
Abstract
Previous studies identified the oil-on-water (OoW) cooling technique as an effective method to improve the cutting performance when machining compacted graphite iron. The effects of nozzle type, outlet distance, and air pressure were identified by comparing droplet diameters and cutting performances. The results showed that smaller droplets achieved a better penetration ability. In the horizontal and vertical directions, the diameter of OoW droplets increased with increasing distance from the nozzle outlet position. With increasing air pressure, the droplet diameter decreased. At an air pressure of 0.35 MPa, the diameter of OoW droplets of nozzle II decreased by 12%, 34%, and 30% compared with droplets of nozzles I, III, and IV, respectively. Of the four different nozzles, nozzle II had the smallest droplets. Under the spray-to-rake and flank faces external OoW condition, the cutting temperature of nozzle II decreased by 9%, 33%, and 27% compared with those of nozzles I, III, and IV, respectively. The surface roughness of nozzle II decreased by 20%, 27%, and 24% compared with those of nozzles I, III, and IV, respectively. The flank wear width of nozzle II decreased by 2.7%, 13.6%, and 1.4% compared with those of nozzles I, III, and IV, respectively. Moreover, nozzle II showed minimal adhesive wear, abrasive wear, and coating peeling on both rake face and flank face. Therefore, nozzle II had better cooling and lubricating abilities and achieved the best cutting performance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Compacted graphite iron (CGI) offers excellent anti-fatigue strength, tensile strength, and wear resistance and is the key material for lightweight and energy-efficient manufacturing of automobiles [1]. However, it is considered to be a difficult-to-cut material. Compared with gray iron, CGI has a higher cutting strength and cannot form a MnS lubrication layer to improve the cutting performance of the tool [2]. This leads to a series of issues, such as large cutting force, high cutting temperature, severe abrasive wear, and chip adhesion [3, 4].
Cutting fluid is a conventional cooling method, to improve the machinability of the material and to get good surface roughness [5, 6]. However, in high-speed machining, the poor penetration of cutting fluid makes its cooling efficiency significantly reduced. Furthermore, the use of cutting fluid causes environmental pollution, endangers the health of workers, and increases production costs [7]. To overcome the problems associated with traditional processing, a number of green cutting technologies have been developed, such as dry cutting [8, 9], cutting with cryogenic air, liquid nitrogen, minimum quantity lubrication (MQL) [10, 11], and oil-on-water (OoW) [12].
The lack of cooling and lubrication when dry cutting leads to a higher cutting temperature [13]; therefore, the requirements for cutting tools are very high. During the rough machining of CGI, dry cutting should be used preferably; however, the tool durability is poor because of the difficulties associated with processing CGI. The application of cryogenic air during cutting can reduce the cutting temperature; however, this method lacks lubrication in the machining process. Meng et al. [14] compared the performance of dry cutting, cutting fluid, and liquid nitrogen when machining CGI. They found that the smallest temperature and flank wear were obtained in cutting fluid, and although the tool life was longest when using liquid nitrogen, a number of other factors also affect tool life. However, because of the high cost and large consumption of liquid nitrogen, it is difficult to use it in the traditional automotive industry. When comparing cryogenic air and liquid nitrogen, Kara et al. [15] highlighted that the MQL, as a better lubrication method, can prolong tool life, as well as reduce cutting temperature and the tool vibration amplitude. However, the cutting temperature in the cutting area remains high because of the low rate of heat conduction of pure oil. The high cutting heat also leads to the evaporation of the lubricant, which thus reduces the lubrication effect [16, 17]. To solve the problem of insufficient cooling for MQL, a new cooling method of OoW has been proposed, which uses MQL for lubrication and the phase transformation of water droplets to improve heat transfer. This method achieves superior cutting performance, compared with MQL during the machining process.
Chetan et al. [18] evaluated the effect of MQL on tool wear during high-temperature cutting of alloys Nimonic 90 and Ti6Al4V. The results showed that the use of MQL for high-speed machining could greatly reduce the flank wear. In the MQL condition, the rake face tool wear was less when cutting Ti6Al4V than that when cutting Nimonic 90. Lin et al. [19] compared the cutting effects of several of the afore-mentioned cooling methods for cutting titanium alloy. They showed that the use of cryogenic air combined with MQL (CAMQL) achieved lower surface roughness and lower flank wear rate compared with dry cutting and flooding. Considering three spray locations when using external oil-on-water (EOoW), combined with simultaneously spraying onto both the rake and flank faces yielded the lowest flank wear rate. Itoigawa et al. [20] investigated the cutting performance of aluminum alloys under the condition of OoW. They found that, compared with the MQL condition, the aluminum alloy can achieve better cutting performance in OoW conditions. Ekinovic et al. [21] studied the turning performance of carbon steel St52-3 through the EOoW method by controlling the oil spray volume (10–50 mL/h), water volume (0.3–1.7 L/h), and different nozzle positions. They found that the effect of the nozzle position on the cutting force was not obvious; moreover, the cutting force under the condition of the OoW decreased by 17% compared with the cutting force under dry cutting, and the minimum cutting force was obtained when the oil quantity was 10 ml/h and the water quantity was 1.7 L/h.
In case of CGI cutting with OoW, Wang et al. [22] examined the tool life and chip adhesion when machining CGI under the OoW cooling and lubrication cutting condition. The experimental result showed that the spray-to-rake and flank faces external OoW (EOoWrf) and internal OoW (IOoW) (water 1.2 L/h) methods achieved the lowest chip adhesion and tool wear rates. In addition, OoW method should be matched with the coating tool to achieve the best cutting performance. Ding et al. [23] reported that the mechanism of OoW can improve cutting performance. They reported that compared with the low temperature provided by cryogenic air, lubrication plays a decisive role in decreasing both cutting temperature and frictional forces.
Previous studies have shown that OoW exerts a beneficial influence on improving the cutting performance of the tool in CGI machining. In the OoW cooling and lubrication technique, the nozzle, as a key component, plays an important role in improving the overall cutting performance. In this work, the influences of nozzle structure, outlet distance, and air pressure on OoW droplet size were investigated. Cutting temperature, surface roughness, and flank wear were selected as evaluation factors to optimize the most suitable nozzle for CGI machining.
2 Experimental procedure
This study used the machined material RuT400 CGI, produced by the Guangxi Yuchai Machinery Group Co., Ltd., China. The microstructure of the material, as shown in Fig. 1 [22], included a matrix and graphite phase, and their chemical constituents and hardness are listed in Table 1 [22].

Microstructure of RuT 400 CGI after corrosion by picric acid [22]
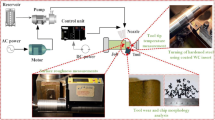
The turning experiment was conducted using a CNMG120408-MF1 tungsten carbide cutting insert with TiAlN coating (type: KC5010, Kennametal Co., Ltd., USA) in G100 precision CNC lathe. The cutting speed was at 80 m/min, the feed rate was 0.15 mm/r, and the depth of cut was 0.9 mm. The experiment was carried out in EOoW condition. Table 2 [22] lists the schematics and cooling parameters of EOoW techniques. The injection position for EOoW included spray-to-rake face (EOoWr), spray-to-flank face (EooWf), and EOoWrf of the tool. Furthermore, atomized OoW was sprayed into the cutting region through four special nozzle types, as listed in Table 3. Nozzles I, II, and III have the same atomizing structure. The center of the inner plane of the nozzle is an oil and water liquid outlet, and four gas outlets are located around the center of the plane, which atomize the liquid into OoW droplets. However, the three differently shaped nozzles result in different shapes of the atomizing field. Nozzle IV has an oil-water mixed liquid outlet on both sides of the inclined surface of the outlet, and a gas outlet is located on the junction of the two annular metals.
To analyze the influence of both jet distance and nozzle type on the size of OoW droplets, OoW droplets sprayed at different EOoW conditions were collected. A schematic diagram for the collection is shown in Fig. 2. The diameters of the OoW droplets were measured using a microscope (OLYMPUS SZ61, Japan). During cutting, thermocouple equipment (HR-USB-T008, Shanghai Haonai Co., Ltd., China) was placed in a pre-made hole on the tool rake face to measure the cutting temperature. The surface roughness was measured with a TR220 surface roughness meter (Beijing Times Co., Ltd., China). A high-speed camera (Hispec 5, Fastec, Japan) was used to record the OoW droplets of different nozzle covered areas on the cutting insert. After cutting had finished, the tool wear and chip morphology were observed with a scanning electron microscope (Nano430, FEI, USA) with energy-dispersive spectroscopy (EDS) functionality (Zeiss Group®, Germany).

Schematic diagram for collecting OoW droplets
3 Experimental results and discussion
3.1 Diameter of OoW droplets
The cutting fluid mainly cools and lubricates the tool through the capillary that formed during the cutting process [24, 25]. The smaller the OoW droplets formed by the nozzle, the easier it is to penetrate the cutting area through the capillary. Therefore, decreasing the diameter of the OoW droplets can accelerate the evaporation and achieve better cooling and lubrication performances.
Under the action of the external airflow disturbance, the liquid film (or jet) was torn into a thin strip or broken into droplets, eventually forming ever smaller droplets. In steady-state airflow, the breaking of droplets is mainly controlled by aerodynamics, surface tension, and viscous forces. For low-viscosity liquids, droplet breakage is mainly affected by the ratio of aerodynamic forces to surface tension [26,27,28]. When a droplet of diameter d moves at relative velocity vr in air, the normal aerodynamic force Fa is:
The pressure pσ of the droplet caused by the surface tension is:
where ρσ represents the gas density and σ represents the surface tension of the droplet.
The Weber number is [29]:
Under the combined action of aerodynamic force and surface tension, the breaking conditions of the droplet are as follows:
where Cd depends on the constant of the breakage condition. Therefore, droplet breakup is not only related to the gas density but also to the relative velocity of the movement between droplets and air flow.
The OoW droplets enter the cutting area, absorb the cutting heat, and then vaporize. Most of the subsequent OoW droplets penetrate the steam layer and contact the high-temperature surface. Assuming that the steam flow is laminar and not affected by external temperature, the high-temperature surface of the cutting zone and the steam near the high-temperature surface are the same as Tw. The steam temperature, which contacts the liquid film, is the same as the saturation temperature Ts. The OoW droplets do not affect each other and maintain their shape during the impact with the steam layer [30, 31].
The heat transfer of a single droplet qd on a high-temperature surface is [32]:
The heat transfer coefficient under this condition is [33]:
where d represents the droplet diameter, ρl represents the liquid density, hfg represents the latent heat of vaporization, We is the Weber number, and B equals Cv(Tw − Ts)/hfg. Tw represents the wall temperature, Ts represents the saturation temperature, Kd equals λv/Cvμv, λv represents the steam thermal conductivity, and μv represents the gas dynamic viscosity.
The heat transfer and heat transfer coefficient of a single droplet were affected by the diameter of the droplets, the collision speed of the droplets, and other factors. The diameter reduction of OoW droplets leads to a decrease in heat absorption. To compensate for the problem of this insufficient heat transfer of single droplets, it is necessary to provide more OoW droplets through the capillary, so that these may reach the cutting area, and the OoW droplets velocity needs to increase. The speed of OoW droplets can be increased by adjusting the air pressure to achieve beneficial cooling and lubricating effects.
The diameters of OoW droplets under different outlet distances are shown in Fig. 3. The abscissa 0 point represents the center position of the nozzle outlet, and both sides of the 0 coordinates are the distance to the nozzle outlet center position at the same level. The type of nozzle affected the droplet diameter. As the vertical and horizontal distance moved away from the nozzle outlet center, the diameter of OoW droplets increased.

The droplet diameter of OoW under different export distance: a 30 mm; b 50 mm; c 70 mm
The mean value of OoW droplets within 15 mm of the nozzle outlet center in horizontal direction was calculated and assumed to represent the diameter of OoW droplets of the nozzle. At 30 mm, 50 mm, and 70 mm from the nozzle outlet, the average diameters of OoW drops of nozzle I were 158 μm, 171 μm, and 198 μm, respectively. The average diameters of OoW drops of nozzle II were 139 μm, 151 μm, and 165 μm, respectively. The average diameters of OoW drops of nozzle III were 211 μm, 230 μm, and 253 μm, respectively, and the average diameters of OoW drops of nozzle IV were 198 μm, 211 μm, and 242 μm, respectively. At 30 mm from the nozzle outlet, the diameters of OoW drops of nozzles I, III, and IV increased by 12%, 34%, and 30%, respectively, compared with nozzle II. At 50 mm from the nozzle outlet, the diameters of OoW drops of nozzle I, III, and IV increased by 12%, 34%, and 28%, respectively, compared with nozzle II. At 70 mm from the nozzle outlet, the diameters of the OoW drops of nozzles I, III, and IV increased by 17%, 35%, and 32%, respectively, compared with nozzle II.
The outlet shape of nozzle I was consistent with the shape of the spray field that formed inside the nozzle, which did not affect the re-agglomeration of OoW droplets. The outlet shape of nozzle II was a sector, and the particles inside the nozzle were subject to a secondary impact with the inner surface, thus forming smaller OoW droplets. When the OoW droplets emerged through nozzle III, re-agglomeration of particles with each other caused an increase of the diameter. The atomization degree at the center of the nozzle IV outlet was superior to that of peripheral atomization.
The airflow velocity near the nozzle outlet was highest, and the strong disturbance of the compress air caused the droplets to break into a large number of fine droplets. With increasing distance along the nozzle outlet on the vertical and horizontal directions, the kinetic energies of the compressed air and the droplet were decreased, and collision between the droplets caused the fine droplets to be aggregated into larger particles. The diameters of the atomized droplets under different compressed air are shown in Fig. 4. Under pressures of 0.25 MPa, 0.35 MPa, and 0.45 MPa, the average diameters of the OoW droplets of nozzle I were 187 μm, 158 μm, and 130 μm. The diameters of nozzle II were 174 μm, 139 μm, and 122 μm; those of nozzle III were 243 μm, 211 μm, and 188 μm; and those of nozzle IV were 221 μm, 198 μm, and 168 μm, respectively. Under an air pressure of 0.25 MPa, the diameters of OoW droplets of nozzle II were 7%, 28%, and 27% lower than those of nozzles I, III, and IV, respectively. Under an air pressure of 0.35 MPa, the diameters of OoW droplets of nozzle II were 12%, 34%, and 30% lower than those of nozzles I, III, and IV, respectively. Under an air pressure of 0.45 MPa, the diameters of OoW droplets of nozzle II were 6%, 35%, and 27% lower than those of nozzles I, III, and IV, respectively.

The droplet diameter of OoW under different air pressure: a nozzle I; b nozzle II; c nozzle III; d nozzle IV
With increasing air pressure, the diameter of OoW droplets decreased. Increasing air pressure enhanced the aerodynamic force of the compressed air, which promoted droplet breakage. Compared with low pressure, higher air pressure decreased the polymerization of OoW droplets. Therefore, the diameter curve in the horizontal direction became straight. The four nozzles formed different shapes of spray fields, which affected the re-aggregation of droplets after their atomization. The permeability of the cutting fluid is a key factor to measure the effects of cooling and lubrication. A stronger permeability of the cutting fluid can achieve better cooling and lubrication. To achieve a good cooling and lubrication effect, it is necessary to improve the movability of the OoW through the capillary. Increasing the air pressure not only improved the impact speed of OoW but also promoted the break of droplets.
3.2 Comparison of different nozzles converged area
As shown in Fig. 5, the OoW droplets of all different nozzles attached to the surface of the tool. The OoW droplets of nozzle I attached to the cutting edge of the tool. The OoW droplets of nozzle II not only attached to the portion of the cutting edge but also showed a large number of attachment distributions around the cutting edge. The OoW droplets formed by the nozzle III were rarely found on the tool. Nozzle IV had a small amount of OoW droplets attached to the cutting edge of the tool.

The droplets of OoW on the tool surface: a nozzle I; b nozzle; II c nozzle III; d nozzle IV
The nozzle provided a good cooling effect by attaching a layer of OoW droplets to the area of the cutting edge. More OoW droplets attached to the cutting edge can provide better cooling effects to absorb the cutting heat and improve both the machining quality and tool life. Thus, the converged area of OoW around the cutting edge plays an important role in assisted cooling. Compared with the other three nozzles, nozzle II achieved a better cooling ability, thus making it appropriate to machine CGI.
3.3 Cutting performance of different nozzles
Figure 6 illustrates the cutting temperature, surface roughness, and flank wear width for all four types of nozzles. Clearly, a positive correlation was found among cutting temperature, surface roughness, and flank wear. Nozzle II achieved the best cutting performance, followed by nozzle I. When the nozzle only exists on the EOoWr, EooWf, or EOoWrf, the cutting temperatures of nozzle II were 107 °C, 97 °C, and 84 °C, respectively. The surface roughness values of nozzle II were 1.58 μm, 1.32 μm, and 1.49 μm, respectively. The cutting temperatures of nozzle I were 108 °C, 98 °C, and 92 °C, and the surface roughness values of nozzle I were 2.03 μm, 1.72 μm, and 1.87 μm, respectively. After cutting 500 m, the flank wears of nozzle I and II were 72 μm and 70 μm, respectively. Smaller droplets could easily penetrate the contacted surface of the tool, thus enhancing heat transfer. This led to lower cutting temperatures, which in turn retained tool sharpness. Moreover, the superior penetration ability improved the lubrication effect to decrease friction on the tool-chip interface. Compared with nozzle II, nozzle I had larger droplets, and the conical spraying field of nozzle I was only focused on a specific local area. The coverage area was also smaller than that of nozzle II. Therefore, nozzle I provided inferior cutting performance for cutting tool compared with nozzle II.

Different nozzle cutting performance: a cutting temperature; b surface roughness; c flank wear
Under EOoWr, EooWf, and EOoWrf conditions, the cutting temperatures of nozzle III were 145 °C, 135 °C, and 126 °C, and the surface roughness values of nozzle III were 2.22 μm, 1.92 μm, and 2.04 μm, respectively. The cutting temperatures of nozzle IV were 138 °C, 121 °C, and 115 °C, respectively, and the surface roughness values of nozzle IV were 2.12 μm, 1.9 μm, and 1.97 μm, respectively. After cutting 500 m, the flank wear values of nozzles III and IV were 81 μm and 71 μm, respectively. The OoW droplet diameters of nozzle III were largest of all four nozzles; therefore, the number of droplets penetrating the cutting area through the capillary was lowest. The OoW droplets were not substantially attached to the cutting edge, and the effect of cooling and lubricating was limited to the cutting area. Therefore, the cutting temperature of nozzle III was highest of all four nozzles (Fig. 6a). The high cutting temperature caused thermal shock to the coating of tool. Increasing the cutting temperature resulted in expansion of both coating and matrix. Since the thermal deformation coefficients of the coating and the matrix material differed, the tool surface produced hot cracks, leading to the worst machining quality (Fig. 6b) and the shortest tool life (Fig. 6c). The droplet diameter of nozzle IV was larger than that of nozzle I, but it was smaller than that of nozzle III. Therefore, the cutting performance of nozzle IV was better than that of nozzle III, but it was worse than that of nozzle I.
Under the EOoWr condition, the cutting temperatures of nozzles I, III, and IV increased by 0.9%, 26%, and 22%, and the surface roughness values of nozzles I, III, and IV increased by 22%, 29%, and 25% compared with nozzle II, respectively. Under the EOoWf condition, the cutting temperatures of nozzles I, III, and IV increased by 1%, 28%, and 20%, and the surface roughness values of nozzles I, III, and IV increased by 23%, 31%, and 31% compared with nozzle II, respectively. Under the EOoWrf condition, the cutting temperatures of nozzles I, III, and IV increased by 9%, 33%, and 27%, and the surface roughness values of nozzles I, III, and IV increased by 20%, 27%, and 24% compared with nozzle II, respectively. The flank wear widths of nozzles I, III, and IV increased by 2.7%, 13.6%, and 1.4% compared with nozzle II, respectively.
The tool wear morphology of the rake and flank face under different nozzle types are shown in Fig. 7. Nozzle III showed the most severe adhesive wear, abrasive wear, and coating peeling on both the rake face and the flank face, and the tool wear width of nozzle III was maximal. In contrast, nozzle II had the smallest droplets among all four nozzles because of secondary atomization. The atomized droplets of nozzle II more easily penetrated the cutting area through the capillary, then strengthening the oil film. Therefore, the cooling capacity of nozzle II was strongest, indicating that it can effectively inhibit the flank face wear of the tool and achieve minimal flank wear width.

Tool wear morphology under EOoWrf condition at cutting distance of 500 m: a nozzle I, b nozzle II, c nozzle III, and d nozzle IV
4 Conclusions
Previous studies have proven the great improvement the EOoW technique has on cutting performance of cutting tools during machining CGI. To further optimize EOoW, this study investigated the influences of nozzle structures, outlet distance, and air pressure on OoW droplet size. The cutting performance, i.e., cutting temperature, surface roughness, and flank wear width, of four different nozzle types was compared. The conclusions drawn from this study are listed in the following:
-
1.
Nozzle II achieved the best atomization effect of all tested nozzles. In the horizontal and vertical directions, the droplet diameter increased with increasing distance from the outlet center. In the vertical direction, the OoW droplet of the nozzle has the smallest diameter at a distance from the nozzle outlet of 30 mm. In the horizontal direction, the diameter of OoW droplets was smallest in the center of the nozzle outlet. At a vertical distance of 30 mm from the nozzle outlet position, the diameter of OoW droplets at the outlet center of nozzle II decreased by 12%, 37%, and 32% compared with nozzles I, III, and IV, respectively. Increasing the air pressure decreased the diameters of OoW droplets in all nozzles. At the same air pressure, the nozzles could be ordered according to their atomization effect from the best to the worst: nozzle II, nozzle I, nozzle IV, and nozzle III. Compared with air pressures of 0.25 MPa and 0.35 MPa, at an air pressure of 0.45 MPa, the diameters of OoW droplets of nozzle II decreased by 30% and 12%, respectively.
-
2.
Increasing the coverage area of OoW can improve the auxiliary heat dissipation and reduce cutting temperature. The OoW droplets of nozzle II can attach to the cutting edge and the surrounding area of the cutting edge. For nozzle I, droplets only attached to the partial region of the cutting edge. Under nozzle III, droplets rarely attached to the cutting edge. For nozzle IV, the number of droplets and their adhesion ability ranged between those of nozzle I and nozzle III.
-
3.
Smaller droplets have an increased penetration ability; therefore, the cutting temperature of the tool decreased during the cutting process. Decrease of the cutting temperature can prevent adhesive wear and coating peeling of the tool. Thus, under the EOoWrf condition, the surface roughness of nozzle II decreased by 20%, 27%, and 24% compared with nozzles I, III, and IV, respectively. The flank wear width of nozzle II decreased by 2.7%, 13.6%, and 1.4% compared with nozzles I, III, and IV, respectively. Under EOoWr and EOoWf conditions, the surface roughness of nozzle II was also smaller than those of nozzles I, III, and IV. Therefore, nozzle II achieved the best cutting performance for cutting tools, followed by nozzles I and IV. The cutting performance was worst for nozzle III.
References
Kiss VGC. Experimental installation for studying the rolling rolls durability in exploitation - General preview, 2nd International Conference on Technics, Education, Agriculture and Management-Team 2010- AGTEDU 2010, November 4–5, Kecskemet, Hungary
Dawson S, Hang F (2009) Compacted graphite iron-a material solution for modern diesel engine cylinder blocks and heads. China Found 6(3):241–246
Silva MBD, Naves VTG, De Melo JDB (2011) Analysis of wear of cemented carbide cutting tools during milling operation of gray iron and compacted graphite iron. Wear 271(10):2426–2432
Rosa SN, Diniz AE, Andrade CLF, Guesser WL (2010) Analysis of tool wear, surface roughness and cutting power in the turning process of compact graphite irons with different titanium content. J Braz Soc Mech Sci & Eng 32(3):234–240
Kara F (2018) Optimization of cutting parameters in finishing milling of Hardox 400 steel. IJAEFEA 5(3). https://doi.org/10.26706/IJAEFEA.3.5.20180901
Kara F (2018) Optimization of surface roughness in finish milling of AISI P20+S plastic-mold steel. Mater Tehnol 52(2):195–200. https://doi.org/10.17222/mit.2017.088
Klocke F (1997) Dry machining. Ann CIRP 46(2):519–526
Chen M, Jiang L, Guo GQ, An QL (2011) Experimental and FEM study of coated and uncoated tools used for dry milling of compacted graphite cast iron. Trans Tianjin Univ 17:235–241
Gastel M, Konetschny C, Reuter U, Fasel C, Schulz H, Riedel R, Ortner HM (2000) Investigation of the wear mechanism of cubic boron nitride tools used for the machining of compacted graphite iron and grey cast iron. Int J Refract Met Hard Mater 18(6):287–296
Liu ZQ, An QL, Xu JY, Chen M, Han S (2013) Wear performance of (nc-AlTiN)/(a-Si3N4) coating and (nc-Al⁃CrN)/(a-Si3N4) coating in high-speed machining of titanium alloys under dry and minimum quantity lubrication (MQL) conditions. Wear 305(1–2):249–259
Vazquez E, Gomar J, Ciurana J, Rodríguez CA (2015) Analyzing effects of cooling and lubrication conditions in micromilling of Ti6Al4V. J Clean Prod 87(1):906–913
Kamata Y, Obikawa T (2007) High speed MQL finish-turning of Inconel 718 with different coated tools. J Mater Process Technol 192(5):281–286
Kara F, Aslantas K, Icek A (2016) Prediction of cutting temperature in orthogonal machining of AISI 316L using artificial neural network. Appl Soft Comput 38:64–74
Meng FN, Ding Z, Meng XD, Ai XN, Zhang ZY, Ma W, Boyjoo Y, Wang K (2020) Research on different cooling methods in the machining of CGI and GCI. Appl Nanosci 10(1)
Zbek O, Saruhan H (2020) The effect of vibration and cutting zone temperature on surface roughness and tool wear in eco-friendly MQL turning of AISI D2. J Mater Res Technol 9(3):2762–2772
Hadad M, Sharbati A (2016) Thermal aspects of environmentally friendly-MQL grinding process. Procedia CIRP 40:509–515
Priarone PC, Robiglio M, Settineri L, Tebaldo V (2014) Milling and turning of titanium aluminides by using minimum quantity lubrication. Procedia CIRP 24:62–67
Chetan BBC, Ghosh S, Rao PV (2016) Wear behavior of PVD tin coated carbide inserts during machining of Nimonic 90 and Ti6Al4V superalloys under dry and MQL conditions. Ceram Int 42(13):14873–14885
Lin HS, Wang CY, Yuan YH, Chen ZH, Wang QM, Xiong WQ (2015) Tool wear in Ti-6Al-4V alloy turning under oils on water cooling comparing with cryogenic air mixed with minimal quantity lubrication. Int J Adv Manuf Technol 81(1):87–101
Itoigawa F, Childs THC, Nakamura T, Belluco W (2006) Effects and mechanisms in minimal quantity lubrication machining of an aluminum alloy. Wear 260:339–344
Ekinovic S, Prcanovic H, Begovic E (2015) Investigation of influence of MQL machining parameters on cutting forces during MQL turning of carbon steel St52-3. Procedia Eng 132(2015):608–614
Wang CY, Lin HS, Wang X, Zheng LJ, Xiong WQ (2017) Effect of different oil-on-water cooling conditions on tool wear in turning of compacted graphite cast iron. J Clean Prod 148:477–489
Ding F, Wang CY, Lin HS, Li SY, Zheng LJ, Wang QM (2019) Research on machining compacted graphite iron under oil-on-water cooling and lubrication conditions based on modified material model. Int J Adv Manuf Technol 105:5061–5079
Williams JA, Tabor D (1977) The role of lubricants in machining. Wear 43:275–292
Godlevski VA, Volkov AV, Latyshev VN, Maurin LN (1977) The kinetics of lubricant penetration action during machining. Lubr Sci 9(2):127–140
Varadarajan AS, Philip PK, Ramamoorthy B (2002) Investigations on hard turning with minimal cutting fluid application (HTMF) and its comparison with dry and wet turning. Int J Mach Tool Manuf 42:193–200
Kjshawy HA, Dumitrescu M, Ng EG, Elbestawi MA (2005) Effect of coolant strategy on tool performance, chip morphology and surface quality during high-speed machining of A356 aluminum alloy international. J Mach Tool Manuf 45:219–227
Braga DU, Diniz AE, Miranda GWA, Coppini NL (2002) Using a minimum quantity of lubrication (MQL) and a diamond coated tool in the drilling of a aluminum-silicon alloys. J Mater Process Technol 122(1):127–138
Hinze JO (1995) Fundamentals of the emulsion in definable field flow. Proc Phys Soc Lond 9(3):1–13
Heidt V, Jeschar R (1993) Influence of running water on the heat transfer in continuous casting. Steel Res 64(3):157–164
Brimacombe JK, Agarwal PK, Baptista LA, Hibbins S, Prabhakar B (1980) Spray cooling in the continuous casting of steel. Steel Proc 63:235–252
Choj KJ, Yao SC (1987) Mechanisms of film boiling heat transfer of normally impacting spray. Int J Heat Mass Transf 30(2):311–318
Deb S, Yao SC (1989) Analysis on film boiling heat transfer of impacting spray. Int J Heat Mass Transf 32(11):2099–2112
Funding
This study received financial supports from the National Key Research and Development Project (No. 2019YFB2005400), the Major National Science and Technology Projects in China (No.SK201901A31-04), and the Key Program of the National Natural Science Foundation of China-Guangdong Joint Fund (No. U1201245). We also appreciate the Guangxi Yuchai Machinery Group Co., Ltd. for providing the RuT400 CGI material used in this study. At the same time, we would like to thank Prof. Yingning Hu from the Guangxi University for her assistance in this paper.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yao, K., Wang, C., Ding, F. et al. Effect of nozzles on cutting performance when machining with oil-on-water cooling technique. Int J Adv Manuf Technol 112, 313–322 (2021). https://doi.org/10.1007/s00170-020-06383-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06383-7