filice L, Umbrello D, Micari F (2007) Ale simulation of orthogonal cutting: a new approach to model heat transfer phenomena at the tool-chip interface. CIRP Ann 56(1):69–72. https://doi.org/10.1016/j.cirp.2007.05.019
Carvalho S, e Silva SL, Machado A, Guimaraes G (2006) Temperature determination at the chip-tool interface using an inverse thermal model considering the tool and tool holder. J Mat Proc Tech 179(1–3):97–104. https://doi.org/10.1016/j.jmatprotec.2006.03.086
Byrne G (1987) Thermoelectric signal characteristics and average interfacial temperatures in the machining of metals under geometrically defined conditions. Int J Mach Tools Manuf 27(2):215–224. https://doi.org/10.1016/S0890-6955(87)80051-2
da Silva MB, Wallbank J (1999) Cutting temperature: prediction and measurement methods a review. J Mater Process Technol 88(1–3):195–202. https://doi.org/10.1016/S0924-0136(98)00395-1
Braiden P (1968) The calibration of tool/work thermocouples. In: Advances in Machine Tool Design and Research 1967, Elsevier, New York, pp 653–666. https://doi.org/10.1016/B978-0-08-003491-1.50039-3
Stephenson DA (1993) Tool-work thermocouple temperature measurements’ theory and implementation issues. J Eng Ind 115(4):432–437. https://doi.org/10.1115/1.2901786
Lima HV, Campidelli AF, Maia AA, Abrão AM (2018) Temperature assessment when milling aisi d2 cold work die steel using tool-chip thermocouple, implanted thermocouple and finite element simulation. Appl Therm Eng 143:532–541. https://doi.org/10.1016/j.applthermaleng.2018.07.107
Pereira IC, Vianello PI, Boing D, Guimarães G, Da Silva MB (2020) An approach to torque and temperature thread by thread on tapping. Int J Adv Manuf Tech 106(11):4891–4901. https://doi.org/10.1007/s00170-020-04986-8
Santos M, Araujo Filho J, Barrozo M, Jackson M, Machado A (2017) Development and application of a temperature measurement device using the tool-workpiece thermocouple method in turning at high cutting speeds. Int J Adv Manuf Tech 89(5–8):2287–2298. https://doi.org/10.1007/s00170-016-9281-1
Kaminise AK, Guimarães G, da Silva MB (2014) Development of a tool-work thermocouple calibration system with physical compensation to study the influence of tool-holder material on cutting temperature in machining. Int J Adv Manuf Tech 73(5–8):735–747. https://doi.org/10.1007/s00170-014-5898-0
Chen G, Ren C, Zhang P, Cui K, Li Y (2013) Measurement and finite element simulation of micro-cutting temperatures of tool tip and workpiece. Int J Mach Tools Manuf 75:16–26. https://doi.org/10.1016/j.ijmachtools.2013.08.005
Karaguzel U, Bakkal M, Budak E (2016) Modeling and measurement of cutting temperatures in milling. Procedia CIRP 46(1):173–176. https://doi.org/10.1016/j.procir.2016.03.182
Basti A, Obikawa T, Shinozuka J (2007) Tools with built-in thin film thermocouple sensors for monitoring cutting temperature. Int J Mach Tools Manuf 47(5):793–798. https://doi.org/10.1016/j.ijmachtools.2006.09.007
Biermann D, Kirschner M, Pantke K, Tillmann W, Herper J (2013) New coating systems for temperature monitoring in turning processes. Surf Coat Technol 215:376–380. https://doi.org/10.1016/j.surfcoat.2012.08.086
Li J, Tao B, Huang S, Yin Z (2018) Built-in thin film thermocouples in surface textures of cemented carbide tools for cutting temperature measurement. Sens Actuators, A 279:663–670. https://doi.org/10.1016/j.sna.2018.07.017
Li J, Tao B, Huang S, Yin Z (2019) Cutting tools embedded with thin film thermocouples vertically to the rake face for temperature measurement. Sens Actuators, A 296:392–399. https://doi.org/10.1016/j.sna.2019.07.043
Sugita N, Ishii K, Furusho T, Harada K, Mitsuishi M (2015) Cutting temperature measurement by a micro-sensor array integrated on the rake face of a cutting tool. CIRP Ann 64(1):77–80. https://doi.org/10.1016/j.cirp.2015.04.079
Kraemer G (1937) Beitrag zur erkenntnis der beim drehen auftretenden temperaturen und deren messung mit einem gesamtstrahlungsempfänger. PhD thesis, Technische Hochschule hannover
Reichenbach G (1958) Experimental measurement of metal cutting temperature distribution. Trans ASME 80:525
Boothroyd G (1961) Photographic technique for the determination of metal cutting temperatures. Br J Appl Phys 12(5):238. https://doi.org/10.1088/0508-3443/12/5/307
Trimm MW (2001) Introduction to infrared and thermal testing: Part 1 nondestructive testing. In: Maldague X, Moore PO (eds) Nondestructive Handbook, Infrared and Thermal Testing, vol 3, 3rd edn, The American Society for Nondestructive Testing - ASNT Press, Columbus, OH, pp 2–11
Valiorgue F, Brosse A, Naisson P, Rech J, Hamdi H, Bergheau JM (2013) Emissivity calibration for temperatures measurement using thermography in the context of machining. Appl Therm Eng 58(1–2):321–326. https://doi.org/10.1016/j.applthermaleng.2013.03.051
Arrazola PJ, Aristimuno P, Soler D, Childs T (2015) Metal cutting experiments and modelling for improved determination of chip/tool contact temperature by infrared thermography. CIRP Ann 64(1):57–60. https://doi.org/10.1016/j.cirp.2015.04.061
Dewes R, Ng E, Chua K, Newton P, Aspinwall D (1999) Temperature measurement when high speed machining hardened mould/die steel. J Mater Process Technol 92:293–301. https://doi.org/10.1016/S0924-0136(99)00116-8
Saez-de Buruaga M, Soler D, Aristimuño P, Esnaola J, Arrazola P (2018) Determining tool/chip temperatures from thermography measurements in metal cutting. Appl Therm Eng 145:305–314. https://doi.org/10.1016/j.applthermaleng.2018.09.051
Hosseini S, Beno T, Klement U, Kaminski J, Ryttberg K (2014) Cutting temperatures during hard turning measurements and effects on white layer formation in aisi 52100. J Mater Process Technol 214(6):1293–1300. https://doi.org/10.1016/j.jmatprotec.2014.01.016
Han J, Cao K, Xiao L, Tan X, Li T, Xu L, Tang Z, Liao G, Shi T (2020) In situ measurement of cutting edge temperature in turning using a near-infrared fiber-optic two-color pyrometer. Measurement 156:107597. https://doi.org/10.1016/j.measurement.2020.107595
Saelzer J, Berger S, Iovkov I, Zabel A, Biermann D (2020) In-situ measurement of rake face temperatures in orthogonal cutting. CIRP Ann. https://doi.org/10.1016/j.cirp.2020.04.021
Müller B, Renz U (2003) Time resolved temperature measurements in manufacturing. Measurement 34(4):363–370. https://doi.org/10.1016/j.measurement.2003.08.009
Davies M, Ueda T, M’saoubi R, Mullany B, Cooke A (2007) On the measurement of temperature in material removal processes. CIRP Ann 56(2):581–604. https://doi.org/10.1016/j.cirp.2007.10.009
Mzad H (2015) A simple mathematical procedure to estimate heat flux in machining using measured surface temperature with infrared laser. Case Studies in Thermal Engineering 6:128–135. https://doi.org/10.1016/j.csite.2015.09.001
Arrazola P, Özel T, Umbrello D, Davies M, Jawahir I (2013) Recent advances in modelling of metal machining processes. CIRP Ann 62(2):695–718. https://doi.org/10.1016/j.cirp.2013.05.006
Quinney H, Taylor GI (1937) The emission of the latent energy due to previous cold working when a metal is heated. Proceedings of the Royal Society of London Series A-Mathematical and Physical Sciences 163(913):157–181. https://doi.org/10.1098/rspa.1937.0217
Bever M, Marshall E, Ticknor L (1953) The energy stored in metal chips during orthogonal cutting. J Appl Phys 24(9):1176–1179. https://doi.org/10.1063/1.1721466
Radulescu R, Kapoor S (1994) An analytical model for prediction of tool temperature fields during continuous and interrupted cutting. J Eng Ind 10(1115/1):2901923
Altintas Y (2012) Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design, 2nd edn. Cambridge University Press, Cambridge. https://doi.org/10.1017/CBO9780511843723
Endres WJ, Sutherland J, DeVor R, Kapoor S (1990) Dynamic model of the cutting force system in the turning process. In: Winter Annual Meeting of the American Society of Mechanical Engineers
Hastings W, Mathew P, Oxley P, Ford H (1980) A machining theory for predicting chip geometry, cutting forces etc. from work material properties and cutting conditions. Proceedings of the Royal Society of London A Mathematical and Physical Sciences 371(1747):569–587. https://doi.org/10.1098/rspa.1980.0097
Strenkowski JS, Moon KJ (1990) Finite element prediction of chip geometry and tool/workpiece temperature distributions in orthogonal metal cutting. J Eng Ind 10(1115/1):2899593
Moufki A, Molinari A, Dudzinski D (1998) Modelling of orthogonal cutting with a temperature dependent friction law. J Mech Phys Solids 46(10):2103–2138. https://doi.org/10.1016/S0022-5096(98)00032-5
Ozlu E, Molinari A, Budak E (2010) Two-zone analytical contact model applied to orthogonal cutting. Mach Sci Technol 14(3):323–343. https://doi.org/10.1080/10910344.2010.512794
Barzegar Z, Ozlu E (2021) Analytical prediction of cutting tool temperature distribution in orthogonal cutting including third deformation zone. J Manuf Process 67:325–344. https://doi.org/10.1016/j.jmapro.2021.05.003
Möhring HC, Kushner V, Storchak M, Stehle T (2018) Temperature calculation in cutting zones. CIRP Ann 67(1):61–64. https://doi.org/10.1016/j.cirp.2018.03.009
Kushner V, Storchak M (2017) Modelling the material resistance to cutting. Int J Mech Sci 126:44–54. https://doi.org/10.1016/j.ijmecsci.2017.03.024
Shaw MC, Cookson J (2005) Metal cutting principles, vol 2. Oxford University Press, New York, Oxford
Administration I, Group EPGAM, Boothroyd G (1963b) Temperatures in orthogonal metal cutting. Proceedings of the Institution of Mechanical Engineers 177(1):789–810
Reznikov A, Reznikov A (1981) Thermophysical aspects of metal cutting processes. Mashinostroenie, Moscow, p 212
Kato T, Fujii H (1999) Energy partition in conventional surface grinding. J Manuf Sci Eng 10(1115/1):2832694
Zhao J, Liu Z (2019) Modelling for prediction of time-varying heat partition coefficient at coated tool-chip interface in continuous turning and interrupted milling. Int J Mach Tools Manuf 147. https://doi.org/10.1016/j.ijmachtools.2019.103467
Komanduri R, Hou ZB (2000a) Thermal modeling of the metal cutting process: part i-temperature rise distribution due to shear plane heat source. Int J Mech Sci 42(9):1715–1752. https://doi.org/10.1016/S0020-7403(99)00070-3
Komanduri R, Hou ZB (2001b) Thermal modeling of the metal cutting process part ii: temperature rise distribution due to frictional heat source at the tool-chip interface. Int J Mech Sci 43(1):57–88. https://doi.org/10.1016/S0020-7403(99)00104-6
Komanduri R, Hou ZB (2001c) Thermal modeling of the metal cutting process part iii: temperature rise distribution due to the combined effects of shear plane heat source and the tool-chip interface frictional heat source. Int J Mech Sci 43(1):89–107. https://doi.org/10.1016/S0020-7403(99)00105-8
Yin W, Duan C, Sun W, Wei B (2020) Analytical model of cutting temperature for workpiece surface layer during orthogonal cutting particle reinforced metal matrix composites. J Mater Process Technol 282:116643. https://doi.org/10.1016/j.jmatprotec.2020.116643
Hu C, Zhuang K, Weng J, Pu D (2019) Three-dimensional analytical modeling of cutting temperature for round insert considering semi-infinite boundary and non-uniform heat partition. Int J Mech Sci 155:536–553. https://doi.org/10.1016/j.ijmecsci.2019.03.019
Johnson GR, Cook WH (1985) Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng Fract Mech 21(1):31–48. https://doi.org/10.1016/0013-7944(85)90052-9
Johnson W (1962) Some slip-line fields for swaging or expanding, indenting, extruding and machining for tools with curved dies. Int J Mech Sci 4(4):323–347. https://doi.org/10.1016/S0020-7403(62)80022-8
Umbrello D, M’saoubi R, Outeiro J (2007) The influence of johnson-cook material constants on finite element simulation of machining of aisi 316l steel. Int J Mach Tools Manuf 47(3–4):462–470. https://doi.org/10.1016/j.ijmachtools.2006.06.006
Haddag B, Kagnaya T, Nouari M, Cutard T (2013) A new heat transfer analysis in machining based on two steps of 3d finite element modelling and experimental validation. Heat Mass Transf 49(1):129–145. https://doi.org/10.1007/s00231-012-1069-8
Zhang Y, Outeiro J, Mabrouki T (2015) On the selection of johnson-cook constitutive model parameters for ti-6al-4 v using three types of numerical models of orthogonal cutting. Procedia Cirp 31:112–117. https://doi.org/10.1016/j.procir.2015.03.052
Klocke F, Lung D, Veselovac D, Buchkremer S (2015) An analytical model of the temperature distribution in the chip breakage location of metal cutting operations. Procedia CIRP 31:240–245. https://doi.org/10.1016/j.procir.2015.03.090
Daoud M, Chatelain J, Bouzid A (2017) Effect of rake angle-based johnson-cook material constants on the prediction of residual stresses and temperatures induced in al2024-t3 machining. Int J Mech Sci 122:392–404. https://doi.org/10.1016/j.ijmecsci.2017.01.020
Caudill J, Schoop J, Jawahir I (2019) Numerical modeling of cutting forces and temperature distribution in high speed cryogenic and flood-cooled milling of ti-6al-4v. Procedia CIRP 82:83–88. https://doi.org/10.1016/j.procir.2019.04.055
Lin J (1995) Inverse estimation of the tool-work interface temperature in end milling. Int J Mach Tools Manuf 35(5):751–760. https://doi.org/10.1016/0890-6955(95)93043-6
Battaglia JL (2005) Multiple heat fluxes estimation using the noninteger system identification approach: application on the milling process. Inverse Problems in Science and Engineering 13(1):1–22. https://doi.org/10.1080/1068276042000208581A
Samadi F, Kowsary F, Sarchami A (2012) Estimation of heat flux imposed on the rake face of a cutting tool: a nonlinear, complex geometry inverse heat conduction case study. Int Commun Heat Mass Transfer 39(2):298–303. https://doi.org/10.1016/j.icheatmasstransfer.2011.10.007
Jiang F, Liu Z, Wan Y, Shi Z (2013) Analytical modeling and experimental investigation of tool and workpiece temperatures for interrupted cutting 1045 steel by inverse heat conduction method. J Mater Process Technol 213(6):887–894. https://doi.org/10.1016/j.jmatprotec.2013.01.004
Norouzifard V, Hamedi M (2014) A three-dimensional heat conduction inverse procedure to investigate tool-chip thermal interaction in machining process. The International Journal of Advanced Manufacturing Technology 74(9–12):1637–1648. https://doi.org/10.1007/s00170-014-6119-6
Huang S, Tao B, Li J, Fan Y, Yin Z (2018) On-line estimation of the tool-chip interface temperature field during turning using a sequential inverse method. Int J Adv Manuf Tech 97(1):939–952. https://doi.org/10.1007/s00170-018-1987-9
Lima FR, Machado AR, Guimarães G, Guths S (2000b) Numerical and experimental simulation for heat flux and cutting temperature estimation using three-dimensional inverse heat conduction technique. Inverse Problems in Engineering 8(6):553–577. https://doi.org/10.1080/174159700088027747
Luchesi VM, Coelho RT (2012) An inverse method to estimate the moving heat source in machining process. Appl Therm Eng 45:64–78. https://doi.org/10.1016/j.applthermaleng.2012.04.014
Huang CH, Lo HC (2005) A three-dimensional inverse problem in predicting the heat fluxes distribution in the cutting tools. Numerical Heat Transfer, Part A: Applications 48(10):1009–1034. https://doi.org/10.1080/10407780500226530
Yvonnet J, Umbrello D, Chinesta F, Micari F (2006) A simple inverse procedure to determine heat flux on the tool in orthogonal cutting. Int J Mach Tools Manuf 46(7–8):820–827. https://doi.org/10.1016/j.ijmachtools.2005.07.030
Kryzhanivskyy V, Bushlya V, Gutnichenko O, M’Saoubi R, Ståhl JE (2017) Computational and experimental inverse problem approach for determination of time dependency of heat flux in metal cutting. Procedia CIRP 58:122–127. https://doi.org/10.1016/j.procir.2017.03.204
Oliveira GC, Ribeiro SS, Guimaraes G (2021) An inverse procedure to estimate the heat flux at coated tool-chip interface: a 3d transient thermal model. Int J Adv Manuf Tech 112(11):3327–3341. https://doi.org/10.1007/s00170-020-06498-x
Medeiros JC, Crichigno Filho JM (2020) A comparison of different heat flux density distribution models to predict the temperature in the drilling process. The International Journal of Advanced Manufacturing Technology 109(7):1997–2008. https://doi.org/10.1007/s00170-020-05720-0
Yusup N, Zain AM, Hashim SZM (2012) Overview of pso for optimizing process parameters of machining. Procedia Engineering 29:914–923. https://doi.org/10.1016/j.proeng.2012.01.064
Mukherjee I, Ray PK (2006) A review of optimization techniques in metal cutting processes. Comp Ind Eng 50(1–2):15–34. https://doi.org/10.1016/j.cie.2005.10.001
Deng S, Hwang Y (2006) Applying neural networks to the solution of forward and inverse heat conduction problems. Int J Heat Mass Transf 49(25–26):4732–4750. https://doi.org/10.1016/j.ijheatmasstransfer.2006.06.009
Gosselin L, Tye-Gingras M, Mathieu-Potvin F (2009) Review of utilization of genetic algorithms in heat transfer problems. Int J Heat Mass Transf 52(9–10):2169–2188. https://doi.org/10.1016/j.ijheatmasstransfer.2008.11.015
Khan Z, Prasad B, Singh T (1997) Machining condition optimization by genetic algorithms and simulated annealing. Comp Oper Res 24(7):647–657. https://doi.org/10.1016/S0305-0548(96)00077-9
Sivasakthivel P, Sudhakaran R (2013) Optimization of machining parameters on temperature rise in end milling of al 6063 using response surface methodology and genetic algorithm. Int J Adv Manuf Tech 67(9–12):2313–2323. https://doi.org/10.1007/s00170-012-4652-8
Lu S, Heng Y, Mhamdi A (2012) A robust and fast algorithm for three-dimensional transient inverse heat conduction problems. Int J Heat Mass Transf 55(25–26):7865–7872. https://doi.org/10.1016/j.ijheatmasstransfer.2012.08.018
Edalatifar M, Tavakoli MB, Ghalambaz M, Setoudeh F (2020) Using deep learning to learn physics of conduction heat transfer. J Therm Analysis Calorimetry pp 1–18. https://doi.org/10.1007/s10973-020-09875-6
Funding
The authors would like to thank the government agencies CAPES, CNPq, FAPEMA and FAPEMIG for their financial support of this project in the form of research grants and scholarships.
Author information
Authors and Affiliations
Contributions
Alisson Augusto Azevedo Figueiredo, Igor Cezar Pereira, and Gilmar Guimaraes were responsible for all steps of development of the work.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Consent was obtained from all individual participants included in the work.
Consent for publication
This work described has not been published before and has not been under consideration for publication anywhere else.
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Figueiredo, A.A.A., Guimaraes, G. & Pereira, I.C. Heat flux in machining processes: a review. Int J Adv Manuf Technol 120, 2827–2848 (2022). https://doi.org/10.1007/s00170-022-08720-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-08720-4