
Abstract
Disc cutter has a large diameter and more teeth, and obvious tool runout (δi) is produced during disc milling process, so the irregular distribution of cutting force is generated due to uneven distribution of cutting output per tooth (hi*) caused by tool runout. Therefore, the tool runout (δi) must be considered when milling force model of disc milling is established. In the paper, first, milling force model of disc milling is built with a three-teeth alternating disc cutter considering the tool runout (δi). Second, tool runout (δi) is measured by the dial gauge when the revolving speed of disc cutter is 1 r/min, then cutting output per tooth considering tool runout (hi*) is obtained by the formula between cutting output of each tooth (hi) without considering tool runout (δi) and tool runout (δi). Third, the parameters of frictional angle (βn), normal shear angle (ϕn), and shear yield strength (τs) in model coefficients are calibrated by orthogonal cutting experimental. Then, the predictive model of milling force is obtained. Last, the reliability verification experiment of model is conducted. The experiment results show that the model is with high efficiency and precision and the measured force and predictive force is in good agreement in amplitude and trend, which can be used in the study of milling force of disc milling.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Blisk is the key part of aero-engine with narrow channel and varying curvature, which is almost made of difficult-to-cut materials such as titanium alloy and high-temperature alloy, so the manufacturing is faced with many difficulties. In present, CNC milling is the main machining method, and plunge milling and side milling are adopted, which leads to low processing efficiency, so the demand of mass production of aero-engine is restricted seriously. In order to resolve the problems, multi-milling process is put forward. There are three steps involved in multi-milling: first, disc milling is used to groove and remove most of the margin of the channel, which is a rough machining. Then, plunge milling is available to expand the size of groove, further forming the surface of the channel. Last, side milling is applied to remove the corner and angle on the channel’s surface, which belongs to semifinishing [1]. Milling force is large during disc milling process compared to plunge milling and side milling, which has an important effect on cutting vibration, surface quality, tool wear, and cutting heat, so the accurate prediction of milling force is critical to control the milling performance and understand the milling mechanics during disc milling process.
Many scholars have carried out some researches on milling force model prediction and accumulated a lot of achievements. Feng [2] presents an approach to determine the polynomial cutting force coefficients; the least square regression method is utilized in the cutting coefficient evaluations; verification experiment results show that the measured force agrees well with the predicted force, which demonstrates the effectiveness of this approach. Based on the idea of sculptured surface and combining micro-element milling force model and undeformed chip thickness mode, a force predictive model with arbitrary cutter axis vector and feed direction is established by Wei [3]; the results of simulations and experiments show that the model is with high efficiency and precision and the measured force and predictive force are in good agreement in amplitude and trend. Lu [4, 5] develops a micro-milling force model under cutting conditions considering tool flank wear effect based on a three-dimensional dynamic cutting force prediction model. The tool wear condition was obtained by finite element method. The results show that the proposed modified force analytical model could predict cutting force more accurately. A generalized mechanical model is proposed to predict cutting forces for five-axis milling process of sculptured surfaces by song [6]; a solid-analytical-based method is presented and extended to precisely and efficiently identify the cutter-workpiece engagements between the tool and workpiece. Experimental validations show that the model can be applied for an arbitrary mill geometry in multi-axis milling as well as three-axis milling and two-and-a-half-axis milling. The deflection deformation rule of tool under cutting force and the coupling relationship between cutting force and deflection deformation of tool are studied by Li [7]; flexible cutting force prediction model in the process of hole helical milling is built. Testing results show that the diameter error is reduced from 35 to 5μm after compensation, which greatly improves the processing precision. The relationship between feed velocity and cutting force is considered by Stemmler [8]; a model-based predictive controller manipulates the desired feed velocity of the machine with respect to the machine behavior, which shows good performance in the case of feed velocity references in time domain. A milling force model for micro-end-milling is established based on size effect of specific cutting force by Zhang [9]; the specific cutting force is calculated by milling force divided by milling area. The experimental results show that the specific cutting force increases with the decrease of the helical angle in the ox direction and oy direction and decreases in the oz direction due to the effect of helical angle. An improved theoretical dynamic cutting force model in metal matrix composites of micro-milling process is presented by Niu [10], which is modified and improved based on the conventional milling force model while taking account various factors including tooling geometries, material microstructure, size effect, and chip formation. Simulation results indicate that the improved dynamic cutting force model can predict cutting force accurately and reveal more details on cutting force variations. The theoretical milling force model for formed milling cutter is built based on the theory of metal cutting by Cai [11], and the working profile of curved switch rail is chosen as processing object in milling experiment; the study results provide theoretical basis for tool machine design and process parameter selection.
The tool runout is inevitable during machining process; it also impacts the milling force, so many scholars think the tool runout must be taken into account when milling force model is established. Guo [12] presents cutting force coefficient identification model which is related to the instantaneous chip layer thickness and axial position angle considering the cutter runout. The cutter runout parameters are obtained with instantaneous measured milling force of single of teeth. A large number of milling experiments under different processing parameters show that the cutting force coefficients and cutter runout parameter identification model can be effectively applied to five-axis ball-end milling. Based on space constraint method, force prediction model considering tool runout for five-axis flat end milling of inclined plane is established by Guo [13]; experiment and simulation results show that the spatial constraint method is simpler and more versatile than the cutter-workpiece engagement limitation method and the predicted force is in good agreement with measured force in both trend and amplitude. A new and generic instantaneous force model is developed by Zhang [14], in which the size effect is reflected in force coefficients and the tool runout effect is included in instantaneous uncut chip thickness. In the model, the real engagement is comprehensively identified under tool runout effect. The proposed force model can be obtained by only calculation of the average uncut chip thickness with inclusion of tool runout effect. Experimental results show that maximal peak errors of the forces are all less than 0.6%, which validates the efficiency and accuracy of the proposed model. An analytical force model considering tool runout for ball-end milling based on predictive machining theory is built by Fu [15], which regards the workpiece material properties, tool geometry, cutting conditions, and types of milling as input data. The model is verified by the published results and experimental data. Good agreement shows the effectiveness of model and highlights the importance of the tool runout on the force prediction. A systematic and analytical cutting force prediction model considering tool runout for plunge milling is proposed by Zhuang [16]. The real-time uncut chip thickness of different inserts is calculated with consideration of effect of tool runout. Verification experiment shows the quite good agreements with measured cutting forces, which proves the correctness and accuracy of the proposed model. The milling force model is established for micro-milling process considering tool runout by Li [17], and the cutting force with different tool runouts is analyzed. The model can help to judge surface quality that is affected by tool runout though the analysis of variation of milling force.
Disc milling is a new process method for blisk machining. There is a little research on milling force of disc milling. Xin [18] conducted a series of experiment to study milling force of disc milling, but the test block, cutting tool, and machine tool used in the experiment are far different from the actual processing environment, so the significance of the results is not obvious. Zhang [19] established a 3-D instantaneous cutting force model of disc milling for machining blisk considering tool runout, but in this reference, the tool runout of disc cutter is considered to be caused by tool axis offset, which means the tool runout is regular. However, there are some random manufacturing errors and installation errors because the disc cutter has a big diameter and more teeth, which leads to the random tool runout instead of regular tool runout.
In the paper, first, the milling force model of disc milling is built with a three-teeth alternating disc cutter, and the random tool runout (δi) is taken into account. Second, the random tool runout (δi) is measured by the dial gauge when the revolving speed of disc cutter is 1 r/min; then cutting output per tooth (hi*) considering the tool runout (δi) is obtained by the formula between the cutting output of each tooth (hi) without considering tool runout (δi) and the tool runout (δi). Third, the parameters of frictional angle (βn), normal shear angle (ϕn), and shear yield strength (τs) in model coefficients are calibrated by orthogonal cutting experimental; then the milling force prediction model is gained.
2 Milling force model
2.1 The establishment of milling force model
In the study, a three-teeth alternating disc cutter is used, which has 39 teeth in all. Three teeth are in a group, which are arranged in order of right, middle, and left, so there are 13 right teeth, 13 middle teeth and 13 left teeth, respectively, as shown in Fig. 1. In order to avoid interference between the disc cutter and blisk channel during processing, the oblique angle is designed on blade groove along the thickness direction of the cutter body for the left tooth and right tooth, which is defined as cutting edge inclination angle; as shown in Fig. 1b, the angle of left side is marked −γ, the angle of right side is γ, and the value of γ is 2°. The design of oblique angle makes the cutting thickness of the disc cutter larger than the thickness of the disc cutter so as to avoid the interference between the disc cutter and blisk channel. In addition, the left/right tooth is the oblique cutting because of the cutting edge inclination angle, and the middle tooth is the orthogonal cutting; orthogonal cutting can be regarded as a special case of oblique cutting, while oblique angle is 0°, so only oblique cutting needs to be considered in the paper.

Disc cutter. a The overall picture. b The enlarged view of the three-teeth alternating disc cutter
In order to establish the milling force model of disc milling, the right tooth is defined as the first tooth, as shown in Fig. 2. The tip position of the first tooth is taken as the rotation starting point of the disc cutter when the tip of the first tooth is at the left of the disc cutter center. In addition, the positive direction of the disc cutter is that when the disc cutter rotates counterclockwise, as shown in Fig. 2.

Schematic diagram of disc milling
A window function (gQ, i(θ)) is needed when milling force model is set up as shown in Eq. (1).
In Eq. (1): L is left tooth, C is middle tooth, and R is right tooth. θQ, st and θQ, ex can be obtained by Eq. (2).
In Eq. (2), i=1, 2, 3, , ,13. θw is the included angle between the center line and border line; the center line goes through the rotation starting point of the disc cutter and the center of the disc cutter, and the border line goes through the cut-in starting point of the workpiece and the center of the disc cutter, as shown in Fig. 2. θw can be achieved by Eq. (3).
In Eq. (3), H is the thickness of the workpiece, and R is the radius of the disc cutter.
The window function (gQ, i(θ)) is used to indicate whether the tooth participates in cutting. The value of gQ, i(θ) is 1 when the tooth participates in the cutting, otherwise 0.
It shows that the ith left tooth participates in cutting when gL, i(θ) = 1, the ith middle tooth participates in cutting when gC, i(θ) = 1, and the ith right tooth participates in cutting when gR, i(θ) = 1.
Based on the above theory, milling force prediction model is achieved, as shown in Eq. (4) (Altintas 2012).
In Eq. (4), gi(θ) is the window function, which can be obtained by the diameter of the disc cutter and the thickness of the workpiece. bi is the width of the cutting edge. hi* is cutting output of each tooth considering the tool runout, which can be obtained by the formula between the cutting output of each tooth (hi) without considering tool runout (δi) and tool runout (δi).
2.2 Identification of coefficient and parameters in prediction model
2.2.1 Identification of coefficient in prediction model
The cutting velocity has an oblique or inclination angle γ in oblique cutting operation, and thus, the directions of shear, friction, chip flow, and resultant cutting force vectors have components in all three Cartesian coordinates (X, Y, Z). The geometric relation diagram of oblique cutting is shown in Fig. 3. It shows that Ft is tangential force; Ff is feed force; Fr is side force; F is the result of cutting force; Fs is shear force; Fn is normal force on shear plane; V is linear cutting speed; Vs is shear velocity; Vc is chip flow rate; γ is cutting edge inclination angle; η is chip flow angle; αn is normal rake angle; ϕi is oblique shear angle, which is the included angle between shear velocity and the projection of shear velocity on normal plane; ϕn is shear angle; θi is the included angle between F and the projection of ϕnon normal plane; and θn is the included angle between the projection of F on normal plane and Y-axis.

The oblique cutting diagram. a The oblique cutting geometry diagram. b The geometry relation of oblique process
According to the oblique cutting theory [20], the cutting force of oblique cutting can be expressed by Eq. (5):
In Eq. (5), ϕi, θi, ϕn, and θn satisfy the relation of Eq. (6):
According to Eq. (5), the coefficient of prediction model is shown in Eq. (7):
In addition, Eq. (8) is true:
In Eq. (8), βn = θn + αn.
βn: frictional angle of oblique cutting
βa: frictional angle of orthogonal cutting
According to Eqs. (6) and (8), Eq. (5) can be turned into Eq. (9):
According to the analysis above, the coefficient of prediction model is shown in Eqs. (10) and (11):
The cutting edge inclination angle of the middle tooth is 0°, which is orthogonal cutting, so the coefficient of the middle tooth can be shown in Eq. (12):
γ: cutting edge inclination angle, known as 2° from Fig. 1
αn: normal rake angle, which equals to rake angle under orthogonal cutting, known as 8° from Table 1
βn: frictional angle under oblique cutting
τs: shear yield strength
ϕn: shear angle
η: chip flow angle, which equals to cutting edge inclination angle, known as 2° from Fig. 1
2.2.2 Identification of parameters in model coefficient
The parameters of βn,ϕn, and τs in coefficient of prediction model must be identified before the determination of prediction model. The following analysis is about the solution method of the parameters above:
Frictional angle (β n)
According to the definition of frictional angle, the value of βn has nothing to do with orthogonal cutting or oblique cutting, which is determined by lubricating condition, knife-chip contact zone status, the material properties, and the features of the tool. Therefore, in the paper, βn=βa, and frictional angle only can be obtained by experiment method because mathematical analysis is invalid. It can be known according to geometric relations of cutting theory [20]:
In Eq. (13), βa: frictional angle under orthogonal cutting
αr: rake angle under orthogonal cutting, known as 8° from Table 1
Ffc: normal force under orthogonal cutting
Ftc: tangential force under orthogonal cutting
So, βn can be achieved by the measurement of Ffc and Ftc under orthogonal cutting.
Normal shear angle (ϕ n)
According to cutting theory [20], normal shear angle (ϕn) equals to shear angle (ϕc) of orthogonal cutting. And \( {\phi}_c=\frac{\pi }{4}-\left({\beta}_a-{\alpha}_r\right) \) in orthogonal cutting. Therefore, normal shear angle (ϕn) can be achieved by frictional angle (βa) and rake angle (αr) of orthogonal cutting. αr is rake angle under orthogonal cutting, known as 8°. Frictional angle (βa) of orthogonal cutting can be obtained by cutting experiment, so ϕncan also be obtained by orthogonal cutting experiment.
Shear yield strength (τ s)
Shear yield strength (τs) is produced by the cutting stress during machining, which produces a hardened layer on the surface. Shear yield strength (τs) is normally bigger than the yield strength of the material itself, which needs to be gained by cutting experiment. The orthogonal cutting experiment is conducted in the study because τs has nothing to do with orthogonal cutting or oblique cutting.
In this way, the parameters βn,ϕn, and τs are all obtained by orthogonal cutting experiment.
2.3 The determination of cutting output per tooth considering tool runout (h i *)
2.3.1 The cause of tool runout
In the study, the disc cutter is made by Zhuzhou Diamond Cutting Tools Co., Ltd., as shown in Fig. 4. The characteristics of the three-teeth alternating disc cutter is consistent with those in Fig. 1. Four cutting edges are symmetrically designed, and each cutting edge has a circular arc chip rolling groove, as shown in Fig. 4c. The size of blade is 12.7×12.7×6 (mm). The workpiece parameters of disc cutter are shown in Table 1; The composition and property of blade are shown in Table 2.

a The disc cutter, b the blade, and c the distribution mode
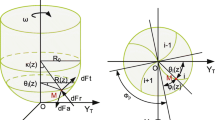
It can be known from Figs. 1 and 4 that the disc cutter is with large diameter and more teeth. There will be an obvious tool runout because of installation error and manufacturing error, namely the distance between each cutting edge and the center of disc cutter is different. The tool runout has an effect on actual cutting output per tooth, which makes a deviation between theoretical value and actual value and then makes the change of milling force. Therefore, the effect of tool runout must be taken into account when milling force model is building. The sketch map of tool runout of disc cutter is shown in Fig. 5 and is indicated in Eq. (14):

The sketch map of tool runout of the disc cutter
In Eq. (14):
δi: tool runout
ri: the distance between cutting edge and center of disc cutter
R: cutting radius of disc cutter
2.3.2 The model establishment of cutting output per each considering tool runout (h i*)
Disc milling is a process of multi-tooth cyclic cutting; if there is no tool runout, the cutting output of next tooth should be the cutting output left by the previous tooth, and the cutting output per tooth should be even. However, the cutting output of the ith tooth may be the allowance left by (i-n)th tooth while considering the tool runout, and the cutting output per tooth is uneven. The theoretical value of cutting output per tooth is defined as hi, and the actual value of cutting output per tooth considering tool runout is defined as hi*.
A parameter of δr,i is introduced before the model is built. δr,i is the residual allowance left by the ith tooth, which is the difference value between theoretical surface (Pi) and actual surface (Pri) produced by the ith tooth. It should be noted that the actual surface (Pri) may be not produced by the ith tooth, which may be produced by the (i-n)th tooth, because there is no allowance for the ith tooth on the account of the tool runout of the ith tooth or the overcut of the (i-n)th tooth. Take the left-to-right feed direction as an example; if Pri is on the right of Pi, δr,i is positive, and if Pri is on the left of Pi, δr,i is negative.
Based on the analysis above, the mathematical model in regard to hi*, hi, and δi is shown in Eq. (15).
In Eq. (15), hi is known, which is 0.04 mm in the experiment.
2.3.3 The measurement of tool runout and determination of h i *
It is known from Fig. 1 that the left and right tooth have a cutting edge inclination angle (γ), which leads to the difficulty to measure the tool runout. In the study, in order to measure the tool runout accurately, the following method is adopted: first, a set of teeth is chosen, and the right tooth is marked as iR1th, the left tooth is marked as iM1th tooth, and the mid tooth is marked as iL1th tooth. In addition, in order to make the tool runout value one-to-one corresponding to each tooth, the chosen set of right tooth is removed as a mark. Second, the tool runout of iL1th tooth is measured by tool setting method, and the tool runout of iL1th tooth is denoted as δ1. Third, make the disc cutter rotate with the speed of 1 r/min, because high rotational speed will cause the vibration of disc cutter to overlay the tool runout and then lead to measurement error of tool runout. In addition, it is difficult to observe the measurement value when the disc cutter rotates with a high speed. Fourth, make the dial gauge to contact with the tool nose, and then measure the relative value of tool runout of each tooth (δi-0) with respect to the iL1th tooth. Last, the tool runout of each tooth (δi) can be obtained by mathematical calculation. There are 13 datasets because the disc cutter has 39 teeth: 13 datasets of the left tooth, 13 datasets of the mid tooth, and 13 datasets of the right tooth. The value of hi*, δr,i, and δi can be obtained by Eq. (15), as shown in Tables 3, 4, and 5.
2.4 The solution of parameters in prediction model
It can be known from the analysis above that frictional angle (βn) and shear yield strength (τs) are basic parameters, which can be obtained by orthogonal cutting experiment. Normal shear angle (ϕn) can be obtained by frictional angle (βn). Therefore, a series of experiments are conducted. The specific methods are as follows:
2.4.1 Experiment condition and methods
The tool
In the study, a disc cutter is used, as shown in Figs. 1 and Fig. 4. We won’t go into details.
Materials
In the study, titanium alloy TC17 is used, the size is 270×170×25 mm, as shown in Fig. 6. Chemical composition and mechanical properties of TC17 are shown in Table 6 and Table 7, respectively.

Titanium alloy specimen. a Physical picture of the workpiece. b 3D diagram of the workpiece
It is known that more teeth will participate in cutting at the same time if the workpiece is too thick, which will disturb the experiment data. In order to ensure only one tooth to participate in cutting at the same time, the thickness of workpiece is subject to some limitations, which needs to satisfy Eq. (16):
In Eq. (16):
N: the teeth number of the disc cutter
H: the thickness of the workpiece
R: the radius of the disc cutter
The teeth number of the disc cutter is 39, the diameter is 210 mm, and the thickness of the workpiece can be obtained by Eq. (16), which can’t be more than 33.9 mm, so the size of titanium alloy workpiece is with the thickness of 25 mm.
Experiment platform
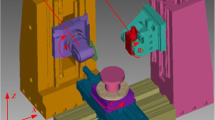
Compound efficient NC milling machine tool of aircraft engine blisk is used, which is manufactured by Qinchuan Machine Tool Co., Ltd., as shown in Fig. 7. The machine tool has two spindle head: spindle head of disc milling and spindle head of plunge/side milling. In the study, the spindle head of disc milling is used, whose rated speed is 120 r/min and design torque is 5000 N.m. The parameters in the experiment are as follows: speed of main shaft is 42 r/min, and feed speed is 24 mm/min.

Disc/plunge/side-milling NC machine tool of blisk
Measurement methods
Milling force is measured by a three-way dynamometer. The measuring system consists of a Kistler 9225B dynamic piezoelectric dynamometer, a Kistler 5080 charge amplifier, digital-to-analog conversion device PCIM-DAS1602/1, and DEWESOFT X2 software. The dynamometer is connected to the charge amplifier, and then the charge amplifier is connected to the data acquisition card, so milling force in three directions is recorded by DEWESOFT X2 software, as shown in Fig. 8 and Fig. 9. Fr is lateral force defined as X direction, Ff is normal force defined as Y direction, and Ft is tangential force defined as Z direction. The processing axis system and the measurement axis system are shown in Fig. 9. It shows that the X-axis and Y-axis of both are in the same direction, and the Z-axis is opposite.

Experimental picture of milling force meausrement

The measurement schematic diagram of milling force
It is known from the analysis above that the parameters of prediction model (βn, ϕn, τs) can be obtained by orthogonal cutting experiment, so only the middle tooth is chosen as research object because the left tooth and right tooth are oblique cutting. The recorded curve of milling force cannot correspond with the cutter teeth one to one because the disc cutter has too many teeth, so the curve of milling force needs to be marked. The specific method is the same as the measurement method of tool runout, namely the same right tooth is removed as well as the measurement of tool runout. In this way, the curve of milling force and tool runout can correspond to the tooth one to one, as shown in Fig. 8b. The cutting output of the removed right tooth leaves to the next tooth, so there is a trough of wave corresponding to this tooth, and a peak of wave occurs corresponding to the next tooth. In this way, the curve of milling force can correspond to each tooth.
2.4.2 The solution of frictional angle (β n)
The frictional angle (βn) is displayed in Eq. (17):
In Eq. (17):
βa: frictional angle under orthogonal cutting
αr: rake angle under orthogonal cutting, known as 8°
Ffc: normal force
Ftc: tangential force
It is known from Eq. (17) that frictional angle (βn) can be achieved by the measurement of Ffc and Ftc. Therefore, only normal force (Ffc) and tangential force (Ftc) are considered in the study. The measurement result of Fy(θ) and Fz(θ) by the dynamometer is expressed in Eq. (18); the Ffc and Ftc can be gained by Eq. (19).
The curve of milling force in Y and Z direction is recorded in Fig. 10 and Fig. 11. The trough of wave 1 is produced by the removed right tooth, so the peak of waves 3, 6 ,9, 12, and 15 is produced by the middle tooth. There is an impact when the disc cutter cuts into the workpiece because disc milling is a typical discontinuous cutting, which leads to unstable data, so the data of cutting-in cannot be used for analysis. The data of cutting-out is relatively more stable and can be used in the study. The values of Fy and Fz of waves 3, 6 ,9, 12, and 15 are shown in Table 8.

Cutting force curve of Y direction

Cutting force curve of Z direction
In the study, the thickness of specimen is 25 mm, so the value of θ is obtained by Eq. (20):
The value of Fy, Fz, and θ are put into Eq. (19), and then the value of Ffc and Ftc is gained, as shown in Table 9. Then, the value of Ffc/Ftc and arctan Ffc/Ftc is gained, as also shown in Table 9.
It is known from Table 9 that the value of milling force of #12 is much bigger than that of others, which is due to the blade installation without fastening, and leads to the abnormal value of milling force, so the data needs to be removed. The mean value of arctan (Ffc/Ftc) excluding #12 data is shown in Eq. (21) (Zhao and Fu, 2020).
It is known that αr is 8°, so frictional angle (βa) can be obtained by Eq. (22):
2.4.3 The solution of normal shear angle (ϕ n)
It is known from the analysis above that ϕn = ϕc, and \( {\phi}_c=\frac{\pi }{4}-\left({\beta}_a-{\alpha}_r\right) \). Known from Eq. (22), βn=βa=43.9°, and αr=8°, so normal shear angle ϕn=\( {\phi}_c=\frac{\pi }{4}-\left({\beta}_a-{\alpha}_r\right)=9.1 \)°.
2.4.4 The solution of shear yield strength (τ s)
Known from the definition of τs, which equals to the ratio of yield stress to shear plane area, as shown in Eq. (23):
In Eq. (23), Fs is shear force, which equals to the projection of resultant force (Fc) on shear plane. Equation (24) can be achieved according to the cutting principle and principle of maximum shear stress. So, the Fs can be gained through Eq. (24) and the data of Table 9, as shown in Table 10.
In Eq. (23), As is shear surface area, which satisfies Eq. (25). Known from Section 2.3.3, ϕc = 9.1°. So, substitute ϕc into Eq. (25), and then As can be obtained, as shown in Eq. (26).
In Eq. (26), b is the width of cutting edge, known to be 6 mm. hi* is the cutting output per tooth considering tool runout, known from Table 4. Therefore, As is obtained, and thenτsis obtained, as shown in Table 11.
It is can be seen from Table 11 that the data of #15 is inconsistent with others, which may be produced by tool runout, so should be removed. Then, the mean value of τs is obtained by Eq. (27).
The prediction model of milling force can be obtained according to the solution of parameters above, as shown in Eq. (28).
3 The verification of prediction model
In order to verify the validity of the prediction model, the experiment of disc milling is designed. The tool, machine tool, and measurement system of milling force are consistent with the previous experiment, which will not be detailed here; the picture of the verification experiment is shown in Fig. 12. In the verification experiment, the blisk with two different thicknesses are chosen: 25 mm and 50 mm. One tooth participates in the cutting when the thickness is 25 mm, and two teeth participates in the cutting when the thickness is 50 mm, so the validity of the model under different cutting conditions can be verified. The size of blisk and processing parameters are shown in Table 12. Chemical composition and mechanical properties of TC17 are shown in Table 6 and Table 7 respectively.

Verification experiment: a the processing site and b the waveform acquisition
The contrast curve of predicted value and actual value of milling force under one-tooth cutting condition is indicated in Fig. 13 and Fig. 14. The contrast curve of two-teeth cutting is shown in Figs. 15 and 16. It can be known from Figs. 13–16 that the model is with high efficiency and precision and the measured force and predictive force are in good agreement in amplitude and trend. So, the predictive model of milling force can be used in the study of milling force of disc milling in the blisk. The exact prediction of milling force will provide powerful support to the study of vibration, temperature, tool wear, surface quality, and others.

Milling force contrast curve of Y direction of one-tooth cutting condition

Milling force contrast curve of Z direction of one-tooth cutting condition

Milling force contrast curve of Y direction of two-teeth cutting condition

Milling force contrast curve of Z direction of two-teeth cutting condition
4 Conclusion
-
(1)
In the study, the prediction model of disc milling force is established considering tool runout with a three-teeth alternating disc cutter. In order to measure tool runout accurately, the disc cutter is revolving with low speed, which is 1 r/min, and the mathematical model in regard to cutting output per tooth considering the tool runout (hi*), cutting output per tooth (hi), and tool runout (δi) is set up. Then, cutting output per tooth considering the tool runout (hi*) is obtained by the mathematical model.
-
(2)
The parameters (βn, ϕn,τs) in the prediction model are resolved by orthogonal cutting experiment. The verification experiment shows that the prediction model established by this method is with high efficiency and precision and the measured force and predictive force are in good agreement in amplitude and trend whether in one-tooth cutting condition or two-teeth cutting condition.
References
Xin HM, Shi YY, Wu HW, Zhao T, Yang F, Wang L (2020) Tool wear in disc milling grooving of aircraft engine blisk. Iran J Sci Technol Transact Mechan Engine 1:315–323. https://doi.org/10.1007/s40997-019-00338-4
Feng ZX, Liu M, Li GH (2019) Identification of polynomial cutting coefficients for a dual-mechanism ball-end milling force model. Recent Patents Eng 13(3):232–240. https://doi.org/10.2174/1872212112666180629142036
Wei ZC, Guo ML, Wang MJ, Li SQ, Liu SX (2018) Force predictive model for five-axis ball end milling of sculptured surface. Int Adv Manufact Technol 98(5-8):1367–1377. https://doi.org/10.1007/s00170-018-2125-4
Lu XH, Wang FR, Jia ZY, Si L, Zhang C, Liang SY (2017) A modified analytical cutting force prediction model under the tool flank wear effect in micro-milling nickel-based superalloy. Int J Adv Manuf Technol 91(9-12):3709–3716. https://doi.org/10.1007/s00170-017-0001-2
Hou YF, Zhang DH, Wu BH, Luo M (2015) Milling force model of worn tool and tool flank wear recognition in end milling. IEEE/ASME Trans Mechatr 20(3):1024–1035. https://doi.org/10.1109/TMECH.2014.2363166
Song QH, Liu ZQ, Ju GG, Wan Y (2019) A generalized cutting force model for five-axis milling processes. Proceed Instit Mechan Eng B 233(1):3–17. https://doi.org/10.1177/0954405417711970
Li SP, Tian LC Qin XD, et al (2017) Diameter error compensation based on flexible cutting force model in hole helical milling process. Tianjin Daxue Xuebao 50(2):147-153. DOI: 10.11784/tdxbz201512083
Stemmler S, Abel D, Schwenzer M, Adams O, Klocke F (2017) Model predictive control for force control in milling. IFAC-Papersonline 50(1):15871–15876. https://doi.org/10.1016/j.ifacol.2017.08.2336
Zhang T, Liu ZQ, Xu CH (2015) Theoretical modeling and experimental validation of specific cutting force for micro end milling. Int J Adv Manuf Technol 77(5-8):1433–1441. https://doi.org/10.1007/s00170-014-6549-1
Niu ZC, Cheng K (2020) Improved dynamic cutting force modeling in micro milling of metal matrix composites part I: theoretical model and simulations. Proceed Instit Mechan Eng C 234(9):1733–1745. https://doi.org/10.1177/0954406219899688
Cai LG, Pu FY, Zhao YS (2012) Milling force modeling of formed milling cutter for turnout processing and experiment validation. Adv Mater Res 538-541:921–926. https://doi.org/10.4028/www.scientific.net/AMR.538-541.921
Guo ML, Wei ZC, Wang MJ, Li S, Liu S (2018) An identification model of cutting force coefficient for five-axis ball-end milling. Int Adv Manufact Technol 99(1-4):937–949. https://doi.org/10.1007/s00170-018-2451-6
Guo ML, Wei ZC, Wang MJ et al (2019) Force prediction model for five-axis flat end milling of sculptured surface. J Mechan Eng 55(7):225–233
Zhang Y, Li S, Zhu KP (2020) Generic instantaneous force modeling and comprehensive real engagement identification in micro-milling. Int J Mech Sci 176(15):110–118. https://doi.org/10.1016/j.ijmecsci.2020.105504
Fu ZT, Yang WY, Wang XL, Leopold J (2016) An analytical force model for ball-end milling based on a predictive machining theory considering cutter runout. Int J Adv Manuf Technol 84(9-12):2449–2460. https://doi.org/10.1007/s00170-015-7888-2
Zhuang KJ, Zhu DH, Ding H (2018) An analytical cutting force model for plunge milling of Ti6Al4V considering cutter runout. Int J Adv Manuf Technol 94(9-12):3841–3852
Li G, Qu D, Feng WW et al (2016) Modeling and experimental study on the force of micro-milling titanium alloy based on tool runout. Int J Adv Manuf Technol 87(1-4):1193–1202. https://doi.org/10.1007/s00170-017-1078-3
Xin HM, Shi YY, Ning LQ (2017) The influence of thermal-mechanical coupling on surface integrity in disc milling grooving of titanium alloy. Mach Sci Technol 21(2):313–333. https://doi.org/10.1080/10910344.2017.1284561
Zhang N, Shi YY (2019) A 3-D instantaneous cutting force prediction model of indexable disc milling cutter for manufacturing blisk-runnels considering runout. Int J Adv Manuf Technol 103(9-12):4029–4039. https://doi.org/10.1007/s00170-019-03780-5
Altintas Y (2012) Manufacturing automation: metal cutting mechanics, machine tool vibrations, and CNC design. Cambridge University Press, London
Zhao PK, Fu L (2020) Numerical and experimental investigation on power input during linear friction welding between TC11 and TC17 alloys. J Mater Eng Perform 29(4):2016–2072. https://doi.org/10.1007/s11665-020-04745-6
Acknowledgements
This work was supported by the Project Funded by the National Numerical Control Major Projects Foundation of China (Grant No. 2013ZX04001081), China Postdoctoral Science Foundation (Grant No: 2018M631195). Hubei Superior and Distinctive Discipline Group of Mechatronics and Automobiles (Grant No: XKQ2021013).
Availability of data and materials
The data sets supporting the results of this article are included within the article and its additional files.
Author information
Authors and Affiliations
Contributions
The experiment is designed and carried out mainly by Yang Cheng. The experiment equipment and funding is done by Shi Yaoyao. The writing in English is done by Xin Hongmin. Zhang Nan participated in the experiment as Yang Cheng’s assistant.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
The research does not involve human participants and/or animals.
Consent for publication
The publication has been approved by all authors.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Cheng, Y., Yaoyao, S., Hongmin, X. et al. Milling force model prediction considering tool runout with three-teeth alternating disc cutter. Int J Adv Manuf Technol 114, 3285–3299 (2021). https://doi.org/10.1007/s00170-021-06949-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06949-z